
Abstract
The formative patterns of gaps between turns of cold-rolled strips in rolls and the ways these gaps affect the stress-and-strain state (SSS) of these rolls are disclosed. The effects of surface roughness, temperature, physical mechanical properties, strain degree, and hardening of cold-rolled steel on the interturn gaps in and the roll’s SSS are analyzed in detail. Possibilities of affecting the roll’s SSS by adjusting the cold-rolling temperature of fine strips and tinplate are exposed. Recommendations on choosing thermal-speed modes of strip rolling and coiling are presented.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
The coiled technique of producing cold-rolled light-gage steel involves coiling steel strips, processing them in rolls, and unwinding these rolls. The following modes belong to the main elements of the cold-rolled light-gage steel production technology: exposing rolled strips to cold rolling, coiling them, heating and then cooling them during the subsequent annealing in a top-hat furnace, as well as unreeling the rolls on planishing mills and in coating application lines. The parameters of cold rolling, the modes of stretching strips at coiling, their thickness and width, the compliance of the coiling drum determine the roll stress-and-strain state (SSS) on which the quality of ready-made products depends [1].
Works [2–4] propose the formulation and the general solution of the problem for determining the roll’s SSS in the on-the-drum state and upon the removal from the coiling drum in a random strip stretching mode in the course of roll coiling. Articles [5–8] show the possibilities of controlling the stress state of the roll by adjusting the tension of rolled and coiled strips and optimizing modes of coiling rough strips on sheet mills. However, the published works do not fully disclose the influence of the rolled strip temperature on the roll SSS, though this temperature is a major factor of the light-gage steel production technology. The conducted studies have revealed a significant influence of the thermal-speed mode of rolling and coiling strips on their SSS [9–11].
The specified problem requires making a system analysis for disclosing all the subtleties, including unobvious effects conditioned by the inconsistency or targeted change in the strip temperature during cold rolling and coiling, as well as during the subsequent spontaneous chilling of rolls and their heating and cooldown during annealing in top-hat furnaces. While assessing the influence of the temperature on the roll’s SSS of tension-coiled cold-rolled strips, it is necessary to consider its thermal effects and process operations. Various factors of the strip cold-rolling and coiling technology and even the design features of rolling mill equipment, for example, coiling drums [6], produce a complex and diverse influence on the thermal effects relative to the SSS of cold-rolled steel rolls. Thus, when the roll’s SSS is discussed, it is necessary to strictly fix the moment at which the roll’s state is considered, that is, either on the drum or right upon the removal from the coiler, or in the phase of cooldown to the ambient temperature in the shop and equalization of the strip coil temperature across the winding thickness. Now, let us highlight the problem’s key points.
FORMATIVE MECHANISM OF SSS OF COLD-ROLLED STRIP ROLLS. TEMPERATURE EFFECTS
Generally, each turn i of the strip being rolled at the roll winding is winded with tension σ0i. The turn’s elastic strain ε0i caused by strip tension σ0i is ε0i = σ0/Ei, where Ei is the elasticity model of the material of turn i. As a result, the higher was strip tension σ0i at the roll winding, the stronger would the external turns compress and constrict the internal ones. During unloading the roll upon the removal from the coiler drum, all of the strip’s turns become shorter and synchronously sag. To generate on the drum and upon removing the roll’s SSS from the coiler, desirable from the standpoint of technology, it is necessary to adjust the tension level in the coiled strips [1, 5, 8, 12] in a certain manner.
The temperature influence of the rolled and coiled strip on the roll’s SSS may seem similar to the influence of the strip tension. It is conceivable as a first approximation that, after the roll is removed from the coiler drum and cools down and the temperature of the turns is equalized, it does not matter whether during rolling the strip’s extension was caused by tension or by the thermal expansion of the strip material in the roll due to an increase in the metal temperature at rolling. In this formulation of the problem, the temperature effect the strip had, when being rolled and coiled, will influence the roll’s SSS only after the roll’s removal from the coiler drum and only when the temperature of the strip turns in the roll begins to change due to the roll’s cooldown. As it was stated, after the roll is removed from the coiler, the external turns with a larger radius than the internal ones will cool down and tend to shrink in size greater than the internal ones due to compression at the temperature descent. In this case, additional radial compression stresses may occur in the roll. The exposed pattern is simplified and does not fully consider the subtleties of the temperature influence of rolled and coiled strips on their SSS.
If the temperature influence of a coiled strip on the surface microrelief’s strainability resulting in its turns coming closer at compression is ignored (analyzed later on), the roll’s SSS in the on-the-coiler drum position will depend only on the strip’s tension level without any relation to its temperature.
Despite the outward similarity of the influence patterns of the tension and temperature of the coiled strips on the roll’s stress state, their influence mechanisms differ due to differences in the influence on the surface microrelief and on the interturn gap formation that largely affect the roll’s SSS. For example, the stronger is the coiled strip tension, the greater is the compression force generated by the contact surfaces of neighboring turns, which increases the microasperity crumbling on the strip surface. In this case, the interturn gaps in the rolls shrink in size. The change in the strip’s temperature during roll winding does not affect the turn compression force at the strip’s tension unchanged. However, the temperature affects the strip metal’s ductility and, therefore, the strain of the microasperities on the surfaces of contact turns at compression. As a result, the strip’s closeup turns in the roll. Henceforth, the interturn gaps in the roll are narrowed by both an increase in the tension of the coiled strip and an increase in its temperature. As observed, however, the ways these factors affect the surface microrelief and interturn gaps differ. The issue consists ultimately in determining the influence of each of the specified ways.
Particular attention should be paid to the circumstance exposed below. During coiling the strip, with the stretching on the coiler drum, the maximal compression stresses are generated between the first internal turns of the roll [1–3, 12], that is, in the internal layers across the roll winding thickness. This is conditioned by the summation of the pressure of each subsequent turn on the lower layers of the roll. As the turns being winded increase in number, the influence of the upper turns on the roll’s stress state weakens because the external influence from the strip tension in the upper turns is spent on changing the interturn gaps in the roll’s upper layers and is virtually zero in the internal gaps. The distribution of radial compression stresses in the roll depends on the compliance of the coiler drum [6]. However, it can be assumed that the coiler drum temperature does not affect the roll’s SSS.
