
Abstract
Additive manufacturing (AM) is defined as the process of joining materials to make objects from 3D model data, usually layer upon layer, in contrast to subtractive or forming manufacturing methodologies. In studies of energy consumption in AM systems reported in the literature, the electric energy consumed by different technologies was measured directly in the main electrical supply wires of the machines, which does not represent the process energy consumption, because there are peripheral devices that do not have an influence on the process. In order to generate a better approach to the energy consumption of the AM process, this paper presents a proposal to measure the energy consumption directly in the system stage in which the AM processes are performed: preparing the material for extrusion, deposition, selection, gluing, curing, and so on, obtaining the geometry of a layer defined by an area with a certain thickness, and carrying out bonding between the layers to form a solid part. Because the combination of material and manufacturing processes determine the mechanical properties of a built part and because different materials and processes could be used to obtain these mechanical properties with different energy consumption values, the authors suggest mathematical models for three AM processes (material extrusion, vat photopolymerization, and material jetting) which predict the energy consumption and then compare the values with their experimental results, obtaining a difference of less than 10%, and find the parameters which define the differences in energy consumption among the processes.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing (AM) is defined as the process of joining materials to make objects from 3D model data, usually layer upon layer, in contrast to subtractive or forming manufacturing methodologies. AM processes are classified in seven categories: material extrusion (ME), material jetting (MJ), binder jetting, sheet lamination, vat photopolymerization (VP), powder bed fusion, and directed energy deposition [1]. Each of these processes has different associated characteristics according to its specific technological requirements and materials.
AM offers key benefits over other manufacturing processes in terms of cost, speed, quality, innovation/transformation, impact reduction of the cost and time involved in product development, elimination of tooling, cost-efficient production of small batches, fabrication of customized parts, free form production of very complex parts, elimination of material waste, reduction of inventory, reduction of the supply chain, and the potential to reduce resources, energy consumption demands, and CO2 emissions, to mention but a few, as well as in the manufacture of spare parts and repairs [2,3,4,5,6,7,8,9].
The global AM market has been growing during the last years; it grew by 17.4% (to $6.06 billion USD) in 2016 and by 21% (to $7.336 billion USD) in 2017. The trend in the coming years is continued growth [10].
The number of AM processes is not growing as fast as the number of materials that they use and there are studies that reveal the existence of materials for AM technologies which produce parts with similar values of Young’s modulus, tensile, and impact strength [11–12]. Multiple technologies, materials, and mechanical properties have been reviewed from data sheets of AM companies [13,14,15,16], identifying materials and AM processes that can produce parts with similar mechanical properties.
With more materials than ever before, the opportunities for innovation are huge. The selection of an appropriate material and its conversion into a useful product with the desired shape and properties is a complex activity [17]. The choice of material cannot be made independently of the choice of the manufacturing process [18]. Therefore, to reduce the energy consumption of a product during the manufacturing stage, design considerations need to be taken into account. By identifying where the energy is used during production and how effectively it is used, the designer gains an insight into the energy efficiency of the process in relation to a product. This knowledge can empower the designer to intelligently explore the suitability of a product feature or material and consequently the chosen manufacturing process with energy minimization in mind [19].
The average growth rate of electricity consumption in the world from 1974 to 2016 was 3.3% [20]. The industrial sector represents the 41.6% of the total, which is the highest global percentage of electricity consumption, and the trend of electricity consumption in this sector for the coming years is growing [21]. AM is a fabrication process that is in continuous growth [10], and it implies a growth in the demand of electric energy as well.
Energy and time in AM, as in any fabrication process, are critical factors to consider in production systems because they define the efficiency, productivity, and cost [2, 22]. One of the global priorities in the standardization of methods, terminology, materials, and so on, in relation to AM in the world, is focused on sustainability [2, 22]. This is accomplished by pursuing the goal of implementing the certification of energy-saving applications. For this reason, researches have been investigating energy consumption in AM in order to build the basis to support the scientific and technological aspects related to standardization of AM [22].
