
Abstract
The review of copper ore processing flow charts in application at ore mills in Russia and abroad is presented. The scope of the analysis embraced the reagent regimes and flotation performance. Brief information about collecting agents, frothers and depressants is given. The influence of actuation medium in flotation of copper–nickel ore is studied in terms of bulk copper–nickel concentration. The tests were carried out with production of a rougher concentrate in the acid and alkaline media with its further scavenging.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Copper is a ductile metal with good heat and electric conductivity, which is used for making power cables, wires, heat exchangers, jewelry, etc. The high demand for the presented end products determines the scope of copper ore processing.
Copper occurs naturally in various forms: sulfide deposits include chalcopyrite, bornite, covellite, chalcocite; carbonate deposits—azurite and malachite; silicate deposits are presented by chrysocolla and dioptase. The choice of technology for processing copper ore depends on a wide range of composition of copper ore, primarily on the mineralogical composition, physical properties of minerals, grain size, texture and structure, as well as the content of sulfates, oxides, carbonates, and copper silicates.
Copper ore processing includes ore preparation followed by the recovery of minerals using flotation and subsequent concentrate dewatering. The resulting flotation concentrate can contain from 5 to 40% of copper, depending on the further processing of copper concentrate by pyrometallurgical or hydrometallurgical methods.
1. Problem of selecting reagents in copper ore processing
Approaches to copper ore processing, selection and control of reagent regimes are set out in [1–4]. Butyl xanthate, aerofloat, and thioncarbamate are used as a collector of copper minerals at domestic ore mills. The results of studies into the use of combined sulfhydryl collectors are presented in [5–7]. A new collecting agent M-TF is proposed, which represents a combination of dithiophosphate and thioncarbamate in certain proportions. This collector is selective and has a weak flotation response to iron sulfides.
Aerofloat 5–15 g/t of ore is used for copper flotation at Talnakh ore mill and Aerophine 3418 10–20 g/t of ore—at Tominsk ore mill. The consumption of butyl xanthate and aerofloat at the Mikheevsky MPP is 5–80 and 5–40 g/t, respectively. Depending on the processing flow chart, the consumption of xanthate for copper flotation at the Uchaly and Gai MPP varies from 5 to 55 g/t. The consumption of xanthate in the copper flotation cycle of Sibay ore mill is 90–150 g/t.
A few collecting agents including dithiophosphates, PAX (potassium amyl xanthate), fuel oil, SIPX (sodium isopropyl xanthate) and thioncarbamates are used abroad. PAX with fuel oil is used as a collecting agent at Higland Valley (Canada) and Bagdad (USA) ore mills, whereas PAX and thioncarbamate—at El Salvador (Chile) ore mill. As the primary and secondary collectors, AP3894 (Solvay) 6–8 g/t and Hostaflot Lib K (Sansil-Clariant) 3–4 g/t, respectively, are used at the Minera Candelaria ore mill in Chile. Three collectors will be used at the designed ore mill of the Josemarı́a deposit: PAX, Sascol 95 and Matcol TC-123.
To increase the efficiency of porphyry copper ore flotation, it is proposed to use additional collectors from tertiary acetylenic alcohols DK-80 (2-methyl-3-butyne-2-ol) in combination with AeroMX5152 (15–40% of allylether of amylxanthogenic acid) and VK-901V (dialkyldithiophosphate-dialkylthioncarbamate) [8]. Additional flotation reagents based on tertiary acetylenic alcohols DK-80 and DMIPEK interact with the surface of sulfide minerals effectively in combination with the main collectors containing divalent sulfur in the structure of the functional group.
Xanthates which float well with platinum group metals (PGE) are widely used as the main sulfide collector for the flotation of sulfide platinum-copper-nickel ore. If free forms of platinoids are found, DP-4 reagent (organic sulfur-containing additive) is additionally used at Norilsk Mining and Metallurgical Plant. Under the guidance of Academician V.A. Chanturia, the researchers of IPKON RAS carried out work on the development of a new class of reagents—thermomorphic polymers forming a complex compound with platinum group metals, and also tested the DPF reagent to enhance the recovery of Cu, Ni, Pt and Pd and the quality of Cu-Ni concentrates [9–13]. The efficiency of using the compositions of phosphorus-containing collectors and xanthates in the flotation of platinum-copper-nickel ore from Monchegorsk District with an increased recovery of platinum, palladium and nickel by approximately 10% is shown and a comparison of the flotation regimes with collectors Aerophine 3416, butyl xanthate and depressants Depramine 347, liquid glass is made in [14, 15].

