
Abstract—Analysis of drilling methods and drilling tools used in the oil and gas industry gives rise to a new dual-action drilling and milling tool, which ensures constant contact of the tool’s cutting edge with the face. That reduces the frictional forces in drilling and improves the tool’s wear resistance.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Manufacturing enterprises are critical to the national economy. While considerable investment is required for their modernization, successful use of the latest technical accomplishments, especially in the oil and gas industry, will have benefits throughout the economy [1]. According to one view, technological factors are among the causes of the current crisis in the oil and gas industry. In addition, the distribution of shale oil and gas is changing the structure of the industry. Traditional companies are facing the risk of long-term decline in profitability, unless they find means of increasing their competitiveness.
The life of drilling systems depends directly on the drills, which are single-use items. Drills are not produced in Kazakhstan. They are bought from Geomash Asia and OOO Partner.
In Fig. 1, we show worn tools from different manufacturers.

Worn drills.
Recent research on drilling tools for the oil and gas industry (supported by grant R0513118; contract 164, March 15, 2018) has shown that the precision of drill manufacture and wear greatly affects overall performance.
The drill bit is the primary component of a drilling tool for solid, liquid, and gaseous fuels [2].
Drill bits differ in design (jet or flow-through type), in drilling methods and conditions (diamond, rolling, and blade bits), and in action on the face (shattering, shearing, chipping).
High profitability and productivity in borehole drilling depends on excellent mechanical properties of the tool, especially the cutters.
Bit durability largely determines the drilling time and costs [3, 4]. Drill life depends on the mechanical properties of the materials employed, the manufacturing technology and precision, the washing equipment employed, and other factors [3, 5]. In operation, bits experience high cyclic loads, and different combinations of wear occur. The effectiveness of the bits is determined by the cost in drilling a 1-m bore, taking account of auxiliary operations [4, 6].
Bit life may be extended by improvement in the chemical composition of the steel, heat treatment and cementation, reinforcement by hard alloys, and the introduction of diamond components [7].
In drilling, the casing, the drilling pipe, and the bit experience the most wear [8]. Various drilling methods have been developed: mechanical, thermal, electropulse, etc. However, mechanical methods and rotary drilling are generally employed [9, 10]. At present, the other methods are still at the experimental stage.
In rotary drilling, the rock is broken by the simultaneous introduction and rotation of the bit. In other words, the rock is fractured by the action of a vertical load and a torque [9]. To replace the worn bit, the whole drilling column must be removed from the borehole [10, 11]. That reduces the productivity and increases the cost.
Bits and drilling heads based on cutting and fracture, crushing and fracture, and wear and cutting are used in rock disintegration [12]. Tools of blade, rolling, and sectoral type are used to equalize and expand the borehole column.
In drilling, the main problem is stalling due to intense resistance of the face to drill motion [13]. This largely depends on the drilling configuration and the tool design.
The drilling methods employed are based on bit introduction in the ground [12, 13]. The hardness of the tool must exceed that of the ground. The ground is fractured by impact of the bit. The impact force required for fracture and the tool speed in the ground determine the energy costs of drilling, The cutter undergoes considerable load and friction at the ground. That leads to heating and wear and sometimes to failure. Therefore, the main requirements on materials used in bits are high strength and hardness and long-term wear resistance at high temperatures [14].
By now, we have practically exhausted the potential of methods in which bit life is extended by using new tool materials, strengthening the tool surfaces, and optimizing the cutter geometry. These measures do not address the causes of the tool wear: impact loads, vibration, and friction at the ground. Instead, they simply diminish their influence, by reducing the heat liberation and the mechanical and adhesive wear of the tool’s working surfaces [15–18].
The leading producers of Sandvik bits are Sweden and Russia. However, the bits currently in use are little different from those prevalent in the last century, as a rule [19]. Therefore, it is time for the development of new drilling methods and the design of effective tools.
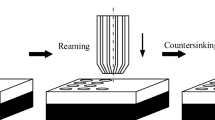
In view of the foregoing, we have developed new drilling methods and a dual-action bit (Fig. 2) [20].

Dual-action bit (for drilling and milling): (1) housing; (2) cutting tooth; (3) bush; (4, 6, 12) holes for supply of working fluid; (5) central hole for working-fluid supply; (7–9) cutting edges of tooth; (10) slot for passage of cut earth; (11) tip; ω is the angular velocity of the bit; h is its working path.
The proposed drilling method differs from its predecessors in that the slipping friction between the cut earth and the cutter’s front surface is replaced by rolling friction. The design of the dual-action bit, which takes the form of a disk, ensures constant contact of the cutting edge with the face and reduces vibration. The rear angle of the cutting edge is α = 10°–15°. That decreases earth–tool adhesion. As a result, we note increase in bit life and drilling productivity.
Cutters 2 and 11 of bits for soft ground are made of high-speed steel. That is intended to decrease energy consumption in drilling and to increase bit life and drilling productivity.
The bit consists of housing 1, to which parallel teeth (disks) are attached through ring 3. Teeth 2 have cutting edges 8 and 9, characterized by the same rear angle α = 10–15° and different rake angles: γ = 15°–20° and γ = –(15–20)°. The tip of the bit takes the form of perforator 11. In drilling, working fluid is supplied to the working zone of cutters 8, 9, and 11 as high-pressure jets from apertures 4, 6, and 12. Hole 5 permits central supply of the working fluid. In inverse drill motion, the liquid entrains the loose earth through slot 10 in disks 2.
In Fig. 3, we show the bit’s cutter trajectory: curve 1 consists of arc \(\overset\frown{AO}\) for the first half-rotation of the bit and arc \(\overset\frown{OC}\) for the second half-rotation. Curve 2 is analogous, with arcs and \(\overset\frown{A{\kern 1pt} 'O{\kern 1pt} '}\). The tool operates as follows. A motor produces rotary motion. The tool tip is inserted in the ground. Then the cutting edge of the tooth enters the ground at point A (Fig. 3) and shears a layer of earth to point O, along the tangent to path h. This layer is removed from the machining zone in the form of loose earth. At point O, the cutting edge loses contact with the earth, which is uniform along the machined surface to point C, and again enters the earth, continuing its motion on an uninterrupted trajectory.

