
Abstract
The interrelation between the mechanisms of surface layer deterioration of powder composites and the elemental compositions of their primary structures under extreme friction conditions was studied. Extreme conditions were set by sliding under high pressure (>100 MPa) with boundary lubrication or by dry sliding under high-density electric current (>100 A/cm2). This resulted in plastic deformation of the surface layers and their deterioration due to low-cycle fatigue. High wear resistance of materials in such conditions should be achieved due to satisfactory stress relaxation in the surface layers. It was suggested that stresses should be relaxed due to local plastic deformation in the vicinity of the emerging stress concentrators. The ease of plastic deformation (and ease of relaxation) should be ensured by reduced doping of the structural components of composites, i.e., due to the lack of solid solutions. It was shown that the composites having Cu–steel (alloy)–TiC compositions obtained by self-propagating high-temperature synthesis with simultaneous pressing of the burning charge demonstrated strong adhesion at the sliding contact and showed low wear resistance under high boundary friction pressures. The absence of solid solutions in the primary structure of the Cu–Fe–TiC composite corresponded to high wear resistance due to the absence of adhesion at the contact and easy stress relaxation. Composites of Cu–steel-graphite compounds made by sintering in vacuum showed strong adhesion at a dry sliding electrical contact and low wear resistance due to the high content of alloying elements. It was noted that the absence of solutions in the Cu–Fe–graphite composite prevented adhesion at the contact and resulted in high wear resistance. In addition, stresses in the surface layer were also relaxed by the formation of FeO in the contact space during sliding with the current collector. Composites containing solid solutions were incapable of forming FeO on the sliding surface. This was an additional reason for the low wear resistance. It was noted that solid solutions caused a decrease in thermal conductivity of the surface layer, leading to increase in temperature gradients on the sliding surface and corresponding acceleration of friction zone deterioration.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
It is known [1] that high wear resistance results from the high fatigue strength of the surface layer. Maximum strength is achieved under multicycle fatigue conditions, primarily by increasing the yield strength of the surface layer in different ways (alloying, surfacing, etc.) [2–5]. Hardening of materials with solid phases can increase fatigue strength only in certain cases [6, 7]. The use of alloys with complex elemental compositions cannot always be convincingly substantiated [8, 9]. For all such materials, a friction regime should be set that prevents a strong drop in the hardness of the contact layer due to increased temperature of the sliding surface. However, in some operating conditions, inevitable plastic deformation of the surface layer occurs and it deteriorates under low-cycle fatigue conditions. Such friction conditions should be considered as extreme for the used material.
In the general case, plastic deformation is a manner of stress relaxation [10, 11]. Easy stress relaxation does not significantly decrease grain size in the primary structure, and the material deteriorates with a high degree of deformation. The ductility of materials is determined by their structure (elemental and phase compositions, stress state, etc.). High ductility should yield easy stress relaxation near the emerging stress concentrators. Complication of the structure by alloying, introduction of solid phases, or deformation defects causes decreased ductility [12]. This entails a decrease in stress relaxation ability due to local plastic deformation and should reduce the fatigue strength of the material. This regularity was observed for many materials at low \(\left( {\frac{{\partial \varepsilon }}{{\partial t}} < {{{10}}^{{ - 1}}}\,\,{{{\text{s}}}^{{ - 1}}}} \right)\) deformation rates. However, in the general case, the dependence of fatigue strength on defect concentration may have a maximum, or this dependence may be absent [13].
Microvolumes adjacent to the sliding surface undergo significantly higher mechanical and thermal loads (relative shear rate of up to 106 s–1, pulse power of 105–106 W/cm2, etc.) [14]. If the material of the surface layer is plastic, then local stresses should relax easily and high wear resistance should be manifested. Therefore, it should be expected that a primary structure with a complex composition cannot effectively relax stresses in an extreme sliding contact zone and will deteriorate, manifested as high wear. These general considerations should be taken as a hypothesis requiring experimental verification. Extreme friction conditions can be set as any type of external influence, e.g., high pressure, high sliding speed, high current density, lack of lubrication, etc. Powder composites can serve as models for such experiments.
The aim of this work is to study the relationship between the primary structure of metal composites and their wear resistance during sliding under high contact pressure or high-density current.
MATERIALS AND METHODS
Composites (1–3) for high-pressure friction were prepared by pressing in a technological combustion wave [15]. Their thermal conductivity (λ) and Vickers hardness (VH) were determined by standard methods and are given in Table 1. Sliding with boundary lubrication under a pressure of p = 40–190 MPa at a rate of v = 0.5 m/s was carried out according to a mechanical seal scheme and a shaft–flat pads scheme. The counterbody was stellite 190.
