
Abstract
A totally bio hardener acting with an unusual and new hardening mechanism derived from the exudate extract of the African trees Vachellia nilotica and Senegalia senegal was used to harden a maritime pine tannin resin without any aldehyde obtaining a completely bio adhesive for interior particleboard. For a density and pH given, the internal bond (IB) values increased simultaneously with the rate of bio-hardener. The optimal dry IB values (0.63 MPa) were obtained with 15% of bio-hardener solids. The low IB value (0.38 MPa) was obtained with 6% of bio-hardener solids. The IB of panels manufactured with UF as hardener are slightly higher than those using the above bio-hardeners.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
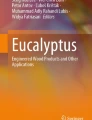
Recently, extracts from some African tree barks, fruits and sap have shown promise for application as bio-hardeners of tannin adhesives (Ndiwe et al. 2019) and the preparation of totally bio adhesives. While several African tree bark exudates have shown this capability, previous studies have concentrated mainly on the exudates of Senegalia African (known also as Acacia African) and Vachellia seyal (also known as Vachellia nilotica, Acacia seyal or Acacia nilotica) (Ndiwe et al. 2019). Vachellia seyal, as Senegalia African, is a widely distributed tropical African thorny tree of the Fabaceae family, Mimosoideae subfamily, which can reach 10 m of height, and parts of which are traditionally used in the countries of origin for a number of applications. A thorough chemical investigation by MALDI ToF, 13C NMR and FTIR has already been carried out on the exudates structure and particularly identified the rather unusual and new chemical mechanisms involved in their action as bio-hardeners (Ndiwe et al. 2019). The analysis showed that the reactive species of these hardeners were furan hydroxymethyl species linked to carbohydrate oligomers (Ndiwe et al. 2019), which gave 2-hydroxy-5-hydroxymethyl furan and especially 2,5-dihydroxymethyl furan; the second species being the reactive species leading to cross-linking (Fig. 1).

Formation of 2-hydroxy-5-hydroxymethyl furan and especially 2,5-dihydroxymethyl furan from hydrolysis of bio-hardeners and the cross-linking of tannins by reaction with 2-hydroxy-5-hydroxymethyl furan
The hydroxymethyl furan moieties were shown to react both after detachment from the carbohydrate chains but also with carbohydrate chains still attached; thus, also involving the carbohydrates as part of the binder. The gelation was slower than that obtainable with paraformaldehyde but sufficiently fast to possibly be of industrial significance.
A very preliminary work on particleboard bonded with a pine tannin coupled with an exudate bio-hardener has already shown encouraging results (Ndiwe et al. 2019). However, as these materials are relatively inexpensive, the work presented here addresses the interest in trying to use them as hardeners of tannin extracts under different conditions to understand their limits. The aim was to prepare fully natural thermosetting wood panel adhesives and to evaluate their effectiveness.
2 Materials and methods
The exudate extracts were obtained as follows: Vachellia nilotica and Senegalia senegal were obtained from the Dacheka forest in the extreme northern region of Cameroun, a semi-arid Sahelian tropical region. The trees had the bark incised, and from the incision oozed a complex organic solution of high viscosity called an exudate. The exudates were collected and dried at 37 °C for 21 days. Finally, the dried exudates were crushed to obtain a soluble whitish powder easier to stock and to use.
The pure pine (Pinus pinaster) tannin bark extract used as resin was a pure tannin obtained from DRT (Derivés Resiniques et Terpeniques, Dax, France) and characterized previously (Navarrete et al. 2013).
Three identical monolayer particleboards were prepared for each case tested using the following adhesive mixture: 100 g of purified maritime pine (Pinus pinaster) tannin was dissolved in water to yield a concentration of 40–45% solids. The pH was corrected to 7.5 with NaOH solution at 33% concentration. To this were added 10% on tannin solids of hardener solids of V. nilotica exudate extract powder. The adhesive mixture was applied at a level of 10%, by weight of total adhesive solids content (tannin + exudate hardener) calculated on dry industrial pine wood chips. The wood chips had a moisture content of 2%. A first series of panels was hot-pressed at 220 °C, for 7.5, or 6.5 or 5.5 min with a pressure cycle of 2.7 MPa/1.47 MPa/0.5 MPa min, respectively (Table 1). A second series of panels was hot-pressed under the same conditions but using 10%, 15% and 20% on tannin solids of hardener solids of V. nilotica exudate extract powder (Table 1). A third series of panels was hot-pressed under the same conditions but using different pHs (6, 7.5 and 8) and different percentages of bio-hardener solids on tannin solids (10%, 20% and 30%). All the panels prepared were 350 × 350 × 14 mm in size. After cooling, each panel was conditioned at a temperature of 20 °C at 65% relative humidity to reach an equilibrium moisture content of 12% and then cut and 5 samples each of 50 × 50 mm in size for each panel were tested for dry internal bond (IB) strength according to EN 319 (1993). Proof of bonding performance is known to be best measured in particleboards by measuring the internal bond (IB) strength. The IB strength was measured at 2 s per mm separation rate and according to EN 319 (1993). Control panels using an industrial urea-formaldehyde (UF) resin (Georgia-Pacific LEAFC2 resin) of molar ratio urea to formaldehyde of 1:1.08, solids content of 66%, viscosity at 20 °C of 450 MPa s and pH of 7.8, were also pressed under identical conditions with IB = 0.72 MPa. The adhesive was applied at the same total resin load level, so that the results could be compared. Ammonium sulphate hardener 30% solution in water was added to the UF adhesive at the weight ratio of 2% solid ammonium sulphate on total adhesive solids content.
