
Abstract—
The issue of the development of the fretting process on the contacting surfaces of metallic and metal–polymeric pairs under conditions of increased vibration is considered. A study of the wear characteristics of various pairs of friction has been carried out. During laboratory tests of friction pairs with an amplitude of 50 μm, metal–polymer friction pairs showed no weight wear. An increase in the displacement amplitude to 160 μm caused a more significant wear of the samples, which was determined by the gravimetric method. Tests of metal pairs showed the presence of wear during fretting at both an amplitude of 50 µm and an amplitude of 160 µm. The contact of two metal surfaces contributes to a more active course of wear processes, as a result of which powdery products of destruction of wear products are formed. It was revealed that an increase in the vibration amplitude leads to an increase in the wear rate of both metal–metal and metal–polymer friction pairs. The vibration of the contacting surfaces of gas transportation systems is characterized by the presence of low-frequency vibrations from 7 to 211 Hz with a range of vibration displacements from 19 to 566 μm, which forms various vibration amplitudes of the contacting surfaces during fretting. Linear equations are obtained for calculating the wear intensity depending on the vibration amplitude. The development of the fretting process during vibration leads to a loss of tightness of flange butt joints due to wear of the contacting surfaces, a weakening of the tightening torque of bolted joints by an average of 40 N⋅m per 1 million cycles and, as a consequence, the formation of a gap between the inner surfaces of the flanges. It is shown that it is possible to predict the maximum duration of flange butt joint operation under vibration conditions until the loss of tightness is achieved.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
INTRODUCTION
Assessment of the hazard of vibration effects arising during gas transportation is always relevant [1–3]. This type of impact is especially intense during the operation of the pipelines of compressor stations and on the pipelines of gas distribution stations (GDSs). STO Gazprom RD 1.10-098-2004, which regulates the requirements for the diagnostic examination of the GDS, identifies the following reasons for the occurrence of increased vibrations [4]: an increase in the gas transportation rate, gas flow rate control by valves and taps, the presence of local geometric inhomogeneities (bends, control valves, tees, dead ends, etc.), lack of contact between the gas pipeline and the supports, and changing the length of the spans.
When assessing the consequences caused by the formation of vibration effects, attention is mainly paid to the change in the mechanical characteristics of the metal of pipes and welded joints, leading to the initiation of fatigue cracks [5–9]. However, the presence of vibrations also leads to the development of fretting between the contacting surfaces in flange joints, in valves and at the points of attachment of pipelines to supports, causing their increased wear. In the absence of proper control over the course of this process in the above nodes, there is a danger of depressurization of pipelines or jamming when rearranging the shut-off and control valves.
Objective—To study the development of the fretting process on the contacting surfaces of metal and metal-polymer pairs of fixed joints in conditions of increased vibration.
MATERIALS AND METHODS
The research took place in three stages. At the first stage, an analysis of the characteristics of forced vibrations arising from the movement of a high-speed gas flow was carried out. As a criterion for determining the limiting vibration norms for pipelines, the root-mean-square value of the vibration velocity, equal to 18 mm/s [10], was taken. Then, the ranges of values of frequency and amplitude of exciting vibrations from a gas flow moving at a critical speed of 24 m/s were calculated.
At the second stage, experimental studies were carried out on the influence of vibration parameters corresponding to the operating conditions of conventionally stationary units of gas transportation objects during the movement of a high-speed gas flow on the development of the fretting process. The research consisted in testing a pair of samples made of typical materials used in pipe flange joints for fretting wear and determining the wear rate. The samples were metal-to-metal friction pairs made of 20 (AISI-1020, C22E–1.1151 according to EN 10083-2) and 09G2S steel (ASTM A516-55), and metal–seal using paronite and polyurethane seals. The tests of each pair were carried out according to the extended method of GOST 23.211–80 on the installation shown in Fig. 1, which provides loading of the samples in the axial direction with a force of 281 N, which corresponds to a gas pressure in the pipeline of 5.7 MPa with an error of no more than 25 N, and the samples are made reciprocating movement relative to each other with a frequency of 25 Hz with an error of no more than 10% and an amplitude of 50 microns and 160 microns with an error of no more than 10 μm in the range over 100 microns. During the tests, wear was determined using a weight method on an HTR-120 CE electronic balance with an accuracy of 0.0001 g. By changing the mass of the samples, the intensity of linear wear was determined by the formula:

Appearance of the fretting testing facility: (1) electrical engine; (2) eccentric; (3) lever; (4) spindle; (5) upper adjustable collet; (6) lower adjustable collet; (7) loading lever; (8) load; (9) machine slab.
In the absence of weight loss of the samples, profilometry was additionally carried out using the MAR WIN XR 20 roughness measuring system (manufactured by Mahr GmbH).
To verify the obtained laboratory data, at the third stage, bench tests of the flange assembly were performed. For testing, steel welded flat flanges with a nominal diameter of 200 mm in accordance with GOST 33 259–2015, made of 20 steel, were selected. To assemble the flanges, 12 bolted joints (М20×90) mm of strength class 5.68, were used. The initial tightening torque was 220 N m. To simulate the internal pressure, water was pumped into the installation under a pressure of 5.7 MPa. The tests were carried out with a vibration velocity of 18 mm/s and a vibration displacement of 500 microns for 50 million cycles on a setup, the diagram of which is shown in Fig. 2.

Schema for testing the flange butt joint: (1) Electrical engine; (2) upper part of the installation; (3) lower part of the installation; (4) flanges; (5) machine bed; (6) vibration supports; (7) bearing support; (8) cam; (9) spring; (10) pressure gauge.
RESULTS AND DISCUSSION
The results of analytical calculations at the first stage showed that the vibration of gas transmission systems is characterized by the presence of low-frequency vibration with a vibration displacement range from 19 to 566 μm, which causes micro-displacements in the contacting surfaces of fixed joints.
In laboratory tests of friction pairs with an amplitude of 50 μm, metal–polymer friction pairs showed no weight wear. To determine linear wear, measurements were made of the roughness of the friction track on a metal sample in the radial direction, which showed the presence of linear wear within the ridges of roughness (Table 1).
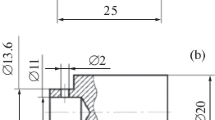
An increase in the displacement amplitude to 160 μm caused more significant wear of the samples, which was determined by the gravimetric method. The measurement results and the calculated values of the linear wear intensity for each friction pair with a displacement amplitude of 160 μm are presented in Table 2, and the appearance of the samples after testing is shown in Fig. 3.

Appearance of samples after testing at an amplitude of 160 μm: (a) AISI-1020 (C22E)—paronite; (b) ASTM A516-55—paronite; (c) AISI-1020 (C22E) polyurethane; (d) ASTM A516-55—polyurethane.
Comparison of the data obtained showed that an increase in the amplitude of displacements during fretting led to an increase in the wear rate of both metal and polymer surfaces. At the same time, the metal–paronite friction pair showed the worst resistance.
Based on the data obtained, taking as assumptions the linear nature of the dependence of the change in the wear rate on the vibration amplitude, equations were obtained for calculating total wear rate \({{I}_{{{\text{fr}{\Sigma }}}}}\) for the following pairs of friction:
Also obtained are the values of the minimum vibration amplitude characterizing the beginning of the wear process during fretting:
Tests of metal pairs showed the presence of wear during fretting at both an amplitude of 50 and 160 µm (Table 3).
As can be seen from the data obtained, the contact of two metal surfaces contributes to a more active course of wear processes, as a result of which powdery products of destruction of wear products are formed. In Fig. 4, on the surface of steel samples, a finely dispersed powder of dark brown fretting products is clearly visible, formed after testing at an amplitude of 160 μm. After the end of the test, wear products are easily removed from the flat surface of the sample. However, in the actual contact of the sealing surfaces of valves and flange joints, these wear products accumulate in the gap during long-term operation.

Appearance of “metal—metal” friction pairs after testing according to mode II: (a) AISI-1020 (C22E)–AISI-1020 (C22E); (b) 09G2S–09G2S.
Based on the data obtained, equations were derived to calculate total wear rate \({{I}_{{{\text{fr}{\Sigma }}}}}\) for the following pairs of friction:
also for these friction pairs, the values of the minimum vibration amplitude were obtained, which characterizes the beginning of the wear process during fretting:
After bench tests of the assembled flange joint at the third stage of research, during disassembly, traces of fretting were found on the sealing surfaces of the flanges in the form of black wear products of a sealing gasket made of paronite, and concentric areas of wear were revealed on the outer surface of the flanges at the points of contact with the bolt heads and nuts on the outer surfaces of the flanges (Fig. 5).