Some authors have analyzed the sustainability of some AM technologies, studying the electric energy consumption in the stages of preheating, production, cooling, and so on of selective laser sintering (SLS) [23,24,25,26], binder jetting [27], and fused deposition modelling (FDM) [28]. Other authors have compared the energy consumption of SLS with injection moulding (IM) [24], and others have made a comparison of energy consumption in bulk forming and subtractive and additive processes [29]. Some authors have developed a methodology for calculating digital manufacturing, energy consumption, and build volume capacity utilization; thus, they estimate the cost of parts manufactured by the next systems: laser-based AM processes utilizing powder bed, electron beam melting, laser sintering, and FDM [6–7]. In addition, some authors have tested different machines to measure the energy consumption using FDM and PolyJet technologies as well [30].
The studies mentioned in the previous paragraph, concerning energy consumption in AM, measured the electric energy consumed by different technologies by means of apparatus (loggers) directly connected to the main electrical supply wires of the machines, determining in this way the energy consumption that corresponds to each stage of the process (heating, cooling, working, idle, etc.). As a result, the values of total energy consumption are distinct due to the differences among the processes, technologies, machines, and materials. The total energy consumption measured in this way is the sum of the energy consumption required by the process of layer-by-layer formation of material (hereinafter referred to as energy consumption) plus the energy consumption of the peripheral elements and accessories associated with the technology (Fig. 1). Such a measurement does not distinguish the energy consumption of the process itself from that of the peripheral elements and accessories of the machine. From this situation, the authors of this paper identify, as an important research area, the study of the energy consumption of the AM process without considering the peripheral elements and accessories, when parts manufactured from different materials and by different AM processes reach similar values of their mechanical properties.

Total energy consumption of a manufacturing system expressed as the sum of the process and peripherals and accessories
In this paper, the energy process analysis is related to the stage in which the parts are manufactured: getting the material ready to be extruded, deposited, selected, glued, cured, and so on, obtaining the geometry of a layer defined by an area with a certain thickness, and carrying out bonding between the layers to form a solid part [1]. This value will simply be called the energy consumption.
2 Research proposal
Mechanical performance is one of the major concerns for designers and manufacturers, and it is essential to satisfy the design requirements and regulations. For that reason, typically, mechanical properties are the key factor in selecting a material and its manufacturing process, but different materials and processes can satisfy these requirements with different energy consumption values.
To identify how similar the mechanical properties are by using AM technologies and materials available in the laboratory for this work, multiple datasheets were reviewed. The materials identified and selected with close tensile strength and Young’s modulus properties were PC® for ME, RIGUR RGD450® for MJ, and DL260® for laser-based VP.
With the material–process combination found in this paper, experimental tests were performed in order to verify the tensile strength and Young’s modulus. In order to propose a mathematical model which predicts the energy consumption for each process, the models described by other authors [31,32,33,34,35,36,37,38] were applied and adapted. Measurements of energy consumption were performed in order to compare the results with the mathematical model defined for every process.
2.1 Mechanical properties of parts manufactured by AM processes
To verify the mechanical properties identified by manufacturers, a series of tensile tests were carried out. These materials were processed with the machines Stratasys Fortus 400, Stratasys Objet500 Connex3, and DWS 020X respectively to manufacture 10 samples using each material in accordance with the edge build direction and default parameters recommended by Stratasys [15–16] and DWS [39]. The geometry and tensile tests of the samples were performed under the ISO 527-2/ASTM D638 standards using a Shimadzu AGS-X 50-kN universal tensile test machine with a test speed of 5 mm/min and a load cell of 50 kN.
In this work it, has been considered that the mechanical properties (tensile strength and Young’s modulus) of the samples manufactured by different AM processes and materials are similar when the difference in value between samples is less than 10%.