The greatest strain of the metal surface microrelief is caused by high interturn pressures generated when the strip is being winded on the coiler drum. When the roll is unloaded upon the removal from the coiler, the stresses in the internal layers across the winding thickness significantly weaken. However, the plastically strained, crushed microasperities on the strip surface do not recover to their initial size with a reduction in contact stresses. The irreversible plastic strain (crushing) of the strip surface’s microasperities, that occur in the course of roll winding, forms a new quality (size and mechanical properties) of the strip surface’s rough layer. The ability of the microrelief to be plastically strained at subsequent loadings is often exhausted. This is exactly why the strip surface microrelief remains almost unchanged at the roll cooling removed from the coiler, heating, curing at an annealing temperature, and post-annealing cooldown. This circumstance should be considered in determining the roll’s SSS.
During annealing, when high temperatures are reached and interturn pressures generated, the surface microrelief of the roll strips will likely again be able to succumb to plastic strain due to metal unhardening. In this case, however, the changes in the microasperity level and the interturn gap size reduction will still be maximal. The difference in the strip tension’s influence and temperature on the roll’s SSS in all of the phases of the thin-gage plate production cycle consists in the specified features of the way the metal surface microrelief reacts to the interturn gap formation in the rolls. It should be emphasized that the influence of the temperature on the stresses in the roll being winded shows only in the temperature dependence of the microrelief plasticity, which ultimately affects the degree to which the turns approach each other at compression. Consequently, the effect of the interaction between the temperature and roughness of the strip surface during winding should be considered when considering the formation of the roll’s SSS.
After light-gage steel rolls are removed from the coiler of the cold-rolling mill, they are vertically transported to the heat-treating department, where the metal is annealed in top-hat furnaces. During transportation, the rolls cool down and the temperature of the strip turns in the rolls goes down. This is attended by the change in the temperature distribution across the winding thickness, which correspondingly changes the distribution of radial and tangential stresses in the rolls. It is important to note that most of the articles [13–17] and books, our publications included, consider the roll’s SSS of cold-rolled strips just removed from the coiler, when the strip turn temperature is still the same as it was when the roll was winded. However, the temperature of rolled and coiled strips may exhibit its influence on their SSS within a long time afterwards. The extent of this manifestation depends on the modes in which the rolls are cooled down upon their removal from the coiler and warehoused in a chilled or not fully chilled state, and also on the modes of their subsequent heating, curing, and cooldown during annealing in top-hat furnaces. In terms of technology, it is desirable that the change in the roll’s SSS be attended by a drop in the interturn pressures in this production cycle phase, especially in the regions where they are maximal. Then, the prerequisites for the sticking and welding of strip turns in contact will be weakened at annealing [9–11, 18–20].
The relaxation of stresses in rolls of cold-rolled strips must be considered individually. It should be noted right away that the relaxation of stresses in these rolls at relatively low temperatures is comparatively slow and its significant manifestation is observed only when these rolls are warehoused for a long time upon the removal from the coiler. For the theoretical and experimental study results of the relaxation of stresses in rolls of cold-rolled strips, see articles [21, 22].
INTERTURN GAP FORMATION IN COLD-ROLLED STEEL ROLLS
The key issue in determining the roll’s SSS of cold-rolled strips coiled with stretching is to determine the dependences of the interturn gap size on the compression force of turns in contact (the pressing of a strip’s neighboring turns to one another) and their temperature. Several experiments aimed at compressing sheet steel specimens of various thicknesses and roughnesses helped establish these dependences and describe them with regression equations [1, 12, 13]. According to the analysis of the regularities in the closeup of strip turns in rolls, the closeup level is directly pro rata with the compression force of surfaces in contact and their roughness and inversely pro rata with the metal yield strength. The fact that the more ductile is the strip’s metal, the closer are the surfaces in contact to each other at load, which is an indirect indication of the temperature influence on the interturn gap size in rolls of cold-rolled strips. The yield strength of cold-rolled steel weakens with an increase in its temperature, the metal becomes more ductile, the strain of the surface microrelief becomes easier, and the surface microasperity’s crushing level increases at equal turn compression forces. As a result, the roll winding density increases. These regularities in the surface roughness influence of coiled cold-rolled strips on their SSS and subsequent process effects are considered in works [1, 9, 12]. However, the subject-specific literature does not provide enough experimental data for quantitatively describing the closeup of contact sheet steel surfaces as a function of the compression forces and temperature necessary for calculating stresses in the roll in various phases of the production process; many issues in this topic required in-depth studies.
According to experiments, the resulting rolls will be denser than the ones of unlubricated strips if the rolled metal surface has traces of emulsion, water-oil mixture, or oil. The process lubricant remaining on the cold-rolled steel surface greatly affects the closeup of the strip’s contact surfaces and interturn gaps in the roll. The interturn gap size is reduced, whereas the closeup of the contact surfaces with an oil film increases by 10 to 15% at compression. The more efficiently the process lubricant reduces the friction coefficient, the stronger that factor shows. The role of the lubricant shows in two ways. On the one hand, when the lubricant reduces this coefficient, it makes it easier for the strip’s upper turn to slide along the lower layer’s surface at the roll winding, which makes the roll denser. In addition, the lubricant is an interlayer that can directly affect interturn gaps in rolls when its thickness on the strip surface is commensurate with the roughness level. In actual industrial conditions, the thickness of the lubricant layer on the cold-rolled strip surface is about 0.5 μm [23, 24]. The emulsion residues are blown off from the surface of rolled strips being coiled. The influence of the lubricant residue process on the cold-rolled strip surface upon the roll’s SSS should be referred very tentatively to effects of subordinate significance.
To calculate the roll’s SSS of cold-rolled strips, it is convenient to not only use a change Δδ(q) in interturn gaps (the contact surfaces closeup level) under the action of load q but also gap size δ(q) itself as a function of compression pressure q. It is obvious that gap size δ and gap changes Δδ are interrelated through expression \(\Delta {{\delta }_{{{{q}_{i}}}}} = {{\delta }_{{{{q}_{{i - 1}}}}}} - {{\delta }_{{{{q}_{i}}}}}\), where δqi is the size of the gaps between the strip turns in the roll at interturn pressures qi – 1 and qi. Accordingly, δqi is a change (reduction) in the gap size at a pressure increase from qi – 1 to qi.
