
Abstract
Drilling is a crucial cutting operation as it represents 40 to 60% of the total material removed in the aircraft frame industry. Drilling difficult-to-cut materials, such as Ti-6Al-4V, is still a challenge due to their high chemical reactivity with different tool materials and low thermal conductivity. The application of cooling approach is needed to reduce the generated cutting temperature at the machining area. However, in drilling, the coolant does not sufficiently reach to the drill tip at the cutting zone because of the counter flow of the chips limits further penetration, especially in deep-hole drilling. To overcome such problems during direct drilling, different drilling techniques are followed. Peck drilling is among these methods in which the drilling process is conducted in a number of steps to achieve holes with large aspect ratio. The current study presents a detailed comparison between direct drilling and peck drilling of Ti-6Al-4V in terms of tool life, surface roughness, thrust force, torque, and burr formation. In terms of flank wear, thrust force, and burr formation, peck drilling showed better results when compared to direct drilling; however, direct drilling offers slightly better results in terms of surface quality.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Titanium alloys have become desirable materials in many manufacturing industries because of their unique properties. The main advantages of using titanium alloys are their high strength to weight ratio, relative resistance to corrosion, and the ability to maintain high strength at high temperatures. Such desirable properties contribute to making titanium alloys reliable for several industrial applications such as aerospace, biomedical, petrochemical, and power and energy generation [1, 2]. For instance, titanium alloys have been used in engines, the front sections of airplanes, and landing gear components [3, 4]. The demand for titanium is expected to continue to grow in the aviation industry because the use of titanium contributes to lower fuel consumption, CO2 emissions, NOx emissions, and noise levels [5]. However, titanium alloys have poor machinability as a result of their high chemical reactivity and minor thermal conductivity, and high hardness [6, 7]. The heat dissipation process during the machining of titanium alloy is significantly affected by its low heat capacity and poor thermal conductivity [8]. During the machining of titanium alloys, the heat generated settles near the nose and edge of the cutting tool. Thus, tool wear is observed at the edges of the cutting tool, and accordingly, tool life is decreased [9]. Different attempts have been done to face the heat dissipation challenges associated with machining difficult to cut materials such as Ti-6Al-4V, Inconel 718, and austempered ductile iron (ADI) [1,2,3,4].
Titanium is accessible in various grades. However, classic titanium is not as strong as its alloys are. The Ti6Al4V alloy is the favorable titanium alloy in the aviation industry; it used to produce several airplane components. In the aviation industry, drilling is an important operation since it makes up 40 to 60% of the total material removal process [10]. However, the drilling process of titanium alloy is difficult due to its negative properties (low thermal conductivity and high chemical reactivity). These negative properties cause a high generated heat at the cutting zone and massive adhesion to the drilling tool, which can accelerate tool wear and cause tool failure [11]. During the drilling operation, about 80% of the plastic deformation work converts to heat, resulting in a very high temperature in the deformation region and the surrounding area, as well as at the chip-tool and chip-workpiece interfaces [12]. In addition, when drilling titanium alloys, the hole quality is determined in terms of surface roughness, burr, and roundness/cylindricity. Generally, the hole quality should be maintained as the produced parts need to have high reliability and high wear resistance. Larger surface roughness can be associated with fatigue, severe wear, and reduced corrosion resistance. However, the inner surface of the drilled hole is simply damaged during the drilling phase. The damage occurs because of plastic deformation, and thereby resulting microcracks and tensile residual stresses. Furthermore, in most titanium drilling operations, a burr is created at both ends (i.e., the entrance and the exit). The exit burr, however, is the main concern in most cases because it is bigger than the entrance burr. In the aerospace industry, burr formation is undesirable as it needs additional operations (i.e., post-drilling deburring) which increase the overall cost. Thus, this study compared the exit burr formation in both direct and peck drilling.
In machining processes, an application of cutting fluid is needed to decrease the generated heat at the machining zone. However, in drilling, the coolant does not sufficiently reach the cutting zone at the tip of the drill because the counter flow of the chips limits further penetration, especially when drilling a deep hole. The drilling process thus turns out to be unstable and the cutting tool may break. Therefore, open literature has considered drilling holes at aspect ratio larger than 3 as a near dry process even with using cutting fluid [13].
