
Abstract
In recent years, micro-hole drilling with a diameter of less than 1 mm has been widely applied in electronic information, semiconductor, metal processing, and other fields. Compared with conventional drilling, the engineer problems that micro drills are more prone to suffer failure in advance have restricted further development of mechanical micro drilling. In this paper, the main substrate materials of micro drills were introduced. And two important technical means to improve properties of tool material, namely, grain refinement and tool coating, were also introduced, which are current main research directions of micro drills from the perspective of materials. The failure mechanisms of micro drills were briefly analyzed, mainly tool wear and drill breakage. In the structure of micro drills, cutting edges and chip flutes are directly related to tool wear and drill breakage, respectively. So the structural optimization and design of micro drills, especially for key structures such as cutting edges and chip flutes, have to face great challenges. Based on the above, two pairs of requirements for micro drills were proposed, that is, the balance between chip evacuation and drill stiffness and the balance between cutting resistance and tool wear. So some innovative schemes and related researches of micro drills regarding cutting edges and chip flutes were reviewed. Finally, a summary of micro drill design and existing problems and challenges is proposed.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
With the development of science and technology, the demand for micro-miniature parts and devices in various fields of industry continues to increase. There are large requirements for micro-machining with higher manufacturing precision in fields such as aerospace, medical devices, and electronic information, as well as smaller and lighter personal consumption products which provide the convenient lifestyle. As an important part of micro-machining, micro-hole drilling accounts for more than 40% [1]. Although nowadays there have been numerous non-conventional machining techniques that have different processing principles such as laser machining, electrical discharge machining (EDM), electrochemical machining (ECM), and electron beam machining (EBM) [2, 3], conventional mechanical micro drilling is still widely used due to its advantages of excellent processing quality, stable work, high versatility, and high material removal rate. Varied materials, including metallic materials, non-metallic materials, and composite materials, need to be processed by mechanical micro drilling.
Among them, the most widely applied field of mechanical micro drilling technology is processing of composite materials represented by print circuit boards (PCBs) which is not suitable to apply non-conventional machining technology. The PCB is one of the indispensable basic electronic components, known as the mother of electronic products, and drilling micro-holes on PCBs is one of the important processing steps in PCB manufacturing. According to Prismark statistics, as one of the indispensable upstream industries of PCB manufacturing, the global sales of PCB drills in 2020 had reached about 2.580 billion. With the advent and gradual popularization of the 5G communication technology, the demand for 5G communication devices will definitely be greater, which will further expand the scale of this industry [4]. The control of geometric errors of holes and hole wall quality are of importance to the working performance of PCBs. In addition, micro drills are also widely used in the processing of metallic materials like fuel injectors, spinnerets, and so on. For example, spinnerets which are used to manufacture melt blown fabrics are related to the effect of masks to block bacteria and viruses, and there are thousands of micro-holes processed by micro drills in one spinneret. A total of about 52 billion masks had been produced worldwide in 2020, so micro drills play a huge role in the medical and health industry, especially during the COVID-19 ranging epidemic. Typical non-metallic materials with micro-holes processed by micro drills include industrial ceramics, monocrystalline silicon, and so on. Polycrystalline diamond (PCD) micro drills with extremely high hardness and wear resistance are very suitable for processing hard and brittle non-metallic materials or partial difficult-to-machine metallic materials [5]. Some typical applications of micro drills in industry are shown in Fig. 1.

Typical applications of micro drills
The comparison of characteristics of micro drills for different processing objects is summarized in Table 1, where drills with a diameter less than 1.0 mm are defined as micro drills [2]. The data in Table 1 is provided by Xiazhi Technology Tool Co., Ltd.
In this review, engineering problems that micro drills are prone to suffer tool wear and drill breakage were analyzed by the summary in a scientific way based on related literatures. The scientific understanding of micro drills was presented in issues of drill materials, drill failure, and drill geometrical structure. Firstly, a processing technology for substrate materials of micro drills—grain refinement was discussed. However, the improvement of only substrate materials of micro drills is still difficult to satisfy the requirements, so the coating technology for micro drills was also discussed. Secondly, failure mechanisms of micro drills, mainly tool wear and breakage, were discussed. Thirdly, several improved designs and related research for cutting edges and drill flutes of micro drills, respectively, were reviewed, relating to material removal by cutting edges and chip evacuation by drill flutes. Finally, a summary of micro drill designs and existing problems and challenges are proposed.
2 Drill materials
2.1 Substrate materials
It was emphasized by Fu et al. [6] that the substrate material is a key factor in ensuring performance of micro drills. The selection of substrate materials is closely related to issues such as tool life, machining accuracy, surface quality, and production cost. At present, substrate materials of micro drills in the market mainly include high-speed steel, cemented carbide, and PCD. Several literatures had introduced the above three materials, respectively, in detail [1, 7,8,9]. The comparison of main mechanical properties of these three substrate materials is shown in Fig. 2. Hasan et al. [2] and Jiang [10] considered that substrate materials for micro drills must at least have following properties: adequate hardness to withstand the cutting force, excellent wear resistance to avoid tool wear, and sufficient stiffness and toughness to prevent breakage. In addition, Chen et al. [7] emphasized the importance of thermal conductivity of substrate materials for micro-tools. Because the extremely small size of tools may cause heat generated during the cutting process difficult to dissipate in time, which is not conducive to processing. Especially for drilling PCBs, the existence of non-metallic materials like epoxy resin in PCBs makes the thermal conductivity of drill materials limited.

Comparison of mechanical properties of cemented carbide, high-speed steel, and PCD
In the past, high-speed steel was widely used as the substrate material for micro drills because of its higher toughness and lower price. However, due to limitations such as poor wear resistance and low hardness, coupled with the gradual improvement of quality requirements for micro-holes, currently cemented carbide represented by tungsten carbide (WC-Co) accounts for the largest proportion, especially in the field of PCB manufacturing. As shown in Fig. 2, it can be easily understood that the reason that cemented carbide becomes the first choice for PCB drills is because of its excellent comprehensive mechanical properties, especially high hardness, high wear resistance, moderate bending strength necessary for micro drills, and better cost performance [11,12,13]. Therefore, in the current market, cemented carbide is commonly selected as the substrate material for micro drills. In fact, there are very few entities involved in material removal or chip evacuation, and most of entities constituting the drill shank are used for clamping by machine tools. Therefore, it is not wise to apply tungsten carbide to the whole micro drill, because tungsten belongs to a rare metal that is not only expensive, but also difficult to process. Figure 3 shows that currently most manufacturers choose to combine advantages of the above two materials and use the welding process to connect the head made of tungsten carbide with the shank made of high-speed steel [14]. In this way, not only excellent processing properties but also considerable cost savings can be achieved.

Fabrication of the micro drill by welding process
Using PCD as the substrate material of micro drills seems to show great potential. However, there is a strong affinity between diamond and ferrum element, and serious chemical wear is likely to occur when diamond tools are used to process steel. Therefore, diamond tools are mainly used for processing non-ferrum materials and non-metallic materials [15]. For PCD, it has advantages of extremely high hardness, excellent wear resistance, high thermal conductivity, and low friction coefficient, which belongs to high-performance tool materials for processing hard and brittle materials or carbon fiber composite materials [5, 16]. Compared with the single-crystal diamond (SCD), due to the presence of cobalt as a binding phase in the PCD, it has better toughness and resistance to chipping, which is a boon for micro-tools that are prone to breakage [12]. When drilling hard and brittle materials, cracks are prone to appear at the exit and entrance of holes. So the difficulty in deep processing of brittle materials can be improved by peck drilling and continuous cooling as shown in Fig. 4 [17]. In addition, ultrasonic-assisted and laser-assisted drilling have been used in the research of PCD micro drilling hard and brittle materials. On the other hand, the excellent mechanical properties of PCD lead to extremely low machinability. Obviously, the conventional mechanical processing cannot fully meet the requirements, especially for micro-tools, and currently research of machining PCD micro drills by unconventional processing technologies like laser processing is still under research. Meanwhile, the disadvantage that price of PCD is much higher than the above two materials limits wider application. So currently, it is usually applied in some difficult-to-machine workpieces and high-end products like carbon fiber-reinforced polymer (CFRP), which is widely applied in the aviation field, despite its excellent mechanical properties.

