
Abstract
The accuracy and precision of moisture content (MC) and specific gravity (SG) measurements were tested on two industrial on-line measurement devices using microwave technology: the Metriguard DME 2800 and the Mecano MVA. Both devices were installed in a laboratory measurement line, and to obtain accuracy and precision of measurements, in total 137 spruce veneer sheets and 51 birch veneer sheets were tested. Before measurement, the spruce veneer sheets were conditioned to four different nominal MC classes between 4 and 16 % and birch veneers to three classes between 4 and 10 %. The veneer sheets were passed through the measurement devices three times. After measurement, the MC and SG of each veneer sheet were assessed gravimetrically. Using microwave technology the MC and SG of spruce and birch veneers can be measured with good accuracy and precision. The root mean square error (RMSE) for MC measurements of the spruce veneer sheets was 0.2 % on both devices and for birch veneers it was 0.7 % for DME and 0.5 % for MVA. The RMSE for the spruce SG measurement was 0.008 for both devices and for birch veneers it was 0.013 for the DME and 0.022 for the MVA.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
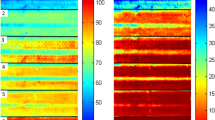
Non-destructive testing (NDT) of wood veneer is industrially important in the manufacture of products such as laminated veneer lumber (LVL) and plywood, and typically veneer moisture content (MC) and specific gravity (SG) are measured on-line during production at the mill. The measurement of MC is important since over-drying (Christiansen 1990) should be avoided to save energy and also to maintain veneer quality, whilst a high MC must be avoided (especially moisture spots) because this can cause problems during hot-pressing, and even quite small wet areas in the veneer can lead to blistering and blows in the panel (Marra 1992). For these reasons, it would be advantageous if MC could be measured accurately and with good spatial resolution.
There is a well-known linear relationship between wood strength and density (Kollmann and Côté 1968) and so the measurement of density is important in the strength grading of veneers at the mill. Veneers of low SG may cause problems with the properties of the end product and so these are typically used in some other product. Veneers with higher SG may, on the other hand, be selected for use as surface veneers (Baldwin 1995; Burdurlu et al. 2007; Kairi and Helminen 1996). Because the strength of the LVL produced is strongly dependent on the successful measurement of MC and SG, knowing the accuracy and the precision of the measurement system, as well as its maintenance in the LVL mill, is extremely important. For example, if the measurement device is poorly calibrated and provides SG values that are higher than the true SG, it may lead to poor strength properties in the end product. An important further consideration is that greater measurement accuracy leads to better process control and consequently energy and money savings. These are the main reasons why the accuracy and precision of measurement devices must be known. However, to the best of the authors` knowledge, the relative accuracy of on-line measurement devices used in the veneer industry is not generally known under comparable conditions.
Microwave technology can be used as a means of drying wood, but in addition it can provide a convenient way to measure its MC and SG. At the time of writing, at least two industrial devices based on microwave frequency technology were on the market for the on-line measurement of the MC and SG of wood veneers. One is produced by Metriguard Inc, Pullman, USA and there are several models, including the ‘DME’ series. The other is the Mecano MVA-marketed by the Finnish company Raute Oyj, Lahti, Finland. The roots of the technique used in the Metriguard system lie in the ‘VITKA’ device developed in the late 1980s and the beginning of the 1990s (Fischer 1985; Fischer et al. 1995, 1996; Vainikainen et al. 1987). The measurement frequency of the VITKA and ‘DME’ is 350 MHz. The DME is commonly used in the LVL industry for veneer MC and SG measurements and grading. The Mecano MVA represents a newer technology and was developed between around 2006 and 2008 by the Mecano Group in Kajaani, Finland. The measurement frequency of the sensors used in the ‘MVA’ is in the gigahertz range. Both devices use the same principle for measurement, namely the relative permittivity of wood, and the sensors are of the non-contact type.
As microwaves propagate through a material they interact with it and from these interactions, information about the material can be obtained. The degree of interaction with a material is characterized by its permittivity. The interaction with moisture contained in a material is known from measuring the intensity or the phase of the wave, because the permittivity of the material is a function of MC. The permittivity of water is about 70–80 in the microwave frequency range (Okamura 2000) and is therefore much greater than most of the materials to be measured. Microwaves which propagate through a material are strongly affected by the presence of moisture and are attenuated in the amplitude of the electric field and the propagation speed is slowed down. Attenuation and phase shift are thus functions of MC, but they are also affected by the thickness, density, frequency and temperature of the sample (Nyfors and Vainikainen 1989; Nyfors 2000; Okamura 2000; Schajer and Orham 2006).