To overcome such problems during direct drilling, different drilling techniques are followed. Peck drilling is one such method in which the drilling process is conducted in a number of steps to achieve a hole with high aspect ratio. In peck drilling, removing chips and/or debris from the drilled hole is easier than in direct drilling. Furthermore, peck drilling is effective to lower the torque and thrust force during the hole machining operation [14]. Many experimental investigations have been conducted to verify that peck machining is an effective technique for making deep holes. Experiments were conducted by Kim et al. [15] to assess the peck method. This investigation found that the use of peck drilling technique facilitated chip ejection from the drilled hole. It also found that peck technique improved the tool life. Nakagawa et al. [16] investigated the relationship between the surface quality of the drilled hole and the generated cutting heat. This study reported that the cutting temperature increased with an increase in surface roughness. Csala et al. [17] reported that cutting tool temperature in peck drilling was lower than in direct drilling. Another comparative study was conducted by Begci et al. [18] in order to analyze the cutting temperature of the cutting tool in both peck and direct drilling. They revealed that the temperature of the cutting tool in peck drilling was lower than that in direct drilling. In addition, it found that as the drilling depth increased, the drilling bit temperature increased. Experiments were also conducted by Abdelhafeez et al. [19] to investigate the hole quality and burr formation during the drilling of titanium and aluminum alloys. They revealed that the feed rate had the most significant effect on the exit burr size. Ko et al. [20] also found that the most significant parameter influencing burr size was the feed rate. However, Abele et al. [21] claimed that speed had the greatest influence on the quality of the drilling hole while the feed rate had limited influence.
Summarizing the available literature of drilling large aspect ratio for Ti-6Al-4V alloy, there is knowledge gap in regards of the effect of chips clogging on the quality of drilled hole, cutting forces, and tool wear, particularly when machining material that commonly used in aerospace industry where the accurate is highly demanded. Therefore, the current study presents a detailed comparison between direct and peck drilling of a Ti-6Al-4V alloy in terms of drilled hole quality, tool wear, thrust force, and torque in order to determine the most effective drilling process and to improve the quality of drilled holes in Ti-6Al-4V alloy. Based on the findings, peck drilling showed better results when compared to direct drilling in terms of flank wear, thrust force, and burr formation; however, direct drilling offered better results in terms of surface quality.
2 Experimentation and methodology
The workpieces used for these experiments were made of a Ti-6Al-4V titanium alloy. Tables 1 and 2 show the compositions and mechanical properties of the Ti-6Al-4V, respectively. The dimensions of the Ti-6Al-4V alloy workpieces were 100 mm × 85 mm × 30 mm. The drill used was a Nano-Si coated-carbide which was 8 mm in diameter (i.e., 3.75 D drilling depth, RH helix, and a point angle of 140°). Drilling tests were conducted using the CNC HAAS milling machine. Experiments were performed using flood cooling. Five-percent concentration of TRIM MicroSol 690XT high-lubricity, semi-synthetic, and micro-emulsion oil was used as a cutting fluid [22]. In the CNC machining center, four nozzles were orientated by 45° as shown in Fig. 1a in order to supply the cutting fluid during both drilling processes (peck and direct drilling). Experimental cutting conditions are shown in Table 3, and a schematic diagram of the experimental setup is shown in Fig. 1b. Two different drilling operations were applied in this work, namely, direct drilling and peck drilling. For each drilling operation, 25 holes were drilled in each of the two workpieces for a total of 50 holes drilled using the same drill bit. Flank wear (VB) was measured, as shown in Fig. 2, after drilling each set of five holes. The surface roughness values (Ra) of the fifth hole in each set of five drilled holes were determined using a Mitutoyo Roughness Tester SJ 201P. In order to reduce the experimental errors in this paper, surface roughness readings were repeated three times for each hole measured and average values were recorded. Peck machining trials were carried out in three steps. Each drilled hole was divided into three depths (10 mm, 20 mm, and 30 mm), as illustrated in Fig. 3, in order to investigate the effect of each drilling step on the roughness of the machined surface. A dynamometer connected to the data acquisition system was utilized to record the thrust and torque components generated during the drilling of each hole.