Schematic diagram of peck drilling process for a single hole
The high failure rate of micro drills has always been a tricky problem hindering the development of relevant fields of micro-hole processing. Grain refinement is an effective way to improve both hardness and toughness. For research on grain refinement of tungsten carbide, initial powder preparation and suppression of abnormal grain growth are main research directions [18]. In the field of cemented carbide technology, the research on preparation of ultra-fine or even nanometer WC grains has been ongoing. According to Hall-Petch law [19], WC with smaller and more uniform grain size can obtain tools with better hardness, strength, and wear resistance. When the grain size of WC is reduced to below 500 nm, hardness, strength, and toughness are significantly improved [20]. At present, ultra-fine cemented carbide with the grain size of 200 nm is the current mainstream materials. The minimum grain size of ultra-fine-grained cemented carbide reported in the market is 90 nm, which is still developing in the direction of smaller grain size [15, 21]. However, in the sintering process of ultra-fine grained cemented carbide, abnormal growth or uneven growth of grains is likely to occur. In order to effectively inhibit abnormal grain growth, ultra-fine WC-Co is usually prepared by adding inhibitors such as VC and Cr3C2. Sun et al. [18] demonstrated that the trace nano-ceria addition effectively suppressed abnormal grain growth of WC, which not only improved hardness and toughness, but also enhanced resistance to erosion of high-speed solid particles. However, researchers had proposed that smaller grain size does not necessarily lead to better mechanical properties. Jin [22] and Cheng [23] all mentioned that the best comprehensive mechanical properties can be obtained only when there is a certain match on the proportion of Co and the grain size of WC in micro drills. It is explained that with the grain refinement and the increase of Co proportion, although hardness and strength of the micro drill increase, its wear resistance may also decrease significantly, which ultimately affects the drilling performance.
2.2 Coating materials
It is still difficult to satisfy the requirements only by improving substrate materials of micro drills, so the coating technology applied in micro drills seems to show greater potential [24]. The most significant benefit of tool coating in micro drills is the ability to combine sufficient toughness in substrate with more excellent hardness and wear resistance in surface, which greatly prolongs tool life and improves hole quality. The coating is required to be dense and able to form a smooth film, so that extremely low surface friction coefficient can be obtained, which is greatly beneficial to chip evacuation and resistance of chip adhesion. The coating is applied on the surface of the tool substrate, so it is also required to have strong adhesion to the tool substrate; otherwise, the coating may fall off during drilling process [25]. In addition, excessive cutting heat generated during machining is not conducive for tools, and some coating materials have good heat insulation effect on the tool substrate, as shown in Fig. 5.

Function of coating on the micro drill
The commonly surface coating preparation methods mainly include physical vapor deposition (PVD) and chemical vapor deposition (CVD). Both CVD and PVD methods have certain advantages and disadvantages, and usually coatings obtained by PVD are thinner than CVD coatings [26]. Although there are many coating materials in the market, the most widely coatings applied on micro drills are crystalline diamond, including micro-crystalline diamond (MCD) and nano-crystalline diamond (NCD), diamond-like carbon (DLC), and compounds of transition metals and carbon or nitrogen. Wang et al. [27] believed that surface smoothness and adhesion between the coating and the substrate of diamond coatings used for micro drills are two important factors affecting drill performance. Among crystalline diamond coatings, mechanical properties of NCD and MCD are roughly the same, but there is also a little difference. Currently, NCD coatings prepared by CVD are the most popular, and its average crystal diameter is less than 100 nm, which means smooth and dense coating surface can be obtained, and minimum coating thickness can reach 100~300 nm, so it solves the problem of high roughness of MCD coatings and is quite suitable for micro drills [21]. However, adhesion strength between the MCD film and cemented carbide is higher than that of the NCD film under the same precondition of tool substrate pretreatment. This is because the grain size of the MCD film is close to that of cemented carbide, which thus have better occlusion effect [28]. Therefore, the substrate can be roughened to increase the bonding force between the substrate material and the coating before applying the coating. In addition, the boron doping technology had also been proved to effectively enhance the adhesion between diamond films and WC-Co substrate [29]. Currently, HRC hardness of diamond films prepared CVD is mainly distributed in 50~100 GPa, Young’s modulus can reach 700~1079 GPa, and wear resistance exceeds all current grinding materials [30]. Most importantly, with such excellent mechanical properties on tool surface, the cost can be significantly reduced compared to using diamond as the tool substrate material. Therefore, it is considered to be one of the most excellent tool coating materials. The DLC coating which is interpreted as an intermediate among diamond, graphite, and polymer-like hydro-carbon films and has similar properties to diamond is also used in micro drills due to its low friction coefficient, but it is cheaper than diamond coatings. Unfortunately, the limited adhesion between the DLC coating and the substrate makes the coating prone to peel from drills [21, 31, 32]. Compounds of transition metals and carbon or nitrogen such as TiN and TiAlN are usually deposited by PVD method. Due to the addition of aluminum, TiAlN coating has higher hardness, more abrasive resistance, more oxidation resistance, and better bonding force, thus replacing the TiN coating in the market. The maximum allowable cutting temperature is directly related to oxidation resistance of coating materials. Studies have shown that the higher Al content can make the oxidation resistance of TiAlN coating better [33], because Al is beneficial to the formation of dense Al2O3 film in the coating surface. The comparison of physical properties of the above coatings is summarized in Fig. 6.

Comparison of properties among MCD, NCD, DLC, and TiAlN coatings
Lei et al. [34] investigated the microscopic surface morphology of different coatings (MCD, NCD, DLC, and TiAlN) by electron microscopy as shown in Fig. 7. It can be observed that NCD and DLC coatings have extremely small grain size and smoother surface. Further, Lei et al. [35] conducted drilling comparative experiments on micro drills applied above different coatings and uncoated micro drills, respectively, and verified the flank wear with the increase of drilling times. Generally speaking, flank wear is numerically defined as the difference between the flank width before and after suffering wear. Evolution curves of flank wear measured by Lei are shown in Fig. 8, and drills would be regarded as out of working life when the flank wear exceeded 16 μm. In addition, Lei et al. [36] conducted tribotests involving different PCB drills among MCD-coated drills, NCD-coated drills, and bare WC-Co drills, respectively. The experiments showed NCD-PCB tribopair has the lowest friction coefficient (0.35) due to its unique nano-structure and low surface roughness of NCD films, which facilitated chip evacuation. So the NCD coating is recommended as the best coating for carbide micro drills.