INFLUENCE OF STRIP NONFLATNESS ON TURN CLOSEUP IN ROLLS
The closeup value of contact surfaces of ideally flat (without corrugation, camber, and other asperities) strips at compression does not depends on their thickness but depends only on the surface microrelief strain level. In actual production conditions, however, steel sheets and strips usually have some nonflatness. Thus, the sheet package compression makes the contact surfaces closer to each other as a result of the leveling of specimens and the crushing of surface microasperities. Since the nonflatness of cold-rolled strips generally depends on their thickness (usually, the thinner and wider are the strips, the greater is their nonflatness), it turns out that the size of interturn gaps in rolls may also be indirectly related to the rolled metal thickness.
In experimental studies [12, 13] regarding the contact surface’s closeup at the compression of packages of steel sheet specimens, the test results are exposed as the dependences of the relation of the closeup Δδ value to strip thickness h on package compression force q. According to the data from paper [13], the Δδ/h ratio dependent from compression force q decreases with an increase in the specimen thickness. For example, closeup Δδ of the contact surfaces of the specimens with thickness h = 2.5 mm compressed with force q = 50 N/mm2 was about 25 μm. At the same value of q, the 0.4-mm-thick specimens approached each other by 8 μm and the 0.15-mm-thick specimens—by about 4 μm. The considered tests did not involve controlling the specimen’s curvature and nonflatness [12, 13]. Thus, their results are likely not consistent with the above-exposed logic according to which the nonflatness of strips with various thicknesses affects the closeup at compression. The closeup at the compression of packages of buckled, nonflat strips must be greater. During production conditions, comparatively thick and narrow strips are usually flatter. Thus, it is not the strip nonflatness attained during strip rolling (the influence its contact surface closeup) that should be discussed, but it should rather be the greater flexural rigidity of thicker strips, in which its leveling at the package compression requires a bigger effort. The explanation of the test results from paper [13] seems to express firstly that the 0.15-mm-thick tin surface is usually flat. As a rule, 2.5-mm-thick cold-rolled steel sheets have a surface with well-developed roughness. The high closeup degree of the contact surfaces at compression seems to stem from the comparatively greater absolute plastic strain of the surface microrelief of 2.5-mm-thick cold-rolled steel. It is important to note that the microrelief of comparatively flat and rough surfaces is exposed at compression mainly to elastic and plastic strain, respectively. Secondly, thin metal strips, particularly tin ones, are rolled with much greater total crimps than thicker metals [25]. Thus, since cold-rolled metal is hardened to a much greater extent, the microrelief of cold-rolled tin does not have enough resources for plastic strain and the contact surfaces approach each other by a comparative small distance at compression. In other words, in work [13], the influence of the strip thickness on their closeup at compression hides the influence of the surface roughness and ductility of cold-rolled steel. Overall, it can be said that, despite the stated observations, the empirically derived dependences of Δδ/h on q provided in [13], books [1, 12], and other publications are very useful. The results used to calculate the roll’s SSS of cold-rolled strips allows attaining to be more possible.
REGULARITIES IN APPROACH OF CONTACT STRIP SURFACES IN ROLLS
According to previous data, it can be concluded that the reliability of the results for calculating the roll’s SSS of cold-rolled strips depends firstly on perfect mathematical models used in the calculations. Secondly, even if the solutions of the considered problem are sufficiently rigorous [2–4], the solution results depend on correctly preset indicators of coiled strips, such as their mechanical properties, surface roughness, temperature, and others. In the problem considered, one should focus on the study results provided in articles [23–26]. Eventhough the authors of [26] make a debatable assumption that the surface microrelief strainability of aluminum and steel strips does not affect the contact stresses in rolls at values usually observed in practice, these articles propose an easy-to-apply dependence of interturn gaps δ(q) on radial load (interturn pressure) q. In our notation, this dependence is recorded as δ(q) = δ(0)/eψq, where δ(0) is the initial gap between the strip turns in the roll, that is, at q = q(0); δ(q) is the gap at an interturn pressure of q; ψ is the contractibility coefficient (index) of the strip surface microrelief. Furthermore, it characterizes the change intensity in the interturn gap size, depending on the turn compression force. The higher is ψ, the faster do the gaps shrink.
The main issue in using this formula is correctly choosing the values of δ(0) and ψ. The initial value of δ(0) between the strip turns in rolls with closefitting contact surfaces but under zero interturn pressure (at q = 0) depends on the metal surface roughness. As a rule, the microrelief of cold-rolled strips is determined by Ra defined as the arithmetic average deviation of the surface roughness profile, which is quite justified because the value of this parameter is applied in standards characterizing the state of light-gage steel.
However, in the considered problem, the gaps between contact surfaces are indicated more explicitly by such roughness parameters: as Rz defined as the roughness profile’s maximal averaged height or Rmax defined as the profile’s maximal height, the distance from the vertex to the cavity of the biggest asperity on an analyzed microrelief section [12, 27]. Rz and Rmax are used in practice for the approximate roughness estimation and directly related to Ra, where the proportionality coefficient is determined by the microasperity shape. For steel sheets, Rmax ≈ (4 – 6)Ra and Rz ≈ (3 – 5)Ra. Interturn gaps in cold-rolled strip rolls are formed upon the contact between two surfaces of equal roughness. If the microrelief’s reciprocal penetration of the strip’s contact surfaces is ignored and there are no special conditions, it is expedient to consider the initial interturn gap between the rough surfaces as δ(0) ≈ 2Rmax, that is, δ(0) = (8–12)Ra or δ(0) ≈ 2Rz ≈ (6 – 10)Ra. For example, if requested by the customer, cold-rolled steel is produced with sides different in surface roughness. In these cases, the strips are rolled using the upper and the bottom working roller with bodies different in roughness in the last stand. Consequently, this subtlety has to be considered in determining the value of δ(0). For the closeup dependences of the smooth to the rough surface on the force of their compression, see works [23, 28].
According to authors of [26], gap size δ(0) between the strip turns in the roll at zero interturn pressure (at δ(0) = 0) is about (3 – 5)Ra. In work [23], it is asserted that initial gap δ(0) between contact surfaces depends on roughness Ra1 of one surface and Ra2 of the other and falls within (Ra1 + Ra2) ≤ δ(0) ≤ γ(Ra1 + Ra2), where γ is the coefficient equal roughly to 2.5. At δ(0) = Ra1 + Ra2, the closefitting of the contact surfaces is very tight and the reciprocal penetration of their microreliefs are very deep. At δ(0) = 2.5 (Ra1 + Ra2), the surfaces are in contact almost without any reciprocal penetration of their microasperities. The choice of the value of γ depends on the shape and kind of microasperity distribution, as well as on whether the metal surface has spots of process lubricant. These factors also determine the closeup of the contact surfaces at load [12]. In a stricter approach to assessing the interaction between two rough surfaces, height parameter RaΣ of the composition field can be expressed as RaΣ = (R\(a_{1}^{2}\) + R\(a_{2}^{2}\))1/2, where RaΣ is the probabilistic parameter characterizing the contact between two rough surfaces.