Experimental setup on CNC HAAS milling machine

Flank wear measurements [24]

Typical peck drilling cycle
3 Results and discussion
3.1 Surface roughness measurements
In terms of the peck drilling operations, roughness measurements were plotted for 10 mm, 20 mm, and 30 mm, as shown in Fig. 4. In general, the lowest surface roughness was observed at the first step (i.e., 10 mm), possibly because the second step acted as a reamer for holes produced in the first step. Similarly, the highest surface roughness was observed at 30 mm because the second operation had a reaming effect on the previous two steps. Also, during the third step, the resultant chips may have rubbed against the internal surface of the drilled hole, resulting in higher surface roughness values due to the effect of the rubbing action.

Surface roughness in three levels of peck drilling
Figure 5 presents a comparison of surface roughness during direct and peck drilling. Direct drilling showed a slightly lower surface roughness compared to peck drilling under the same cutting conditions. After drilling the first five holes, there was no significant difference between the two drilling operations. As the number of drilled holes increased, direct drilling showed a slightly lower roughness compared to peck drilling except at the 25th hole. The surface roughness was high in peck drilling possibly due to the small remaining debris/chips after each stroke. When the drill is withdrawn up after the first stroke during a peck drilling cycle, the flood coolant may wash down small debris/chips into the drilled hole causing a relatively higher surface roughness compared to direct drilling. When the drill comes down for subsequent strokes, the small debris/chips rub against the inner surface of the drilled hole as shown in Fig. 6. Additionally, these debris/chips melt and adhere to the drill and inner machined surface due to the higher drilling temperature, contributing further to surface roughness (Fig. 7).

A comparison of surface roughness (Ra) in direct and peck drilling

The flood coolant washes some debris into the drilled hole as the drill bit is withdrawn

The picture of the inner surface of hole number 15 in peck and direct drilling
3.2 Flank wear
Flank wear is considered an important criterion to determine the performance of a drill bit. Thus, the current study discusses flank wear measurements and evaluates the tool life in both types of drilling operations. The criterion for tool life was average flank wear (VB) of 0.25 mm for the 8-mm drill as mentioned in a previous work [25]. The analysis of flank wear progression over a number of drilled holes using two different drilling approaches (i.e., peck and direct drilling) is presented in Fig. 8. Over the first 10 holes, both operations showed approximately the same flank wear behavior. As the number of drilled holes increased, the flank wear values were higher in direct comparison with peck drilling. These higher values are due to the increase in generated torque and thrust force as the drilling depth increased. The torque and thrust force increase mainly because of chip clogging inside the drilled hole, which increases the friction. Consequently, the drill temperature may increase, and that accelerates the drill wear, particularly when drilling holes with a high aspect ratio. Meanwhile, in peck drilling, intermittent feed and withdrawal of the drill bit assist in chip removal and improve the cooling performance. Thus, better results in terms of flank wear were observed in peck drilling when compared to direct.

The measured flank wear with the number of drilled holes for peck and direct operations
3.3 Flank wear mechanism analysis
Figure 9 illustrates the scanning electron microscope (SEM) images of the drill flank face in peck and direct drilling. These two SEM images of tool wear were captured at the end of the drilling tests. It can be observed in peck drilling (Fig. 9a) that there is no significant abrasion wear on the drill edge. In this drilling approach, the rubbing action of the chips is lower because the peck drilling cycle facilitates chip ejection. Also, the intermittent feed and withdrawal of the drill contribute to heat reduction in the drill tip. However, it was observed that a small piece of material was adhered to the tooltip and created the built-up edge as shown in Fig. 9a. On the other hand, in direct drilling, the effectiveness of the cutting fluid reduces as the drilling depth increases considering the obstruction of the chip evacuation, even with using the through coolant drill. It has revealed that the counter flow of chips restricted the flood coolant to be effectively approached to the drilling zone and the tooltip [7, 26, 27]; therefore, as shown in Fig. 9b, abrasion wear can be clearly observed along the tool edge.

Inserts show the magnification of parts of drilling bit in a peck and b direct drilling
3.4 Burr formation
The entry burr is formed by lateral extrusion action and the exit burr is caused by the rubbing action of the drill bit margins [28]. This study discussed the resultant exit burr in peck and direct drilling because in most cases the exit burr is bigger than the entry burr. This because of under bending, the stiffness of workpiece is high at entry compared to the exit [29]. Figure 10 presents the exit burr formation in both peck and direct drilling. It can be seen that the height of the exit burr in direct drilling was several tens of micrometers larger than the exit burr in peck drilling. This can be attributed to the thermal impact, which was higher in direct drilling as the cutting fluid does not effectively reach to the drill bit as the drilling depth increase. Whereas, in the peck drilling due to the frequent movement of the drilling tool (e.g., feed and withdrawal), the thermal effect was reduced. In addition, the higher thrust force in direct compared to peck drilling may increase the exit burr height due to its high localized deformation.