The sensor used in the VITKA as well as in the DME is an electromagnetic strip-line resonator with two center conductors (Vainikainen et al. 1987). The veneer is placed between the center conductors. By using even mode resonance, high sensitivity is gained. By measuring both the resonance frequency and the quality factor of the resonator the MC and dry mass per unit area (SG) can be obtained. With the ratio in Eq. 1 and veneer MC and SG, linear relations ship was found (Fischer 1985; Fischer et al. 1995; Vainikainen et al. 1987).
where ε ″ is the complex part of the relative permittivity, ε ′ is real part of the relative permittivity, ∆(1/Q) is the change of the inverse of the quality factor and ∆fr/fr is the relative resonance frequency shift.
In general, it is important to distinguish between the terms ‘accuracy’ and ‘precision’. Accuracy is a measure of how close the measured result is to the true value and for measuring devices, accuracy is dependent upon calibration. If a device is properly calibrated, the average output value, given by the device should, after repeated use, equal the true input value. Therefore accuracy is also dependent on how systematic errors can be controlled (Bentley 1983). The precision of a measurement device, on the other hand, refers to the degree of variability in the measurements. Precision is a measure of the reproducibility of the measurements. Measurements can be off the true value but still considered to be precise. The measurement precision of a device is dependent on how well random errors can be overcome (Taylor 1997). A sophisticated measurement device is both accurate and precise, with measurements all close to and tightly clustered around the true value. In addition to accuracy and precision, measurements also have a measurement resolution, which is the smallest change in the underlying physical quantity that produces a response in the measurement (Mitra 1998; Bevington and Robinson 1992).
The aim of this research was to estimate the accuracy and precision of MC and SG measurements obtained from the MVA and DME measuring devices with two different wood species. Several nominal moisture classes were used to obtain an estimation of the accuracy at different MCs. In addition to this, a smaller number of spruce veneers were used to test the accuracy at a higher line speed and whether or not the accuracy differs between sapwood and heartwood.
2 Materials and methods
To research the accuracy and precision of the measurement devices, 137 spruce veneers and 51 birch veneers were tested in total. The spruce veneers were commercially produced and obtained from a Finnish LVL mill. The birch veneers were from a Finnish plywood mill. Both were taken under typical manufacturing conditions. The spruce veneers were first conditioned to four nominal MC groups 4, 6, 10 and 16 % and the birch veneers to three (4, 6 and 10 %). The dimensions of the spruce veneers were 1,600 × 1,300 mm2 and the birch veneers 1,600 × 1,600 mm2. A half of the veneers were obtained from the sapwood and the other half from the heartwood. In addition, a further 10 spruce veneers were tested at a higher line speed in order to see the effect of the measurement line speed on MC and SG measurement accuracy. The nominal thickness of the spruce veneers was 3.5 mm and that of the birch veneers 1.5 mm. These thicknesses are commonly found in the Finnish LVL and plywood industry.
Measuring the accuracy of the MC and SG of the veneers was carried out using a specially constructed line were both measurement devices were placed one after the other. The distance between measurement units was chosen so that the units did not interfere with each other. The distance between the measurement units was approximately 0.7 m. The line speed was 100 m min−1. The effect of the line speed was tested at 165 m min−1 using the aforementioned spruce veneers. The higher measurement speed was chosen to simulate production conditions in the mill.
The veneers were passed three times through the measurement line in order to evaluate repeatability and precision. In addition, by passing the veneer three times through the line, it was possible to evaluate whether the accuracy of the measurement improves by repetition. To minimize inaccuracy due to the dry veneers absorbing moisture from the surrounding environment, the measurements were made as soon as possible after they were removed from the conditioned environment. After measurement, the veneers were cut into 520 × 325 mm2 pieces in order to obtain MC and SG gravimetrically. From the spruce veneer 12 pieces were obtained and from birch veneer 15 pieces. Table 1 shows a summary of the number of veneers tested in each type of test.
The Metriguard 2,800 DME has three box shaped measurement units (resonator cavity pairs) whose width is approximately 300 mm; all three cavity pairs could be utilized in the study. The distance between the cavity pairs is approximately 60 mm. In the Mecano MVA, the cavity pairs are circular and the diameter is 100 mm and the distance between them is 65 mm. Data from 14 sensor pairs was used. Figure 1 shows sensor pairs, conveyor belts and the veneer arrangement of both devices.

Sensor pair, conveyor belts and veneer arrangement of both devices (not to scale)
Before testing, the DME was calibrated according to the manufacturer’s instructions. For the MC calibration 10 veneer pieces were used at moisture contents of 2 and 10 % in order to obtain as wide a range of moisture contents (within the device’s measurement capability) as possible. For density calibration 20 veneer pieces were used. In the density calibration the aim was also to obtain as great a deviation as possible.
