
Abstract—
The aim of this paper was comparative study of poly(tetrafluoroethylene) composites reinforced with two types of carbon fibers: based on hydroxycellulose and polyacrylonitrile. It was shown that the type of carbon filler has an insignificant effect on the physical and mechanical properties of the composite, but essentially influenced its tribological behavior. The composites based on hydroxycellulose carbon fibers had a smaller friction coefficient and wear rate, as well as a higher PV factor, than the composites reinforced with PAN-based carbon fibers.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
Composites based on fluoroplastic-4 (poly(tetrafluoroethylene), PTFE) and a carbon filler are widely used as antifriction materials in friction units without lubrication. The fluoroplastic composites filled with ground carbon fibers (CF) have especially high physico-mechanical and tribological characteristics [1, 2]. This is connected with the unique properties of carbon fibers, such as a high strength and modulus of elasticity at low density, low coefficients of friction and thermal expansion, chemical and thermal stability, and high thermal conductivity.
The physicochemical characteristics and surface properties of CF are determined by the type of raw material (precursor) and technological features: the catalysts used and the treatment temperature [3–5]. At present, the greatest part of CF is produced from polyacrylonitrile (PAN). The largest production of CF from hydroxycellulose (HC) is located in Belarus (JSC SvetlogorskKhimvolokno).
Polycyclic (mainly aromatic) compounds are formed at the initial stages of heat treatment of the initial fibers (both HC and PAN); upon further heating, these compounds are condensed into flat carbon macromolecules forming graphite-like structures. The temperature range of 1000–1400°C may be considered as the boundary of the carbonization (removal of heteroatoms from fibers) process. The process of transformation begins in amorphous regions of fibers; crystallites remaining stable contribute to the preservation of the fibrous form. Such a mechanism is especially important for HC fibers, since the transformation of the structure of a heterochain polymer (cellulose) into a carbon-graphite one occurs through the stage of deep destruction and its flow through the entire volume would lead to the destruction of the fiber [4–6].
In the final stages of the heat treatment at graphitization, the surface of CF is almost totally covered with carbon atoms with saturated valence bonds. It becomes smooth without any obvious morphological heterogeneity and its activity decreases. This causes a minor mechanical coupling of the graphitized CF with the binder. The graphitization of CF based on HC and PAN occurs at temperatures above 1700 and 2000°C, respectively [4–6].
The presence of oxygen atoms in the main chain of the HC polymer is the main difference between HC and PAN. This fact complicates the creation of a continuous aromatic structure of the carbonized material and the subsequent graphitization. Compared with HC fibers, the processes leading to the formation of a low-defect carbon structure under heat treatment occur more easily in the PAN fibers.
Therefore, the values of strength and the modulus of elasticity of the CF made of PAN (2–7 and 200–700 GPa, respectively) are higher than for the CF made of HC (0.5–0.7 and 30–160 GPa, respectively). Due to the higher strength characteristics and relatively low cost (1.5–2 times cheaper than the HC–based CF), the PAN–based CF occupied a leading position in the carbon fiber market. However, HC–based CF are also in demand. The main directions of their use are connected with fields that do not require high physical and mechanical characteristics, such as high-temperature isolation, sorbents, electrically conductive materials, carbon–carbon composites, and composites based on polyamides, fluoroplastics, and fluororubber.
Antifriction fluoroplastic composites with the use of carbon fibers made mainly from cellulose hydrate raw materials are known in the CIS [7–9]. Developers of fluorocomposites have determined some conditions for the optimal realization of the advantages of CF in the composite. It is believed that CF should have a high strength and low elastic modulus [4–7]. This combination of properties is difficult to implement simultaneously. In addition, the morphology and surface composition, which affect the adhesive interaction with the polymer matrix, are important.
The aim of this work is to carry out comparative study of the composites based on fluoroplastic (PTFE) containing two types of carbon fibers (obtained from HC and PAN) and to determine which type provides the best antifriction characteristics of the composite.