Microscopic surface morphology of different coatings: a MCD (M1, M2, M3); b NCD (N1, N2, N3); c DLC (D1, D2, D3); dTiAlN (T1, T2, T3) [34]

The flank wear evolution curves for micro drills applied different coatings with increased drilled holes [35]
However, the thicker coating may not lead to better drill performance due to lower bonding strength. Yang et al. [37] contended the coating technique of conventional tools may not be fully applicable to micro-tools due to extremely small geometric characteristics. Perhaps the most notable is coating thickness compared to conventional drills. The difference in coating thickness will bring about differences in chemical composition and physical properties of films, which in turn affects the cutting performance of coated tools [38]. The application of coatings is bound to increase the edge radius that cannot be ignored in micro-tools, which means cutting edges become blunter. Obviously, this reduces the ability of cutting edges and even causes size effect, which may provoke a series of phenomena such as plowing effect and abnormal increase of cutting forces that should be avoided in micro-machining [12, 39,40,41]. Lei [28] conducted experiments on NCD-coated drills among 1 μm, 3 μm, 5 μm, and 8 μm, respectively, and found that coated micro drills with the thickness of 3 μm had the longest tool life compared to others about 5–7 times longer than uncoated micro drills, which indicated that the coating is too thick or too thin to maximize its effect. Sahoo et al. [39] also applied different thicknesses (0.5, 1, 2, and 3μm) of TiAlN thin-film coatings on WC micro-milling tools by PVD method. The experimental results showed that the most appropriate coating thickness is 1 μm, which was also explained as due to the existence of size effect, TiAlN-coated tools with higher coating thickness (2μm and 3μm) exhibited reverse performance despite enhanced tribological performance. Therefore, coating thickness is important for micro-tools, and unreasonable thickness may be counterproductive.
Compared with coatings with single-layer structure, the effect of coatings with multilayer structure for the performance of micro drills is more complex [41, 42]. Wang et al. [43] proved that diamond coatings with multilayer structure applied to PCB drills had higher resistance to particle impinging, because the discontinuity of coatings could effectively slow down the propagation of micro-cracks. At the same time, different layers of multilayer structure coatings can be made of different materials. For example, Wang et al. [27] found that micro drills with NCD/MCD layered composite coating not only had excellent adhesion between the coating and the substrate, but also had low friction coefficient through comparative experiments on several coatings. This is because the MCD/NCD composite coating combines strong adhesion of MCD with excellent surface smoothness of NCD. In order to improve adhesion strength of DLC coating, Ueng et al. [32] deposited Ti/TiN/TiCN/DLC multilayer coatings on micro drills. The multilayer coatings are made of pure Ti as the substrate, then several layers of TiN or TiCN coatings are deposited on the surface of Ti layer, and finally, a layer of DLC coating is deposited. Figure 9a shows the specific structure of the multilayer coating. The experimental results of drilling PCBs showed that excellent bonding force of 65N and friction coefficient lower than 0.15 could be obtained, and tool life could be increased by 2.5 times, while drilling quality was improved when this multilayer coating was applied. Figure 9 b and c illustrate the possible reason; the DLC coating on the area near cutting edges is removed due to wear and fill the depressed area of Ti/TiN/TiCN layers, thus forming a plane and smooth surface and preventing coatings from falling off.

Schematic illustration of the function of Ti/TiN/TiCN/DLC multilayer coating: a specific structure of the coating; b before drilling; c after drilling [32]
3 Drill failure
3.1 Type of drill failure
For ultra-thin micro drills, in addition to considerations from the point of materials, geometric structures and parameters are undoubtedly also critical. Due to its small size, the ratio of length to diameter of micro drills has exceeded 20:1, which is still growing now to meet requirements of more efficient processing. The spindle speed of micro drills is much larger than conventional-size drills. For PCB drilling, the maximum spindle speed can even reach 350k rmp, because the fact shows that ultra-high spindle speed can obtain better hole wall quality. As for the micro drilling of metallic workpieces, its spindle speed is relatively lower than that of PCB drilling but still much higher than that of conventional-size drilling. The most important structures of micro drills are cutting edges responsible for material removal and chip flutes responsible for chip evacuation. Compared with conventional drills, micro drills usually have higher requirements for chip flutes because of poor chip evacuation conditions. As mentioned above, drilling depth is relatively larger, and therefore, micro-hole drilling has to be carried out under unfavorable conditions, and chip generation process is hidden and invisible. This leaves very limited room for chip evacuation and may cause chips entangled or even clogged in flutes of drills. Especially for PCBs, which belong to difficult-to-machine composite materials, the cutting condition is more complicated than other homogeneous materials like metal [1]. All these reasons result in micro drilling that behaves differently compared to conventional drilling.
The failure modes of micro drills are mainly tool wear occurred on cutting edges and breakage happened on drill body as shown in Fig. 10. Excessive wear may lead to abnormal drilling processing, which seriously affects processing quality, and even finally lead to drill breakage. To a certain extent, the simulation technology can effectively assist in the analysis of cutting process of tools, which cannot be directly obtained or observed in experiments. The simulation technology for material removal process of metallic materials is mature and widely used, but for the PCB, it belongs to polymer-based inorganic non-metallic layered composite materials, so the model establishment is very complex. Therefore, currently, it is usually simplified by researchers to a single metallic material or a simple composite material for simulation [44]. The model establishment of these complicated composite materials such as PCBs may be one of the major difficulties in cutting simulation technology, which affects the reliability of results.

Problems and solutions of the micro drill
3.2 Wear mechanism
The cutting edges of twist-type micro drills are mainly composed of a chisel edge and two symmetrical primary cutting edges, which undertake the task of material removal, so it is usually the main part to suffer wear [11]. Wear gradually causes subtle changes in the geometry of cutting edges, and it may result in materials difficult to remove from workpieces and thus impede the drilling progress when tool wear reaches a certain level. When it is difficult for cutting edges to effectively remove materials from workpieces, the required cutting forces gradually increase and the quality of machined hole wall decreases correspondingly, even directly leading to drill breakage. Due to tool wear, replacing micro drills in advance before reaching the expected drilling life of micro drills has always affected economic benefit enterprises. At present, for micro drills, the types of tool wear can be mainly classified as abrasive wear, adhesive wear, chemical wear, diffusion wear, and oxidation wear, and usually above multiple wear types work at the same time.
Zheng et al. [45] and Abrao et al. [46] through experiments contended that abrasive wear is the main form of wear occurred on PCB micro drills, and three interaction forms that may affect abrasive wear are summarized by Zheng. Firstly, glass fiber broken chips rub and damage cobalt in WC. Secondly, high hardness and reinforcing fillers in epoxy resin contribute to abrasive wear. Thirdly, high temperature may lead to chemical reaction between decomposition products from epoxy resin and cobalt. Among them, the last one is sometimes classified as chemical wear by some scholars, which is a unique feature of tool wear when drilling PCBs. In addition to abrasive wear, the main wear form followed of drilling PCBs is adhesive wear. Due to low thermal conductivity of epoxy resin, higher temperature generated by drilling holes on the PCB softens epoxy resin and forms lumpy chips that are difficult to be evacuated in time rather than banded chips, which makes lumpy resin chips accumulate in chip flutes to increase friction and raise temperature, thus further softening and adhering to the micro drills. Epoxy resin softened at high cutting temperature is even mixed with reinforced filler particles and glass fibers to rub drill surface. For drilling metallic materials, tool wear of micro drills is roughly the same as that of drilling PCBs, but the difference is the impact degree of various wear types. Compared with drilling PCBs, the spindle speed of drilling metallic materials is relatively small, but the drilling temperature is much higher. At high temperature, oxidation wear and diffusion wear of micro drills made of WC-Co become more obvious. High temperature is the important condition for both wears, and higher temperature leads to more severe wear. Zhao [47] through experiments found that the primary wear type when drilling 316L stainless steel is also abrasive wear. However, Zheng et al. [48] found that adhesive wear is a key factor of leading tool wear in the dry drilling of aluminum alloy AA2024. Imran et al. [49] through experiments found that adhesion, diffusion, and chipping are main wear mechanisms in micro drilling nickel-based super alloys and also pointed out that under different conditions of dry drilling and wet drilling, dominant wear may also be different. Therefore, it can be concluded that dominant wear of micro drilling metallic materials cannot be generalized but may be affected by different metallic materials or drilling conditions. Due to high hardness and wear resistance, PCD tools are not prone to suffer wear, and the wear mechanism is different from cemented carbide. Park [50] used cemented carbide and PCD drills to drill CFRP/Ti stacks, respectively, and found that the dominant wear mechanism for cemented carbide drills was abrasive wear by fibers in CFRP and Ti adhesion, while the main wear behavior of PCD drills was edge chipping.
Wear of micro drills mainly refers to wear that occurs on cutting edges, chisel edge, flanks, and rake faces, and a few may also occur in chip flutes. Zheng et al. [45] presented abrasive wear forms of micro drills in Fig. 11a. A series of grooves can be observed among the major flank (mark A), the minor flank (mark B), and the rake face (mark C). Wear occurred on flanks increases roughness of drill surface, which is bound to increase the friction among the micro drill, chips, and workpieces. In addition, micro-chipping is occasionally observed on primary cutting edges as shown in Fig. 12. The radius of primary cutting edges in micro-cutting is usually in the same order of magnitude as chip thickness, so cutting edges cannot be regarded as absolutely sharp in micro-machining but rounded edges with certain radius. There is no doubt that wear occurred on cutting edges increases the radius of cutting edges to varying degrees and therefore amplifies the influence of size effect, causing problems such as difficulty in drilling, reduced precision, and abnormal increase in cutting forces. Imran et al. [51] studied the effect of different radius of cutting edges on tool life due to wear and found tool wear accelerated exponentially when the instantaneous edge radius reached six times the initial edge radius. And drills might suffer breakage when the ratio of initial edge radius to instantaneous edge was 11% because of the formation of a large negative rake angle and thus the huge cutting forces generated. In addition, Fig. 11b shows adhesive wear of epoxy resin to micro drills when drilling PCBs. When epoxy resin is adhered near the chisel edge (mark D) or the sharp point of the chisel edge (mark E), micro drills are difficult to penetrate PCBs and may slide on workpiece surface. When wear of the chisel edge causes the increase of axial force, it is very disadvantageous for the micro drill with insufficient structural stiffness. Literature shows that axial force generated by the chisel edge of PCB drills when drilling glass fiber-reinforced plastic (GFRP) accounts for more than 70% of total axial force due to the large negative rake angle squeezing workpieces [48]. Once adhesive wear occurs on the chisel edge, it may further deteriorate cutting conditions of the chisel edge. Wear occurred on the rake face is often in the shape of crescent pits, which is usually the result of the combined effect of adhesive wear and diffusion wear.