3 Results and discussion
The results of the laboratory particleboard obtained with the new experimental bio-adhesive are shown in Table 1. First, a series of three types of panels was prepared by varying the press time of the system, namely at 7.5 min, 6.5 min and 5.5 min hot press cycle. The results show a trend that under the conditions of pH and percentage exudate hardener used, there is no statistical difference between the 7.5 and 6.5 min press time, while at a shorter press time (5.5 min), the dry IB strength starts to markedly decrease, although the difference in IB strength is also not statistically significant. This may appear to indicate that either the pH is not ideal or the percentage hardener is not sufficient to give a well-hardened network.
Thus, the second series of panels was pressed at different percentages of exudate hardeners being added, namely 20%, 15%, 10%, 8% and 6% by weight hardener solids on tannin extract solids. The results indicated that at the pH used, an optimal IB strength of 0.63 MPa occurred for 15% hardener solids. Such a result seems to indicate that at a lower hardener percentage there is not sufficient hardener, hence not a high enough level of cross-linking. At a higher hardener percentage, not only there is an excess of hardener not reacting for lack of suitable tannin sites to react upon, but also the excess hardener interferes with the result.
A third series of panels was prepared to check the influence of other parameters on IB strength. This series shows that there is very little difference in results when the pH is increased to 8 and when at pH 7.5 the percentage of hardener is increased. This is an indication that at these pHs (7.5 and 8), the reactivity of the pine tannin adhesive may be too high, thus cross-linking too fast and incomplete, leading to early immobilization of a less cross-linked network. Again, when the latter is the case, the excess of hardener causes a decrease in IB strength values. The only result of interest was for the panel pressed at pH 6 with 20% exudate hardener added. Thus, a lower pH and a higher hardener percentage seems to indicate a tendency for the system to prefer a slower, hence more complete reaction, avoiding early immobilization of the hardened network, and also the need for a sufficient amount of hardener to be present. While the results presented are initial results, it must be noticed that all the combinations of parameters with the exception of one resulted in IB strengths satisfying the requirement of the relevant standard (EN 312 2003). This is an encouraging result as it indicates that the system has potential to be further optimized. One last point of interest is the lack of resistance of these panels to two hours boiling test. This is due to the excess of moisture-susceptible carbohydrate oligomers added with the bio-hardeners. The encouraging dry IB strength values obtained indicate that such combinations are ideal for interior grade adhesives.
4 Conclusion
This study proved that it is possible to manufacture totally bio panels using the exudate extract of the African trees V. nilotica and S. senegal as hardener. The mechanical characteristics of theses panels meet the requirements of the respective European Norm.
References
EN 319 (1993) Particleboards and fibreboards—determination of tensile strength perpendicular to the plane of the board. European Committee for Standardisation
EN 312 (2003) Particleboards—specifications. European Committee for Standardisation
Navarrete P, Pizzi A, Pasch H, Rode K, Delmotte L (2013) Characterization of two maritime pine tannins as wood adhesives. J Adhes Sci Technol 27:2462–2479. https://doi.org/10.1080/01694243.2013.787515
Ndiwe B, Pizzi A, Tibi B, Danwe R, Konai N, Amirou S (2019) African tree bark exudate extracts as biohardeners of fully biosourced thermoset tannin adhesives for wood panels. Ind Crops Prod 132:253–268. https://doi.org/10.1016/j.indcrop.2019.02.023
Acknowledgements
Thanks to the French Government for financing the stay of Benoit Ndiwe at the LERMAB at the University of Lorraine.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ndiwe, B., Pizzi, A., Danwe, R. et al. Particleboard bonded with bio-hardeners of tannin adhesives. Eur. J. Wood Prod. 77, 1221–1223 (2019). https://doi.org/10.1007/s00107-019-01460-5
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-019-01460-5