
Abstract
Wood-cement panels were manufactured using three lignocellulosic materials of Portuguese origin: blue gum (Eucalyptus globulus Labil.), maritime pine (Pinus pinaster Ait.) and cork (the bark of cork oak, Quercus suber L.). Portland cement was used as a binder in the ratio of either 8/1 or 4/1 (cement/lignocellulose on a weight basis). Experimental panels had a target density of 1500 kg/m3. Particles were used either as received or after water washing, or with the addition of CaCl2 as a setting accelerator. The following properties were determined: density, moisture content, thickness swelling, internal bond, modulus of elasticity and modulus of rupture. In general terms, the panels fulfill the requirements of the EN 634-1 and EN 634-2 standards. The only exception was the modulus of rupture which was lower than required. Unlike organic resin bonded panels, adding more binder does not necessarily result in better panels.
Zusammenfassung
Holz-Zement-Platten wurden aus den drei in Portugal beheimateten Baumarten Eukalyptus (Eucalyptus globulus Labil.), Strandkiefer (Pinus pinaster Ait.) und Korkrinde der Korkeiche (Quercus suber L.) hergestellt. Als Bindemittel wurde Portland Zement im Verhältnis 8/1 oder 4/1 (Zement/Lignocellulose in Masseprozent) verwendet. Die Versuchsplatten hatten eine Solldichte von 1500 kg/m3. Die Späne wurden entweder im Anlieferungszustand oder nach Reinigung mit Wasser oder mit Zugabe von CaCl2 als Abbindebeschleuniger verwendet. Es wurden die Dichte, der Feuchtegehalt, die Dickenquellung, die Querzugfestigkeit, der Elastizitätsmodul und die Biegefestigkeit bestimmt. Im Allgemeinen erfüllen die Platten die Anforderungen in EN 634-1 und EN 634-2, mit Ausnahme der Biegefestigkeit, die niedriger als in der Norm gefordert war. Im Gegensatz zu Harz gebundenen Platten führte eine vermehrte Bindemittelzugabe nicht unbedingt zu einer besseren Plattenqualität.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The degree of compatibility between a lignocellulosic material (LM) and cement must be considered when planning the manufacture of a composite. Adding LM to a cement paste influences, to some extent, the cement hydration process and consequently its hardening. The outcome of this hindrance can be: a delay in the setting time, a longer period of time to reach maximum temperature and a reduction of mechanical performance of the composite. In the worst cases, the resultant composites are too weak to be useful (Zhengtian and Moslemi 1986). Generally, however, useful composites can be obtained from even moderately incompatible species by the use of additives and/or by adapting the manufacturing process (Hachmi and Moslemi 1989).
The incompatibility between a given LM and cement can be measured through physical and mechanical tests, for example, by compression test of cylindrical samples (Lee and Hong 1986), and MOR (modulus of rupture) and IB (internal bond) when manufacturing panels (Wei et al. 2000).
The exothermic nature of the cement hardening process provides an alternative for compatibility assessment through temperature vs. time, or heat evolved vs. time plots. The lower the maximum temperature reached, or the longer the time to reach that temperature, the lower the compatibility between the components. Several compatibility indices based on thermal data have been proposed (Pereira et al. 2006). The ratio between the area under the temperature-time curve obtained with LM-cement and that obtained with neat cement, the so-called C A -factor, gives another quantitative parameter. Hence, Hachmi and Moslemi (1989) proposed a compatibility scale as follows: C A >68%, compatible; 28%<C A <68%, moderately compatible; C A <28%, not compatible. More recently, Karade et al. (2003) compared different methods of measuring compatibility and have proposed a new compatibility index based on the concept of equivalent time, i.e. the age of a concrete mix taking into account its curing temperature. Karade et al. (2006) used their equivalent time compatibility index to demonstrate that extractives, particle size and cork density, all affect cement hydration. Nevertheless, overall, cork was found compatible with cement.