Edge surface suffers from scratches and resin adhesion: a side view of the micro drill; b enlarged view of the indicated portion showing scratches; c side view of the chisel edge of a new micro drill; d enlarged view of the chisel edge after drilling 3500 holes [45]

Fracture morphology on the primary cutting edge: a side view of fracture; b enlarged view of the indicated portion showing fracture [45]
3.3 Breakage mechanism
Wu et al. [52] believed that cutting forces (axial force, radial force, and torque) were the main reason that affected drill breakage, so any factor that affecting cutting force may also cause drill breakage. The breakage of micro drills is mainly caused by excessive twisting and bending, which are, respectively, related to torque and axial force, leading to the failure of cemented carbide due to brittle breakage [53, 54]. Drill breakage caused by radial force is less; for example, the asymmetry of two primary cutting edges caused by manufacturing error results in force in the diameter direction of the micro drill cannot be offset, which may suffer breakage under high-speed drilling.
An important reason for drill breakage due to bending is insufficient structural stiffness of the micro drill itself. Chip flutes on the drill are responsible for chip evacuation. However, micro drills have a large drilling depth but an extremely small drilling diameter, which makes it difficult to evacuate chips in a timely and effective manner. Du et al. [55] calculated that the occupancy rate of cross-sectional space of chips in a single helical flute of the micro drill was close to 70%, and the volume occupancy rate of the entire helical flute was close to 80%. Therefore, it is ideal that helical flutes have enough space to evacuate chips, but the existence of helical flutes further reduces already insufficient structural stiffness despite excellent material stiffness. It is often one order of magnitude lower than those used in conventional size. The space size of chip flutes is mainly determined by parameters such as web thickness and flute width as shown in Fig. 13, where W represents web thickness and F represents flute width. It can be seen from Fig. 13 that chip space of the micro drill with larger web thickness and smaller flute width at the head becomes very limited when it reaches the bottom of flutes. This is because the web of the micro drill is sometimes designed to be tapered rather than constant along the drill axis. Liang et al. [54] through the static simulation analysis obtained that web thickness and flute width had a significant effect on stiffness and strength of micro drill tip under the condition of a certain aspect ratio. As web thickness decreases, combined with the long drilling length relative to the diameter, drill stiffness decreased sharply. Due to machining conditions of high-speed rotation, tool radial run-out is prone to occur at the drill tip [11]. So when workpiece surface is rough or sloping, slippage and deviation are prone to occur during the entry drilling stage due to poor self-centering ability, which therefore greatly increases the risk of drill breakage due to bending deformation happened, as shown in Fig. 14 [56,57,58]. Li [59] described in Fig. 15 that the deviation of the micro drill tip during the drilling process resulted in an increase in bending stress and the formation of stress concentration near the tip with time, which eventually led to breakage. Although there is no breakage, it may seriously affect processing quality like roundness, hole wall roughness, and position accuracy [60]. Too large web thickness or too small flute width leads to very limited chip space, which can increase stiffness but in turn seriously exacerbate poor chip evacuation performance. Not only micro drills, insufficient stiffness is also the common cause of occurring breakage for other micro-tools.

Comparison of two micro drills: a a micro drill with smaller web thickness and flute width; b a micro drill with larger web thickness and flute width

Comparison of normal drilling with deviation drilling [58]

Stress cloud distribution of drilling process with time under bending load of the micro drill [59]
Another reason for drill breakage is excessive torque. Primary cutting edges are the main part to remove materials from workpieces. When the drill bit enters workpieces, two primary cutting edges undertake the work of stable material removal, which bears almost all torque during the drilling process. The reason for the increase of torque may be not only wear occurred on cutting edges, which makes it difficult to effectively remove materials from workpieces, but also its chip evacuation. Chip evacuation conditions are poor for micro drills, especially high aspect ratio micro drills which have longer chip evacuation path, and even worse for drilling PCBs [62]. Epoxy resin softened under the higher drilling temperature may mix with glass fiber and copper chips, which adheres to cutting edges or chip flutes and interferes with the process of material removal and chip evacuation [63, 64]. Figure 16 shows softened resin adhering to and clogging helical flutes. Resin adhesion to helical flutes inevitably hinders chip evacuation in time, which may inevitably generate more friction and exert additional torque on micro drills [61]. To make matters worse, friction between the drill, workpieces, and chips increases temperature inside micro-holes, further softening epoxy resin and thus forming a vicious circle [1]. Under this case, the torque variation of micro drills is relatively unstable. Once the strength limit of the weakest position of micro drills is exceeded, it will cause drill breakage. Therefore, a smooth and dense surface is obtained when applying coatings on the surface of micro drills, thereby the possibility of resin adhesion can be reduced. Li [59] described the stress distribution cloud diagram of the micro drill with time under torsional load through simulation as shown in Fig. 17. It can be seen that firstly drill tip is constrained, and the stress is concentrated near the drill tip. As torque is transmitted, the stress begins to expand and gradually increases from the tip to the shank. The reason why the micro drill is subjected to excessive torque is that workpiece is constrained and relatively static at the moment of drill tip and workpiece is in contact at the entry drilling stage, but the drill shank still rotates at a super high speed, so torque increases sharply. Through simulation, Tang [65] found that several stress values changed abruptly at the root of helical flutes, where exactly helical flutes transited into cylinders and thus the shape changed dramatically. This shows that the root of helical flutes is a weak part in the structure of micro drills; that is, it is easier to suffer breakage during drilling holes. Therefore, Tang gave recommended measures to enhance strength design of the root of helical flutes on the premise of meeting requirements of chip evacuation performance. For example, transition buffers can be provided to gradually decrease the helical depth to reduce stress abrupt change. Actually in the process of machining, breakage does usually occur at the root of helical flutes, and the maximum shear stress appears on the cross-section at the bottom of helical flutes [4]. Shi et al. [66] showed the morphologies before and after the drill breakage occurred at the root of helical flutes as shown in Fig. 18. Liang et al. [54] studied the breakage morphology of micro drills as shown in Fig. 19, and found that the breakage location was concentrated in the middle or end of helical flutes, and the micro morphology of the breakage surface was rough and had a large number of micro pits, which indicated that during the drilling process the increase of stress in the region leaded to rapid expansion of micro defects and micro-cracks to form such a breakage surface. And this was because micro drills were made of cemented carbide which was sintered with WC particles and Co binder.

