
Abstract
The effect of tin-insoluble alloying elements (Zn, Si) on the mechanical and tribotechnical properties of Al–40Sn sintered composites has been studied. Powder mixtures with alloying additives have been sintered at a temperature above the melting point of tin (232°C). Sintered samples have a residual porosity, which negatively affects the strength, ductility, and wear resistance of the composite under dry friction. The hot pressing in a closed die or equal-channel angular pressing (ECAP) at a temperature of 250°C make it possible to reduce the material porosity with a significant increase in the strength and ductility. Regardless of the pressure treatment method, the compacted samples have high wear resistance. The main wear mechanism of the composite consists in the delamination of matrix grains in the surface layer owing to their shear along the tin interlayers in the sliding direction. The shear and peeling of grains are preceded by a strong strain in the surface layer, in the case of which the grain boundaries with tin interlayers are elongated in the sliding direction, that is, a layered structure is formed. Composites having most of the grain boundaries of the aluminum matrix oriented perpendicular to the sliding direction have the maximum wear resistance. A similar structure is formed in the flow plane of the material under the ECAP treatment. It has been found that the wear resistance of the composite with a zinc-alloyed matrix is higher than that with a silicon-alloyed matrix.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
Adhesive wear is the most dangerous wear type of metal parts in friction units. To prevent such type of wear, in the case of sliding bearings, inserts made of antifriction materials having the property of surface self-lubrication under a deficiency of liquid lubricant are used. Usually, graphite, disulfides, talc, and other materials having a low shear resistance capable of being smeared over the surface of coupled bodies in the form of a thin film are used as sources of solid lubricants in the case of such materials [1–5].
However, when preparing composite materials (CMs) with nonmetallic inclusions, problems arise connected with wetting of the latter by the matrix material or with preventing chemical interaction between the mentioned phases with the formation of brittle and hard intermediate layers. Therefore, in the case of self-lubricating composites based on a metal matrix, soft metals are often used as solid lubricants that do not dissolve in the matrix, but have a strong adhesive bond to it. Such composites include, for example, alloys of Al–Sn system.
Under friction process, the composite bearing is heated, and the constituent phases thereof undergo expansion. If a soft tin inclusion is in contact with the surface, then the aforementioned expansion leads to the extrusion of only a small part of its content. For a high-quality coating of the friction surface with extruded tin, it is required that the volume fraction of tin inclusions in the Al matrix be large. However, since tin is not strengthened under normal conditions, a high concentration of tin in the alloy automatically leads to a decrease in its strength and bearing capacity. Moreover, tin does not dissolve in solid aluminum and is located at the boundaries between the grains of the matrix, which reduces their contiguity and, as a consequence, promotes the segregation of the phases significantly different in density in the course of crystallization of the Al–Sn melt. Therefore, the volume fraction of Sn in CM is forcedly limited, and the content of tin as a lubricant turns out to be far from optimal [6–8].
It can be assumed that the rapid crystallization of Al–Sn melts that leads to the refinement of the matrix grains and to increase in their specific surface area could promote an increase in the probability of grain cohesion within tin-free areas [9]. However, with decreasing grain size while maintaining the volume fraction of the grains in CM, the number of nearest neighbors exhibits a decrease too. Therefore, the refinement of aluminum grains does not change the situation, and the matrix skeleton in rapidly cooled alloys with a high tin content remains poorly bound and fragile. However, at the same amount of tin, the aluminum skeleton having a high contiguity is formed in the mixtures of Al and Sn powders which are compactly located within interstices [10]. This makes it possible to obtain a significant increase in the content of a soft phase in the Al–Sn CMs prepared by sintering a mixture of elementary powders. A stable matrix skeleton is retained in the composites at the volumetric tin content amounting up to 20% (40 wt %) [11].
With an increase in the content of tin (CSn), the load-carrying capacity of the aluminum matrix decreases, but the measures undertaken in order to increase this characteristic should not lead to strengthening of Sn and to a decrease in its lubricity. Traditionally, for this purpose, hard inert additives are added into the melt or it is alloyed with materials that can completely dissolve in the matrix metal. Otherwise, it is impossible to avoid the ingress of matrix alloying elements into tin accompanied by an inevitable subsequent decrease in the ductility and, correspondingly, in the lubricity of tin. From this standpoint, such technologies that make it possible to perform alloying of the Al matrix grains even before they are combined with tin seem suitable for the preparing of self-lubricating CMs. The CM prepared in such a way could be further strengthened by means of an severe deformation treatment.