EXPERIMENTAL
The composites were made by JSC Grodno Mechanical Plant as bushings and cylinders using the standard technology. PN-90 fluoroplastic-4 (GOST 10 007) was used as a polymeric matrix (82 wt %), and graphite (TS 1914-109-087–2006) was used as an addition (1 wt %). Previously ground CF obtained from hydrated cellulose and polyacrylonitrile were used as the PTFE fillers. Table 1 lists the characteristics of the CF.
The following samples of the PTFE composites were studied:
Superfluvis+ containing CF Belum (CF of LO-1-12N mark based on HC produced by JSC SvetlogorskKhimvolokno with plasmochemical treatment (PCT) at Belyi Institute of Mechanics of Metal Polymer Research, Belarus National Academy of Sciences);
the composite containing CF of the LO-1-12N mark based on HC with an electrochemical treatment (ECT) produced by JSC SvetlogorskKhimvolokno;
the composite containing Desna CF based on HC produced in Ukraine;
the composite containing CF based on PAN produced in Japan (PAN 1);
the composite containing CF based on PAN produced in Russia (PAN 2).
The density of the samples of the composite material was determined by hydrostatic weighing according to GOST 15 139 using GX-1000 analytical scales equipped with a CX-13 set for density determination.
The modulus of elasticity and engineering stress at a 5% relative deformation were studied by compressing samples between plane-parallel steel plates using an Instron 5567 universal testing machine; the tests were carried out according to GOST 4651. Cylindrical samples with a diameter of 20 mm and a height of 30 mm were tested. The rate of sample deformation was 0.9 mm/min.
The ultimate tensile strength of the material was studied by the method of stretching of ring specimens (external diameter of 50 mm, internal diameter of 40 mm, and thickness of 10 mm) taking into consideration the recommendations of GOST 25.603. The rate of the movement of the grips of the testing machine was 25 mm/min.
The tribotechnical characteristics of the composite materials were studied using a 2070 SMT-1 friction machine with sliding friction without a friction lubricant using a roller–liner friction scheme. The roller was made of steel 45 (GOST 1050) with a hardness of friction surface HRC of 32–36. The liner was made by the mechanical treatment of the blank of the studied composite material. An aperture with a diameter of 1 mm provided a tight fit of the chromel-copel thermoelectric converter in the liner at a distance of 1.0–1.5 mm from the friction surface. Before the tests, the friction pair was set for 4–6 hours. The tests were carried out at a sliding speed of 1.0 m/s.
The structure of the CF was investigated by scanning electron microscopy (SEM) using a VEGA II LSH Tescan microscope. The fracture of the composited was made at the temperature of liquid nitrogen.
RESULTS AND DISCUSSION
The bulk density of the ground CF based on PAN (420–430 kg/cm3) is close to that of the ground CF of LO-1-12N ECT and Belum marks (370–410 kg/m3); a higher specific weight of the PAN–based CF (by 25–30%) should be considered. The ground CF Desna have a lower bulk density of 220 kg/m3, which indirectly indicates the presence of a large number of relatively long fibers in the grinding.
Figure 1 shows microphotographs of the fracture of composites filled with CF based on HC and PAN.

Microphotographs of the fracture of composites with different CF types: (a) Belum; (b) LO-1-12N ECT; (c) PAN 1; and (d) PAN 2.
The cross section of the CF made of HC has a bean shape with a diameter of 8–10 µm. Longitudinal grooves are seen on the surface. The surface of CF made of PAN is smoother, and the diameter of the cross section is smaller than for HC fiber and is 6–7 µm. The section of CF based on PAN has a round shape with a longitudinal groove that, apparently, is made for increasing the surface area of the fiber and, accordingly, the area of its contact with the matrix.
Table 2 lists the physicomechanical and tribological characteristics of the composites.