Resin adhesion and chip clogging [61]

Stress cloud distribution of drilling process with time under torsional load of the micro drill [59]

Morphologies before and after micro drill breakage [66]

Breakage morphology of micro drills: a front view; b top view; c partial enlarged view [54]
4 Drill structure
4.1 Cutting edges
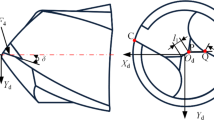
In addition to the application of tool coating mentioned above, the optimization of edge parameters and the design of the edge shape, which are closely related to cutting resistance, have an important impact on wear resistance of cutting edges. Therefore, it is necessary to achieve the balance between cutting resistance and tool wear as much as possible. There is no doubt that rake angle and flank angle are critical parameters in cutting tools [67]. In order to facilitate the study of the drilling process, the three-dimension model is usually simplified into several discrete two-dimensional models by researchers like Fig. 20. For twist-type micro drills, the orthogonal cutting models produced by sections corresponding to each point on primary cutting edges have different rake angles as shown in Fig. 21. Sections at the points near the chisel edge have a smaller rake angle and even appear a negative rake angle, which means it is dull and difficult to remove materials from workpiece, and then gradually become larger along cutting edge towards the margin. Under this context, Yang et al. [68] obtained normal sections on the primary cutting edge of a micro drill according to selected five points, as shown in Fig. 22. The rake angles of the sections were 9°, 19°, 29°, 39°, and 47° and the flank angles were all 9°. The entropy weight method in mathematical statistics was applied to evaluate cutting performance of different sections of primary cutting edge, taking into account the influence of cutting temperature, stress, pressure, and maximum principal stress. The simulation results showed that due to various rake angles, cutting performance of different sections on primary cutting edge of twist-type micro drills varied greatly, and rake angles of the above five sections are optimized to 19°, 21°, 23°, 25°, and 27°, respectively. After optimization, the improved micro drill had lower cutting temperature, and stress and pressure distribution were greatly reduced by more than 40%. Although rake angles of primary cutting edges on the twist-type micro drill have been optimized, there must still be differences between different tool angles. Wang et al. [69] provided a scheme to improve rake angles of twist-type micro drills, which is characterized by plane rake faces, as shown in Fig. 23. On the basis of the twist-type drill, helical rake faces are additionally grinded into small planes using a disc shaped grinding wheel to keep rake angles at different sections along primary cutting edges as a positive and fixed value. The experiment of drilling ASSAB 4340 high-tensile steel shows that this improved drill could effectively reduce axial force by with an average of 23.8% and torque by an average of 13.2%. After confirming that this improvement is feasible, the next step is to determine the optimal tool angles by optimizing the rank angle or the flank angle through two-dimensional cutting simulation, so as to obtain the balance between cutting resistance and tool wear. This modified structure may also be applied to micro drills, which is worthy of further research by researchers. Chisel edge thinning has been proved to be an effective solution to improve the drilling performance of twist-type drill. Guo et al. [70] conducted micro drilling experiments on 304 stainless steel using micro drills with different chisel edge length and found that the micro drill with the smaller chisel edge length had smaller axial force and better hole wall quality. In terms of geometry, thinning the chisel edge can increase equivalent cutting thickness, as shown in Fig. 24, and h represents equivalent chip thickness. Owing to increasing equivalent chip thickness, micro drills with thinned chisel edge can generate more small-size chips and improve chip breaking, which is beneficial to drilling metallic workpieces. Another improvement for additional grinding of the chisel edge of the twist-type micro drill was designed by Zhao [47], as shown in Fig. 25, which is characterized by forming inner cutting edges with a positive rake angle at the chisel edge area. In this way, two new planes called rake faces of inner cutting edges will be formed between the major flank and the minor flank. When the drill tip contacts workpieces during the drilling process, the modified drill bit can promote the cutting effect and inhibit the extrusion effect at the chisel edge area, which is beneficial to obtain better hole wall quality. And the simulation results show that turning extrusion effect into cutting effect at the chisel edge can reduce the drilling temperature due to the weakening of plastic deformation [71].

FEM 3D simulation model convert into 2D simulation model [72]

Schematic of the respective cross-section of the primary edges [73]

The simplified orthogonal cutting simulation model of a micro drill [68]

Geometry of a plane rake faced drill in different views [69]

The comparison of normal drill and drill with thinned chisel edge: a a normal micro drill; b a micro drill with thinned chisel drill [70]

Comparison of the micro drill before and after the chisel edge grinded [47]
Since micro drilling is taken place in a small and enclosed space, the cutting temperature has to be a critical factor in the micro drilling process, especially for PCBs whose internal resin may soften at a higher temperature. So cutting heat accumulated in micro-holes is difficult to conduct to the outside and thus may contribute to epoxy resin softened, which should be avoided [74]. Zheng et al. [61] through experiments proved that epoxy resin began to adhere to micro drills when the temperature reached 120 °C, and a large amount of epoxy resin adhered to micro drills when the temperature reached 140 °C. Although there is no material softening problem in drilling metallic materials, the temperature of drilling metallic materials is higher than that of drilling PCBs, and the impact of high temperature on drills cannot be ignored. The cutting temperature affects strength of cutting edges, and excessive temperature may result in a reduction in strength and greater susceptibility to suffer tool wear. Markopoulos et al. [75] obtained the maximum temperature about 300, 340, and 360 °C for edge radii of 10, 20, and 30 μm, respectively, through simulation analysis of drilling AISI 1045 steel. It was concluded that the temperature was increasing with the increased edge radius. Yan [44] found that the heat distribution of two primary cutting edges at different speeds was very uneven by the micro drilling simulation of copper foils. This phenomenon was more serious with the increase of the drilling depth. However, this was not obvious in medium-high speed drilling, so it was inferred that the uneven temperature distribution of two primary cutting edges was a unique phenomenon of ultra-high speed drilling, as shown in Fig. 26. Under the circumstance, the application of some tailored coating materials can play a role of heat insulation, avoiding direct contact between the drill substrate and workpieces.