Composites (4–6) for sliding with a high-density current were obtained by sintering in vacuum at a temperature of 1100°C for 2 h. Their termal conductivity (λ), electrical resistivity (ρ), and Brinell hardness (HB) were determined by standard methods and are shown in Table 1. Images of sliding surfaces were obtained with a Neophot-21 optical microscope. The phase compositions of surface layers were determined on a DRON-3 diffractometer. Sliding was carried out according to a pin-on-ring scheme at a pressure of p = 0.13 MPa at a velosity of 5 m/s without lubrication under the action of alternating current perpendicular to the sliding surface. The counterbody was AISI steel 1045 grade hardened steel (50 HRC).
RESULTS AND DISCUSSION
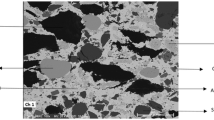
Composite 1, which contains Hadfield steel (13% Mn), demonstrates high adhesion to the counterbody (Fig. 1a). Large volumes of surface layer shear characteristic of the predeterioration state are observed. The sliding surface of composite 2 also deteriorates due to adhesion, but by means of unrestricted plastic flow with the formation of viscous quasiperiodic fractures perpendicular to the sliding direction (Fig. 1b). Sliding of composite 3 takes place without obvious signs of adhesion (Fig. 1c).

Worn surfaces of SHS composites with compositions TiC–Cu–G13 (a), TiC–Cu–(Co, Ni–Cr) (b), and TiC–Cu–Fe (c) after sliding under high pressures.
Primarily, strengthened adhesion is directly related to increased contact temperature. Under the action of temperature and in some coupling schemes, the lubricant may disappear from the friction zone and the surface layer will quickly deteriorate due to adhesion. A high contact temperature occurs with materials having low thermal conductivity, which is inherent to materials with complex structure (alloys, solid solutions, intermetallic compounds, etc.). Composites 1 and 2 contain solid solutions (Ni–Cr and Hadfield steel) and have low thermal conductivities (see Table 1); therefore, high temperature gradients appear on the friction surface, causing high thermal and mechanical stresses. These two factors (temperature gradient and adhesion) most clearly contribute to deterioration of the surface layer, i.e., wear. The relatively high thermal conductivity of composite 3 ensured satisfactory heat removal from the friction zone, which prevented strong adhesion; friction occurred with a low coefficient. The difference in the thermal conductivities of the composites leads to a difference in the average contact temperature, which can be estimated based on the distribution of heat fluxes from the friction zone to the composite and the counterbody, without taking into account wear: fpv = λ1gradT1 + λ2gradT2.
The average temperature Ts of the contacts of the composites depends on the coupling scheme. For example, in a coupling scheme like a mechanical seal (ring endfaces), the friction zone of composite 2 heats up to design temperatures Ts > 1500 K. The friction zone of composite 3 heats up to Ts < 700 K. Obviously, in interfaces with a higher heat sink, the contact temperature will be lower. Adhesion in the contacts of composites 1 and 2 led to their more intensive wear compared to that of composite 3. This means that is not advisable to use materials containing solid solutions in severe friction conditions. The validity of this statement is also clear when comparing the durability of drill-bit thrust bearings. The thrust bearings had a matrix–solid filler design, with the iron + bronze (8% Sn, 12% Pb) pseudoalloy as the matrix. Composites 1 and 3 served as experimental fillers. Stellite 190 was the industrial filler. It has been shown that the durability of drill bits containing filler 3 is twice as high as the performance of filler composite 1. It should be noted that the durability of bits with filler 3 was at the level of industrial bits with stellite 190 filler. Our data show that solid solutions in the primary structure impede stress relaxation in the contact zone, result in increased contact temperature, lead to the corresponding rapid disappearance of lubricant at the contact, and activate adhesion. In addition, low thermal conductivity in the presence of solid solutions also increases temperature gradients at the contact.