The density of the composites made of CF based on PAN is higher than the density of the composites containing Belum CF. However, this density does not indicate compaction of the composite and, respectively, enhancement of its quality, since the density of CF made of PAN (1.7–1.8 g/cm3) is higher than that of the CF made of HC (1.4–1.5 g/cm3).
The ultimate tensile strength, which indicates the quality of the fluoroplastic composites, is almost the same for all composites, and it is slightly lower for the CF PAN 2 filler.
The compressive modulus of the composites with the CF based on PAN is higher than for the composites containing CF based on HC. However, the stress at which a strain of 5% is achieved is almost identical for all composites except the sample with the Desna CF.
The study of the composite structure by the fracture microphotographs showed that the fibers made of HC and subjected to plasma-chemical or electrochemical processing have a higher adhesive ability. Thus, there are a lot of traces and drawing rods on their surface and the fluoroplastic-4 rather dense fits to the HC (Fig. 1). Residues of the polymer are almost absent on the carbon fibers made of PAN 1, and a lot of pores and voids are observed for the carbon fibers made of PAN 2, which can explain the low values of the tensile strength of this sample.
The tribological characteristics are the most interesting for fluoroplastic composites, which are mainly used as antifriction materials. Figures 2 and 3 show the results of the tests of the composites by a friction machine.

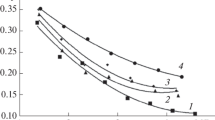
Dependences of (a) the friction coefficient and (b) the temperature in the friction zone on pressure for the fluoroplastic composites with a filler made of carbon fibers based on HC: (1) Belum; (2) Desna; and (3) LO-1-12N ECT.

Dependences of (a) the friction coefficient and (b) temperature in friction zone on pressure for the fluoroplastic composites with the filler made of carbon fibers based on PAN: (1) PAN (Japan) and (2) PAN (Russia).
All three types of composites with the CF based on HC have the same character of changing the friction coefficient with increasing pressure in the friction zone (Fig. 2a). It decreases to values near 0.1, while for the composites with the CF based on PAN, the minimal value is 0.15–0.16 (Fig. 3a). At the same time, the loading capacity of the composites with hydrated cellulose CF is significantly higher.
The temperature in the friction zone, on average, differs insignificantly for the all composites studied; however, it has a different character of changing. For the composites containing the CF made of HC, the temperature in the friction zone is almost unchanged with pressure growth. The observed fluctuations are not systemic except for the composite with the CF of LO-1-12N ECT: an extreme temperature dependence on the friction pressure is observed for this sample. However, in the region of the settled friction, the values of the temperature coincide with those for the composites with the Belum and Desna CF. The temperature in the friction zone increases with pressure growth for the composites with the CF based on PAN of both marks. It might be connected with a rather high friction coefficient and, correspondingly, higher heat generations in the friction zone that result in a premature deformation of the sample. Therefore, the composites with the CF based on PAN have lower values of the PV-factor and wear resistance (Table 2).
Such different behavior of the materials with the CF based on PAN is, likely, connected with the features of the work of the similar materials under friction. Initially, in all composite materials filled with short fibers, a part of the fibers under friction is located against the movement, which promotes an increasing friction coefficient. Partial cutting by hard fibers on the surface of the counterbody (metal) of the transfer layer formed of the products of PTFE wear (in fact, solid lubrication) cannot be excluded, which is critical to reduce the wear of the friction assembly. Under increasing loads, the matrix softens and regions of the CF extending in the friction area are bent under the counterbody pressure and dive into the matrix. The friction area is enriched with the matrix material, i.e., fluoroplastic-4. The abrasive effect on the transfer layer is sharply reduced. The friction coefficient and heat dissipation decrease.
According to this model, the replacement of hydrated cellulose CF by the harder CF based on PAN requires for their bending and immersion in a matrix much greater loads. As a result, a decreasing friction coefficient does not contribute to the heat generation due to the increased load and the temperature in the friction zone increases. The smaller volume fraction of the CF based on PAN in the composite promotes this process.