Temperature distribution of primary cutting edges at different drilling speeds: a S=120k rpm; b S=135k rpm [44]
4.2 Chip flutes
The function of chip flutes is to evacuate chips from micro-holes, and the depth and shape of chip flutes have a decisive influence on mechanical properties of micro drills, especially structural stiffness. Therefore, it is important to achieve the balance as far as possible between chip evacuation performance and drill stiffness to resist drill breakage. Web thickness is one of the most significant parameters affecting drill stiffness. In addition to web thickness, the section shape of helical flutes also has a certain impact on breakage resistance of micro drills. Figure 27 shows cross-sections of two micro drills with the same web thickness but slightly difference in shape. As shown in Fig. 27a, for normal micro drills, strength in direction A is greater than that in direction B, which makes drills prone to breakage from direction B. In order to solve this problem, a famous tool manufacturer, Tungaloy, carried out an H-shape improvement in the cross-section of micro drills as shown in Fig. 27b, which can effectively improve strength in direction B. A lot of experiments showed that the H-type structure beard forces more uniformly in all directions and thus had stronger bending resistance, so it was more stable and widely applied in the engineering. Under poor chip evacuation conditions, a moderate helix angle was recommended by Song et al. [76] to achieve the balance between the sharpness of cutting edges and the capability of chip evacuation, though a large helix angle was better for cutting. The drilling force F could be divided into F1 and F2 as shown in Fig. 28. The F2 is related to chip clogging and determined by the helix angle. The smaller helix angle contributes to the larger F1, which is more conducive to chip evacuation. However, specific value of the moderate helix angle was not given. Lee et al. [77] had introduced a single-edge micro drill as shown in Fig. 29, which has only one primary cutting edge and a primary chip flute composed of the primary cutting edge and the first subsidiary edge. The subsidiary flute formed by second and third edges is not involved in chip evacuation, and the purpose is to reduce the contact area with hole wall of workpieces so as to reduce friction. The subsidiary flute disappears after a short axial distance, which means that the length of the subsidiary flute is much smaller than that of the primary flute. The reduction of helical flutes quantity can increase the drills entity and thus improve the ability of bending resistance. Figure 30 shows another single-edge micro drill, with the same flute shape as the previous one, but the drill tip shape similar to an ax, which can further reduce friction at the head. However, the actual machining shows that hole quality processed by micro drills with single cutting edge is usually not as good as that of micro drills with double primary cutting edges. Another new micro drill with asymmetric helical flutes based on twist-type drills was also developed by researches to solve the problem of insufficient stiffness, whose two helical flute was combined into one helical flute in a certain axis distance by transforming helical angle, as shown in Fig. 31. Different from the last, there are two primary cutting edges involved in material removal, so hole wall quality is better. In order to ensure that two flutes still have enough chip capacity, the usual method is to appropriately increase the flute width and correspondingly reduce the land width after flute mergence. Shi et al. [78] carried out relevant research on this improved micro drill. Through simulation, it was found that the micro drill with asymmetric helical flutes had uneven stress and deformation at the drill tip, but experimentally showed that the hole registration and hole wall quality could be improved due to the increase of stiffness. Liang et al. [54] designed a new micro drill with variable web thickness and flute width as shown in Fig. 32, which is characterized by the gradual increase of web thickness and flute width from drill tip to root of chip flutes. The different cross-sectional shapes at the distance L from the tip are, respectively, shown in Fig. 32b to e. The structural design of variable web thickness provides the drill to have enough space for chip evacuation at the head and enough strength and stiffness at the middle and rear, which is helpful for achieving the balance between chip evacuation and stiffness of micro drills. Siregar et al. [79] took the amount of flutes as the independent variable to design four micro drills with 2, 4, 6, and 8 flutes, respectively, as shown in Fig. 33a. Figure 33b–d showed statistics of maximum cutting temperature, maximum cutting force, and maximum Mises stress of four drills through simulation, and it can be decided that more chip flutes lead to higher values of maximum cutting temperature, maximum cutting force, and maximum Mises stress. However, designing more flutes on such a small micro drill poses a great challenge to tool manufacturing.

Comparison of cross-section shapes of two micro drills with the same web thickness: a the common micro drill; b the micro drill with H-shape section

Helix angle and chip evacuation capability [76]

A new single-edge micro drill [77]

Another drill tip shape of single-edge micro drill

A new micro drill with asymmetric helix flutes [78]

Three-dimensional geometric structure of a varied web thickness and flute width: a overall structure; b L=0.5 mm; c L=1.5 mm; d L=2.5 mm; e L=3.5 mm [54]