Sugars and other extractives are considered as the main substances that hinder cement hydration (Hachmi and Moslemi 1989, 1990). More recently, it has been demonstrated that LM adsorb cations that enter into solution in cement suspensions (Pereira et al. 2003). As calcium (Ca2+) plays an important role in the formation of reaction products that lead to cement setting, then adsorption of Ca2+ onto wood surfaces, concomitant with its removal from solution, will disturb the chemical system, which is also likely to impair cement hydration (Pereira et al. 2002). It has been suggested that a cation-exchange phenomenon occurs, where cations like Ca2+, K+, and Na+, replace the H+ ions of LM when subjected to the alkaline environment of a cement suspension.
Sometimes, the incompatibility of LM can be reduced using additives or relatively simple pre-treatments like washing with hot or cold water, or with an alkaline solution, usually aqueous NaOH (Moslemi et al. 1983; Moslemi and Lim 1984; Gnanaharan and Dhamodaran 1985; Lee and Short 1989; Alberto et al. 2000). Another way to minimize incompatibility is to add some chlorides like SnCl2, FeCl3, AlCl3 and CaCl2 which have a positive effect on the cement hydration even when LM are present (Moslemi et al. 1983; Lee 1984; Zhengtian and Moslemi 1985; Lee and Short 1989). Some of the setting accelerators also enhance the physical and mechanical properties of the composites (Lee and Hong 1986). All these research developments and others are summarised in a review paper (Pereira et al. 2004)
This paper explores the potential of manufacturing cement-bonded particleboards made with maritime pine, blue gum and cork particles grown in Portugal and, in particular, the influence of cement/lignocellulosic material ratio on panel properties.
2 Materials and methods
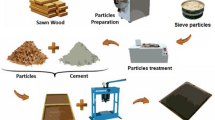
Maritime pine (Pinus pinaster Ait.), blue gum (Eucalyptus globulus Labil.) and cork (the bark of cork oak, Quercus suber L.) were used in this study. It was assumed that blue gum consisted almost completely of sapwood because it was obtained in the form of chips (7–42 mm) from a pulp mill that usually harvests wood with an age of 10–12 years. The pulp chips were milled in a Wiley mill with a 6 mm-screen. Maritime pine was provided by a particleboard plant in the form of particles with a size range of 0.14–5 mm. The manufacturer uses small diameter logs and residues from sawmills and so it was also assumed that the particles consist predominantly of sapwood. Cork was provided by a cork particleboard plant in two size ranges, 1–2 mm and 2–3 mm with a density in the range 110–130 kg/m3. They were applied in a 50:50 weight basis mixture.
Lignocellulosic materials (LM’s) were used as received or after washing with water. Washing of each material was done by dispersing 600 g LM in 12 L of water. The material was then stirred for 1 hour and then filtered. This procedure was repeated three times with fresh water for each batch. After the third batch, the LM’s were drained and dried to constant mass at 45°C, cooled in a desiccator and stored. Another parameter was the addition or not of calcium chloride (CaCl2) at a rate of 2% (cement weight basis). The CaCl2 was added by first dissolving it in the water used to prepare cement pastes. The final parameter was the cement/lignocellulosic material ratio (C/LM) of 8/1 or 4/1, by weight.
Consequently, six different types of panel were made with pine and blue gum particles; non-treated, washed or CaCl2 addition for each C/LM ratio. The cork particles were only used in the non-treated state. Three replicate panels were made for each combination.
The panels had a nominal pressed thickness of 12 mm with 370 mm sides and a target density of 1500 kg/m3. Cement-LM pastes were prepared by first mixing the water with the cement and the mixture was worked out until it became homogeneous. The amount of water added was calculated on the basis of the combined dry weights of the LM and cement multiplied by a factor: 0.42 for pine and blue gum, and 0.3 for cork. LMs were then added and mixed manually until the paste became homogeneous.