Copper-nickel ore sample: (a) hypidiomorphic separation of chalcopyrite; (b) intergrowth of pyrrhotite, pentlandite and chalcopyrite
The collectability of easily desorbed derivatives of xanthate is studied in [16, 17]. It is shown that the purpose of desorbed xanthate forms active with respect to the gas–liquid interface is removal of the kinetic limitation on the formation of flotation contact. The effect of the desorbed forms of reagents on the water interlayer separating the mineral particle and the air bubble intensifies, as the length of xanthate hydrocarbon fragment increases. The activity ratio of physical and chemical reagent sorption on sulfide minerals was estimated in [18]. The selectivity of sulfide flotation separation is influenced by the ratio of liquid volumes which are removed by the desorbed physical and nondesorbed chemical forms of reagent sorption.
Terpineol, polypropylene glycol monobutyl ether frother, methylisobutyl carbinol, T-80, Dow 250, pine oil, etc. are used to create and maintain froth. The frother is often weak to extract coarse middlings and is not sufficiently selective with respect to fine floating particles; therefore, a set of frothers is used at ore mills. Frother specific consumption at large foreign ore mills averages 25 g/t of ore, at domestic ore mills: pine oil 0–5 g/t, methylisobutyl carbinol (MIBC) 20–30 g/t, T-80 at a consumption of 30–60 g/t.
The depressant use is important in the flotation of copper minerals. Such depressants as liquid glass, NaHS, lime, Akremon D-13, carboxymethyl cellulose (CMC) and NaHSO\(_{3}\) are most frequently used. The average consumption of liquid glass is 80–150 g/t, sodium sulfide 100–300 g/t, CMC 50–200 g/t. For sulfidization of oxidized copper minerals, 100–200 g/t of sodium sulfide and less often sodium hydrosulfide are used at domestic and foreign ore mills.
The results of studying the influence of humate reagent on waste rock depression are presented in [19]. When using a humate reagent in bulk flotation and bulk concentrate scavenging, the recovery of nickel and copper to the concentrate increases while maintaining its quality. The effect of electrochemical pulp treatment to change surface properties of minerals and reduce reagent consumption while increasing the recovery of valuable components is shown in [20, 21]. One of the main problems in copper ore concentration is removal of pyrite that is contained within 10–90% in sulfide copper ores. The depression of pyrite [22, 23] is influenced by the pH of the pulp.
An important parameter contributing to process selectivity in the flotation of copper ore is pH. Lime, soda ash, sulfuric acid, etc. are used to create and control the pulp pH. In modern ore mills, the pH is 10–11 units. The type of frother also affects the floatability of copper minerals at different pH. At Utah Copper ore mill (USA), the rougher flotation is carried out at pH 8.5, scavenging—at pH 9.5, while at Pinto Valley, Mineral Park and Bagdad ore mills (USA) the pH of the medium is 11.5 [24].

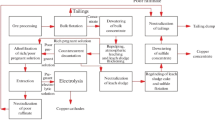
Flow chart of experiments carried out in the acid medium
At the abuilding ore mill of the Udokan deposit, bulk flotation will be carried out at pH 8.0–9.5, and sulfide flotation of atmospheric leaching cake—at pH 5–6. A 12% solution of lime slurry will be used to create and maintain an alkaline medium. The flow rate of the supplied medium regulator can vary greatly depending on the pH value of the pulp.

Flow chart of experiments carried out in the alkaline medium
2. Experimental study of the influence of processing factors on copper-nickel ore flotation
The flotation study was carried out on copper-nickel ore to obtain bulk nickel-copper concentrate during flotation in the alkaline and acid media.
The sample of the ore under study was dominated by amphibole, clinopyroxene, olivine, serpentine and chlorite, ore minerals included pentlandite, pyrrhotite, chalcopyrite, valleriite, and magnetite. The average content of copper in the sample was 0.16%, nickel — 0.39%. Table 1 shows the data of chemical analysis of copper-nickel ore under study.
The mineral carrier of nickel in the ore is pentlandite, nickel is also present in olivine, serpentine, and chlorite. Copper minerals are mainly concentrated in chalcopyrite, valleriite, cubanite, covellite and pyrrhotite (Fig. 1).
The flow chart of carrying out experiments in an acid medium is shown in Fig. 2, the experimental diagram for an alkaline medium is similar. The acid medium was created by adding sulfuric acid to maintain the pH 5.5, alkaline medium—by adding soda to pH 9.8.