Models and simulation results of micro drills with different number of flutes: a models of micro drills; b extreme cutting temperature; c maximum cutting force; d maximum Von Mises stress [79]
5 Conclusions and recommendation
This review focuses on engineering problems that micro drills are prone to suffer failure in advance, mainly tool wear and breakage. The current mainstream materials for manufacturing micro drills are introduced, including the research on grain refinement and tool coating technology. Then failure mechanisms of the micro drill, namely, tool wear and drill breakage, are analyzed, respectively. Finally, some innovative schemes and related researches of cutting edges and chip flutes were reviewed. This paper can be used as a reference for technicians in the field of the design of micro drills, especially about the application of tool coating and the structural innovation in the cutting edges and chip flutes. And these academic developments contribute to design micro drills that can significantly prolong tool life, thereby reducing production costs in enterprises. Therefore, the scope of this review is only related to the design of micro drills, based on twist-type micro drill, including material design, failure analysis, and structural optimization or innovation. However, the manufacturing of micro drills and processing quality of micro-holes have not yet been involved. For micro-tools with such small size, it is also very important to study how to manufacture products more efficiently that meet the accuracy requirements. In addition, other types of micro drills other than twist-type micro drills have not been involved.
Through review extensive literature, the challenges and recommendations regarding micro drills can be summarized as follows. First of all, under the application of tool coating, the drill surface can obtain better hardness and wear resistance, it is also necessary to improve the toughness of substrate materials, especially for tungsten carbide, which shows greater brittleness than high-speed steel. And the best matching of Co content and grain size in cemented carbide and the best coating thickness can be further explored. Then PCBs belong to polymer-based inorganic non-metallic layered composite materials, and thus, its simulation model is complex. Therefore, researchers usually simplify PCBs to a single metal or a simple composite material, which affects the reliability of simulations. This has become a challenge to be solved in the research and design of micro drilling PCBs. Finally, although PCD micro drills can drill high hardness materials, it seems that it is more inclined to use unconventional processing technology for micro drilling from literatures because high hardness materials usually show brittleness. The hole quality processed by unconventional machining technology is generally lower than that of mechanical micro drilling, so more research can be considered to use unconventional machining technology to assist mechanical micro drilling. In addition, the research on the coating of micro-tools will still be a hot topic in the future, and an excellent coating with smooth surface, strong adhesion to substrate, and lower price can be obtained.
Data availability
The data sets supporting the results of this article are included within the article and its additional files.
References
Liu XW (2020) Research on tool wear and micro-hole quality in micro-hole drilling of high-frequency printed circuit boards. Dissertation. Shenzhen University [Chinese]
Hasan M, Zhao J, Jiang Z (2017) A review of modern advancements in micro drilling techniques. J Manuf Process 29:343–375. https://doi.org/10.1016/j.jmapro.2017.08.006
Singh P, Pramanik A, Basak AK et al (2020) Developments of non-conventional drilling methods—a review. Int J Adv Manuf Technol 106(3):1–34. https://doi.org/10.1007/s00170-019-04749-0
Shi H, Liu X, Lou Y (2019) Materials and micro drilling of high frequency and high speed printed circuit board: a review. Int J Adv Manuf Technol 100(1):827–841. https://doi.org/10.1007/s00170-018-2711-5
Chen J, An Q, Ming W et al (2019) Hole exit quality and machined surface integrity of 2D Cf/SiC composites drilled by PCD tools. J Eur Ceram 39(14):4000–4010. https://doi.org/10.1016/j.jeurceramsoc.2019.05.057
Fu L, Li X, Guo Q (2010) Development of a micro drill bit with a high aspect ratio. Circuit World 36(4):30–34. https://doi.org/10.1108/03056121011087212
Chen N, Li HN, Wu J et al (2021) Advances in micro milling: from tool fabrication to process outcomes. International Journal of Machine Tools and Manufacture 160:103670. https://doi.org/10.1016/j.ijmachtools.2020.103670
Schneider F, Das J, Kirsch B et al (2019) Sustainability in ultra precision and micro machining: a review. Int J Precis Eng Manuf Green Technology 6(3):601–610. https://doi.org/10.1007/s40684-019-00035-2
Zhuang Y (2013) Optimizing the economic efficiency by micro-drill life improvement during deep-hole drilling in the 212-Valve manufacturing process, Dissertation. Massachusetts Institute of Technology
Jian ZY (2020) One of the latest research progress of micro-drilling technology—traditional micro-drilling technology. Ansteel Technology 01:1–8 [Chinese]
Zheng LJ, Wang CY, Song YX et al (2011) A review on drilling printed circuit boards. Advanced Materials Research 188:441–449. https://doi.org/10.4028/www.scientific.net/AMR.188.441
Oliaei SNB, Karpat Y, Davim JP et al (2018) Micro tool design and fabrication: a review. Journal of Manufacturing Processes 36:496–519. https://doi.org/10.1016/j.jmapro.2018.10.038
Sun XZ (2012) Experimental research on drilling of printed circuit boards. Engineering and Testing 52(04):41–43 [Chinese]
Dl H, Luo CF (2012) Analysis of factors affecting induction brazing of micro drill bits for PCB. Welding Technology 41(02):1–3 [Chinese]
Zhang HQ (2015) Design of micro-drilling tool and research on micro-drilling mechanism Dissertation. Beijing Institute of Technology [Chinese]
Ohnishi O, Doi T, Kurokawa S et al (2014) Performance of micro PCD drills in drilling into SiC and effects of ultrasonic vibration. International Journal of Nanomanufacturing 10(1-2):175–184. https://doi.org/10.1504/IJNM.2014.059007
Chang DY, Lin SY (2012) Tool wear, hole characteristics, and manufacturing tolerance in alumina ceramic microdrilling process. Adv Manuf Process 27(3):306–313. https://doi.org/10.1080/10426914.2011.577881
Sun X, Wang Y, Li DY (2013) Mechanical properties and erosion resistance of ceria nano-particle-doped ultrafine WC–12Co composite prepared by spark plasma sintering. Wear 301(1-2):406–414. https://doi.org/10.1016/j.wear.2013.01.113
Dreye K, Rodiger K, Berg H et al (2003) Powder metallurgy and applications of hard metals. In: DGM Seminar “Powdermeatllurgy”, Aachen
Liu W, Song X, Zhang J et al (2008) A novel route to prepare ultrafine-grained WC–Co cemented carbides. J Alloys Compd 458(1-2):366–371. https://doi.org/10.1016/j.jallcom.2007.03.107
Wang CY, Deng Y, He XR, Wang QM, Zheng LJ (2019) Research progress on preparation and application of surface coatings on micro drilling and milling tools (I). Cemented carbide 36(01):1–13 [Chinese]
Jin ZF (2015) Influence of cemented carbide materials on machining performance of PCB very small diameter drills. Cemented carbide 32(03):182–187 [Chinese]
Cheng JB (2015) Research on tungsten-cobalt ultrafine cemented carbide tool and its cutting performance. Beijing Institute of Technology [Chinese]
Samuel J, Jun MBG, Ozdoganlar OB et al (2020) Micro/meso-scale mechanical machining 2020: a two-decade state-of-the-field review. J Manuf Sci Eng 142(11). https://doi.org/10.1115/1.4047621
Zha X, Jiang F, Xu X et al (2018) Investigating the high frequency fatigue failure mechanisms of mono and multilayer PVD coatings by the cyclic impact tests. Surf Coat Technol 344:689–701. https://doi.org/10.1016/j.surfcoat.2018.03.101
Sousa VFC, Da Silva FJG, Pinto GF et al (2021) Characteristics and wear mechanisms of TiAlN-based coatings for machining applications: a comprehensive review. Metals 11(2):260. https://doi.org/10.3390/met11020260
Wang H, Song X, Wang X et al (2020) Tribological performance and wear mechanism of smooth ultrananocrystalline diamond films. J Mater Process Technol 290:116993. https://doi.org/10.1016/j.jmatprotec.2020.116993
Lei XL (2015) Basic research on the preparation and application of diamond coating on the surface of micro-tools. Shanghai Jiaotong University [Chinese]
Wang X, Shen X, Yang G et al (2017) Evaluation of boron-doped-microcrystalline/nanocrystalline diamond composite coatings in drilling of CFRP. Surf Coat Technol 330:149–162. https://doi.org/10.1016/j.surfcoat.2017.10.002
Xiong C (2018) Research on the improvement of film-based bonding force and performance of diamond-coated tools. Dissertation,. South China University of Technology [Chinese]
Folea M, Roman A, Lupulescu NB (2010) An overview of DLC coatings on cutting tools performance. Acad J Manuf Eng 8(3):30–36
Ueng HY, Guo CT (2005) Diamond-like carbon coatings on microdrill using an ECR-CVD system. Appl Surf Sci 249(1-4):246–256. https://doi.org/10.1016/j.apsusc.2004.12.031
Fan QX, Lin J, Wang TG (2022) The latest research progress of tool coating materials. Surface Technology 51(02):1-19+28. [Chinese]. https://doi.org/10.16490/j.cnki.issn.1001-3660.2022.02.001
Lei X, Wang L, Shen B et al (2013) Comparison of chemical vapor deposition diamond-, diamond-like carbon-and TiAlN-coated microdrills in graphite machining. Proc. Inst. Mech. Eng. Pt. B J. Eng. Manufact. 227(9):1299–1309. https://doi.org/10.1177/0954405413487898
Lei XL, He Y, Sun FH (2016) Optimization of CVD diamond coating type on micro drills in PCB machining. Surf Rev Lett 23(02):1550108. https://doi.org/10.1142/S0218625X15501085
