
Abstract
The influence of the matrix mechanical activation, fillers of various nature and composition on the structure and functional properties of polytetrafluoroethylene composites is explored. The greatest increase in wear resistance at preservation of high values of physical and mechanical properties of PTFE-composites is observed at the synergetic effect of application of the matrix mechanical activation, fillers, their mixing in two-stage mode and use of a binary filler of various chemical nature. It is revealed that introduction of the binary filler increases wear resistance of the developed composites by (2.6–4.1) times in comparison with two-component composites. The feature of the developed manufacturing technology of PTFE-composites consists in preliminary separate preparation of the matrix and fillers before their mixing by mechanical activation in various modes of the equipment therefore there is an increase in level of their breaking strength by 1.4 times and wear resistances by (3.7–6.0) times in comparison with industrial analogs that increases durability of work of frictional units of the compressor by (1.8–2.3) times.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
- Polytetrafluoroethylene
- Filler of the different nature
- Antifriction composite
- Mechanical activation
- Wear resistance
- Properties
- Life level
1 Introduction
Creation of highly efficient equipment, significant acceleration of scientific-technological progress and implementation of resource-saving technologies require the development of new materials for the machines parts, which operate under sliding friction and have low friction coefficient.
A number of commercially available polymer composite materials (PCM) are based on polytetrafluoroethylene (PTFE) (for example, flubon, fluvis, etc.). They aren’t fully realize the potential of composites. These do not allow providing increased requirements to the operational resource of products with tribotechnical purposes, which are parts of the technological equipment and frictional units with various applications [1,2,3,4,5].
Technical progress leads to the complication of the using conditions of PCM, as a result of which they do not meet the necessary requirements. Finally, this makes it necessary to obtain the new high-molecular substances or modifying of existing polymers. The first way of PCM quality improving requires high material costs (for the synthesis of new polymers and the creation of new technological production). The second way is more cost effective and perspective. Technically, it can be implemented by modifying polymers.
2 Literature Review
Analysis of carbon-fiber composites modern technology has allowed to identify the most promising areas of their structural modification at the stage of material manufacturing and its processing into products [6,7,8,9,10,11]. They are based on ensuring the optimal level of interaction at the interface of the “matrix-filler” phases by the energy effects with using traditional tooling.
In the case of PTFE, it seems reasonable to modify the polymer by mechanical activation, which is associated with low energy and metal consumption of equipment, simplicity and safety of the process [12,13,14] and the possibility of adding appropriate functional fillers [15].
The premising for obtaining more wear-resistant materials by the using of mechanical activation only of the matrix [16] and fillers was the studying of the properties of materials containing activated ingredients [17,18,19,20].
It is proved that composites based on PTFE with mechanically activated components significantly exceed in terms of strength and durability the similarly composed materials, which were obtained by the traditional technology [21,22,23,24]. For example, the wear resistance of PCM’s increases by (6–375) times, the deformation-strength characteristics—1.5 times compared to the properties of the raw material by the processing of layered silicates for 2 min. It should be noted, that in terms of practical significance, the proposed PTFE-composites can be implemented in designing of precise bearing supports [25, 26].
In [27] three methods for improving the compatibility of PTFE with layered silicates have been developed. It was established that joint mechanoactivation of mineral and polymeric fillers for 2 min results in decreasing of the mass wear rate by 900 times, with simultaneous improving of the deformation-strength characteristics of PCM by (20–30)%.
It must be noted that the wear resistance of PCM on the PTFE basis, which are filled with 2 wt% of basalt fibers (BF) activated (BF) for 2 min in the planetary mill AGO-2, is increased by 475 times by comparison with unfilled PTFE and in 5 times by comparison with composites, which contained activated BF [25]. At the same time, the tensile strength increases by (15–38)% and the tensile elongation—by (20–95)% compared with the composites containing activated BF.
