
Abstract
A method of machining the circular teeth for a cylindrical gear pair with localized tooth contact is described. Formulas are presented for the parameters of the hobbing tool.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Gears with circular teeth may be used to improve the performance of cylindrical gear systems operating at high speed under heavy loads. Thanks to the greater overlap and the absence of axial force at engagement typical of circular teeth, operation is smoother; noise and vibration are reduced [1]; and the bearing design is simplified [2].
As a rule, designers assume parallel gear axes in cylindrical gear systems. In fact, installation (geometric) errors in the axis position and elastic deformation of the shafts and other components result in skewing of the axes and hence edge contact of the teeth. That leads to relative acceleration of the gears in the engagements at some contact points, leading to edge or center impact of the teeth, with accompanying dynamic loads, vibration, and noise [3].
To eliminate the risk of edge contact at engagement and increase tooth strength, tooth contact may be localized over its length and height by coordinated modification of the vertical and longitudinal tooth profile. In machining cylindrical gears, profile modification requires a tool whose generating contour corresponds to a discontinuous curve or a combination of a straight line and a circle [3].
That complicates the design, manufacture, monitoring, and operation of such tools. In addition, different tools are required in producing gears with the same module but different displacement of the initial contour in order to ensure the required height and depth of the modified profile. That further increases production costs [4].
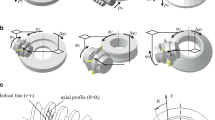
In the manufacture of gears with circular teeth, simple modification of the tooth profile is possible. This calls for machining of a gear pair (Fig. 1): the pinion 1 rolls around generating wheel 2, whose trough has a trapezoidal profile, rather than an involute profile, in the end cross section [5].

Machining pinion (a) and gear (b) teeth. The notation is explained in the text.
The machining process involves primary motion Dpr of tool 3 (rotation around axis O3) and two rotations Dsω1 and Dsω0 of the workpiece: respectively, rotation around workpiece axis O1; and rotation around axis O0 of the generating wheel. These motions are coordinated so that the initial cylinder of the workpiece (radius rw1) rolls without slipping over an immobile centroid (the initial cylinder of the generating wheel, whose radius is rw0). The workpiece axis O1 moves over an arc of a circle whose radius is equal to the interaxial distance aw0 in engagement.
The cutters 5 of the hobbing head produce the teeth of gear 4 as it rolls over generating rack 6. Hence, in the middle cross section, the teeth have an unmodified involute profile. Thus, localization of the contact zone over the tooth height is ensured by modifying the profile of the pinion teeth. The depth of profile modification is determined by the radius rw0 of the initial cylinder for the generating wheel. The initial point of profile modification is a point lying on its initial surface.
To determine the boundary of the tooth-contact zone in the case of vertical and longitudinal modification, we may use the method in [6]. That method assumes two interacting surfaces: the modified surface of the pinion tooth; and the theoretical reference surface of the same tooth, determined as the envelope of the expected surface of the paired gear in rotation. Therefore, with vertical and longitudinal modification of the tooth in pinion 1, the lateral tooth surface 2 (Fig. 2) will be displaced from the reference surface 3 as a result of contact at point P (the center of the contact zone).

Modified (2) and reference (3) tooth surfaces of pinion (1). The other notation is explained in the text.
The distance Δre between the reference surface and the modified tooth surface is known as the reduced gap. Isolines 4 of constant Δre are shown on the lateral surface of the pinion tooth. The contact zone is found to be the area of the tooth’s lateral surface bounded by the isoline where [6]
Here mn is the normal modulus.
The reference surface is the lateral tooth surface of pinion 1 formed when the pinion and gear 2 roll over generating rack 3, whose teeth correspond to the cutters of rotating heads 4 and 5 (Fig. 3).

Machining the teeth of pinion (1) and gear (2) as they roll over generating rack (3).
The external cutting edges of head 4 machine the convex tooth surface of pinion 1, while the internal cutting edges machine the concave surface of the same tooth. The cutters of head 5 shape the surfaces of the gear trough. Since the conical generating surfaces of tools 4 and 5 are congruent, the contact zone of the lateral tooth surfaces for the pinion and gear extends over the whole tooth surface, while the lateral tooth surface of the pinion is the envelope of the gear’s lateral tooth surface. In describing the parameters of this surface, we use subscript τ.
To ensure longitudinal localization of the contact zone, we may finish the convex and concave sides of the teeth of piston 1 separately, by means of single-sided heads 2 and 3 (Fig. 4), whose generating radii Rw and Rwe are, respectively, smaller and larger than the generating radii Rwτ and Rweτ of the double hobbing head 4 for producing the teeth of pistons with the theoretical lateral tooth surfaces (Fig. 3).