2.2 Mathematical models of energy consumption
The total energy consumption of a machine is defined by many sub-processes (stages) [27, 40]. Mathematically, it can be expressed as [27, 40]:
where ET is the total energy consumption, Ei is the energy consumption of the stages i, with i = 1, 2, 3…, m, and m is the number of the stages (control system, feeding, material processing, removal, etc.) [41]. This means that:
Since this work aims to find the energy consumption required for the material processing stage, only the first term of Eq. (2) is analyzed, considering that EConsumption = EMaterial processing; therefore, the peripheral elements and accessories (given by the sum of the other terms of Eq. (2), i.e., EPeripheral elements and accessories = EControl System + EFeeding + ... + ERemoval of the part) are not considered because these elements are technological components (rollers, pumps, electronic boards, and circuits, among others), which are dependent on the machine selected for a specific part to be manufactured, the specific efficiency of every chosen component, and so on. This is shown schematically in Fig. 1. The energy consumption studied in this work is shown in the coloured square.
Although there are mathematical approaches which define the total energy consumption and although the power has been measured directly on the machines, it has been identified that such approaches do not particularize the relationship that exists between the different manufacturing conditions [parameters of the process (layer thickness, raster width, deposition velocity, etc.) and of the material (critical exposure, density, heat capacity, etc.)] for each of the processes studied. From this condition, mathematical models of energy consumption were proposed as a function of the parameters of the process and of the material for the three AM processes studied.
2.2.1 Considerations for material extrusion
A built part formed by a number of layers N that complete its height Z has been considered. Each of its layers j has a projected area A which is made up of a number of filaments n with a raster width w, thickness h, and length Y needed to complete the base X (see Fig. 2). It has been considered that the built part is solid.

Formation of layers in ME
The mathematical model to determine the energy consumption of the ME process was deduced from the combination of the equations for the enthalpy of the extrusion process [31], the flux of mass through the nozzle (tip) [32,33,34], and the heat flux required by the extrusion process [31]. This means that the energy consumption in the ME process is defined by the nozzle and heat flux transferred to the polymer [35]. See Table 1.
2.2.2 Considerations for laser-based vat photopolymerization
Each of the layers j has a projected area A and a layer thickness h and is scanned by a laser beam that has a Gaussian radius w. The area A is defined by X and Y (Fig. 3). The laser scans A string by string with a hatching space s and a scan speed v [36].

Formation of layers in VP
The mathematical model to determine the energy consumption of the VP process was deduced from the combination of the equations for the exposure [36–37], the maximum exposure [36, 38], and the laser power needed to cure the resin [36, 38]. See Table 1.
2.2.3 Considerations for material jetting
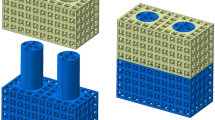
Each of the layers j has a projected area A defined by X and Y and a layer thickness h. To cover A with respect to its dimension Y, it is necessary to consider the number of strokes required to complete Y and, in this way, the entire projected area of the layer. The number of strokes will depend on the dimension y0, which is defined as the width of the jetting head. The ultraviolet (UV) light is provided by means of two UV lamps, one on each side (Fig. 4).

Formation of layers in MJ
The mathematical model to determine the energy consumption of the MJ process was deduced considering the amount of UV exposure required to reach the full conversion of the monomer at a determined thickness, which is different for each resin [42]. See Table 1.
2.3 Measuring energy consumption
The energy consumption of the three processes studied, ME, VP, and MJ, was measured considering the specific energy consumption (SEC), which is defined as the energy required per unit volume [29], regardless of the difference in dimensions for every material–process combination.
2.3.1 Measuring energy consumption for ME process
The equipment used to take the measurements was a Fluke 435 II power quality and energy analyzer (Fig. 5) in association with its respective data analyzer software, Power Log 430-II, both connected at the electrical resistance of the extrusion head. Additionally, other parameters, namely the extrusion temperature and inner diameter of each tip used, were measured. Three samples (141.5 × 141.5 × 2.54 mm) were manufactured with PC® using a Fortus 400 machine for each tip, T12, T16, and T20, with layer thicknesses of 0.178, 0.254, and 0.330 mm, respectively, a raster width = 0.5 mm, air gap = 0 mm, and raster angle = 45°/− 45° for all the tips).