When copper-nickel ore was floated in an acid medium, the copper recovery to the total concentrate increased by 5.3% as compared to an alkaline medium (Table 2). The recovery and content of nickel in the total concentrate increased insufficiently. An experiment was carried out with production of a rougher concentrate in an alkaline medium and subsequent scavenging in an acid medium using the flow chart in Fig. 3.
According to the data of Table 3, scavenging in an acid medium does not affect an increase in the recovery and content of copper and nickel as compared to the experiment in an alkaline medium.
When copper-nickel ore is floated in an alkaline medium, about 60% of copper and more than 70% of nickel are recovered to the rougher concentrate. At alkaline pH, 8% more copper and 23% more nickel are recovered to scavenging concentrate than in acid scavenging, with a content of 4.09% of copper and 10.08% of nickel.
Conclusions
The information on the types of collecting agents used at Russian and foreign ore mills is presented. It is shown that combined collecting agents are widely used abroad. At Russian ore mills, compositions of sulfhydryl collectors with additional reagents are used mainly in flotation of complex ore with a low content of valuable components. The range of flotation reagents used in Russian ore mills and abroad differs due to different manufacturers.
Studies on copper-nickel ore flotation were carried out, according to which the rougher flotation in an acid medium (pH 5.5) allows increasing copper recovery to the rougher concentrate by 5.3% at a content of 0.46% and nickel recovery by 0.5% at a content of 1.06% as compared to alkaline flotation (pH 9.8). The opposite tendency was observed during scavenging: the copper recovery was 7.99% higher at a content of 4.09%, and nickel recovery was 23% higher at a content of 10.08% in the concentrate of 2nd scavenging during alkaline flotation.
The expediency of carrying out flotation in an alkaline medium using soda as a medium regulator is shown. In terms of potential health effects, soda is a moderately hazardous substance, it is transported and stored in solid state and does not cause additional operational problems.
Funding
The work was supported by the Russian Foundation for Basic Research, project no. 20-55-12002 NNIO_a.
REFERENCES
Kurchukov, A.M., Algorithm for Controlling the Reagent Mode of Copper-Nickel Ore Flotation Based on the Optimization of Parameters of Pulp Ionic Composition, Zap. Gorn. Inst., 2011, vol. 189, p. 292.
Boduen, A.Ya., Ivanov, B.S., and Ukraintsev, I.V., Copper Concentration from Sulfide Ore: State of the Art and Prospects,Non-Ferrous Metals, 2015, no. 1, pp. 17–20.
Ivanov, B.S., Boduen, A.Ya., and Petrov, G.V., Domestic Copper-Zinc Pyrite Ores: Processing Problems and Technological Prospects,Obogashch. Rud, 2014, no. 3, pp. 7–13.
Boduen, A.Ya., Ivanov, B.S., and Konovalov, G.V., Influence of Improving the Quality of Copper Concentrates on the Efficiency of their Processing, Zap. Gorn. Inst., 2011, vol. 192, p. 46.
Ignatkina, V.A. and Bocharov, V.A., Nonferrous Metal Sulfide Flotation Flow Charts Based on the Use of Combined Collecting Agents,Gornyi Zhurnal, 2010, no. 12, pp. 58–64.
Bocharov, V.A., Ignatkina, V.A., and Khachatryan, L.S., Problems of Separation of Mineral Associations when Processing Massive Rebellious Ore of Nonferrous Metals, Tsvet. Metally, 2014, no. 5, pp.16–23.
Ignatkina, V.A., Bocharov, V.A., Milovich, F.O., Ivanova, P.G., and Khachatryan, L.S., Selective Increase in Flotation Activity of Nonferrous Metal Sulfides Using Combinations of Sulfhydryl Collecting Agents, Obogashch. Rud, 2015, no. 3, pp. 18–24.
Yushina, T.I., Purev, B., D’Elia Yanes K.S., Namuungerel, B., Increasing the Efficiency of Porphyry-Copper Ore Flotation with the Use of Additional Collectors Based on Acetylene Alcohols,Problems and Prospects of Effective Mineral Processing in XXI Century—Plaksin’s Lectures 2019, 2019, pp. 140–144.
Chanturia, V.A., Matveeva, T.N., Ivanova, T.A., and Getman, V.V., Mechanism of Interaction of Cloud Point Polymers with Platinum and Gold in Flotation of Finely Disseminated Precious Metal Ores,Mineral Proc. and Extractive Metallurgy Review, 2016, vol. 37, no. 3, pp. 187–195.