The authors of the publications use different approaches to estimate the surface roughness while determining the gaps between strip turns in contact in the roll, which depends on a problem being solved. For example, article [29] considers the probable kind of irregular roughness of cold-rolled steel and, therefore, quite legitimately takes the distance between the microprofile’s middle lines of the surfaces in contact for the interturn gap size and the relative profile bearing length for the sum of the sections cut off in the profile material at a preset level according to the classical Abbot curve. However, the excessive complication of calculating the SSS of cold-rolled strip rolls by using additional parameters of the roughness profile [27, pp. 134–138] is hardly justified.
Work [26] recommends taking the surface microrelief contractibility as ψ = 0.93 (N/mm2)–1 for tin and as ψ = 0.075 (N/mm2)–1 for sheet steel. Galvanized strips have a much higher ψ of 0.25 to 0.75 (N/mm2)–1 because the microrelief of metal coating is much more pliable and strainable at the compression of the surface in contact than the microrelief of cold-rolled steel without any coating. This explanation of the observed effect seems convincing and significant in analyzing the SSS and resistance of strip rolls with metal coatings, in particular, galvanized steel. The value of ψ is different for tin and sheet steel because tin has a smoother surface than cold-rolled steel meant for manufacturing parts by deep drawing. As a rule, the cold rolling of tin involves using work rolls with a comparative smooth surface in the last stand of a continuous strip mill [25].
The changes in the surface microrelief of cold-rolled strips and, consequently, in the interturn gaps in the roll are very complex and depend on many factors. The literature provides different values of ψ and δ(0) combinations. For example, the respective values of ψ and δ(0) taken by the authors of paper [23] for comparing the results of calculating the roll’s pressure on the coiler drum with the test data from [16] were 12 μm and 0.05 (N/mm2)–1. When using the method of calculating the roll’s pressure on the coiler drum, these values of ψ and δ(0) yielded a closer approximation to the test data. The using of ψ = 0.05 (N/mm2)–1 is not obligatory in calculating the roll’s SSS at a comparatively high surface roughness (Ra = 3 μm) [23]. This remark emphasizes that the considered issue is understudied.
According to the test measurement results of gap contractibility ψ at the contact between a rough and a smooth surface [28], it appears that at strainable surface roughnesses Ra of 1 and 3 μm at initial gap size δ(0) = Ra at q = 0 ψ = (0.65 – 0.72) (N/mm2)–1. At δ(0) = 2Ra ψ = (0.3 – 0.35) (N/mm2)–1 at q = 0. The total range of ψ at q = 0 is (0.3 – 0.72) (N/mm2)–1. The value of ψ goes down with an increase in contact surface compression force q, and the range of ψ shrinks in all conditions. Thus, at q = 6 N/mm2 δ(0) = Ra, and Ra is 1 and 3 μm, ψ = (0.65 – 0.9) (N/mm2)–1. In the same conditions, ψ = 0.02 (N/mm2)–1 at δ(0) = 2Ra. It is important to note that the value of ψ for δ(0) = 2Ra at q ≥ 2.5 N/mm2 becomes equal for the surfaces with roughness Ra of 1 and 3 μm and does not change with an increase in the surface compression force [28]. Thus, the value of ψ goes down with an increase in force q in which the contact surfaces compress most sharply in a comparatively narrow range from 0 to about 2–2.5 N/mm2. These data and the comparison of the respective calculation results of the roll pressure on the coiler drum with the test data allowed the authors of [23] to conclude that contractibility ψ of the rough surfaces of cold-rolled strips in the rolls was within 0.2 to 1 (N/mm2)–1. At low interturn pressures, ψ is close to 0.5 (N/mm2)–1 and the closeup between strip turns in the roll may range from 1 to 10 μm.
In addition to the foregoing, it should be noted that when considering the contractibility of interturn gaps in cold-rolled steel rolls, the authors of work [26] set initial gap δ(0) between the contact surfaces of strips, depending on the level of roughness and the contractibility coefficient as ψ = 0.3 (N/mm2)–1. Thus, at a roughness of 2.8 and 1.4 μm the accepted respective δ(0) were 2.8 and 1.4 μm. It seems that the roughness level was estimated against Rz. If to take that Rz = 3Ra, the respective Ra for a rough and a smoother surface are 2.8/3 = 0.93 and 0.47 μm. When the contact surfaces were compressed with force q = 2 N/mm2, the gaps shrank by about 100% for both rough (Ra = 0.93 μm) and comparatively smooth surface (Ra = 0.47 μm).
Thus, since initial gap δ(0) between the contact surfaces is essentially known and equal to almost 2Rz ≈ 2(3 – 5)Ra, as shown above, the SSS calculation of cold-rolled strip rolls requires defining the dependence of contractibility factor ψ on the roughness of the strip’s contact surfaces and force q of their interturn compression, that is, calculating ψ = f(Ra, q). Interturn gap contractibility ψ is calculated by the reverse recount according to the test data [13, 16, 30] on the roll pressure on the coiler drum. In this case, however, the issue with the uncertainty of the drum’s elasticity and strainability arises, as well as with the absence of any test results on industrial mills.
SURFACE ROUGHNESS INFLUENCE OF COLD-ROLLED STEEL ON INTERTURN GAPS IN ROLLS
The analysis of the interturn gap formation in rolls of cold-rolled strips with a rough surface makes it necessary to clearly distinguish several essential provisions for excluding any possibility of misinterpreting the results and conclusions of available studies. First of all, when radial contact stresses (specific interturn pressure q) are considered, this is regarding the relation of the compression force to rated force Frt of the contact area of the roll’s strip turns. In this case, the local strain in the thin surface metal layer of the turns in contact is determined by the interaction among the microasperities on the roll’s strip surface in areas of their actual contact. Actual area Fac of the touch of the rough surface’s microasperities constitutes only some part of the rated contact area. Consequently, the value of local contact stresses qac in the points of the actual contact of microasperities may largely exceed rated interturn pressure q. These local pressures are the ones that determine the elastic or plastic strain of the contact surface microrelief, the hardening degree of the rough surface metal layer, and, as a result, the change in the roll’s interturn gap size. The mutual penetration of microrelief and Fac of the microasperity contact of strip turns in the roll depend not only on the roughness value but also on the microasperity shape. Usually, a highly rough cold-rolled steel surface has a lower density of microelevations. Thus, interturn gaps in rolls are affected even by the method of embossing active turns of the last stand in the cold-rolling mill. The dimensions and the probabilistic roughness characteristics of the strip surface rolled in rollers embossed with grit or by electrosparking are different, which influences the interturn gap formation in the roll. This factor is hard to consider in calculating the SSS of cold-rolled steel rolls.