Lei XL, He Y, Sun FH (2016) Optimization of CVD diamond coating type on micro drills in PCB machining. Surf Rev Lett 23(02):1550108. https://doi.org/10.1142/S0218625X15501085
Yang SC, Cooke K, Aramcharoen A et al (2011) Microtool coatings using magnetron sputtering. Mater Technol 26(1):20–24. https://doi.org/10.1179/175355511X12941605982145
Posti E, Nieminen I (1989) Influence of coating thickness on the life of TiN-coated high speed steel cutting tools. Wear 129(2):273–283. https://doi.org/10.1016/0043-1648(89)90264-0
Sahoo P, Patra K (2021) Cumulative reduction of friction and size effects in micro milling through proper selection of coating thickness of TiAlN coated tool: Experimental and analytical assessments. Journal of Manufacturing Processes 67:635–654. https://doi.org/10.1016/j.jmapro.2021.05.037
Sahoo P, Patra K, Pimenov DY (2022) Enhancement of micro milling performance by abrasion resistant coated tools with optimized thin-film thickness: analytical and experimental characterization. Int J Adv Manuf Technol 120(5):2993–3015. https://doi.org/10.1007/s00170-022-08910-0
Boswell B, Islam MN, Davies IJ (2018) A review of micro-mechanical cutting. Int J Adv Manuf Technol 94(1):789–806. https://doi.org/10.1007/s00170-017-0912-y
Zha X, Jiang F, Xu X (2017) Investigation of modelling and stress distribution of a coating/substrate system after an indentation test. Int J Mech Sci 134:1–14
Wang C, Wang X, Shen X et al (2021) Synthesis and evaluation of high-performance diamond films with multilayer structure on printed circuit board drills. Diam Relat Mater 112:108249. https://doi.org/10.1016/j.diamond.2021.108249
Yan QX (2017) Experiment and simulation research on ultra-high speed drilling of printed circuit board. Dissertation,. Shenzhen University [Chinese]
Zheng LJ, Wang CY, Fu LY et al (2012) Wear mechanisms of micro-drills during dry high speed drilling of PCB. J Mater Process Technol 212(10):1989–1997. https://doi.org/10.1016/j.jmatprotec.2012.05.004
Abrao AM, JCC R, Faria PE et al (2008) The effect of cutting tool geometry on thrust force and delamination when drilling glass fibre reinforced plastic composite. Mater Des 29(2):508–513. https://doi.org/10.1016/j.matdes.2007.01.016
Zhao S (2020) Simulation and experimental research on micro-drilling of difficult-to-machine materials. Dissertation,. North China University of Technology [Chinese]
Zheng X, Dong D, Huang L et al (2013) Investigation of tool wear mechanism and tool geometry optimization in drilling of PCB fixture hole. Circuit World. https://doi.org/10.1108/CW-06-2013-0021
Imran M, Mativenga PT, Gholinia A et al (2014) Comparison of tool wear mechanisms and surface integrity for dry and wet micro-drilling of nickel-base superalloys. Int J Mach Tools Manuf 76:49–60
Park KH (2010) Tool wear analysis in various machining processes and study of minimum quantity lubrication (MQL). Mechanical Engineering, Michigan State University
Imran M, Mativenga PT, Withers PJ (2012) Assessment of machining performance using the wear map approach in micro-drilling. The International Journal of Advanced Manufacturing Technology 59(1):119–126. https://doi.org/10.1007/s00170-011-3497-x
Wu LS, Tang HQ (2012) Failure study of tiny drill bits. Mechanical design and manufacturing 07:119–121. [Chinese]. https://doi.org/10.19356/j.cnki.1001-3997.2012.07.044
Zhao J, Liu Q, Lee KW et al (2000) Analysis of stresses in micro-drills using the finite element method. International Journal of Machine Tools & Manufacture 40(10):1443–1456. https://doi.org/10.1016/S0890-6955(00)00007-9
Liang Z, Ma Y, Zhang S et al (2021) Novel micro-deep-hole drill with variable web thickness and flute width. Precis Eng 72:340–355. https://doi.org/10.1016/j.precisioneng.2021.05.008
Du YF, Liu M (2022) Research on failure process of high frequency PCB micro-drilling based on high aspect ratio. Printed circuit information 30(01):19–26 [Chinese]
Sun YH (2009) Research on fracture mechanism of micro-drill and online monitoring of drilling force. Dissertation,. Jilin University [Chinese]
Kim DW, Lee YS, Park MS et al (2009) Tool life improvement by peck drilling and thrust force monitoring during deep-micro-hole drilling of steel. Int J Mach Tools Manuf 49(3-4):246–255. https://doi.org/10.1016/j.ijmachtools.2008.11.005
Horiuchi O, Masuda M, Shibata T (2013) Bending of drill and radial forces in micro drilling. Advanced Materials Research. Trans Tech Publications Ltd 797:642–648. https://doi.org/10.4028/www.scientific.net/AMR.797.642
Li ZY (2019) Micro-drill structure optimization of printed circuit board. Dissertation,. Guangdong University of Technology [Chinese]
Dat HT, Nguyen VD, Nguyen HA et al (2020) Size effect of drill bit on coupled vibrations during high speed micro-drilling process of composite printed circuit board. Materials Science Forum, vol 975. Trans Tech Publications Ltd, pp 217–222. https://doi.org/10.4028/www.scientific.net/MSF.975.217
Zheng LJ, Wang CY, Qu YP et al (2015) Interaction of cemented carbide micro-drills and printed circuit boards during micro-drilling. Int J Adv Manuf Technol 77(5-8):1305–1314. https://doi.org/10.1007/s00170-014-6520-1
Han C, Zhang D, Luo M et al (2018) Chip evacuation force modelling for deep hole drilling with twist drills [J]. Int J Adv Manuf Technol 98:3091–3103. https://doi.org/10.1007/s00170-018-2488-6
Zheng L, Wang C, Yang L et al (2012) Characteristics of chip formation in the micro-drilling of multi-material sheets. Int J Mach Tools Manuf 52(1):40–49. https://doi.org/10.1016/j.ijmachtools.2011.08.017
Tang Z, Huang X, Wang C et al (2020) Micro-drilling characteristics of sequential glass fiber-reinforced resin-based/copper foil multi-layer sheets. Int J Adv Manuf Technol 107(1):399–410. https://doi.org/10.1007/s00170-020-05038-x
Tang HQ (2012) Research on dynamic characteristics of micro-hole drilling process of printed circuit board. Dissertation,. Guangdong University of Technology [Chinese]
Shi H, Lin X, Wang Y (2017) Characterization of drill bit breakage in PCB drilling process based on high-speed video analysis. Circuit World 43(3):89–96. https://doi.org/10.1108/CW-12-2016-0066
Yan L, Jiang F (2013) A practical optimization design of helical geometry drill point and its grinding process. The International Journal of Advanced Manufacturing Technology 64(9):1387–1394. https://doi.org/10.1007/s00170-012-4109-0
Yang HT, Jiang F, Wu X (2023) Optimizing the cutting edge geometry of micro drill based on the entropy weight method. Int J Adv Manuf Technol 125(5-6):2673–2689. https://doi.org/10.1007/s00170-023-10884-6
Wang J, Zhang Q (2008) A study of high-performance plane rake faced twist drills: part I: geometrical analysis and experimental investigation. Int J Mach Tools Manuf 48(11):1276–1285. https://doi.org/10.1016/j.ijmachtools.2008.03.005
Guo H, Liang Z, Wang X et al (2018) Influence of chisel edge thinning on helical point micro-drilling performance. Int J Adv Manuf Technol 99(9):2863–2875. https://doi.org/10.1007/s00170-018-2612-7
Yu J, Jiang F, Rong Y et al (2014) Numerical study the flow stress in the machining process. Int J Adv Manuf Technol 74:509–517
Biermann D, Amuth R, Hess S et al (2018) Simulation based analysis and optimisation of the cutting edge micro shape for machining of nickel-base alloys. Procedia Cirp 67:284–289. https://doi.org/10.1016/j.procir.2017.12.214
Zheng X, Liu Z, An Q et al (2013) Experimental investigation of microdrilling of printed circuit board. Circuit World 39(2):82–94. https://doi.org/10.1108/03056121311315800
Wang Y, Zou B, Yin G (2019) Wear mechanisms of Ti (C7N3)-based cermet micro-drill and machining quality during ultra-high speed micro-drilling multi-layered PCB consisting of copper foil and glass fiber reinforced plastics. Ceram Int 45(18):24578–24593. https://doi.org/10.1016/j.ceramint.2019.08.187
Markopoulos AP, Hadjicostas C, Manolakos DE (2015) Investigation of the effect of cutting conditions and tool edge radius on micromachining with the use of the finite elements method. Int. J. Mater. Form Mach Processes (IJMFMP) 2(1):26–37. https://doi.org/10.4018/ijmfmp.2015010102
Song F, Fu L, Zhang F (2011) A solution of aluminum substrate drilling. Circuit World 37(2):3–7. https://doi.org/10.1108/03056121111128251
Lee AC, Horng JH, Tuyen ND et al (2014) Design of a new micro single flute drill Advanced Materials Research, vol 860. Trans Tech Publications Ltd, pp 2635–2639. https://doi.org/10.4028/www.scientific.net/AMR.860-863.2635
Shi H, Ning J, Li H (2015) Performance analysis of micro drill bit with asymmetric helix groove. Circuit World 41(1):7–13. https://doi.org/10.1108/CW-10-2014-0046
Siregar I, Saedon JB, Adenan MS et al (2019) Design, develop and simulate microdrilling cutting tool. IOP Conf Ser: Mater Sci Eng 505(1):012094. https://doi.org/10.1088/1757-899X/505/1/012094
Funding
This research is sponsored by the Project on the National Natural Science Foundation of China (No. 52275428).
Author information
Authors and Affiliations
Contributions
Feng Jiang and Xian Wu provided ideas and guidance for the paper. Xiangyu Huang and Shizhan Huang collected data and wrote the paper. BinZhi Wang, Yufa Liu, Jinxian Zhan, and Xixiang Shi provided relevant data and advice in the paper.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
All authors agree to participate in this study.
Consent for publication
All authors agree to publish this paper.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Huang, X., Jiang, F., Wang, Z. et al. A review on the balancing design of micro drills. Int J Adv Manuf Technol 126, 4849–4871 (2023). https://doi.org/10.1007/s00170-023-11496-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11496-w