Energy consumption measurement of the ME process. a Instrumentation of Fortus 400 machine. b Connection to the electronic head to plug in the measuring apparatus. c Sample
2.3.2 Measuring energy consumption for VP process
The laser UV power was measured at the output using a Newport model 2832-C power metre with a Newport model 818-UV sensor (Fig. 6). Three samples (50 × 50 × 10 mm, layer thickness = 0.040 mm, scan speed = 4.6 m/s, and laser spot = 0.050 mm) were built with DL260® using a DWS 020X machine.

Measurement of the energy consumption of the VP process. a DWS 020X machine. b Sample. c Power metre sensor
2.3.3 Measuring energy consumption for MJ process
The exposure to the UV radiation that falls on the drops deposited was measured with a G&R Labs model 221 radiometer/dosimeter (Fig. 7). Three samples (10 × 10 × 10 mm; layer thickness = 0.030 mm; mode: digital material; finish: glossy) were built with RIGUR RGD450® using an Objet500 machine.

Energy consumption measurement of the MJ process. a Objet500 machine. b Sample. c UV radiation sensor
3 Results
3.1 Tensile test results
The results of the tensile test performed to verify how close the values of the mechanical properties of the parts manufactured from the AM materials and processes studied are shown in Fig. 8 were as follows: Y is Young’s modulus; T is the tensile strength (yield); σ is the standard deviation; ∆Y is the difference in Young’s modulus; %∆Y is the percentage difference in Young’s modulus with respect to the minimum value; ∆T is the difference in T with respect to the minimum value; and is the percentage difference in T.

Results of mechanical properties
3.2 Mathematical model of energy consumption
Table 1 shows the equations that represent the mathematical models proposed by the authors of this work to determine the energy consumption of the AM process as a function of the parameters of the process and of the material used. Table 2 shows the nomenclature that corresponds to each of the parameters involved in the equations which were derived from the application and adaptation of the models made by other authors [31,32,33,34,35,36,37,38].
3.3 Energy consumption by the proposed mathematical model versus the measured values
Figure 9 shows the difference between the energy consumption obtained by measurement and by the proposed mathematical models (Eqs. (3), (4), and (5)). The values of the parameters used to feed such equations are shown in Table 2; they were obtained from the manufacturers’ technical information and those marked with an asterisk (*) were measured during the experimentation.

Comparison between mathematical model and experimental measurement
3.4 Regions of energy consumption
Figure 10 graphs the values of energy consumption for the three processes. They were drawn from point clouds obtained by substituting the values of the parameters of the process and of the material into Eqs. (3), (4), and (5), considering the materials studied and varying the layer thickness because it is the most common parameter that can be set by the user. To form the regions, the intervals of layer thickness are in the following ranges: 0.178–0.33 mm for ME, 0.03–0.05 mm, for VP, and 0.016–0.03 mm for MJ. Additionally, the raster width and the hatching space were as follows: 0.254–0.9822 mm for ME and 0.05–0.07 mm for VP, respectively.

Regions of specific energy consumption for ME, VP, and MJ
4 Discussion
The results in Fig. 8 show that for the selected materials and AM processes, both the tensile strength and Young’s modulus of the parts manufactured have similar values, since the differences in the mentioned properties are below 6%. This confirms that different AM processes are capable of manufacturing parts with similar mechanical properties; this is because of the nature of the polymers evaluated. This implies that in the product design stage it is possible to select among different AM processes due to the wide field of materials that could offer similar values of mechanical properties.
From the proposed mathematical models of energy consumption shown in Table 1 for each of the processes analyzed, the following findings must be taken into account when a part will be manufactured by an ME, VP, or MJ process.