Exit burr comparison between peck and direct drilling in
3.5 Thrust and torque
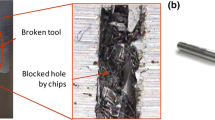
The two components, thrust force and torque, were the two components that were measured during peck and direct drilling. The holes were drilled to a depth of 30 mm to maintain an aspect ratio of 3.75. During the drilling operation, the chips generated were restricted by the workpiece wall and the drill flute; as a result, chip removal became difficult. Figure 11 shows the variation in thrust forces during peck and direct drilling. It can be observed that direct drilling produced a slightly higher thrust force than peck drilling. Figure 12 illustrates the variations in torque during peck and direct drilling. It was found that peck drilling had a slight advantage over direct in this case. In direct drilling, the forces and friction increased as the drilling depth increased due to chip clogging. During the direct operation, the existence of the produced chips, especially at a higher depth of cut, increased the friction between the drill string and the inner wall of the drilled hole, which affected the final torque output. In addition, due to the high aspect ratio used in the current experiments, the number of chips generated through direct drilling was increased and filled the flute. This resulted in chips clogging the evacuation path. In contrast, peck drilling facilitated chip removal, and therefore, less frictional contact and generated forces were produced.

The measured thrust force with peck and direct drilling

The measured torque with peck and direct drilling
4 Conclusion
A peck drilling operation could be considered as a replacement for direct drilling especially when drilling large aspect ratio holes. The current study presented a detailed comparison between peck and direct drilling of a Ti-6Al-4V alloy in terms of tool life, surface roughness, thrust force, torque, and burr formation. The findings are as follow:
-
It was found that the second step refines the internal surface of the drilled hole which was produced by the first step in peck drilling. This because the second step works as a reamer for the holes that were produced in the first step.
-
It was also observed that the surface roughness values in peck drilling were slightly higher than in direct drilling. This may due to the further rub action of some debris/chips which were washed into the drilled hole by the flood coolant after the drill was withdrawn. However, the surface quality of the drilled hole can be improved by controlling the nozzle orientation. The effect of nozzle orientation during drilling Ti-6Al-4V titanium alloy will be the future work.
-
It was observed that peck drilling showed lower flank wear compared to direct drilling as the intermittent feed and withdrawal of the drill bit in the peck approach assisted in chip removal, and improved the cooling performance.
-
Due to the higher thermal impact and comparatively higher thrust force (high localized deformation) in direct drilling, the height of the exit burr was several tens of micrometers larger than the exit burr in peck drilling.
-
Peck drilling showed lower thrust force and torque when compared to direct drilling. This can be attributed to the fact that peck drilling facilitated chip removal, and therefore, less frictional contact and generated forces were produced.
References
Hegab H, Darras B, Kishawy HA (2018). Sustainability assessment of machining with nano-cutting fluids. Procedia Manufacturing 26:245–254
Hegab H, Kishawy H, (2018). Towards sustainable machining of Inconel 718 using nano-fluidminimum quantity lubrication. Journal of Manufacturing and Materials Processing 2(3):50.
Eltaggaz A, Hegab H, Deiab I, Kishawy HA (2018). Hybrid nano-fluidminimum quantity lubrication strategy for machining austempered ductile iron (ADI). Int J Interact Des Manuf 1–9
Eltaggaz A, Zawada P, Hegab HA, Deiab I, Kishawy, HA (2018). Coolant strategy influence on tool life and surface roughness when machining ADI. Int J Adv Manuf Technol 94(9–12):3875–3887
E Commission (2011) Flightpath 2050 Europe’s Vision for Aviation. European Union, Luxembourg