The pastes were spread evenly by hand in a wooden frame placed over a stainless steel press caul. Then the frame was removed and another steel plate was placed on top of the mattress, and this was repeated three times and all three mattresses were pressed together. The press was closed to the 12 mm-stops for each panel. The panel assembly was kept pressed for 24 hours. Then the panels were stored in a conditioning chamber with a relative humidity (RH) of 65±5% and a temperature (T) of 20±1°C. The panels were assessed after 28 days of curing.
All panels were trimmed after setting (a minimum of 7 days) to 350×350 mm. Four specimens 290 mm×50 mm were cut from each panel for MOE and MOR; 8 specimens 50 mm×50 mm were cut for thickness swelling and IB tests. Test specimens were stored in a conditioning chamber as described above. Density (D) was measured according to EN 323 (2000). After being used for density determination, the same specimens were used for the measurement of moisture content (MC) by placing them in an oven at 103±2°C, until constant mass, according to EN 322 (2000). Thickness swelling (TS) was assessed according to EN 317 (2002) with a soaking time of 24 h, as stated in EN 634-2 (1996). EN 319 (2000) was followed for internal bond (IB) strength determination and EN 310 (2000) for MOR and MOE.
3 Results and discussion
The density values of the panels (Table 1) are in the range of 1475 and 1652 kg/m3. Hence, they were close to the target value of 1500 kg/m3 and comply with EN 634-2 standard, i.e., over 1000 kg/m3. Overall, the MC values were higher than the maximum allowed by EN 634-1 (1995) of 12%. However, in the case of cork, that maximum value was not exceeded. In general, the average levels of TS were below the maximum permitted by EN 634-2 of 1.5%. The exception was pine and cork at a C/LM ratio of 4/1, where the standard deviations were high, indicating a high variation in the values and a low level of confidence in those averages. Such result might be explained by the fact that the surfaces of test specimens were neither perfectly flat nor free from irregularities, which caused some inaccuracy in the measurements of the thickness. Panels made with a higher content of LM, i.e., lower C/LM, showed higher TS values than those manufactured in the other conditions, for any kind of treatment or additive. This is to be expected because it is the LM that absorbs more water and provides most of the driving force for the swelling. In addition, the bulk density of the low C/LM mattresses was lower and this increases the compaction ratio achieved during pressing, which in turn is likely to increase panel internal stresses. Finally, low C/LM mixes have less cement to bind the particles together.
The IB values (Fig. 1) were higher than the minimum required by EN 634-2 of 0.5 MPa. Generally, it appears that washing the particles prior to use or addition of CaCl2 improves IB strength. Nevertheless, the addition of CaCl2 was more effective than pre-washing with water. It is interesting to note that the 4/1 ratio panels had higher IB values than their corresponding 8/1 counterparts. The IB test is a measure of the quality of the bond between particles because the test applies a tensile force normal to the orientation of the particles. Cement is renowned for its brittleness and low tensile strength therefore if the “glue lines” between particles are relatively thick, as would be expected in a panel with a high C/LM ratio of 8/1, then they are likely to be relatively weak. Commercial panels typically have a C/LM ratio of 3:1 as a result of the optimisation of mechanical, physical and economic constraints.

IB after 28 days of curing (no reference: untreated; ww: water washing; C: 2% CaCl2 addition)
Querzugfestigkeit nach 28-tägiger Aushärtung (ohne Zusatz: unbehandelt; ww: Reinigung mit Wasser; C: Zugabe von 2% CaCl2)
The MOR results (Fig. 2), however, were clearly lower than the 9 MPa required by EN 634-2. This occurred even on panels made with particles with a high slenderness (length/thickness) ratio, as was the case for the pine and blue gum panels. This is thought to be caused by the relatively high C/ML ratios used, as once again the 4/1 ratio panels were found to have higher mean MOR values than the 8/1 panels. Kubwinana (1994) conducted a study on the suitability of Pinus patula for the manufacture of cement-bonded particleboards in which he moderated the C/ML ratio (and other parameters) to determine optimum manufacturing conditions. In one experiment he used C/ML ratios of 1.9, 1.3 and 0.8 and found the MOR values to be 19.0, 19.1 and 15.5, respectively. The higher MOR values observed by Kubwimana are probably due to the fact that wood has much better tensile properties than cement and reducing C/ML tends to be beneficial up to a certain point.