In [29] have been shown that the usage of 20 wt% mechanically activated BF for PTFE-based composites contributes to the increasing of the tensile strength by (35–62.5)% and (8–24)%, in compression—by (57–60)% and (14–22)%, of the elastic modulus at the stretching—by (1.7–2.2) and (1.4–1.5) times, of the wear resistance—by 2.5 times and (5–7)% with decreasing of the relative elongation by 46 and 60%. These values were compared respectively with the industrial analogues of flubon and fluvis.
It was shown in [30] the intensity of PTFE wear resistance can be reduced to the value of 3 × 10−7 mm3/N m by the using of the activated nano-sized char with a content of 0.18 wt%. Besides, the wear resistance increases to the level of 10−8 mm3/N m in the case of PTFE 20 wt% filled with α-Al particles. Additionally, the research methodology presented below can significantly complement the approach presented in the research work [31, 32].
Thus, the mechanoactivation technology preparing of PTFE matrix and fillers has the perspective of being an effective technological method and ensures the creation of composites with predictable characteristics.
The objective of the paper is studying and improving of the mechanoactivation technology of preparing PTFE and fillers with various chemical natures for forming the perfect structure and the required level of functional properties of fluoroplastic composites.
3 Research Methodology
As the matrix, we used powder-like industrial PTFE of the trademark F-4 «O» (GOST 10007-80).
As the fibrous fillers, we used fragments of carbon fiber (CF), made from the carbon fabric UTM-8-1s (TC 48-20-17-77) and the basalt fiber (BF) [DSTU B V.2.7-94-2000 (GOST 4640-93)].
As the dispersed fillers, we used kaolin of the trademark KS-1 from the Prosyansky deposit, graphite of the trademark C-1 (TC 113-08-48-63-90), and coke foundry carboniferous of the trademark KL-1 (TC 322-00190443-61-94).
PTFE powder was prepared by the mechanical activation in the dry state in the high-speed mill MRP-1M at the rotation speed of working bodies of the mill n = 9000 min−1 for τ = 5 min.
Mechanical activation of the fillers was carried out in the high-speed mill MRP-1M under the following modes: for the fibrous fillers—at the rotation speed of working bodies n = 7000 min−1 for 9 min; for the dispersed fillers—at the rotation speed of working bodies n = 7000 min−1 for 5 min.
The mixing of ingredients of the compositions was carried out in the two-stage regime: mechanical activation of the matrix PTFE; mechanical activation of the filler under the selected mode; introduction of activated PTFE to the activated filler (1:1 by mass) and their joint mixing (n = 7000 min−1, τ = 5 min); introduction of the rest of the formulation amount of activated PTFE and joint mixing (n = 7000 min−1, τ = 5 min).
Samples of the tested materials were obtained by the technology of cold pressing of composition (pressing pressure Ppr = (50.0–70.0) MPa) followed by the slow sintering of the tableted workpieces in the air at 365 ± 5 °C at the rate of heating-cooling 40 °C/h.
The methodology of examining the properties of the composite included determining of density ρ (kg/m3), strength at break (destructive tension at destruction) σb (MPa), relative elongation at break δ (%) and wear intensity I × 10−6 (mm3/N m) as the basic data about material, which determine its workability.
Testing for the strength and the relative elongation at break was carried out on the ring samples ø50 × ø40, height 10 mm, using the rigid semi-disks in accordance with GOST 25.603-82 at the tensile machine MP-05-1 at the rate of movement of grippers 10 mm/min and the load of 100 kgf.
The density ρ (kg/m3) of the samples was determined by the method of hydrostatic weighing in accordance with GOST 15139-69.
The study of the wear intensity was carried out at the standard friction machine 2070 SMT-1 according to the scheme “partial insertion–shaft” in accordance with GOST 11629-75. A counter-body was a roller ø48 mm, made of the steel 45 (HRC 45, Ra—0.72 μm). The partial insertion was made of the examined material and represented a 16 mm wide sector from the ring ø80 × ø60 mm, height 9 mm.