The relation of the overall actual area to the rated contact surface area is directly pro rata with the average normal stress (interturn pressure) q and inversely pro rata with yield strength σys of the strip metal. With the compression of strip turns in cold-rolled steel rolls, interturn gaps are shaped by the crushing of the rough layer’s microasperities of both contact surfaces. Their plastic strain is affected by the adjacent microasperities taken together. The initial strip roughness pattern and inteturn gaps change even with the crushing of only individual big microelevations. Thus, the interturn gap formation is influenced primarily by the properties of the rough strip layer and the stress state coefficient nσ = qac/σys.
EFFECTS OF PHYSICAL MECHANICAL PROPERTIES AND TEMPERATURE OF COLD-ROLLED STRIPS ON ROLL’S SSS
The mechanical properties of cold-rolled steel strips heavily depend on the overall reduction at cold rolling. The metal hardening during rolling determines the plasticity of the surface layer’s microasperities of the strips and, consequently, the interturn gap size in the roll. Henceforth, the overall strip reduction degree at cold rolling affects the hardening and plasticity of microrelief. Therefore, it determines the strainability of the rough surface layer of metal strips under the action of the turn compression force in the roll, and, as a result, affects the interturn gap size and the SSS in the roll. Tinplate is rolled with higher overall reductions than thicker steel sheets. Since the microrelief of cold-rolled tin surface is hardened much higher, its strainability is much lower than the roughness of cold-rolled steel sheets. Consequently, the ψ coefficient is also much lower.
The influence of the initial properties of the metal and the temperature of the rolled and coiled strips shows in a similar manner. Colled-rolled low-carbon steel is 50 to 100% more ductile than, for example, alloy or stainless steel. The microrelief of different steel strips at their interturn compression will strain in different ways even at equal surface roughness levels. Other things equal, the interturn gaps and the strip’s SSS of different steels will differ as well. The influence of the mechanical properties and ductility of the strip’s surface microrelief of different steels is similar to the temperature influence on the interturn gap formation in rolls and, consequently, on their SSS. Let us estimate the degree of this influence.
The cold-rolled steel yield strength relation is described as σys(ε) = \({{\sigma }_{{{\text{y}}{{{\text{s}}}_{{{\text{init}}}}}}}}\) + aεn, where \({{\sigma }_{{{\text{y}}{{{\text{s}}}_{{{\text{init}}}}}}}}\) is the yield strength of the metal before cold rolling, N/mm2; ε is the overall strain, %; a and n are the hardening constants [1, 31]. The most suitable constants for describing the yield strength of low-carbon steel with a carbon content of 0.08% are a = 43 and n = 0.61 [1, pp. 208–209]. If the initial yield strength of steel is \({{\sigma }_{{{\text{y}}{{{\text{s}}}_{{{\text{init}}}}}}}}\) ≈ 250 N/mm2, then σys(ε) ≈ 696 N/mm2 at ε = 50%; σys(ε) ≈ 797 N/mm2 at ε = 70%; σys(ε) ≈ 888 N/mm2 at ε = 90%. Tin is rolled with overall reductions close to 90%, whereas light-gage steel of 0.5 to 1.5 mm in thickness is rolled with overall reductions of 50 to 70%. It is seen that σys(ε) of cold-rolled tin and thicker cold-rolled strips affects the strainability of the metal’s surface microrelief in the roll.
The temperature influence on the yield strength of cold-rolled steel can be considered with the help of temperature coefficient nj. Thus, σys(ε, T) = njσys(ε), where nj is the empirical coefficient that depends on the metal’s chemical composition. According to monograph [31, p. 212], an increase in the temperature of 08 and 08kp steel grades from 20 to 200°C reduces σ0.2 by about 15%. The temperature of equally sized strips changes by 30 to 70°C at cold rolling. These variations in the strip temperature affect the microrelief ductility of cold-rolled steel but not so substantially. In the considered conditions, the influence of the overall strain degree at cold rolling and rolled strip temperature on their microrelief plasticity can be classified as second-order effects when determining the roll’s SSS of cold-rolled strips for the temperature of rolled and coiled strips as they usually do not exceed 200°C [1, pp. 180–190] and can drop to 140°C at the slowdown in rolling (20 mps). These temperature deviations along the strip are unable to significantly (by more than 10%) affect the ductile properties of the cold-rolled steel’s microrelief with high reductions and, therefore, the interturn gaps in the roll.
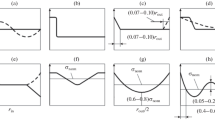
The positive influence of the strip coiling’s abating thermal mode was evaluated considering the regularities in the redistribution of interturn pressures at the strip temperature averaging in the roll. For the plot of the linear descending thermal mode of coiling with the maximal drop in the temperatures of the front and back end, see Fig. 1. For the change plots in the roll pressure on the coiler drum and in the interturn pressures in the roll on the coiler drum upon the removal from the coiler drum and averaging the strip temperature in the roll, see Fig. 2. According to these plots, the averaging of the temperature along the strip turns in the roll is followed by a major additional roll discharge. This discharge during annealing in the top-hat furnace favors the risk minimization of turns sticking in the roll.

Change modes in the strip turn temperature in the course of roll winding.

Change curves in the pressure of the roll on the coiling drum (1), interturn pressures in the roll placed on this drum (2), after the removal of the roll from the coiler (3), and after the full cooldown of the roll and averaging of the temperature of the strip coils across the roll winding thickness (4).