MOR after 28 days of curing (no reference: untreated; ww: water washing; C: 2% CaCl2 addition)
Biegefestigkeit nach 28-tägiger Aushärtung (ohne Zusatz: unbehandelt; ww: Reinigung mit Wasser; C: Zugabe von 2% CaCl2)
It is also possible that the manual method used to prepare cement pastes, where water was added first to the cement and then the LM furnish, required too much water. In fact, at the beginning of the pressing phase, some water was squeezed out, carrying some cement with it. It is well known that high water:cement ratios tend to cause low strength concretes, see Mehta and Monteiro (1993) or Odler (1998) for an explanation of the relevant mechanisms. In this research work minimal amounts of water were used to prepare the paste. It was possible to reduce the amount of water to prepare the mixes with cork because of the almost spherical shape of particles and its low permeability to water. This fact, i.e., lower water content in the cement paste, may explain why the cork cement panels had MOR levels close to those obtained with pine and blue gum. Ordinarily, it would be expected that the long, thin particles of the pine and blue gum would provide greater bending resistance compared to the round cork granules. The cork composites may also have benefited from the high compaction ratio applied during pressing as a result of the lower density of cork.
EN 634-2 defines two classes of wood-cement composites based on different minimum MOE values: Class 1: 4500 MPa, and Class 2: 4000 MPa. All the panels made in this work belong to Class 1, with the exception of pine and cork with no treatment and a C/LM ratio of 4/1 (Fig. 3). The MOE and MOR are normally positively correlated for organic resin-bonded panels. The opposite is found in this research as the 8/1 ratio panels have the higher stiffness values. Kubwinana (1994) found a similar trend in that the 1.9 and 1.3 C/ML panels mentioned above that had nearly identical MOR values, had quite different MOE values of 5671 and 4397, respectively. This is to be expected because the rigidity of cured cement causes the panel to be stiff but to break on the lower (tensile) surface of a bending specimen after small deflections.

MOE after 28 days of curing (no reference: untreated; ww: water washing; C: 2% CaCl2 addition)
Elastizitätsmodul nach 28-tägiger Aushärtung (ohne Zusatz: unbehandelt; ww: Reinigung mit Wasser; C: Zugabe von 2% CaCl2)
4 Conclusion
Panels manufactured in this study with pine, blue gum or cork met the requirements set by EN 634-1 and EN 634-2, except those concerning MOR. Although the treatments applied led to improved physical-mechanical properties these were not substantial. The best procedure to improve properties was the addition of CaCl2.
Unlike organic resin bonded panels, adding more binder does not necessarily result in better panels.