The magnitude of the wear of the samples was determined gravimetrically by analytical scales with accuracy to 10−5 g and recalculated to the wear intensity by the known methods. When evaluating intensity of the PCM wear, a mean-square error was regulated by the errors in measurement of the sample’s mass, velocity and duration of friction and did not exceed 5%.
The degree of crystallinity and parameters of the crystal lettuce of the designed composites were determined by using the radiographic method (the diffractometer DRON-4-07), using the filtered Co Kα radiation (of wavelength 0.179 nm), focusing by Bragg-Brentano θ–20 (2θ is the Bragg angle).
The values of current and voltage in the X-ray tube were 20 mA and 40 kV. The sample images were taken under the continuous registration mode (speed 1 º/min), the range of 2θ angles is from 10° to 55°.
Planning and processing of the experimental data were performed by the methods of mathematical planning of experiment and mathematical statistics.
4 Results
The mechanisms of the PTFE-based composites structuring at the different levels are affected by the energy state of the filler particles surface. In case of the matrix polymer location in the space, the latter can perform functions of the structure-forming component, change size and number of the permolecular structure, which forms the crystalline phase of the material.
One should note that the kinetics of structuring boundary layers define the value of the parameters of the strain-strength and tribological characteristics of the PTFE-based composites. It can be done by changing the energy parameters of the filler particles, with using mechanochemical influence.
The following effects are achieved by using the mechanical activation technology of the PTFE composition components:
-
particles of the PTFE matrix acquire a close form like fibers, what increases the ability of the composite to form monolithic blocks under cold pressing;
-
particles of the composite materials acquire tribostatic charge, which improves the interaction between the filler and the PTFE matrix, in case of further mixing, pressing and heat treatment;
-
the strengthening effect is due to the total influence of normal and tangential stresses on the matrix-filler interface, what results in the interaction between macroradical products created by mechanical activation and the active centers of the filler, the decreasing of the boundary layer defects due to the filling of the filler particles surface microscopic irregularities by the matrix of the filler particles on account of the mechanochemical influence.
The flow chart of the PTFE composites production with mechanically activated ingredients has been developed (Fig. 1) [31] based on the results of the research.

Technological scheme of production of PTFE-composites with mechanically activated ingredients.
The specific feature of the developed technology for manufacturing PTFE-based composites with high performance characteristics is the separate preliminary preparation of the matrix and fillers before their mixing by mechanical activation under various equipment conditions, as a result the break strength and wear resistance of the composition are increased.
The following characteristics of composites based on the activated PTFE and fibrous fillers are increased as compared with the use of non-activated ingredients: the tensile strength—by 18.6%, the relative elongation—by 28%, the wear resistance—by 5.4–6.9 times. As for the composites based on the activated PTFE and dispersed fillers: the tensile strength increased by (12.1–19.3)%, the relative elongation—by (15–27.6)%, the wear resistance—by (1.3–1.7) times.
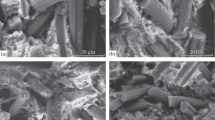
The structural-phase state of the developed composites and the effect of fillers with various natures were investigated by X-ray structural analysis. Its application provides information on the structural organization of PTFE and the influence of fillers on it.
It was established that adding of the binary filter to the matrix leads to the process of the structural self-organization of the three-component system (matrix + fiber + dispersed filler) under conditions of its ingredients mechanical activation and sintering the compressed composition at the higher temperature than the melting point of the crystalline phase. As a result, an amorphous-crystalline NMS is formed with reduced crystallite sizes, which is confirmed by X-ray diffraction data (Table 1).
The average crystallite size L determined by the Scherrer formula is ~64 nm for pure PTFE, and varies from 35 to 60 for filled PTFE. This can be explained by the transformation of the NMS matrix with extended “tapes”, which is characteristic of PTFE, into a structure with smaller sizes of ordered regions.
In general, the studies of NMS of filled materials on the PTFE basis show that the layered arrangement of fillers molecules is maintained like in the initial polymer with the optimal concentration of fillers in the amorphous phase. This suggests that the crystalline phase of PTFE passes into the amorphous one and self-organizes into a new relatively ordered structure under a certain level of external energy exposure.