During the tests the MVA was un-calibrated. The data given by device for the calculation of MC and SG were collected. After the tests, the MVA was calibrated with the aid of the data collected. For the MVA calibration, the data was divided into two parts: a training set and a test set, both of equal size. The training set was used for calibration and the test set for testing the accuracy. The test set which was used for accuracy measurements was not used when estimating the parameters in the equations used for MC and SG calculations. From a statistical point of view, in the training data set the accuracy is always better because the system learns the data (Haykin 1999).
From one veneer a different number of measurement points are measured by the devices. For the spruce veneers, the DME provides for 78 measurements (in a matrix of 26 rows and 3 columns) and, because of the smaller sensor size and the higher measurement frequency, the MVA provides for 952 values (in a matrix of 68 rows and 14 columns). The corresponding values for the birch veneers are: DME 99 points (33 × 3) and MVA 1,148 points (82 × 14). Therefore, the resolution for DME is approximately 50 mm perpendicular to the grain direction and 19 mm for the MVA.
In order to obtain equivalent values from both measurement devices, the data was averaged from the same area where the ‘true’ MC and SG values were obtained. Care was taken during the data analysis that the averaging was performed on the same regions on the veneers as where the true values were determined.
Data analysis was carried out using Matlab 2012b. The data was handled so that the effect of wood species, sapwood/heartwood, repetition and line speed could be estimated to accuracy and precision. For the density measurements, in some cases the DME gave zero values and these were filtered out during data analysis. Common error measure root mean square error (RMSE) was used to numerically estimate the accuracy of the devices. The equation of RMSE is given in Eq. (2) (Bishop 1995; Haykin 1999).
RMSE was calculated in two ways with Eq. 2 for both wood species. In the first case predicted data measured with DME and MVA was averaged over the veneer piece and RMSE was calculated so that summing was done over all pieces of veneers. Secondly predicted and true data were averaged over veneer sheets and summing was done over veneer sheets.
3 Results and discussion
3.1 Effect of repetition on the accuracy and precision of the MC and SG measurements
In Table 2, RMSE values calculated by comparing the true and measured values in each of the sawn test pieces are shown. Only veneers whose true MC was under 10 % were included in the calculation, since the devices are meant for the measurement of dry veneer.
By looking at Table 2, it can be seen that when comparing the measuring devices, the measurement accuracy on both wood species is comparable. RMSE is greater in birch on both devices, so birch seems to be a more challenging wood species on which to measure MC and SG. Possible reasons for this are discussed below.
In Table 3, the error values are calculated so that for the true values and the measured values, the average is calculated over the sheet, and then RMSE is calculated using Eq. (2).
Table 3 shows that the RMSEs are smaller for the sheets than for the veneer pieces (Table 2). This is because from all the measurements, the average is taken over the entire veneer sheet. The statistical fact is that a greater number of measurements give more precise, but not necessarily more accurate, results if the calibration is poor (Taylor 1997). Table 3 also shows that both the accuracy and repeatability are good for veneer sheets. Based on small RMSE values especially in spruce, it can be concluded that accuracy is good. In all measurement runs, the RMSE is practically the same. This means that repeatability is good. Again for both devices RMSE is greater and varies a bit more when measuring birch sheets, meaning that both accuracy and repeatability are worse for birch.
The accuracy of the devices observed in this study was approximately the same as that obtained by Vainikainen et al. (1987), who noted a common standard deviation for measurements of spruce and birch which was 5.5 % for MC measurements. In this study, the standard deviation of MC measurement for spruce was approximately 2.8 % for both devices and for MC measurements of birch it was about 9.2 % with the DME and 6.6 % for the MVA. Antikainen et al. (2007) found that the RMSE of MC measurement was between 0.4 and 0.6 % when measuring the accuracy of a VITKA (prototype of DME) device with birch at a MC under 10 %.
When Antikainen et al. (2007) measured the accuracy of SG measurements the RMSE found was between 0.014 and 0.019 at a MC under 10 %, so these are at the same level as the RMSE values in Table 3.
In general, Figs. 2 and 3 indicate good accuracy of the measurement if points fall on the line. In addition, precision is good if all the dots from the different runs fall on one another. Figure 2a, b show that accuracy, when measuring spruce under MC 10 %, was good, meaning that true and predicted values are nearly the same. At over 10 % MC, deviation is already greater on both devices. Although there are few data points over 12 % it seems that variability increases when MC increases. Calibration of the devices was successful because the measurement points deviated randomly on either side of the line.