Cutter trajectory in new tool design.
The earth cut by the first half of the tooth (arc \(\overset\frown{AO}\) in Fig. 3) creates a certain force F1 (Fig. 4), which acts on the axis of the tool spindle. At the same time, the second half of the tooth (arc \(\overset\frown{OC}\) in Fig. 3) removes a layer, thereby creating force F2 (Fig. 4).

Forces acting on the cutting section of the tool’s tooth in drilling.
We may suppose that force F2 balances the total drilling force Fdr, since Fdr = F1 + F2, while F1 and F2 are in opposite directions (Fig. 4).
All the cutting edges of the teeth in the new tool act simultaneously. Consequently, the drilling process is less subject to dynamic changes. Continuous cutter operation for tooth (disk) 1 eliminates vibration. That considerably decreases deviation from the vertical and produces smoother borehole walls. In other words, drilling quality is improved.
Thus, the proposed bit geometry with a closed tooth contour rules out vibration in drilling. This design ensures continuous cutter contact with the earth and thereby decreases the drilling and frictional forces, with extension of tool life.
The new bit may be produced without difficulty on existing equipment at manufacturing plants. No auxiliary equipment is required to install the bit in the column.
On the basis of the proposed drilling method, promising drilling tools may be created. That entails determination of the relation between characteristics such as the tool’s rake angle and rear angle, the contact stress, and the contact-friction forces and also optimization of the tool geometry and drilling kinematics.
REFERENCES
National report on innovations in Russia, 2016. file:///C:/Us-ers/Desktop/RVK_innovation2016_ v.pdf.
Bulatov, A.I. and Avetisov, A.G., Spravochnik inzhenera po bureniyu (Handbook of Drilling Engineer), Moscow: Nedra, 1985, vol. 1.
Abubakirov, V.F., Burovoe oborudovanie. Tom 2. Burovoi instrument: spravochnoe izdanie (Handbook of Drilling Equipment, Vol. 2: Drilling Tool), Moscow: Nedra, 2003.
Shigin, A.O., Shigina, A.A., and Bovin, K.A., Enhancement of resource boring toll in the adaptive response of boring rig rotary feed mechanism, Sovrem. Probl. Nauki Obraz, 2015, no. 2, p. 156.
Askarov, N.Zh., Khodzhibergenov, D.T., and Zhusipbekov, A.K., KZ Patent 24239, 2011.
Potapov, A.A., Gulyaev, Yu.V., Nikitov, S.A., et al., Noveishie metody obrabotki izobrazhenii. Monografiya (Advanced Methods for Image Processing: Monograph), Moscow: Fizmatlit, 2008. ISBN 978-5-9221-0846-6.
Roller cone bit. https://en.wikipedia.org/wiki/Roller_cone_bit.
Cavitation drilling: CT Systems/Biodiesel technologies, Problems of modern drilling. http://spmi.ru/sites/default/files/imci_images/sciens/nirs.
Well drilling methods. http://oilloot.ru/78-teklmika-i-tekhnologii-stroitelstva-skvazhin/276-sposoby-bureniya-skvazhin.
General information about the drilling of oil and gas wells. http://oilloot.ru/78-tekhnika i tekhnologii stroitelstva skvazhin/161-obshchie svedeniya o burenii neftyanykh i gazovykh skvazhin.
Drilling tools. http://oilloot.ru/163*tekhnologicheskij-burovoj-instrument.
Systems for field development by waterflooding. http://oilloot.ru/78-teldmika-itekhnologii-stroitelstva-skvazhin.
Existing well drilling methods. http://vseoburenii.ru/process/sposoby-bureniya-skvazhin.html.
Khodzhibergenov, D.T., Esirkepov, A., and Sherov, K.T., Rational milling of metals, Russ. Eng. Res., 2015, vol. 35, no. 1, pp. 43–45.
Sukhorukova, S.E., Reliability improvement of drilling bits, Cand. Sci. (Eng.) Dissertation, Moscow, 2013.
Vakhrushev, A.V., Newest tools for drilling complex wells developed by Vallourec Drilling Products, Burenie Neft’, 2015, no. 1, pp. 51–56.
Lemeshko, M.A. Vasin, M.A., and Saj, D.E., Mathematical model of optimal control rotary drilling machines, East. Eur. Sci. J., 2014, no. 3, pp. 193–197.
Kamenskii, S.V., Evaluation of the effect of hydrogen sulfide on rock destructing and drilling tools, Stroit. Neft. Gazov. Skvazhin Sushe More, 2017, no. 1, pp. 21–24.
Katanov, B.A., Prospective development of drilling equipment for quarries, Fundam. Issled., 2007, no. 12 (2), pp. 228–230.
KZ Patent Application no. 2017/07011, 2017.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by Bernard Gilbert
About this article

Cite this article
Khodzhibergenov, D.T., Sherov, K.T. & Esirkepov, A. Dual-Action Drilling and Milling Tool. Russ. Engin. Res. 39, 665–668 (2019). https://doi.org/10.3103/S1068798X19080082
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S1068798X19080082