The NMS PTFE with the various fillers adding has huge differences in its physicomechanical and tribological properties. The synergistic effect of the matrix and fillers mechanical activation usage, their mixing in the two-stage mode and the use of the binary filler with various nature are reflected in the increasing of operational properties of the developed PTFE composites (Table 2).
The developed technology for producing by mechanical activation of antifriction PTFE composites with the binary filler has made it possible to increase the wear resistance of materials by (3.7–6.0) times, the tensile strength by 1.4 times as compared with the industrial analogue (TU 301-05-16-89).
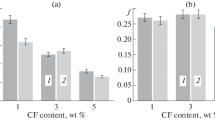
The operational check of the developed PTFE composites working capacity shows that the usage of BV as the second filler increases the wear resistance by 3.78 times, the durability—by 1.46 times; the usage of kaolin—by 6.0 and 1.90 times respectively; the coke usage—by 4.10 and 1.54 times respectively; the graphite usage—by 4.25 and 1.39 times respectively. These parameters were compared with the industrial material (TU 301-05-16-89) (Fig. 2).

Characteristics of the developed PTFE composites: a testing according to the scheme “partial insertion–shaft” on the friction machine; b testing as part of the compressor 4GM 2,5 U-3,4/2,8-251 in production.
It was confirmed by the research that the optimal composition of the antifriction material based on PTFE, with enhanced physicomechanical properties for conditions of intense wear, contains (wt%): 80 PTFE, 14 BB, 6 kaolin. This material exceeds the characteristics of the industrial analogue F4BB20 in terms of wear intensity by 6 times, friction coefficient—by 21%, durability—by 1.9 times.
The rings of the compressor 4GM 2,5 U-3,4/2,8-251, made of the composite F4CF14KS6, allowed increasing working resource of the equipment of compressor engineering by 1.8–2.3 times.
5 Conclusions
Optimization of the technological modes of the PTFE composites manufacturing and processing with the usage of the available equipment allows achieving economically significant results and increasing their competitiveness in the range of analogs.
The important circumstance of this approach to the PTFE composites technology is the implementation of the “reasonable sufficiency” principle of the composition choosing, the ratio of components, the technology of material manufacturing and its processing into products with specified operational characteristics. This approach allows providing the optimal combination of deformation-strength, tribological, technical, economic and technological characteristics of the product. In addition, it allows creating the production of the material, which is adapted to the industry and practical application specific conditions.
Managed using of the interaction between the PTFE composites ingredients during the process of mechanical activation at the different stages of their production and usage of products from them is a promising method for tribosystems creating, which operate in their intensive wear conditions.
References
Smith, D.W., Iacono, S.T., Iyer, S.S. (eds.): Handbook of Fluoropolymer Science and Technology. Wiley, Hoboken (2014)
Grakovich, P.N., Shelestova, V.A., Danchenko, S.G., Zhandarov, S.F., Smirnov, A.V., Shkursky, I.A.: The problems of application of composite materials fluvis and superfluvis in the compressor engineering. Ind. Gases 3, 69–72 (2013)
Karpus, V., Ivanov, V., Dehtiarov, I., Zajac, J., Kurochkina, V.: Technological assurance of complex parts manufacturing. In: Ivanov, V., et al. (eds.) Advances in Design, Simulation and Manufacturing. DSMIE-2018. Lecture Notes in Mechanical Engineering, pp. 51–61 (2019), https://doi.org/10.1007/978-3-319-93587-4_6