In the ME process, which has a higher SEC, the volumetric flow (the amount of material deposited per unit time) is faster than that in the other processes, but it has been reported that this process gives the worst surface quality [43,44,45]. In the VP and MJ processes, there is a strong relation with the layer thickness: a greater layer thickness gives a lower energy consumption.
Other properties reported for the materials are listed in Table 3 [15–16, 39, 46]. It is noticeable that the values of hardness are similar among the three materials and processes, but this does not apply to the other properties, whose values are similar only for two materials and processes but not for all of them. This implies that although an AM process could be more efficient in terms of energy consumption, it may not be in terms of other properties, so it is necessary to consider this situation when making decisions concerning the choice of a certain material and process. In the comparative analysis made in this study from the energy consumption point of view, the closeness of the tensile strength and Young’s modulus among the three processes was considered, but it is necessary to make a trade-off between energy consumption and other properties when those properties are relevant and not similar.
Figure 9 shows that the maximum difference in energy consumption between the experimental results and results of the mathematical model proposed was 10.02%, and it corresponds to ME. Additionally, for ME it is identified that as the tip size decreases, the difference between the mathematical model and experimental results increases.
Figure 10 shows regions that represents the specific energy consumption for each of the AM processes. ME is the process that demands more energy per cubic centimetre, followed by laser-based VP and then MJ. In general, independently of the combinations of the values of the parameters that are involved in Eqs. (3), (4), and (5) (such a combination of parameters has allowed the mapping of the regions), in Fig. 10, a trend of a decrement of the specific energy consumption when increasing the layer thickness is noticeable. In addition, from the same figure, it can be seen that it is possible to find similar values of specific energy consumption for VP and MJ under suitable conditions (combinations of parameters), but this is not possible with ME because the regions of this process with respect to the others are greater. The specific energy consumption of ME (0.321–1.202 × 103 J/cm3) is two orders of magnitude greater than the specific energy consumption of VP (6.21–14.52 J/cm3) and that of MJ (3.35–7.00 J/cm3). As noted, the values of energy consumption of the photopolymerization processes (VP and MJ) are of the same order of magnitude. It should be noted that these values of energy consumption correspond to the process itself, so they are not comparable with the energy consumption in studies done by other authors [6], [28,29,30, 47,48,49,50], because they correspond to the total energy consumption of the AM machines. Independently of each technology, the energy consumption determined by means of this study will be constant; therefore, if the total energy consumption of a particular machine is known, the energy consumption associated with the peripheral elements and accessories can be determined.
5 Conclusions
The material and processes selection for this study were based on the analysis for the tensile strength and Young’s modulus; however, the methodology used in this work can be used to explore other properties.
The regions of specific energy consumption shown in Fig. 10 were drawn as a function of the layer thickness because this is a parameter that can be set by most technologies; however, this analysis can be extended to other conditions (combinations of parameters), obtaining the energy consumption as a function of another parameter of either the process or the material or the geometry.
Finally, the comparison of the AM process has been performed by considering that the values of the mechanical properties of the parts manufactured by different materials and processes are similar. It is important to explore the intervals of energy consumption for the three AM processes when such values are not similar enough. This exploration will be now possible by means of the mathematical model of energy consumption proposed in this work, considering the extent of its robustness.