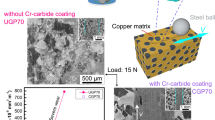
Dry sliding of materials under electric current is accompanied by high temperature pulses at contact spots. This usually enhances adhesion [16]. Clearly (Fig. 2a), composite 4 containing Hadfield steel is worn by the adhesive mechanism. Composite 5 based on SHS (self-propagating high-temperature synthesis) composite 1 shows a similarly worn surface (see Table 1). The wear rate of these composites is high [17]. The sliding surface of composite 6 is deformed by a viscous fluid mechanism (Fig. 2b) and deteriorates at a low intensity without obvious signs of adhesion. The difference in wear mechanisms should be due, first of all, to the state of the sliding surface. It is known [18] that the absence of oxides on a sliding surface without lubrication in the presence of current leads to adhesion. The surface layer of composites 4 and 5 does not contain oxides (Fig. 2c), and this activates adhesion. High stresses then occur in the contact zone. The presence of FeO on the sliding surface of composite 6 leads to absence of adhesion; i.e., FeO oxide acts as a lubricant and high stresses do not occur (FeO facilitates relaxation). In addition, melting of the friction surface provides additional stress relaxation [19, 20].

Worn surfaces of composites of Сu–graphite–G13 (а), Cu–graphite–Fe (b), and XRD pattern of the composite surface layers (c).
From the above data, it is clear that thermal conductivity is a primary structure parameter that during friction has a strong effect on surface layer strength. Hardness and other mechanical properties of the primary structure do not play a significant role. The decrease in thermal conductivity and corresponding increase in adhesion are primarily caused by solid solutions in the primary structure. This leads to a corresponding sharp increase in temperature and a decrease in yield strength at contact spots, as well as high mechanical stresses. Relaxation of these stresses is possible via local plastic deformation in stress concentrator zones. However, solid solutions or the presence of several phases in the surface layer prevent rapid plastic deformation and easy stress relaxation. It should be considered that in the friction zone, the dimensions of structural elements decrease and a nanocrystalline contact layer can occur [21]. Sometimes new compounds form due to chemical reactions or mixing of atoms; in the general case, the surface layer is a composite. The structural components of such a composite containing solid solutions (e.g., Hadfield steel microparticles) relax stresses due to the formation of a main crack and subsequent entry of a deterioration fragment into the contact space as a possible wear particle. For generalization, it should be noted that solid solutions usually reduce the ductility of the base of the material and increase the yield strength [12]. This means that solid solutions strengthen the base metal while reducing its stress relaxation ability. This hardening leads to shear instability of the surface layer at the macroscale and its accelerated deterioration under extreme friction conditions at high pressures. Therefore, it should be expected that hardening of the primary structure by solid solutions will lead to accelerated weakening of the surface layer under dynamic external friction conditions. Solid solutions also cause an increase in the electrical resistivity of the primary structure and, accordingly, an increase in the electric resistance of the friction zone. Therefore, passage of an electric current will lead to increased heat release at such a contact and increased temperature gradients, which will significantly enhance the intensity of surface layer deterioration [19, 20]. Consequently, to ensure high strength of the surface layers of steel composites when loading them with boundary friction under an extremely high contact pressure or by sliding under an electric current with an extremely high density, plastic steels are required that can easily relax stresses near the resulting stress concentrators by means of plastic microshear. This is most easily done with iron.
CONCLUSIONS
Powder SHS composites with Cu–TiC–steel compositions exhibit high wear resistance under boundary friction at high (more than 100 MPa) contact pressures in cases when the Cu–steel bond can easily relax stresses via local plastic deformation in the contact layer and absence of adhesion at the contact. This is possible with a low content of alloying elements in steel and copper using iron in a binder.
Sintered powder composites with Сu–graphite–steel compositions exhibit high wear resistance under dry friction with a high-density electric current in cases when steel and copper have a low content of alloying elements, there is no adhesion, FeO forms in the contact space, and stress relaxation occurs due to local melting of the sliding surface.
REFERENCES
Kragelsky, I.V., Dobychin, M.N., and Kombalov, V.S., Friction and Wear: Calculation Methods, New York: Pergamon, 1982.
Ulutan, M., Celik, O.N., Gasan, H., and Er, U., Effect of different surface treatment methods on the friction and wear behavior of AISI 4140 steel, J. Mater. Sci. Technol., 2010, vol. 26, no. 3, pp. 251–257.
Kato, H., Todaka, Y., Umemoto, M., Haga, M., and Sentoku, E., Sliding wear behavior of sub-microcrystalline pure iron produced by high-pressure torsion straining, Wear, 2015, vol. 336-337, pp. 58–68.
Bansa, D.G., Eryilmaz, D.G., and Blau, P.J., Surface engineering to improve the durability and lubricity of Ti–6Al–4V alloy, Wear, 2011, vol. 271, no. 9, pp. 2006–2015.