Panchenko, A., Voloshina, A., Boltyansky, O., Milaeva, I., Grechka, I., Khovanskyy, S., Svynarenko, M., Glibko, O., Maksimova, M., Paranyak, N.: Designing the flow-through parts of distribution systems for the PRG series planetary hydraulic motors. East. Eur. J. Enterp. Technol. 3, issue 1(93), 67–77 (2018). https://doi.org/10.15587/1729-4061.2018.132504
Panchenko, A., Voloshina, A., Milaeva, I., Panchenko, I., Titova, O.: The influence of the form error after rotor manufacturing on the output characteristics of an orbital hydraulic motor. Int. J. Eng. Technol. 7(4.3), 1–5 (2018). https://doi.org/10.14419/ijet.v7i4.3.19542
Sirenko, H.O., Soltys, L.M., Sulyma, I.V., Martynyuk, M.I.: Methods of thermochemical and mechanical activation of fillers of polymer composite materials. Phys. Chem. Solid State 2(18), 249–251 (2017)
Blaiszik, B.J., Kramer, S.L.B., Olugebefola, S.C., Moore, J.S., Sottos, N.R., White, S.R.: Self-healing polymers and composites. Annu. Rev. Mater. Res. 40, 179–211 (2010)
Mikhailova, L., Voropaev, V., Gorbatsevich, G., Lauryniuk, I.: Technology of tribotechnical and sealing composite materials based on polytetrafluoroethylene. Min. Mech. Eng. Mach. Build. 4, 86–97 (2011)
Dyadyura, K.A., Berladir, K.V., Rudenko, P.V.: Research of properties of composite material based on polytetrafluoroethylene filled with carbon fiber with titanium nanocoating. In: Nanomaterials: Applications & Properties (NAP-2016): 6th International Conference, Lviv (2016)
Boldyrev, V.V.: Fundamental Principles of Mechanical Activation, Mechanosynthesis and Mechanochemical Technologies. Publishing House of the SB RAS, Novosibirsk (2009)
Voloshina, A., Panchenko, A., Boltyansky, O., Panchenko, I., Titova, O.: Justification of the kinematic diagrams for the distribution system of a planetary hydraulic motor. Int. J. Eng. Technol. 7(4.3), 6–11 (2018). https://doi.org/10.14419/ijet.v7i4.3.19544
Avdeychik, S., Voropaev, V., Auchynnikau, Y., Sarokin, V.: Energy-saving technology obtaining of high mechanical engineering fluorine composites. In: Mechanika 2015: Proceedings of the 20th International Scientific Conference, Kaunas University of Technology, pp. 36–41 (2015)
Eisymont, Y., Auchynnikau, Y., Avdeychik, S., Struk, V.: Mechanochemical technology in materials science of functional metal-polymer composites. In: Scientific Proceedings II International Scientific-Technical Conference “Innovations in Engineering”, 88–89 (2016)
Kajdas, C.: Mechanical activation of chemical process. Mater. Sci. Appl. 6, 60–67 (2015)
Venkateswarlu, G., Sharada, R., Bhagvanth, M.R.: Polytetrafluoroethylene (PTFE) based composites. J. Chem. Pharm. Res. 6, 508–517 (2014)
Berladir, K.V., Sviderskiy, V.A.: Designing and examining polytetrafluoroethylene composites for tribotechnical purposes with activated ingredients. East. Eur. J. Enterp. Technol. 6(84), 14–21 (2016)
Mucsi, G.: Mechanical activation of power station fly ash by grinding. J. Silic. Based Compos. Mater. 2(68), 56–61 (2016)
Gorbunova, O.V., Vasilevich, A.V., Baklanova, O.N., Arbuzov, A.B., Poserkova, Y.S., Likholobov, V.A.: The influence of the mechanical activation on the graphite electric conductivity. Proc. Eng. 113, 484–489 (2015)
Bonda, S., Mohanty, S., Nayak, S.K.: Surface characterization of modified fly ash for polymer filler applications: a case study with polypropylene. Mater. Express 5(4), 384–392 (2014)
Fesenko, A., Yevsiukova, F., Basova, Y., Ivanova, M., Ivanov, V.: Prospects of using hydrodynamic cavitation for enhancement of efficiency of fluid working medium preparation technologies. Period. Polytech. Mech. Eng. 62(4), 269–276 (2018)