The exposed results show the positive influence of the descending law of changes in the strip temperature during coiling. They have been used to elaborate a new engineering solution, that is, the technique of exposing strips to cold rolling and coiling them for the subsequent annealing in the top-hat furnace. This includes the change in the rolling rate or in the CM consumption and, henceforth, the strip temperature in the course of rolling each roll. A distinct feature of this technique is that the rolling process is managed with a drop in the temperature along the strip while shaping each roll, in which case the strip’s front end is hotter than the back end by 5 to 100°C. For result details regarding the industrial testing of this new method of rolling and coiling, see the patent description in [32].
It is important to note that the metal’s temperature determines its elasticity modulus. This factor is easy to consider in the mathematical models from [3, 4] for determining stresses in rolls. Elasticity modulus E of 08 steel grade goes down with a rise in its temperature, in particular, by ~30% [31, p. 191] at a rise in the temperature from 20 to 400°C. At a temperature from 20 to 200°C, the elasticity modulus changes by about 10%. The temperature influence from the indicated range on the value of E can be ignored in calculating the SSS of cold-rolled steel rolls. However, it is necessary to consider this effect while analyzing changes in stresses of cold-rolled steel rolls at their heating and curing at elevated temperatures during annealing. The temperature influence on E must be considered when calculating the SSS of aluminum strip rolls. Aluminum’s elasticity modulus and Poisson ratio are about thrice lower than the respective parameters in steel.
Thus, the influence of the physical mechanical properties of metal on the SSS of cold-rolled strip rolls should be considered as required. There are no unsurmountable obstacles to solving this task. It should be emphasized that the foregoing referred only to the temperature influence on the properties of cold-rolled metal and the ductility of the strip surface microrelief, not to the influence on the roll’s SSS of changes in the turn length and radius that are determined by the metal’s thermal expansion or compression.
THE THERMAL RESISTANCE OF THE CONTACT BETWEEN SURFACES OF STRIP TURNS IN COLD-ROLLED STEEL ROLLS DETERMINES THE THERMAL FIELD AND TRANSFORMATION OF THEIR SSS
The thermal resistance dependences of the contact of rough surfaces on the temperature and compression force of the surfaces in contact, that are exposed in such publications ([33] for example), are characterized by highly uncertain values of the parameters and coefficients included in these relations. For all their usefulness, these dependences should be evaluated not as quantitative but as qualitative. For the theoretical and experimental study results of the resistance and thermal conduction of the rough surface contact as applied to solving the problem of the SSS of cold-rolled strip rolls, see thesis [34]. At one-off loading, it is important to note that the actual contact area of the heat-conducting junction formed by the rough surfaces of strip turns in the roll is shaped mainly by the plastic strain of microasperities under the action of interturn compression. At repeated loadings, the microasperity strain is mainly elastic, which is why the interturn gap size is almost unchanged. The microrelief of a comparatively smooth surface of cold-rolled steel, in particular, tin surface, is almost unstrained by repeated loadings. The actual surface’s contact area expands with an increase in the contact duration at load due to the emerging creep of metal, especially at comparatively elevated temperatures. The accompanying closeup of the surfaces makes the contact more heat-conducting. The contact’s thermal resistance weakens with the pressure rise at the elastic and plastic contact of the microasperities of the strip’s adjacent turns in the roll. The thermal resistance role of the contact of turns is most vivid in the annealing of cold-rolled steel. The thermal resistance coefficient Rth of the thermal contact regarding the strip’s rough surfaces in the roll depends on their roughness and dirtiness, the force of their compression, the physical mechanical properties and heat conduction of the strip’s material, the heat conduction of the intercontact space, and the interturn gap between the contact surfaces. These are the main factors determining the SSS of cold-rolled strip rolls and the heat conduction of the contact between adjacent turns in the roll at heating and cooldown.
REGULARITIES IN SSS TRANSFORMATION OF COLD-ROLLED STRIP ROLLS DURING COOLING UPON REMOVAL FROM COILER DRUM
For the distribution diagram of radial stresses in cold-rolled strip rolls removed from the coiler drum, see Fig. 2. The rolls removed from the coiler are immediately bound with packing tape to prevent the turns from opening. When the rolls are being removed from the coiler, several external and internal turns circumferentially slip under the action of radial and tangential stresses. The number of these turns and the slipping degree depend on the friction coefficient and the friction force between the strip’s contact surfaces. Since these turns are few in number, their shift relative to each other does not change the general stress pattern in the roll.
While the roll cools down, the temperature of the turns across its winding thickness goes down at different rates, which affects their SSS. The external and internal turns cool down most intensively.
Due to the thermal compression of the metal at cooldown, the external turns become cold faster, shrink in size (radius), and, therefore, constrict the lower layers of the strip, which increases the radial stresses in the roll. The internal turns are contracted as well due to a drop in their temperature but affect the roll’s SSS in an opposite manner: they compress and shrink in size to reduce the interturn pressure. Since the external turns have a large radius than the internal ones and this difference increases with an increase in the roll weight, the influence of the external turns on the roll’s SSS generally prevails. In addition, the external turns of the roll are in a more favorable position for convective heat exchange than the internal ones and, therefore, become cold faster. In the course of cooldown, the turns sag under the influence of thermal strain while the interturn gaps change. The roll’s SSS transforms in this manner in the initial roll cooling phase, when the difference in temperature between the external turns and the ones in the middle part across the winding thickness reaches its maximum.
When the cooldown duration extends, the temperature gradient in the rolls goes down for the turns in the middle part across the winding thickness. Also, it becomes much colder. The indicated increase in the interturn pressures in the roll in the first phase of their cooling upon the removal from the coiler drum may negatively affect the welding of the strip turns at the annealing in the top-hat furnace and result in the fracture effect. To prevent these effects in practical production operations, it is necessary to apply procedures of weakening the interturn pressures in the roll in the phase of its cooling upon the removal from the rolling mill coiler. The possibilities of positively affecting the roll’s SSS by adjusting the tension, as well as the strip rolling and coiling rates, are considered in articles [5‒7] for example. Another efficient way of weakening the interturn pressures in the roll is the targeted control of the cold-rolled strip temperature in all of the production process phases.
The optimization of the roll’s SSS by adjusting the temperature along a coiled strip relies on the basic regularities and effects exposed below. In case of a monotonous or a leap-like rise by 30 to 50°C in the temperature of the rolled and coiled strip, when the roll cools down upon being removed from the coiler, the hotter turns will compress the relatively cold internal turns. Thus, the colder internal turns will expand by being heated from the hotter external turns. As a result, additional interturn compression stresses are formed in this transitional layer across the winding thickness, where the temperature of the turns changes in different ways. On the other hand, with a monotonous or a sharp drop by 30 to 50°C in the temperature of some coiled strip’s section, the internal hotter turns compress at cooldown through the contact with the superior turns. The upper turns heat up and expand accordingly. Consequently, a transitional layer of turns is formed, where the interturn pressures weaken. This can cause a relative slip of the strip’s contact surfaces, shift the turns circumferentially and even axially during unwinding, which leaves surface defects on light-gage steel.