This conclusion is confirmed by the microphotographs of the friction surface of the composites presented in Fig. 4. Thus, the CF of the Belum mark on the friction surface are pressed into the polymer and smeared, the CF of LO-1-12N with ECT are also drowned, but some amount of small particles is observed on the friction surface. The fibers based on PAN are broken and protrude from the matrix.

Microphotographs of the friction surface of composites with different CF types: (a) Belum; (b) LO-1-12N ETC; (c) Desna; and (d) PAN.
The composite materials based on the Desna CF are significantly inferior in the strength properties and density to the other two composites with the CF made of HC. However, their tribotechnical characteristics are unexpectedly the highest.
The composite based on the CF made of hydrated cellulose raw materials (Desna) has a low friction coefficient at high loads, and the character of its decrease with a growth of pressure in the friction area is similar to the dependence for the material based on Belum. The values of the wear resistance and marginal factor PV of these composites are also almost the same (Table 2). A lot of voids due to the drawn fibers are observed on its friction surface (Fig. 4). Apparently, they are removed from the matrix due to low adhesion but do not inhibit the friction process due to the low rigidity and strength.
The dependence of the friction coefficient on the pressure of the composite containing the CF based on HC subjected to ECT confirms such for other samples with hydrated cellulose CF, but its wear resistance and PV factor are slightly lower.
Thus, it can be claimed that the carbon fibers based on HC have the advantage for the development of the antifriction fluoroplastic composites over the CF made of PAN.
CONCLUSIONS
The carbon fibers based on HC have the advantage over the CF based on PAN as fillers for the antifriction fluoroplastic composites. The use of stronger and more rigid CF based on PAN do not result in the expected effect of improving the mechanical characteristics of the fluoroplastic composites in comparison with ones filled with the CF based on HC but lead to significantly decreasing tribological properties including increased friction coefficients and wear intensity and a decreased bearing capacity of the material in the frictional unit.
REFERENCES
Sirenko, G.A., Antifriktsionnye karboplastiki (Antifriction Carboplastics), Kiev: Tekhnika, 1985.
Grakovich, P.N., Shelestova, V.A., and Serafimovich, V.V., The use of Fluvis fluoroplastic composite in piston compressors, Kompressornaya Tekhn. Pnevmatika, 2005, no. 3, pp. 33–35.
Uglerodnye volokna (Carbon Fibers), Simamura, S., Ed., Moscow: Mir, 1987.
Molchanov, B.I., Chukalovskii, P.A., and Varshavskii, V.Ya., Ugleplastiki (Carbon Fibers), Moscow: Khimiya, 1985.
Carbon Fibres and their Composites, Fitzer, E., Ed., Berlin: Springer-Verlag, 1984.
Konkin, A.A., Uglerodnye i drugie zharostoikie voloknistye materialy (Carbon-Based and Other Heat-Resistant Fiber Materials), Moscow: Khimiya, 1974.
Pugachev, A.K. and Roslyakov, O.A., Pererabotka ftorplastov v izdeliya (Recycling of Fluoroplasts into the Products), Leningrad: Khimiya, 1987.
Shelestova, V.A., Grakovich, P.N., Danchenko, S.G., and Smirnov, V.A., New antifriction materials of the Fluvis group based on modified carbon fibers, Chem. Petrol. Eng., 2006, vol. 42, nos. 11–12, pp. 663–666.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by N. Saetova
About this article

Cite this article
Grakovich, P.N., Shelestova, V.A., Shumskaja, V.J. et al. Influence of the Type of Carbon Fiber Filler on the Physical–Mechanical and Tribological Properties of PTFE Composites. J. Frict. Wear 40, 11–16 (2019). https://doi.org/10.3103/S1068366619010069
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S1068366619010069