Blau, P.J., Friction Science and Technology—From Concepts to Applications, Boca Raton, FL: CRC Press, 2008.
Rajkumar, K. and Aravindan, S., Tribological performance of microwave sintered copper–TiC–graphite hybrid composites, Tribol. Int., 2011, vol. 44, no. 4, pp. 347–358.
Çelikyürek, I., Körpe, N.Ö., Ölçer Tuğba, and Gürler, R., Microstructure, properties and wear behaviors of (Ni3Al)p reinforced Cu matrix composites, J. Mater. Sci. Technol., 2011, vol. 27, no. 10, pp. 937–943.
Wang, X., Wei, X., Hong, X., Yang, J., and Wang, W., Formation of sliding friction-induced deformation layer with nanocrystalline structure in T10 steel against 20CrMnTi steel, Appl. Surf. Sci., 2013, vol. 280, pp. 381–387.
Fang, Y.L. and Wang, H.M., High-temperature sliding wear resistance of a ductile metal-toughened Cr13Ni5Si2 ternary metal silicide alloy, J. Alloys Compd., 2007, vol. 433, pp. 114–119.
Glezer, A.M. and Metlov, L.S., Physics of megaplastic (severe) deformation in solids, Phys. Solid State, 2010, vol. 52, no. 6, pp. 1162–1169.
Egorushkin, V.E., Panin, V.E., and Panin, A.V., Influence of multiscale localized plastic flow on stress-strain patterns, Phys. Mesomech., 2015, vol. 18, no. 1, pp. 8–12.
Polukhin, P.I., Gorelik, S.S., and Vorontsov, V.K., Fizicheskie osnovy plasticheskoi deformatsii. Uchebnoe posobie dlya vuzov (Physical Basis of Plastic Deformation: Manual for Higher Education Institutions), Moscow: Metallurgiya, 1982.
Biermann, H., Beyer, G., and Mughrabi, H., Low-cycle fatigue of a metal-matrix composite: Influence of pre-straining on the fatigue life, Mater. Sci. Eng., A, 1997, vols. 234–236, pp. 198–201.
Tushinskii, L.I. and Poteryaev, Yu.P., Problemy materialovedeniya v tribologii (Problems of Materials Science in Tribology), Novosibirsk: Novosib. Gos. Tekh. Univ., NETI, 1991.
Fadin, V.V., Kolubaev, A.V., and Aleutdinova, M.I., Friction of composites based on titanium carbide produced by the process combustion method, J. Frict. Wear, 2011, vol. 32, no. 6, pp. 608–613.
Braunovich, M., Konchits, V.V., and Myshkin, N.K., Electrical Contacts: Fundamentals, Applications and Technology, Boca Raton, FL: CRC Press, 2006.
Aleutdinova, M.I., Characteristics of a contact zone of metal composites under dry friction and electric current passing, Vopr. Materialoved., 2012, vol. 70, no. 2, pp. 102–108.
Bogdanovich, P.N. and Prushak, V.Ya., Trenie i iznos v mashinakh. Uchebnik dlya vuzov (Friction and Wear in Machines: Manual for Higher Education Institutions), Minsk: Vysshaya Shkola, 1999.
Fadin, V.V., Aleutdinova, M.I., Potekaev, A.I., and Kulikova, O.A., The surface layer states in metallic materials subjected to dry sliding and electric current, Russ. Phys. J., 2017, vol. 60, no. 5, pp. 908–914.
Aleutdinova, M.I. and Fadin, V.V., Characteristics of dry sliding electric contact of metals in conditions of catastrophic wearing, Izv. Vyssh. Uchebn. Zaved., Chern.Metall., 2019, vol. 62, no. 2, pp. 103–108.
Sarychev, V.D., Gromov, V.E., Nevskii, S.A., Nizovskii, A.I., and Konovalov, S.V., Nanolayer formation during hydrodynamic instability under external stimuli, Steel Transl., 2016, vol. 46, no. 10, pp. 679–685.
Funding
The study was performed within the Program of Fundamental Scientific Research of the State Academies of Science for 2013–2020, direction III.23.
Author information
Authors and Affiliations
Corresponding authors
About this article

Cite this article
Fadin, V.V., Kolubaev, A.V. & Aleutdinova, M.I. On Wear Resistance of Steel-Containing Composites under Extreme Friction Conditions. Steel Transl. 49, 517–521 (2019). https://doi.org/10.3103/S0967091219080035
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S0967091219080035