Photographs of the inner and outer contact surfaces of the flanges after testing.
It should be noted that after 50 million loading cycles, the tightness of the flange connection was preserved. The depth of the wear zone on the outer surface in the areas of contact with the bolt heads was measured with an MK 0-25 micrometer and ranged from 0.07 to 0.15 mm.
Using the values of the wear of metal surfaces of the flanges in the contact zones with bolted joints, the linear wear rate of the friction pair 20 steel–20 steel was calculated according to the following formula:
According to the values of the wear rate, using Eq. (6) for the friction pair 20 steel–20 steel, the actual amplitudes of movement in the bolted joint were determined, which were at a vibration velocity of 18 mm/s from 52.8 to 56 microns.
The development of the fretting process during vibration leads to a loss of tightness of flange joints due to wear of the contacting surfaces, weakening of the tightening torque of bolted joints, and as a consequence, the formation of a gap between the inner surfaces of the flanges. To determine the initial parameters of tightening the flange joint according to [11], the force required to crush the gasket when assembling the flange joint is calculated by formula:
The required crimp pressure in the flange connection leads to compression of the gasket by the inner surfaces of the flanges and can be determined based on the change in the gasket geometry using the following formula:
The amount of shim reduction is the difference between the thickness of the shim before and after compression:
Fretting wear of the contact surfaces “flange–gasket” and “flange–bolt head” and “flange–nut” during operation under vibration conditions leads to a change in the thickness of the gasket and an increase in the gap between the flanges. The coefficient of shrinkage of the spacer after fretting, taking into account wear, will be determined by the following equation:
The wear of the contact surfaces can be determined using experimental data on the wear rate of friction pairs under conditions of increased vibrations, according to the following relationship:
A decrease in the actual tightening torque to or below the minimum permissible value leads to a loss of tightness of the flange connection. According to [11], the force on the gasket under operating conditions corresponding to the minimum force required to ensure the tightness of the flange joint is determined by the formula:
Using dependences (9), (12), and (13) and the data of experimental studies, the change in the compression force in the flange connection was calculated depending on the number of vibration cycles (Fig. 6). As can be seen from the data obtained, a reduction in the compression force as a result of fretting below the permissible value with the considered vibration parameters will occur after 129 980 cycles, which will cause a depressurization of the flange connection.