The stress redistribution in the roll also occurs when it is heated up in the top-hat furnace at the annealing of cold-rolled steel. When a hot gas heats up and expands the internal turns to a greater extent than the turns, that are located in the middle part along the winding thickness and heat up slower, the stresses in the internal layer of turns increase. The external strip turns also heat up faster while the roll is being heated up in the furnace. However, the external turns as the hottest ones do not constrict the internal ones; on the contrary, the former expand to weaken the radial compression stresses in the upper roll layers. In the initial phase of cold-rolled steel annealing, the internal layer’s compression of turns favors the additional closeup of the strip’s contact surfaces and the reduction in the interturn gaps in this layer. The compression of the external turns and the increase in the respective interturn pressures occur when the roll cools down after annealing.
To quantitatively estimate the roll’s SSS, it is necessary to consider the occurred relaxation of stresses, changes in the mechanical properties of cold-rolled steel due to its unhardening at annealing and of interturn gaps in the rolls.
In conclusion, it should be noted that the noteworthy results of measuring stresses in cold- and hot-rolled strip rolls are exposed in a lot of other publications, for example, in [35–37]. Since researchers in different countries have resorted for decades to measuring stresses in light-gage steel sheets, the considered topic is scientifically and practically important for upgrading the technology to produce these critical metal products, in which its global output is hundreds of millions of tons.
CONCLUSIONS AND PRACTICAL GUIDELINES
The derived regularities in the SSS formation of cold-rolled strip rolls allow proposing several engineering solutions for usage in production practices. First of all, it is necessary to minimize the period of cooling down the rolls removed from the cold-rolling mill coiler before being loaded into the top-hat furnace. Firstly, the positive effect of this solution consists in energy saving; secondly, as shown above, it consists in preventing the undesired result of the stress redistribution in the rolls at cooling.
The monotonous reduction of the temperature along the length of a coiled cold-rolled strip by 30 to 50°C weakens the interturn pressures in the roll by about 100%. The monotonous increase in the temperature by the same amount along the strip from its front end to its back end increases the interturn pressures in the roll due to the influence of thermal interturn stresses at the equalization of temperature in the course of the roll’s natural chilling.
The factors that significantly influence the temperature of coiled strips are the rolling rate and the amount of CM supplied to the mill stands during cold rolling. The change in the strip temperature by 50°C is equivalent to the change in the reel unit tension by about 130 N/mm2, whereas the rated specific tension of coiled strips is 21 to 25 N/mm2, that is, fivefold as low. This thermal effect should be considered in adjusting the speed modes of rolling.
To prevent the negative influence on the roll’s SSS of the sharp change in the strip temperature due to the slowdown in the rolling of sections with welded seams, the welded seam throughput rate should be increased to 400–600 m/min for reducing the difference in the steady-state (working) rate and the rate of rolling strip sections with welded seams and, therefore, the differences in the temperature along the strip. In this case, the peak interturn pressures in the roll sections, adjacent to the welded seams and dangerous in terms of strip turn sticking at annealing, weaken by 50 to 100%. In addition, the probability, that the turns will slip at the roll uncoiling, goes down because the minimal interturn pressures increase.
The distinct feature of the cold rolling and coiling of strips, including changes in the rolling rate or CM consumption and, therefore, the rolled strip temperature, is that the rolling is managed with a reduction in the temperature along the strip, in which case the strip’s front end will be hotter than the back end; this procedure is efficient in producing cold-rolled strips for cover annealing in rolls.
The proposed elements of the cold-rolled light-gage steel production technology allow improving the conditions of thermal field formation in rolls, weaken interturn pressures in them, and decrease the occurrence probability of surface defects related to the sticking, welding, or slipping of strip turns in rolls.
REFERENCES
Mazur, V.L. and Nogovitsyn, A.V., Theory and Technology of Sheet Rolling. Numerical Analysis and Applications, Boca Raton, FL: CRC Press, 2019.
Mazur, V.L. and Timoshenko, V.I., Stress-deformation state of cold-rolled coils, Part 1, Izv. Vyssh. Uchebn. Zaved., Chern. Metall., 1979, no. 4, pp. 55–59.
Mazur, V.L. and Timoshenko, V.I., Stress-deformation state of cold-rolled coils, Part 2, Izv. Vyssh. Uchebn. Zaved., Chern. Metall., 1979, no. 6, pp. 52–55.
Mazur, V.L. and Timoshenko, V.I., Calculation of the stress state of coiled cylinders, Mekh. Kompoz. Mater., 1982, no. 5, pp. 880–886.
Mazur, V.L., The mode of winding of coils of the hot and cold steel strips, Stal’, 1980, no. 7, pp. 591–595.
Mazur, V.L., Timoshenko, V.I., and Prikhod’ko, I.Yu., Regulating the coil stress by adjusting the rigidity of the winding drum, Steel Transl., 2018, vol. 48, no. 8, pp. 528–535.
Mazur, V.L., Timoshenko, V.I., and Prikhod’ko, I.Yu., Stability loss and defects in coils of cold-rolled strip, Steel Transl., 2019, vol. 49, no. 1, pp. 58–65.
Mazur, V.L., Timoshenko, V.I., and Prikhod’ko, I.Yu., Efficient cold rolling and coiling modes, Steel Transl., 2019, vol. 49, no. 8, pp. 548–558.
Prikhod’ko, I.Yu., Timoshenko, V.I., Chernov, P.P., et al., The influence of the rough surface of cold-rolled strips on the conditions of cohesion of coil turns during annealing and the formation of surface defects, Metall. Gornorudn. Prom-st’, 2002, nos. 8–9, pp. 92–101.
Chernov, P.P., Prikhod’ko, I.Yu., Skorokhodov, V.N., et al., The influence of the temperature of coiling strips into coils during cold rolling on the formation of surface defects of strips, Metall. Gornorudn. Prom-st’., 2002, nos. 8–9, pp. 101–108.