For example, ductile two-phase composites of the Al–Sn system have been processed by means of equal-channel angular pressing (ECAP), and their strength has significantly increased after the first pass [12, 13]. It could be expected that the aluminum matrix alloyed with zinc can also undergo severe plastic deformation, since only a solid solution is formed when Al and Zn are fused together. At the same time, Zn does not dissolve in solid tin and does not reduce its ductility. Small additions of silicon can also be used in order to strengthening of the Al matrix, since they exhibit similar solubility in Al–Sn CM phases.
This work was aimed at quantitative studies on the effect of alloying elements (Zn, Si) on the mechanical and tribotechnical properties of a sintered composite material based on Al–Sn, as well as at using the obtained results for developing general approaches to processing antifriction self-lubricating materials with a ductile and durable matrix.
EXPERIMENTAL
The composites were prepared by sintering the mixtures of industrial PO 2 grade tin powders (40 wt %) with powders of Al–0.5Si and Al–10Zn alloys obtained via spraying in a cooled nitrogen medium. The procedure of sintering was carried out using a SNVE vacuum furnace at a residual gas pressure not exceeding 10–2 Pa. The sintering temperature was 600°C, and the holding time was 1 h. Some of the sintered billets preliminarily heated to 250°C were subjected to ECAP with route A in a mold having rectangular channels with an equal cross section 10 × 10 mm in size.
Another group of billets was compressed at the same temperature in a closed die at a pressure three times higher than the yield strength of the material. The porosity of the samples was determined to an accuracy of 0.1% by means of hydrostatic weighing in distilled water in accordance with GOST (State Standard) 20018-7. The thin metallographic sections for study of the structure of CMs were prepared according to a routine technique with subsequent etching of a polished surface in a 4% solution of nitric acid in alcohol.
Samples 5 × 5 × 10 mm in size were cut from the prepared compacted billets for compression tests. The tests were carried out using a Walter + Bai AG LFM-125 universal testing machine (Switzerland) at an compression rate of 0.5 mm/min. In the case of samples processed by means of the ECAP technique, the direction of their compression coincided with the longitudinal axis of the pressed billet. To obtain an integral flow curve, at least three samples were tested.
The testing of the samples for wear resistance were carried out under dry friction according to a pin-on-disk scheme using a Tribotechnic tribotester (France) at a constant sliding velocity (V = 0.6 m/s). The samples with a cross section of 2 × 2 mm were placed on a rotating disck 50 mm in diameter made of mild steel quenched to a hardness of 47 HRC. The wear intensity of the composites Ih was estimated according to the formula Ih = Δh/L, where Δh is the change in the height of the sample (in μm) upon passing friction path L (m).
The measurement accuracy of the Ih value was ±0.02 μm/m. The pressure on the friction surface was P = 1–5 MPa. The composition, the structure, and the relief of the friction track and those of the sample surface were studied after passing a friction path of 500 m. The friction surfaces were investigated using a Zeiss Axiovert-200MAT optical microscope (Germany) and a Zeiss LEO EVO 50 scanning electron microscope (Germany) at shared use center Nanotech of the Institute of Strength Physics and Materials Science, as well as using an Alpha-Step IQ Surface Profiler profilometer.
RESULTS AND DISCUSSION
All the samples after sintering had residual porosity that could not be eliminated within a reasonable sintering time even in the case of two-phase Al-40Sn CM (Table 1). The flow curves for the composites sintered at 600°C are shown in Fig. 1. As can be seen, the CMs under study upon compression have a high ductility level and continue to strengthen even after a 16% compression of the samples. The highest rate of strain hardening is demonstrated by CMs alloyed with zinc, the strength of which becomes significantly higher than that of CMs alloyed with silicon.

Flow curves of sintered Al-based composites under compression testing. Composite material: (1) Al–40Sn; (2) (Al–0.5Si)–40Sn; (3) (Al–10Zn)–40Sn.
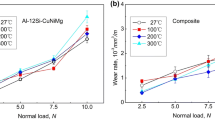
At the same time, the tribotechnical testing has shown that the ability of the Al matrix with respect to strain hardening has little effect on the wear resistance of sintered porous CMs (Table 2). The Ih value for all the sintered CMs is high and rapidly increases with increasing pressure. So, with an increase in pressure P from 1 to 5 MPa, the wear intensity of CM increases by more than a factor of two. To all appearances, this could be caused by the fact that the stress state of the material near the friction surface is not uniform. Under the action of external pressure and frictional forces, the pores have a complicated shape. Resulting from this, tensile stresses could arise within local areas of the surface causing premature cracking of the material and the rapid formation of wear particles.