Okhlopkova, T.A., Borisova, R.V., Nikiforov, L.A., Spiridonov, A.M.: Supramolecular structure and mechanical characteristics of ultrahigh-molecular-weight polyethylene-inorganic nanoparticle nanocomposites. Bull. Korean Chem. Soc. 4(37), 439–444 (2016)
Malkin, A.I., Kiselev, M.R., Klyuev, V.A.: Effect of mechanical activation on the thermal stability of polytetrafluoroethylene powder. Russ. J. Phys. Chem. A 9(85), 1528–1532 (2011)
Trojanowska, J., Kolinski, A., Galusik, D., Varela, M.L.R., Machado, J.: A methodology of improvement of manufacturing productivity through increasing operational efficiency of the production process. In: Hamrol, A., Ciszak, O., Legutko, S., Jurczyk, M. (eds.) Advances in Manufacturing. Lecture Notes in Mechanical Engineering. Springer, Cham, pp. 23–32 (2018), https://doi.org/10.1007/978-3-319-68619-6_3
Sokolov, V., Krol, O.: Determination of transfer functions for electrohydraulic servo drive of technological equipment. In: Lecture Notes in Mechanical Engineering, pp. 364–373 (2019). https://doi.org/10.1007/978-3-319-93587-4_38
Pavlenko, I.: Static and dynamic analysis of the closing rotor balancing device of the multistage centrifugal pump. Appl. Mech. Mater. 630, 248–254 (2014). https://doi.org/10.4028/www.scientific.net/AMM.630.248
Pavlenko, I.V., Simonovskiy, V.I., Demianenko, M.M.: Dynamic analysis of centrifugal machines rotors supported on ball bearings by combined application of 3D and beam finite element models. IOP Conf. Ser. Mater. Sci. Eng. 233, 012053 (2017). https://doi.org/10.1088/1757-899X/233/1/012053
Sleptsova, S.A., Kirillina, YuV, Lazareva, N.N., Makarov, M.M.: Development and research of polymeric composites based on polytetrafluoroethylene and layered silicates. VEFU NEFU 6(50), 95–104 (2015)
Okhlopkova, A.A., Vasiliev, S.V., Petrova, P.N.: Basalt-fluoroplastic antifriction composites. VEFU NEFU 5(10), 30–36 (2013)
Budnik, O.A., Sviderskii, V.A., Budnik, A.F., Berladir, K.V., Rudenko, P.V.: Composite material for chemical and petrochemical equipment friction assemblies. Chem. Pet. Eng. 1(52), 63–68 (2016)
Kandanur, S.S., Schrameyer, M.A., Jung, K.F.: Effect of activated carbon and various other nanoparticle fillers on PTFE wear. Tribol. Trans. 57(5), 821–830 (2014)
Pavlenko, I., Trojanowska, J., Ivanov, V., Liaposhchenko, O.: Scientific and methodological approach for the identification of mathematical models of mechanical systems by using artificial neural networks. In: Innovation, Engineering and Entrepreneurship, HELIX 2018, Lecture Notes in Electrical Engineering, vol. 505, pp. 299–306 (2019). https://doi.org/10.1007/978-3-319-91334-6_41
Berladir, K.V., Budnik, O.A., Dyadyura, K.A., Svidersky, V.A., Kravchenko ,Y.O.: Physicochemical principles of polymer composite materials technology based on polytetrafluoroethylene. High Temp. Mater. Process. 20(2), 157–184 (2016)
Acknowledgment
This work was supported by the Slovak Research and Development Agency under the contract No. APVV-15-0700.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this paper

Cite this paper
Berladir, K., Gusak, O., Demianenko, M., Zajac, J., Ruban, A. (2020). Functional Properties of PTFE-Composites Produced by Mechanical Activation. In: Ivanov, V., et al. Advances in Design, Simulation and Manufacturing II. DSMIE 2019. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-22365-6_39
Download citation
DOI: https://doi.org/10.1007/978-3-030-22365-6_39
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-22364-9
Online ISBN: 978-3-030-22365-6
eBook Packages: EngineeringEngineering (R0)