True and predicted MC sheet averages measured with a DME for spruce, b MVA for spruce, c DME for birch and d MVA for birch

True and predicted SG sheet averages measured with a DME for spruce, b MVA for spruce, c DME for birch and d MVA for birch
Figure 2c, d show that when measuring the MC of birch there is more deviation in both devices even at the lower MC as already indicated by greater RMSE value in Table 3. Again there is more deviation at higher MCs. When looking closely at Fig. 2c it can be seen that at MC above approximately 10 %, the measured value is bigger than the true MC. If the device indicates lower MC values than the true MC, there is the possibility that veneers that are too moist would go on to the next production phase.
Figure 3a, b show that the average sheet SG measurements fall on the line with both devices when measuring spruce. At higher densities, the DME gives measurement values that are slightly too high and on both instruments, there were a couple of outliers. On closer examination of where these measurements came from, it transpired that they were from veneers with higher MC (above 10 %).
From Fig. 3c it can be seen that the measurements of birch SG using the DME are more dispersed. The veneers with too low predicted density are the veneers with high MC. So at higher MCs, the SG measurements by DME become inaccurate. Typically above a device’s internal threshold value of around 12 % the DME does not provide a measurement value for SG at all. So from sheets having MC above 12 %, fewer measurements are given by the device and the accuracy is likely to be worse. Apart from this limitation, the accuracy of the DME’s SG measurement on birch was good.
Figure 3d shows that maybe calibration of the MVA in SG measurements of the birch is not optimal. This is because when the true SG is low the SG measurements are too high and when true SG is high the measurements of SG were too low. The MVA seems to be a bit more reliable when measuring SG from veneers with higher MC. MVA needs more veneer pieces and data for calibration because of the greater amount of sensors and therefore parameters which have to be estimated in calibration.
Why the measurement accuracy and precision on birch is worse remains a bit unclear. Deviation seems to grow when MC grows (also with spruce). The most probable reason for birch being more difficult to measure is that they were more buckled than the spruce veneers, especially those with higher MCs. When measuring, the distance between the veneer and the sensors should, under optimal conditions, always stay the same; when veneer is buckled, the distance between the veneer and the sensors varies constantly, so leading to inaccuracy and imprecision. In the MVA the veneer goes through the measurement between tight conveyor belts which hold the veneer better, maintaining a more constant distance between veneer and sensors. So, the veneer travel is more controlled in the MVA which might explain why the errors do not develop so much in the MVA measurements when measuring birch. Vainikainen et al. (1987) reported when developing VITKA, the sensors did not tolerate large vertical displacements in the veneer. Further, according to Vainikainen et al. (1987) the average vertical motion of a veneer sheet can be as much as 20–50 times the thickness of the sheet. In general the wood species should not affect the measurement, since the dielectric properties of different wood species do not seem to vary too much (Sahin and Nurgül 2004).
3.2 Accuracy of the MC and SG measurement on spruce sapwood and heartwood veneers
Since veneers from the heartwood or near to the pith tend to buckle more and this, in turn, could affect accuracy, the measuring accuracy of the DME and MVA on the heartwood and sapwood of spruce were evaluated. Because of the influence of MC, only veneers with a MC under 10 % were included again. From Table 4 it can be seen that the level of accuracy on both sapwood and heartwood are basically similar.
3.3 The influence of line speed on the measurement accuracy on spruce
Since there are fewer measurements made as line speed increases, the natural assumption would be that accuracy would reduce; however, as the results that appear in Table 5 suggest this is not necessarily the case. When comparing these results to the results in Table 3, the RMSE of MC of both devices is approximately the same and the RMSE of SG is approximately double but still quite small.
Lastly, it should be noted that this study was conducted under laboratory conditions with a relatively small amount of veneers compared to industrial conditions. Normal industrial conditions are more challenging for measurement accuracy. There are temperature changes and a lot of dust and dirt which goes onto sensors. Also in production, the quality of veneers varies more, meaning that veneers may buckle and may contain, for example, cracks.
4 Conclusion
The main outcome of this study was that under similar laboratory conditions the accuracy and precision of both the DME and MVA on veneer MC and SG measurements were good. The RMSE for MC sheet averages for spruce was around 0.2 % and for SG 0.008 for both measurement devices. For birch veneer the errors were for MC 0.7 % for DME and 0.5 % for MVA respectively. For birch SG measurements the errors were 0.013 for DME and 0.02 for MVA. Above 12 % MC the measurements are not so accurate and precise anymore. DME do not give SG values above threshold MC 12 %, so from the veneers around this MC fewer amount of measurements are given and this makes the accuracy of DME a bit worse. In addition, veneer quality seems to affect accuracy and precision, most probably the buckling of birch veneers reduced the accuracy and precision.