In order to prevent the negative effect of residual porosity on the wear resistance of CM under dry friction, the sintered samples were subjected to hot pressing (HP) in a closed mold prior to friction testing. As an alternative treatment method, ECAP was used, which, along with a high pressure, imparted additional (specific) deformation εsp ~ 1.1 to the material. As a result of pressure treatment, the porosity of the sintered composites decreased to almost zero, whereas their strength exhibited a significant increase (Table 3).
Figure 2 shows flow curves for the composites after plastic treatment. The comparison with Fig. 1 shows that the strength of composites with an alloyed matrix after pressure treatment in a closed die increases significantly, whereas their ductility is retained. After the ECAP procedure, flow stress σ for the composites with an alloyed matrix becomes even higher, but at the same time, their ductility decreases significantly, and a maximum determining the ultimate strength of the material appears on the compression curves at compression level ε = 4–5%.

Flow curves of the composites after hot pressing treatment (1–3) and after ECAP treatment (2*, 3*) at 250°С. Composite material: (1) Al–40Sn; (2) (Al–0.5Si)–40Sn; (3) (Al–10Zn)–40Sn.
The strain hardening rate of the investigated CMs is characterized by the slope of the flow curves. The largest and approximately the same slope is observed at a low compression level (ε < 2%) of the samples. At high ε values, the hardening rate of CMs compressed in a closed die sharply decreases, whereas the samples subjected to ECAP treatment continue to harden at an compression level up to ε ~ 3% (Fig. 2, curves 2*, 3*). An additional 1% strain level allows the material to be hardened to higher values of σ (ε). However, at ε > 3%, the plastic flow stress for CMs treated by means of ECAP begins to decrease, and as a result, at ε ~ 12%, their flow curves intersect with the lower compression curves for the samples of the same composition, but processed in a closed die.
Tribotechnical testing has shown that, under dry friction against steel, the wear resistance of sintered samples is much lower than that of pressure-treated samples (see Table 3). That is, the wear resistance of sintered composites based on an aluminum matrix increases as the composites become denser and as the pores disappear, regardless of the method of pressure treatment. At the same time, the strength of CMs has little effect on their wear resistance. Thus, the samples that are significantly stronger after ECAP treatment demonstrate only a slight increase in wear resistance in comparison with the weaker samples compacted in a closed die.
The analysis of the obtained results shows that a decrease in the porosity promotes a significant increase in the strength of sintered CMs. However, the strain hardening of the matrix only slightly affects the wear resistance of CMs in the course of dry friction (Table 3), which could be caused by a general mechanism of wear particles formation under dry friction of two-phase CMs against steel. There is no consensus in the literature concerning this matter: both abrasive and adhesive action, as well as fatigue (together with oxidizing), are considered as a possible wear mechanisms for self-lubricating aluminum alloys under dry friction [1–5,14]. In our case, the studied CMs are distinguished, in addition, by a high content of tin lubricant located in the form of interlayers at the boundaries of the matrix grains (see Fig. 3).

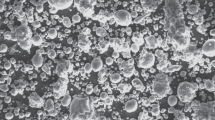
Structure of sintered composites (a) Al–40Sn, (b) (Al–0.5Si)–40Sn, and (c) (Al–10Zn)–40Sn. The white phase corresponds to tin.
Figure 4 shows the images of the friction surface for the samples with a composition of (Al–0.5Si)–40Sn subjected to the deformation treatment after sintering by means of hot pressing using a closed die and ECAP. As can be seen, the structure and relief of the surfaces of the samples are similar, regardless of the type of pretreatment. The friction surface of the samples having different composition has a similar structure consisting of pits filled with small wear particles and smooth areas with grooves having different width parallel to the direction of sliding. Judging by the low gradient slopes of the grooves, their formation occurs via squeezing out the surface layer by hard irregularities of the steel disk, rather than owing to cutting this layer off.

SEM images for the friction surface of (Al–0.5Si)–40Sn composite. P = 5 МРа, V = 0.6 m/s. Initial state of the material: (a) after sintering (S); (b) S + hot pressing; (c) S + 1 ECAP.
Chippings from the friction surface of the samples are not removed in the course of formation of such grooves. However, the surface area of the sample increases in the course of their formation, and areas of a fresh surface begin to occur. The aluminum atoms therein almost instantly react with atmospheric oxygen to form an oxide film. Therefore, the multiple passing of hard irregularities throughout the entire surface of the aluminum sample is accompanied by an increase in the sample hardness owing to filling the surface layer with oxides. However, at the same time, the brittleness of the surface layer having a high concentration of oxides increases too. Therefore, the surface layer can be crumbled with the formation of small wear particles that can be visually observed in the pits on the friction surface (see Fig. 4).