Chanturia, V.A., Nedosekina, T.V., and Stepanova, V.V., Experimental-Analytical Methods of the Investigating the Effect of Complexing Reagents on Platinum Flotation, J. Min. Sci., 2008, vol. 44, no. 3, pp. 283–288.
Chanturia, V.A., Nedosekina, T.V., Getman, V.V., and Gapchich, A.O., New Agents to Recover Noble Metals from Rebellious Ores and Other Materials, J. Min. Sci., 2010, vol. 46, no. 1, pp. 66–71.
Matveeva, T.N., Scientific Grounds for High-Performance Agent Modes in Platiniferous Sulfide Mineral Flotation from Rebellious Ores,J. Min. Sci., 2011, vol. 47, no. 6, pp. 824–828.
Chanturia, E.L., Ivanova, T.A., and Zimbovsky, I.G., Improved Selectivity of Sulfide Ore Flotation, J. Min. Sci., 2013, vol. 49, no. 1, pp. 132–137.
Lavrinenko, A.A., Makarov, D.V., Shrader, E.A., Sarkisova, L.M., Kuznetsova, I.N., and Glukhova, N.I., Justification of Flotation Regimes of Copper-Nickel Platinum Group Ore from Monchegorsk Area,GIAB, 2017, no. 10, pp. 141–145.
Chanturia, V.A., Lavrinenko, A.A., Sarkisova, L.M., Ivanova, T.A., Glukhova, N.I., Shrader, E.A., and Kunilova, I.V., Sulfhydryl Phosphorus-Containing Collectors in Flotation of Copper-Nickel Platinum-Group Metals, J. Min. Sci., 2015, vol. 51, no. 5, pp. 1009–1015.
Kondrat’ev, S.A., Moshkin, N.P., and Konovalov, I.A., Collecting Ability of Easily Desorbed Xanthates, J.Min. Sci., 2015, vol. 51, no. 4, pp. 830–838.
Kondrat’ev, S.A. and Konovalov, I.A., Flotation Activity of Xanthogenates, J. Min. Sci., 2020, vol. 56, no. 1, pp. 104–112.
Kondrat’ev, S.A., Moshkin, N.P., and Burdakova, E.A., Optimized Activity Ratio for Different Types of Reagent Attachment at Sulfide Minerals, J. Min. Sci., 2015, vol. 51, no. 5, pp. 1021–1028.
Usmanova, N.F., Markosyan, S.M., Timoshenko, L.I., and Pasyuga, D.V., Use of Humate Agent as a Depressor in Copper-Nickel Ore Flotation, Problems and Prospects of Effective Mineral Processing in XXI Century—Plaksin’s Lectures 2019, 2019, pp. 164–166.
Aleksandrova, T., Romanenko, S., and Arustamian, K., Research of Slurry Preparation before Selective Flotation for Sulphide-Polymetallic Ores, Proc. 29th Int. Min. Proc. Cong., 2019.
Alexandrova, T.N., Romanenko, S., and Arustamian, K.M., Electrochemistry Research of Preparation Slurry before Intermediate Flotation for Sulfide-Polimetallic Ores, Proc. 17th Int. Multidisciplinary Scientific Geoconference SGEM 2017, Albena, Bulgaria, 2017.
Kostovic, M., Lazic, P., Vucinic, D., Deusic, S., and Tomanec, R., Factorial Design of Selective Flotation of Chalcopyrite from Copper Sulfides, J. Min. Sci., 2015, vol. 51, no. 2, pp. 380–388.
Lazic, P., Niksic, D., Tomanec, R., Vucinic, D., and Cveticanin, L., Chalcopyrite Floatability in Flotation Plant of the Rudnik Mine, J. Min. Sci., 2020, vol. 56, no. 1, pp. 119–125.
Zanin, M., Lambertc, H., du Plessisc, C.A., Lime Use and Functionality in Sulphide Mineral Flotation: A Review, Min. Eng., 2019, vol. 143.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Translated from Fiziko-Tekhnicheskie Problemy Razrabotki Poleznykh Iskopaemykh, 2020, No. 6, pp. 116–124. https://doi.org/10.15372/FTPRPI20200610.
Rights and permissions
About this article

Cite this article
Aleksandrova, T.N., Orlova, A.V. & Taranov, V.A. ENHANCEMENT OF COPPER CONCENTRATION EFFICIENCY IN COMPLEX ORE PROCESSING BY THE REAGENT REGIME VARIATION. J Min Sci 56, 982–989 (2020). https://doi.org/10.1134/S1062739120060101
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S1062739120060101