Bandapalli K, Singh M (2015) Sutaria and V. Bhat, experimental investigation of machinability parameters in high-speed micro-end milling of titanium (grade-2), International. Adv Manuf Technol 85:2139–2153
Pervaiz S, Rashid A, Deiab I, Nicolescu M (2014) Influence of tool materials on machinability of titanium- and nickel-based alloys: a review. Mater Manuf Process 29(3):219–252
Pervaiz S, Rashid A, Deiab I, Nicolescu C (2016) An experimental investigation on the effect of minimum quantity cooling lubrication (MQCL) in machining titanium alloy (Ti6Al4V). Int J Manuf Technol 87:1371–1386
Pramanik A (2014) Problems and solutions in machining of titanium alloys. Int J Adv Manuf Technol 70:919–928
Sharif S, Abd Rahim E (2007) Performance of coated-and uncoated-carbide tools when drilling titanium alloy-Ti6Al4V. J Mater Process Technol 185(1–3):72–76
Yip W, To S (2017) Tool life enhancement in dry diamond turning of titanium alloys using an eddy current damping and a magnetic field for sustainable manufacturing. J Clean Prod 168:929–939
Ezugwu E, Wang Z (1997) Titanium alloys and their machinability—a review. J Mater Process Technol 68:262–274
Mathew NT, Vijayaraghavan L (2016) Drilling of titanium aluminide at different aspect ratio under dry and wet conditions. J Manuf Process 24:256–269
Ravisubramanian S, Shunmugam MS (2018) Investigations into peck drilling process for large aspect ratio microholes in aluminum 6061-T6. Mater Manuf Process 33(9):935–942
Duck WK, Young SL, Min SP, Chong NC (2009) Tool life improvement by peck drilling and thrust force monitoring during deep-micro-hole drilling of steel. Int J Mach Tool Manu 49:246–255
Nakagawa H, Ogawa K, Kihara A, Hirogaki T (2007) Improvement of micro-drilled hole quality for printed wiring boards. J Mater Process Technol 191:293–296
Csala V, Szalay T, Farkas B, Markos S (2015) Application benchmark of three micro hole machining processes for manufacturing the nozzle of a medical water jet machine. Acta Polytech Hung 12(2):53–69
Bagci E, Ozcelik B (2006) Investigation of the effect of drilling condition on the twist drill temperature during step-by-step and continuous dry drilling. Mater Des 27:446–454
Abdelhafeez AM, Soo SL, Aspinwall DK, Dowson A, Arnold D (2015) Burr formation and hole quality when drilling titanium and aluminum alloys. Procedia CIRP 37:230–235
Ko S-L, Chang J-E, Yang G-E (2003) Burr minimizing scheme in drilling. J Mater Process Technol 140(1–3):237–242
Abele E, Elsenheimer J, Hohenstein J, Tschannerl M (2005) Influence of drill dynamics on bore quality. CIRP Ann Manuf Technol 54:83–86
T C & G. F. CORPORATION (2017) [Online]. Available: http://pdocs.masterchemical.com/mcc/docs/db-docs/pdf_di/MicroSol_690XT.pdf. [Accessed 4 Jan 2019]
Muthukrishnan N, Davim P (2011) Influence of coolant in machinability of titanium alloy (Ti-6Al-4V). Journal of Surface Engineered Materials and Advanced Technology 1(1):9–14. https://doi.org/10.4236/jsemat.2011.11002. Accessed April 2011
Dolinsek S, Sustarsic B, Kopac J (2001) Wear mechanism of cutting tools in high speed cutting process. Wear 250:349–352
Ozden I, Elaheh G (2013) Comparative study of tool life and hole quality in drilling of CFRP/titanium stack using coated carbide drill. Mach Sci Technol 17:380–409
Mathew N, Vijayaraghavan L (2017) Environmentally friendly drilling of intermetallic titanium aluminide at different aspect ratio. J Clean Prod 141:439–452
Pervaiz S, Rashid A I. Deiab and M Nicolescu
Aurich J, Dornfeld D, Arrazola P, Frank V, Leitz L, Min S (2009) Burrs-analysis, control and removal, CIRP Annual- MAnufacture. Technology 58(2)
Ozden I, Elaheh G (2013) Comparative study of tool life and hole quality in drilling of CFRPcfrp/titanium stack using coated carbide drill. Mach Sci Technol 17(3):380–409
Acknowledgments
The authors acknowledge the support of the Natural Sciences and Engineering Research Council of Canada (NSERC) and the Ontario Centers of Excellence (OCE).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Eltaggaz, A., Deiab, I. Comparison of between direct and peck drilling for large aspect ratio in Ti-6Al-4V alloy. Int J Adv Manuf Technol 102, 2797–2805 (2019). https://doi.org/10.1007/s00170-019-03314-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-03314-z