
Abstract
An improved hobbing tool for the finishing of involute-gear teeth is proposed.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
The machining of gears occupies a special place in manufacturing, because it is so complex and labor-intensive. One option is to use gear shaving as a semifinishing operation prior to heat treatment and honing.
Gear shaving is a type of free hobbing with no strict kinematic relationship between the tool and gear. This improves the dynamics of the process, by eliminating additional sources of vibration associated with the hobbing chain. At the same time, the lack of a strict kinematic relationship between the tool and gear eliminates significant decrease in the radial wobble of the gear crown, the difference in adjacent azimuthal pitches, the 180° accumulated pitch error, and the fluctuation in the interaxial measuring distance after shaving.
The cutter of the disk shaver does not have entirely satisfactory geometry: the rear angles at the cutting edges are practically zero. Therefore, the machining of gears by disk shavers with large margin (for example, after preliminary hobbing) is not possible. Note also that the manufacture of disk shavers is very laborious: 5–6 h is required for each tool.
We know that the finishing of involute gears is possible by means of tools with helical cutting edges on one side of the turns [7, 8]. The gears are machined with rotation of the tool and gear in the same direction around their individual axes, while they move relative to one another in the gear’s axial direction. Machining of the right and left sides of the tooth profile is only possible after resetting the gear. A deficiency of these tools is that their design and manufacture is complex.
A hobbing tool with helical cutting edges for the finishing of involute gears was described in [9]. Its helical surface has a rectangular profile.
A deficiency of this design is that the cutting edge has unsatisfactory operational geometry. (The front and rear angles at the cutting edges are practically zero.)
Another hobbing tool for the finishing of involute gears has continuous helical cutting edges. In that case, the rear angles at the cutting edge are positive [10–13].
Successive machining of the right and left sides of the tooth profile by different helical cutting edges of this tool increases its life and also significantly decreases the auxiliary time, ruling out resetting of the gear, and thereby increases the productivity. That is a benefit of this tool.
However, the operating conditions of the cutter are unfavorable on account of the lack of a positive rake angle. That results in poor productivity.
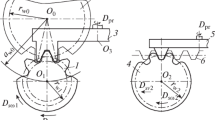
On the basis of the foregoing, it is of interest to introduce a positive rake angle γ in the tool described in [10–13]. That angle is formed by a radial channel and two stabilizing strips at the external cylindrical surface. This design simplifies tool insertion in the metal, decreases chip deformation, improves chip ejection, and decreases the cutting force and power.
The improved hobbing tool (Fig. 1) includes cutting turns 1, with two continuous helical cutting edges 2 formed at the intersection of each lateral helical surface 3 of turn 1 with the tool’s external surface. The tool’s external surface takes the form of a radial channel 4, which ensures a positive rake angle γ, and two stabilizing strips 5 of width l. We may assume that l = 0.05–0.1 mm.

Improved design of a hobbing tool.
In terms of design, this tool most closely resembles a standard hobbing cutter. According to manufacturers’ data, more than 90% of those tools today are produced with some kind of wear-resistant coating. That is the highest figure for any type of tool.
Production experience shows that wear-resistant coatings significantly extend tool life. Since the wear of hobbing tools appears mainly at the front surface (the external surface), it of interest to apply wear-resistant titanium-nitride (TiN) coatings at the front surface. Such coatings are very common today.
REFERENCES
Matalin, A.A., Tekhnologiya mashinostroeniya (Technology of Machine Engineering), St. Petersburg: Lan’, 2016.
Grechishnikov, V.A., Grigor’ev, S.N., Kirsanov, S.V., et al., Metallorezhushchie instrumenty: Uchebnik (Metal Cutting Tools: Manual), Moscow: Yanus-K, 2005.
Ryabov, E.A., Yurasov, S.Yu., and Yurasova, O.I., Parametric modeling of ball end mills, Russ. Eng. Res., 2016, vol. 36, no. 9, pp. 784–785.
Khusainov, R.M., Yurasov, S.Yu., and Kazargel’dinov, R.R., Preparations for production in unigraphics NX software, Russ. Eng. Res., 2017, vol. 37, no. 4, pp. 363–366.
Kasjanov, S.V., Kondrashov, A.G., and Safarov, D.T., Regulation of geometrical parameters deviations of automotive components parts through diagnostic measurements organization, Procedia Eng., 2017, vol. 206, pp. 1508–1514.
Grechishnikov, V.A. and Yurasov, S.Yu., Mathematical models and control of cutting edges of disk and worm milling cutters, Stanki Instrum., 2006, no. 4, pp. 19–22.
Radzevich, S.P., USSR Inventor’s Certificate no. 1106609, Byull. Izobret., 1984, no. 29.
Radzevich, S.P., USSR Inventor’s Certificate no. 1004030, Byull. Izobret., 1983, no. 10.
Chemborisov, N.A., Khisamutdinov, R.M., and Avdeev, V.A., RF Patent 103771, Byull. Izobret., 2011, no. 12.
Smorkalov, N.V., Skripin, V.P., Ptitsyn, V.P., and Belugin, Yu.F., RF Patent 2005013, Byull. Izobret., 1993, nos. 47–48.
Golovko, A.N. and Golovko, I.V., Kinematic calculation of the error in gear shaving, Russ. Eng. Res., 2011, vol. 31, no. 10, pp. 1034–1035.
Golovko, A.N. and Golovko, I.V., Determining the profile error of a gear-cutter tooth with modified roller motion, Russ. Eng. Res., 2015, vol. 35, no. 2, pp. 154–155.
Golovko, A., Determination of the profile of the worm-type tool, MATEC Web Conf., 2017, vol. 129, no. 01043.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Translated by Bernard Gilbert
About this article

Cite this article
Golovko, A.N., Yurasov, S.Y. Hobbing Tool for Tooth Finishing in Involute Gears. Russ. Engin. Res. 39, 337–338 (2019). https://doi.org/10.3103/S1068798X1904004X
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S1068798X1904004X