References
ISO-ASTM, BS-ISO-ASTM-52900 (2015) Additive manufacturing - general principles – terminology
Thomas DS (2016) Costs, benefits, and adoption of additive manufacturing: a supply chain perspective. Int J Adv Manuf 85:1857–1876
Attaran M (2017) The rise of 3-D printing: the advantages of additive manufacturing over traditional manufacturing. Bus Horiz 60(5):677–688
Gutowski T, Jiang S, Cooper D, Corman G, Hausmann M, Manson J-A, Schudeleit T, Wegener K, Sabelle M, Ramos-Grez J, Sekulic DP (2017) Note on the rate and energy efficiency limits for additive manufacturing. J Ind Ecol 21:69–79
Gebler M, Schoot Uiterkamp AJM, Visser C (2014) A global sustainability perspective on 3D printing technologies. Energy Policy 74:158–167
Baumers M, Tuck C, Wildman R, Ashcroft I, Hague R (2011) Energy inputs to additive manufacturing: does capacity utilization matter? Solid Freeform Fabrication Proc:30–40
Baumers M (2012) Economic aspects of additive manufacturing: benefits, costs and energy consumption. Ph Dissertation
Campbell T, Williams C, Ivanova O and Garret B (2011) Could 3D printing change the world? Technologies, potential and implications of additive manufacturing, strategic foresight. Atlantic council
Verhoef LA, Budde BW, Chockalingam C, Nodar BG, Wijk AJV (2018) The effect of additive manufacturing on global energy demand: an assessment using a bottom-up approach. Energy Policy 112:349–360
W. Associates (2018) Wohlers report 2018: 3D printing and additive manufacturing state of the industry: annual worldwide progress report
Kim D, Lee IH, Cho HY (2015) A study on the mechanical properties of additive manufactured polymer materials. Trans Korean Soc Mech Eng A 39(8):773–780
Swetly T, Stampfl J, Kempf G, Hucke M (2014) Capabilities of additive manufacturing technologies (AMT) in the validation of the automotive cockpit. RTejournal - Forum für Rapid Technologie
W. Associates (2017) Wohlers report 2017. Service provider survey results. Apendix E
EYG (2016) EY’s global 3D printing report, GSA Agency
Stratasys (2015) FDM materials. http://www.stratasys.com/mx/materiales/fdm. Accessed 3 April 2015
Stratasys (2016) Stratasys Polyjet technology. http://stratasys.com/3d-printers/technology/polyjet-technology. Accessed 1 Augost 2016
Mital A, Desai A, Subramanian A and Mital A (2014) Product development: a structured approach to consumer product development. Design and manufacture
Ashby MF (2000) Materials selection in mechanical design. Butterworth Heinemann, Cambridge
Seow Y, Goffin N, Rahimifard S, Woolley E (2016) A design for energy minimization approach to reduce energy consumption curing the manufacturing phase. Energy 109:894–905
IEA (2018) Electricity information. International Energy Agency
IEA (2018) Key world energy statistics. International Energy Agency
Forster AM (2015) Materials testing standards for additive manufacturing of polymer materials: state of the art and standards applicability. NIST, U.S. Department of commerce
Reinhardt T, Gerd W (2012) Experimental analysis of the laser-sintering process from an energetic point of view. Annals & proceedings of DAAAM international
Telenko C, Seepersad CC (2012) A comparison of the energy efficiency of selective laser sintering and injection molding of nylon parts. Rapid Prototyp J
Sreenivasan R, Bourell D (2010) Sustainability study in selective laser sintering- an energy perspective, Metals and materials society/AIME
Baumers M, Tuck C, Bourell DL, Sreenivasan R, Hague R (2011) Sustainability of additive manufacturing: measuring the energy consumption of the laser sintering process. Proc Inst Mech Eng B J Eng Manuf 225:2228–2239
Xu X, Meteyer S, Perry N, Zhao YF (2015) Energy consumption model of binder-jetting additive manufacturing processes. Int J Prod Res 53(23):7005–7015
Balogun VA, Kirkwoo ND and Mativenga PT (2014) Direct electrical energy demand in fused deposition modelling. Procedia CIRP 15. 21st CIRP Conference on life cycle engineering 38-43