The photographic images (Fig. 4c) also show that the size of the particles filling the pits is much lower than the depth of these pits, and the hard irregularities of the counterbody surface pass over them without touching the bottom with no formation of grooves. Consequently, in the course of dry friction, along with pitting, another mechanism can act in the case of surface wearing inherent in aluminum composites, leading to the formation of large and relatively thick wear particles and deep pits at the places where the fragments are separated. At the edge of such pits, the pitting of the layer with brittle oxides occurs most readily.
Figure 5 shows the images of the structure of the subsurface layer for the (Al–0.5Si)–40Sn CM formed in the course of dry friction against the steel disk. As can be seen, before the separation of large wear fragments, the subsurface layers of the CM experience a substantial strain, which in the case of a compacted nonporous material extends to a greater depth than in the case of a sintered sample with pores.

Structure of the subsurface layer under the friction surface for (Al–0.5Si)–40Sn composite after dry friction against steel. L = 500 m, P = 5 МРа, V = 0.6 m/s. Initial state of the material: (a) after sintering (S); (b) S + hot pressing; (c) S + 1 ECAP.
Under the action of friction forces, the entire first layer of subsurface grains is involved in deformation, and the grains become elongated in the sliding direction (Fig. 5a). To propagate the strain deep into the material, the next layer of grains should be involved in deformation, etc. The thicker the layer of grains involved in the plastic flow, the greater the strain level of the material before fracture. However, strain does not spread deeper than the upper layer of grains and is localized at the boundary of this layer in the presence of residual pores and large fragments of oxide films covering the surface of aluminum particles even before sintering. The limit of material ductility in such a band of flow localization is quickly exhausted, and material cracking and wear fragment separation take place. At the place of the band, a pit remains, wherein smaller wear particles are accumulated [14, 15].
If there are no pores and brittle oxide films on the surface of the grains, then higher stresses are required to localize strain at the boundary between grains, and before such stresses are reached in additionally compacted CMs, the next and deeper layer of matrix grains is involved in plastic shear deformation. The propagation of strain deep into the material occurs until the bridges between the grains are destroyed [16]. With their breaking, the plastic shear is localized, and wear particles are formed.
Thus, the main wear mechanism of sintered composites of the Al–Sn system with a high content of a soft phase in them consists in delamination of the near-surface matrix grains in the course of their shifting along the tin interlayers located at the boundaries. For such a shift to occur in the presence of welding bridges between the grains, these grains should first experience a substantial strain with the elongation in the sliding direction. Thus, in the case of CM, an oriented macrotexture should be formed, which promotes the localization of shear along the boundaries between the matrix grains and the tin interlayers.
The magnitude of the strain experienced by the surface layer in the course of dry friction is determined by the number of hard irregularities passing through it and the depth of their penetration rather than by the strength of the material. Therefore, the intensity of the formation and separation of wear particles depends little on the strength of the matrix. Increasing the wear resistance for such CMs can be achieved only through the formation of a large number of welding bridges between the grains and via the creation of a special grain texture that prevents the rapid formation of a layer consisting of grains oriented favorably for the separation of wear particles. For example, such an oriented macrostructure is formed under processing of sintered composites using the ECAP technique (Fig. 6).

Structure of sintered (Al–0.5Si)–40Sn composite (a) after one ECAP treatment procedure and (b) after two ECAP treatment procedures at 250°C.
As can be seen from Fig. 6, in the course of ECAP, the matrix grains are thinned and become elongated. When a plane of material flow under ECAP is chosen as the plane of friction (a plane shown in Fig. 6), to form a band of flow localization parallel to the friction surface, it is required that the grains bend in the direction of acting friction forces. The formation of such a macrostructure in this case is rather difficult; therefore, the wear resistance of samples after ECAP is somewhat higher than that of composites compressed using a closed mold, where the grains have an equiaxial shape and the number of grain boundaries parallel to the friction surface is much greater.
The grain texture formed in the course of ECAP is enhanced with an increase in the number of pressing procedures. However, unfortunately, cracks begin to appear in the material (Fig. 6b) being caused by the shear localization when the material passes through the zone of intense flow at the intercept of the mold channels. In the course of friction, such a material with cracks has a low wear resistance. Therefore, under processing of aluminum samples having an alloyed matrix by means of the ECAP technique, it is desirable to be confined to one pressing, especially since the hardness of the matrix grains increases insignificantly in the course of subsequent pressing procedures [12].