Change in the compression force of the paronite gasket of the flange butt joint depending on the amount of vibration cycles: Pcom a—actual compression force; Pmin—minimal force on the gasket to ensure tightness (fretting amplitude 32 μm, flange conditional diameter 200 mm, rated gasket diameter 252 mm, gasket width 36 mm, gasket thickness 3 mm, kcom = 0.9, EP = 0.02 × 105 MPa).
CONCLUSIONS
Analysis of the research results showed that when assessing the consequences of the formation of vibration effects in pipeline systems, it is necessary to take into account the wear of the contacting surfaces as a result of fretting, which can develop in flange joints, valves, and at the points of attachment of pipelines to supports. The vibration of the contacting surfaces of gas transportation systems is characterized by the presence of low-frequency vibrations from 7 to 211 Hz with a range of vibration displacements from 19 to 566 μm, which forms various vibration amplitudes of the contacting surfaces during fretting. A study of the wear characteristics of various friction pairs showed that an increase in the vibration amplitude leads to an increase in the wear intensity of both metal–metal and metal–polymer friction pairs. On the basis of experimental data, linear equations were obtained for calculating the wear intensity depending on the vibration amplitude. The development of the fretting process in flange joints during vibration leads to a decrease in the tightening force of bolted joints. Using the obtained equations of wear rate, it is shown that it is possible to predict the limiting service life of a flange joint under vibration conditions until the loss of tightness is achieved.
NOTATION
GDS gas distribution station
φ relationship of the nominal contact area to the nominal friction area is assumed to be 1.0
F contact area, mm2
ρ material density, g/mm3
ΔL friction path, mm
А vibration amplitude, μm
А0 minimal vibration amplitude characterizing the beginning of the wear process during fretting, μm
h wear depth, mm
S vibration displacement, μm
N amount of test cycles
\({{D}_{{{\text{gw}}}}}\) rated gasket diameter, mm
\({{b}_{0}}\) effective gasket width, mm
\({{q}_{{{\text{comp}}}}}\) compression pressure depending on the gasket material, MPa
\({{E}_{{\text{g}}}}\) conditional gasket compression modulus, Pa
Δh value of decrease in the thickness of the gasket after compression, mm
\({{h}_{{\text{g}}}}\) gasket thickness, mm
\({{h}_{{\text{g}}}}\) gasket thickness before compression, mm
\({{h}_{{{\text{gap}}}}}\) value of the gap between the inner surfaces of the flanges, mm (corresponds to the thickness of the gasket after compression)
\({{k}_{{{\text{comp}}}}}\) compression coefficient
\({{{\text{W}}}_{{{\text{seal}}}}}\) wear of flange–gasket contact surfaces, mm
\({{{\text{W}}}_{{{\text{Me}}}}}\) wear of contact surfaces “flange–bolt head” and “flange–nut”, mm
Ii–i wear rate of friction pairs “i–I”, determined by equations (2)–(7)
Аf amplitude of displacement of contacting surfaces during fretting, μm
N amount of loading cycles
m gasketal coefficient
p rated pressure in the pipeline, MPa
REFERENCES
Fokin, B.S. and Aksel’rod, A.F., Accidents at foreign nuclear power plants caused by vibration damage to equipment, Energomashinostroenie, 1985, no. 8, pp. 40–46.
Suleimanov, M.M. and Vechkhaizer, L.I., Shum i vibratsiya v neftyanoi promyshlennosti (Noise and vibration in the oil industry), Moscow: Nedra, 1990.
Kryuchkov, A.N., Reduction of noise fluctuations in hydromechanical and gas systems, Doctoral (Eng.) Dissertation, Samara, 2006.
Kuz’bozhev, P.A., Improvement of methods for reducing vibrations in pipelines of gas distribution stations, Cand. Sci. (Eng.) Dissertation, Ukhta, 2019.
Bohórquez, L., Vázquez, J., Navarro, C., and Domínguez, J., On the prediction of the crack initiation path in fretting fatigue, Theor. Appl. Fract. Mech., 2019, vol. 99, pp. 140–146.
Liu, X., Liu, J., Zuo, Z., and Zhang, H., The effect of wear on short crack propagation under fretting conditions, Int. J. Mech. Sci., 2019, vols. 157–158, pp. 552–560.
Fontes do Rêgo, E.M., Antunes, M.A., and de Oliveira Miranda, A.C., A methodology for fretting fatigue life estimation using strain-based fracture mechanics, Eng. Fract. Mech., 2018, vol. 194, pp. 24–41.
Ognjanovic, M., Ognjanovic, M., and Kolarevic, N., Testing and prediction of structural failures caused by fretting, Mater. Today: Proc., 2016, vol. 3, no. 4, pp. 1103–1107.
Kubota, M., Kubota, M., Takazaki, D., and Kondo, Y., A quantitative approach to evaluate fretting fatigue limit using a pre-cracked specimen, Tribol. Int., 2017, vol. 108, pp. 48–56.
Sokolinskii, L.I., Tolstikhin, Yu.Yu., and Blinov, F.V., Rationing of vibration of reducing lines of gas distribution stations, Gaz. Prom-st’, 2017, no. 12, pp. 78–82.
Luzhnov, Yu.M., Analiz vidov iznashivaniya rabochikh poverkhnostei detalei: uchebno-metodicheskoe posobie (Analysis of Types of Wear of Working Surfaces of Parts: Manual), Moscow: Mosk. Avtomob.-Dorozhn. Inst., 2018.
Author information
Authors and Affiliations
Corresponding author
About this article

Cite this article
Elagina, O.Y., Buklakov, A.G., Dubinova, O.B. et al. Development of Fretting during the Operation of Gas Transportation Facilities. J. Frict. Wear 42, 367–373 (2021). https://doi.org/10.3103/S1068366621050056
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S1068366621050056