References
Alberto MM, Mougel E, Zoulalian A (2000) Compatibility of some tropical hardwood species with Portland cement using isothermal calorimetry. For Prod J 50(9):83–88
EN 310 (2000) European Standard. Determination of modulus of elasticity and modulus of rupture of particleboard, fibreboard and MDF
EN 317 (2002) European Standard. Particle- and fibreboards—Determination of swelling in thickness after immersion in water
EN 319 (2000) European Standard. Particleboard and fibreboard—Determination of tensile strength perpendicular to the plane of the board
EN 322 (2000) European Standard. Wood-based panels—Determination of moisture content
EN 323 (2000) European Standard. Wood-based panels—Determination of density
EN 634-1 (1995) European Standard. Cement-bonded particleboards—Specification—Part 1: General requirements
EN 634-2 (1996) European Standard. Cement-bonded particleboards—Specifications—Part 2: Requirements for OPC bonded particleboards for use in dry, humid and exterior conditions
Gnanaharan R, Dhamodaran TK (1985) Suitability of some tropical hardwoods for cement-bonded wood-wool board manufacture. Holzforschung 39(6):337–240
Hachmi M, Moslemi AA (1989) Correlation between wood-cement compatibility and wood extractives. For Prod J 39(6):55–58
Hachmi M, Moslemi AA (1990) Effect of pH and buffering capacity on wood-cement compatibility. Holzforschung 44(6):425–430
Karade S, Irle MA, Maher K (2006) Influence of granule properties and concentration on cork-cement compatibility. Holz Roh- Werkst 64(4):281–286
Karade S, Irle MA, Maher K (2003) Assessment of wood-cement compatibility: A new approach. Holzforschung 57(6):672–680
Kubwinana L (1994) The suitability of Pinus patula for cement bonded particleboards. MPhil Thesis, University of Wales, Bangor, UK
Lee AWC (1984) Physical and mechanical properties of cement bonded southern pine excelsior board. For Prod J 34(4):30–34
Lee AWC, Hong Z (1986) Compressive strength of cylindrical samples as an indicator of wood-cement compatibility. For Prod J 36(11/12):87–90
Lee AWC, Short PH (1989) Pretreating hardwood for cement-bonded excelsior board. For Prod J 39(10):68–70
Mehta PK, Monteiro PJM (1993) Concrete: Structure, properties and materials, 2nd edn. Prentice Hall, Englewood Cliffs, 548 pp
Moslemi AA, Francisco Garcia J, Hofstrand AD (1983) Effect of various treatments and additives on wood-Portland cement-water systems. Wood Fiber Sci 15(2):164–176
Moslemi AA, Lim YT (1984) Compatibility of southern hardwoods with Portland cement. For Prod J 34(7/8):22–26
Odler I (1998) Hydration, setting and hardening of Portland cements. In: Hewlett PC (ed) Lea’s chemistry of cement and concrete, 4th edn. Arnold, London, pp 241–298
Pereira C, Caldeira JF, Irle MA, Ferreira JM (2002) The interaction of calcium and other cations with lignocellulosic substrates, and their influence on cement setting. In: Proc 6th European Panel Products Symposium, Llandudno, North Wales, UK, 9–11 October 2002
Pereira C, Caldeira JF, Irle MA, Ferreira JM (2003) Extractive contents of two woods and cork of Portuguese origin and the interaction of these substrates with cement suspensions. For Prod J 53(10):39–43
Pereira C, Caldeira JF, Ferreira JM (2004) Wood-cement composites: a review. Holz Roh- Werkst 62:370–377
Pereira C, Caldeira JF, Irle M, Ferreira JMF (2006) Characterisation of the setting of cement when mixed with cork, blue gum or maritime pine, grown in Portugal. I. Temperature profiles and compatibility indices. J Wood Sci 52:311–317
Wei YM, Zhou YG, Tomita B (2000) Hydration behavior of wood cement-based composite I: Evaluation of wood species effects on compatibility and strength with ordinary Portland cement. J Wood Sci 46:296–302
Zhengtian L, Moslemi AA (1985) Influence of chemical additives on the hydration characteristics of western larch wood-cement-water mixtures. For Prod J 35(7/8):37–43
Zhengtian L, Moslemi AA (1986) Effect of western larch extractives on cement setting. For Prod J 36(1):53–54
Acknowledgements
Thanks are due to FCT—Fundação para a Ciência e Tecnologia (Foundation for Science and Technology), Lisbon, Portugal, for the financial support in the frame of the project POCTI/1999/CTM/35480; and to Corticeira Amorim S.A., Instituto Raiz, Jomar—Madeiras e Derivados, S.A and Secil—Companhia Geral de Cal e Cimento S.A., for providing the cork granules, the blue gum chips, the pine particles and the cement, respectively.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Pereira, C., Caldeira, F., Ferreira, J.M.F. et al. Characterization of cement-bonded particleboards manufactured with maritime pine, blue gum and cork grown in Portugal. Eur. J. Wood Prod. 70, 107–111 (2012). https://doi.org/10.1007/s00107-011-0532-4
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-011-0532-4