Calculation of the radii Rw and Rwe of finishing heads (2) and (3) for the teeth of pinion (1). The other notation is explained in the text.
The double head 4 is positioned so that its cutter profiles are at the contour of generating rack 5. We combine the cutter profiles of tools 2 and 3 with those of tool 4 so that points Ew and Ewe of the cutter profiles in tools 2 and 3 on the initial circumference of generating wheel 6 coincide with the points Rwτ and Rweτof the cutter profiles of tool 4 on the initial line of the generating rack.
It is evident from Fig. 4 that the radii of points Ewτ and Ewτε for the double head are
Rwτ = R02 + 0.5Sw0.2, and Rweτ = R02 – 0.5Sw0.2,
where R02 is the nominal radius of the double-sided hobbing head for machining the gear teeth and Sw02 is the initial tooth thickness of the generating rack.
To create the lateral tooth surfaces of the pinion with longitudinal modification, the radius of point Ew on head 2 must be less than the radius of point Ewτ on the outer side of head 4, while the radius of point Ewe on tool 3 must be greater than the radius of point Eweτ on the inner side of the double head 4 (Fig. 5): ΔR1 = Rwτ – Rw, ΔR2 = Rwe – Rweτ.

Projection of initial pinion cylinders with theoretical and modified tooth surfaces in machining on the convex (a) and concave (b) sides. The notation is explained in the text.
The required length of the contact zone between the pinion and gear teeth is determined by ΔR1(2). For example, if the length of the contact zone should be 60% of the gear-crown width b1, the extreme point of the isoline corresponding to Eq. (1) will be the point at a distance 0.3b1 from the middle cross section of the pinion (Fig. 5). For that cross section, we may write
or
Let
We now square the right and left sides of Eqs. (2) and (3)
Hence
The nominal radii of the single-sided hobbing heads for the convex and concave sides of the pinion teeth (Fig. 4) are
where ηw0 is the half the initial angular width of the channels in the generating wheel; and z0 is the number of teeth in the generating wheel.
Thus, if we specify the nominal radius R02 of the double head for cutting the gear teeth, the reduced gap Δre, and the length of the tooth-contact zone, we may determine the radii of the hobbing heads for the machining of pinion teeth with longitudinal modification.
The proposed formulas have been used in the design of a cylindrical gear system with circular teeth and in determining the parameters of the hobbing tool and the setup of a four-coordinate OTs-1I22 machine tool for the manufacture of an experimental gear batch. The gear precision is monitored in the middle cross sections in terms of the radial fluctuations in the gear crown; the pitch deviation; and the accumulated pitch error. The results correspond to precision class 7–8 according to State Standard GOST 1643–81. The tooth-contact spot is monitored on a rolling machine. It extends over half of the tooth without reaching its edges and sits within the calculated contact zone.
REFERENCES
Koganov, I.A., Sheinin, G.M., and Bobkov, M.N., Improvement of vibration-noise characteristics of gears using cylindrical wheels with circular teeth, Materialy nauchno-tekhnichekoi konferentsii “Sovershenstvovanie konstruktsii i tekhnologii zuboobrabotki peredach zatsepleniem,” Tezisy dokladov (Proc. Sci.-Tech. Conf. “Improvement of Construction and Technology of Tooth Gear Processing by Meshing,” Abstracts of Papers), Izhevsk, 1984.
Sheinin, G.M., Kozadaev, A.I., Novitskii, K.I., et al., Cylindrical wheels with circular teeth in the main gear of KamAZ, Avtom. Prom-st’., 1992, no. 11, pp. 15–16.
Genkin, M.D., Ryzhkov, M.A., and ryzhkov, N.M., Povyshenie nadezhnosti tyazhelonagruzhennykh zubchatykh peredach (Reliability Improvement Heavily Loaded Gears), Moscow: Mashinostroenie, 1981.
Andozhskii, V.D., Geometric calculation of the modification of the tooth heads, Vestn. Mashinostr., 1976, no. 5, pp. 39–42.
Bochkova, D.E., Bobkov, M.N., Sheinin, G.M., and Malikov, A.A., RF Patent 2510789, Byull. Izobret., 2014, no. 10.
Lopato, G.A., Kabatov, N.F., and Segal’, M.G., Konicheskie i gipoidnye peredachi s krugovymi zub’yami: Spravochnoe posobie (Conical and Hypoid Gears with Circular Teeth: Handbook), Moscow: Mashinostroenie, 1977.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Translated by B. Gilbert
About this article

Cite this article
Bochkova, D.E., Malikov, A.A. & Bobkov, M.N. Single-Sided Hobbing Heads Producing Circular Teeth in Cylindrical Gears. Russ. Engin. Res. 41, 649–652 (2021). https://doi.org/10.3103/S1068798X21070078
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S1068798X21070078