Prikhod’ko, I.Yu., Chernov, P.P., Timoshenko, V.I., and Akishin, V.V., The influence of modes of coiling and annealing of strips on the adhesion and welding of coil turns, Trudy pyatogo kongressa prokatchikov, g. Cherepovets, 21–24 oktyabrya 2003 g. (Proc. Fifth Congr. of Rolling Mill Workers, Cherepovets, October 21–24, 2003), Moscow: Chermetinformatsiya, 2004, pp. 152–155.
Mazur, V.L., Proizvodstvo lista s vysokokachestvennoi poverkhnost’yu (Production of Sheet with High Surface Quality), Kiev: Tekhnika, 1982.
Solov’ev, P.I., Dunaevskii, V.I., and Dornostup, V.S., Analysis of coiling drums of cold rolling mills, Tr. Vseross. Nauchno-Issled. Proektn.-Konstr. Inst. Metall. Mashinostr., 1962, no. 6, pp. 54–58.
Berenov, A.D., Khimich, G.L., and Tsalyuk, M.B., Stress state and stability of multilayer anisotropic cylinders, Vestn. Mashinostr., 1971, no. 10, pp. 29–31.
Zapara, B.M., Determination of pressure on the reel drum taking into account the anisotropic properties of the coil and their changes during the winding, Tr. Vseross. Nauchno-Issled. Proektn.-Konstr. Inst. Metall. Mashinostr., 1972, no. 30, pp. 154–164.
Wilkening, H., Betrachtungen zum Standvermögen gewickelter Bandringe, Steel Res. Int., 1973, vol. 44, no. 7, pp. 513–520.
Yuen, W.Y.D. and Cozijnsen, M., Optimum tension profiles to prevent coil collapses, SEAISI Q., 2000, vol. 29.3, pp. 50–59.
Mazur, V.L., Preventing surface defects in the uncoiling of thin steel sheet, Steel Transl., 2015, vol. 45, no. 12, pp. 959–966.
Mazur, V.L. and Pargamonov, E.A., Formation and prevention of flexure defects at the surface of cold-rolled steel strip, Steel Transl., 2016, vol. 46, no. 8, pp. 595–601.
Mazur, V.L. and Pargamonov, E.A., Preventing “fracture” defects of cold-rolled steel, Metall. Gornorudn. Prom-st’, 2015, no. 6, pp. 39–47.
Anderssen, B., Fowkes, N., Hickkson, R., and McGuinness, M., Analysis of coil slumping, in Proceedings of the 2009 Mathematics and Statistics in Industry Study Group, Wollongong, NSW: Univ. of Wollongong, 2010, vol. 1, pp. 90–108.
Li, S. and Cao, J., A hybrid approach for quantifying the winding process and material effects on sheet coil deformation, J. Eng. Mater. Technol., 2004, vol. 126, pp. 303–313.
Wadsley, A.W. and Edwards, W.J., Coil winding stresses, J. Austr. Inst. Met., 1977, vol. 22, no. 1, pp. 17–27.
Mazur, V.L. and Timoshenko, V.I., Teoriya i tekhnologiya prokatki (gidrodinamicheskie effekty smazki i mikrorel’ef poverkhnosti) (Theory and Technology of Rolling: Hydrodynamic Effect of Lubrication and Surface Microrelief), Kyiv: ADEF-Ukraina, 2018.
Pimenov, A.F., Soskovets, O.N., Traino, A.I., et al., Kholodnaya prokata i otdelka zhesti (Cold Rolling and Finishing of Tinplate), Moscow: Metallurgiya, 1990.
Edwards, W.J. and Boulton, G.J., The science of coil winding, AISE Steel Technol., 2001, nos. 11–12, pp. 24–33.
Belov, V.K., Profili poverkhnosti: monografiya (Surface Profiles: Monograph), Magnitogorsk: Magnitogorsk. Gos. Tekh. Univ. im. G.I. Nosova, 2007.
Nuri, K.A. and Halling, J., The normal approach between flat surfaces in contact, Wear, 1975, vol. 32, no. 1, pp. 81–93.
Weisz-Patrault, D., Ehrlacher, A., and Legrand, N., Non-linear simulation of coiling accounting for roughness of contacts and multiplicative elastic-plastic behavior, Int. J. Solids Struct., 2016, vols. 94–95, pp. 1–20.
Chernov, P.P., Meleshko, V.I., Mazur, V.L., and Vinogradov, V.I., Experimental determination of interturn pressures in steel strip rolls, Stal’, 1982, no. 7, pp. 46–47.
Tret’yakov, A.V. and Zyuzin, V.I., Mekhanicheskie svoistva metallov i splavov pri obrabotke metallov davleniem (Mechanical Properties of Metals and Alloys during Metal Pressuring), Moscow: Metallurgiya, 1973.
Prikhod’ko, I.Yu., Skorokhodov, V.N., Nastich, V.P., et al., RF Patent 2236917, Byull. Izobret., 2004, no. 27.
Demkin, N.B., Alekseev, V.M., and Kirshin, N.N., Influence of microgeometry and contact time on the thermal conductivity of a contact, in Metrologicheskie i tekhnologicheskie issledovaniya kachestva poverkhnosti (Metrological and Technological Studies of Surface Quality), Riga: Zinatne, 1976, pp. 64–72.
Prikhod’ko, I.Yu., Development and implementation of technology, calculation, and control of production parameters of cold-rolled strips with high flatness and high-quality surface, Extended Abstract of Doctoral (Eng.) Dissertation, Donetsk, 2010. http://www.metaltehnomash.com.ua/PDFFiles/AbstractDissPryhodko.pdf.
Lin, P.M. and Wickert, J.A., Analysis of core buckling defects in sheet metal coil processing, J. Manuf. Sci. Eng., 2003, vol. 125, pp. 771–777.
Wang, Y., Li, L., Yan, X., et al., Modeling of stress distribution during strip coiling process, J. Iron Steel Res. Int., 2012, vol. 19, no. 8, pp. 6–11.
Belskii, S.M. and Shopin, I.I., Stress–strain state of coiled steel, Steel Transl., 2017, vol. 47, no. 11, pp. 722–727.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by S. Kuznetsov
About this article

Cite this article
Mazur, V.L., Prikhod’ko, I.Y. Influence of Pulling Modes and Temperature of Coiling Cold-Rolled Strips. Steel Transl. 50, 618–628 (2020). https://doi.org/10.3103/S0967091220090090
Received:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S0967091220090090