Yoon H-S, Lee J-Y, Kim H-S, Kim M-S, Kim E-S, Shin Y-J, Chu W-S, Ahn S-H (2014) A comparison of energy consumption in bulk forming, subtractive, and additive processes: review and case study. Int J Precis Eng Manuf-Green Technol 1(3):261–279
Clemon L, Sudradjat A, Jaquez M, Krishna A, Rammah M, Dornfeld D (2013) Precision and energy usage for additive manufacturing. ASME 2013 international mechanical engineering congress and exposition. American Society of Mechanical Engineers
DWS (2017) Precisia DL260. http://hexagongroup.pl/zywice/precisia-dl260/. Accessed 5 May 2017
Madan J, Mani M, Lee JH, Lyons KW (2015) Energy performance evaluation and improvement of unit-manufacturing processes: injection molding case study. J Clean Prod 105:157–170
Pal D, Patil N, Nikoukar M, Zeng K, Kutty KH and Stucker BE (2013) An integrated approach to cyber-enabled additive manufacturing using physics based, coupled multi-scale process modelling. Proceedings of the solid freeform fabrication symposium
Rauwendal C (2014) Polymer extrusion. Hanser Publishers
Cengel YA, Boles MA (2012) Termodinámica. Mc. Graw Hill
Bellini A (2004) Liquefier dynamics in fused deposition. J Manuf Sci Eng 126:237–246
Turner BN, Stron R, Gold SA (2014) A review of melt extrusion additive manufacturing processes: I. process design and modelling. Rapid Prototyp J 20(3):192–204
Bellehumeur C, Li L, Sun Q, Gu P (2004) Modeling of bond formation between polymer filaments in the fused deposition modelling process. J Manuf Process 6(2):170–178
Jacobs PF (1992) Fundamentals of stereolithography. Proceedings of the solid freeform fabrication symposium, pp 196–211
Siegman AE (1971) An introduction to lasers and masers. McGraw-Hill, New York
Gibson I, Rosen D, Stucker B (2014) Additive manufacturing technologies: 3D printing, rapid prototyping, and direct digital manufacturing. Springer
De Brito M (2011) Investigation of interpenetrating polymer networks and recent UV curable chemistries. Mulhouse
Kumbhar NN, Mulay AV (2018) Post processing methods used to improve surface finish of products which are manufactured by additive manufacturing technologies: a review. J Inst Eng Ser C 99(4):481–487
PostProcess Technologies Inc (2018) White paper - overcoming additive manufacturing surface finishing challenges with automated SRF technology
Ruiz-Huerta L, Ortega-Rodriguez A and Caballero-Ruiz A (2014) Relation between tip size, deposition speed and roughness in FDM technology, dimensional accuracy and surface finish in additive manufacturing. Proceedings ASPE 2014 spring topical meeting, pp 214–218
Krache R, Debbah I (2011) Some mechanical and thermal properties of PC/ABS blends. Mater Sci Appl 2:404–410
Almeida HA, Correia MS (2016) Sustainable impact evaluation of support structures in the production of extrusion-based parts. In: Muthu SS, Savalani MM (eds) Handbook of sustainability in additive manufacturing, vol 1. Springer Singapore, Singapore, pp 7–30
Yanchun L, Zhiming J, Ming-Chuan L and Caudill RJ (1999) Environmental performance analysis of solid freedom fabrication processes. Proceedings of the 1999 IEEE international symposium on electronics and the environment (Cat. No.99CH36357), pp 1–6
Liu Z, Jiang Q, Ning F, Kim H, Cong W, Xu C, Zhang H-C (2018) Investigation of energy requirements and environmental performance for additive manufacturing processes. Sustain Sci Pract Policy 10(10):3606
Junk S and Côté S (2012) A practical approach to comparing energy effectiveness of rapid prototyping technologies. Proceedings of AEPR’12, 17th European forum on rapid prototyping and manufacturing
Funding
This work has been financed by CONACYT LN-232719, LN-271897, LN 280867, LN294415, LN299129 and INFR-294752. Financial support from DGAPA-UNAM through the grant PAPIME IN106410 is also acknowledged.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Gutierrez-Osorio, A.H., Ruiz-Huerta, L., Caballero-Ruiz, A. et al. Energy consumption analysis for additive manufacturing processes. Int J Adv Manuf Technol 105, 1735–1743 (2019). https://doi.org/10.1007/s00170-019-04409-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04409-3