Based on the results shown before, the DME technology is still useful although the origin of the device is from the beginning of 90s. On the other hand, the newer technology of the MVA should give more possibilities for LVL and plywood production. MVA gives a lot better resolution to MC map and, for example, the detection of moisture spots should be easier with MVA. The calibration of MVA is more difficult because it has more sensors and therefore more parameters that have to be estimated. Also due to MVA’s newer technology, the MC measurement range of the MVA is wider (0 … 40 %). (In this study the performance was not optimized to higher MCs.) In general, the higher the measurement frequency, the smaller sensors are and the requirement for the stability of the veneer place is greater. That is why in MVA veneer goes through the device between two conveyer belts. These belts hold the measured veneer steady during the measurement, and the benefit is that the veneer place between sensors is more stable.
References
Antikainen T, Rohumaa A, Hughes M, Kairi M (2007) Measurement of moisture content and density in Birch (Betula pendula) Veneer using microwave technology. In: Proceedings of international symposium of Veneer and processing and products
Baldwin RF (1995) Plywood and veneer-based products, manufacturing practices (Wood technology books series). Miller Freeman, San Francisco
Bentley JP (1983) Principles of measurement systems. Longman Group Limited, New York
Bevington RP, Robinson DK (1992) Data reduction and error analysis for the physical sciences, 2nd edn. McGraw-Hill Inc, USA
Bishop CM (1995) Neural networks for pattern recognition. Department of computer science and applied mathematics Aston University Birmingham. Clarendon Press, Oxford
Burdurlu E, Kilic M, IIce AC, Uzunkavak O (2007) The effects of ply organization and loading direction on bending strength and modulus of elasticity in laminated veneer lumber (LVL) obtained from beech (Fagus orientalis L.) and lombardy poplar (Populus nigra L.). Construction and Building Materials 21(8):1720–1725
Christiansen AW (1990) How overdrying wood reduces its bonding to phenol-formaldehyde adhesives: a critical review of the literature. Part I physical responses. Wood Fiber Sci 22:441–459
Fischer M (1985) The Measurement of moisture content of veneer with radiowaves, Master thesis, Helsinki University of Technology, Radio Laboratory, pp 66
Fischer M, Vainikainen P, Nyfors E (1995) Design Aspects of stripline resonator sensors for industrial applications. J Microw Power Electromagn Energy 30(4):246–257
Fischer M, Nyfors E, Vainikainen P (1996) On the permittivity of wood and the on-line measurement of veneer sheets. In: Kraszewski A (ed) Microwave aquametry. IEEE Press, New York, pp 347–354
Haykin S (1999) Neural networks, a comprehensive foundation, 2nd edn. Prentice-Hall, USA
Kairi M, Helminen P (1996) Strength-Grading of Veneer Sheets. US Patent 5,524,771
Kollmann FFP, Côté WA (1968) Principles of wood science and technology, I Solid Wood. Springer, Germany
Marra AA (1992) Technology of wood bonding. Principles in practice. Springer, New York
Mitra A (1998) Fundamentals of quality control and improvement, 2nd edn. Prentice Hall, USA
Nyfors E (2000) Industrial microwave sensors––a review. Subsurf Sens Technol Appl 1(1):23–43
Nyfors E, Vainikainen P (1989) Industrial microwave sensors. Artec House Inc., USA
Okamura S (2000) Microwave technology for moisture measurement. Subsurf Sens Technol Appl 1(2):205–227
Sahin H, Nurgül A (2004) Dielectric properties of hardwood species at microwave frequencies. J Wood Sci 50:375–380
Schajer GS, Orham FB (2006) Measurement of wood grain angle, moisture content and density using microwaves. Holz Roh Werkst 64:483–490
Taylor JR (1997) An introduction to error analysis, the study of uncertainties in physical measurements, 2nd edn. University science books, USA
Vainikainen PV, Nyfors EG, Fischer MT (1987) Radiowave sensor for measuring the properties of dielectric sheets: application to Veneer moisture content and mass per unit area measurement. IEEE Trans Instrum Meas IM-36(4)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Antikainen, T., Rohumaa, A., Hughes, M. et al. Comparison of the accuracy of two on-line industrial veneer moisture content and density measurement systems. Eur. J. Wood Prod. 73, 61–68 (2015). https://doi.org/10.1007/s00107-014-0865-x
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-014-0865-x