The strain caused by the friction forces is determined, all other things being equal, by the number and depth of penetration of hard irregularities of the counterbody into the surface of samples. From Fig. 4, it follows that these irregularities (particles) have a round shape and a small height, and their transverse size reaches several tens microns. This means that such particles occur on the surface of the steel disk already in the course of dry friction, since before testing the disk was polished using a diamond paste with a particle size less than 1 μm. No traces of material tearing out caused by adhesive seizure on the surface of the grooves are observed, since, as the surface becomes saturated with the fragments of oxide films, it becomes more and more chemically inert.
Nevertheless, the hard particles are formed on the friction track of the counterbody (Fig. 7). As can be seen, the friction track is populated with adhered particles formed as a result of the transfer of the material of the investigated CMs onto the surface of the steel disk, which is confirmed by the presence of the same elements in their composition as is observed in the case of the samples. Judging by the size of the adhered particles, they are formed owing to the transfer and sticking of coarse wear fragments to the disk. Such flat particles having a low height are firmly fixed on the surface of the disk and can be pressed into the surface of the samples, since they have a hard substrate under them and, moreover, are additionally reinforced in the course of a plastic change in their shape, which is necessary to achieve the minimum resistance under sliding over the surface of the samples.

Fiction track structure after the frictional contact between the disk and the (Al–0.5Si)–40Sn composite. Initial state of the material: (a) after sintering (S); (b) S + hot pressing; (c) S + 1 ECAP.
Since there is no seizure between the adhered particles and the CM surface, their sliding is accompanied by a displacement of the material in the surface layer of the sample to the sides and in the direction of motion. However, the direction of displacement of the material to the side permanently changes to the opposite one and therefore does not lead to any distortion of the grain shape. In this case, the displacements in the direction of motion are unidirectional; they accumulate and shift the upper layer of the sample, imparting to the surface grains the appearance of tailed comets (see Fig. 5).
From here, it follows that, in order to increase the wear resistance of self-lubricating aluminum composites under dry friction, one should use a steel counterbody with a coating that reduces the likeliness of the formation of a transfer layer and its density. This is especially important at the initial moment, before a chemically inert layer of deformed material saturated with oxide fragments is formed on the surface of aluminum samples.
CONCLUSIONS
The presence of residual pores significantly reduces the wear resistance of sintered composites belonging to the Al–Sn system, since this promotes the localization of plastic flow and the rapid formation of wear particles owing to the material cracking across the localization planes.
The elimination of pores and the milling of oxide films via ECAP or via pressing sintered samples in a closed die lead to an increase the stress of localization of plastic flow along tin interlayers in the CM. The localization becomes possible only after the grains surrounding the interlayers take a shape favorable for this.
The plastic flow of the CM near-surface layer occurs owing to the layer shearing by penetrated hard irregularities located on the friction track of the counterbody.
The degree of change in the shape of the near-surface grains is determined by the number of irregularities penetrating and pressed therein. Therefore, the intensity of the formation of wear particles hardly depends on the increase in the strength of the matrix grains owing to solid-solution or strain hardening.
REFERENCES
Mironov, A.E., Belov, N.A., and Stolyarova, O.O., Aluyminievye splavy antifriktsionnogo naznacheniya (Antifriction Aluminum Alloys), Moscow: Nat. Univ. Sci. Technol. MISIS, 2016.
Basavarajappa, S., Chandramohan, G., Mukund, K., Ashwin, M., and Prabu, M., Dry sliding wear behavior of Al 2219/SiCp-Gr hybrid metal matrix composites, J. Mater. Eng. Perform., 2006, vol. 15, no. 6, pp. 668–674.
Mittal, R., Tomar, A., and Singh, D., Wear behavior of disk shape spray formed Al-Si-Pb alloys, J. Mater. Eng. Perform., 2013, vol. 23, no. 3, pp. 975–981.
Siddesh Kumar, N.G., Ravindranath, V.M., and Shiva Shankar, G.S., Dry sliding wear behavior of hybrid metal matrix composites, Int. J. Res. Eng. Technol., 2014, vol. 3, no. 3, pp. 554–558.
Asif, M., Chandra, K., and Misra, P.S., Development of aluminium based hybrid metal matrix composites for heavy duty applications, J. Miner. Mater. Charact. Eng., 2011, vol. 10, no. 14, pp. 1337–1344.
Mironov, A.E., Gershman, I.S., and Gershman, E.I., The relationship between strength and chemical composition of promising aluminum antifriction alloys, Tsvetn. Metall., 2018, no. 1, pp. 74–79.
Abed, E.J., Study of solidification and mechanical properties of Al-Sn casting alloys, Asian Trans. Eng., 2012, vol. 2, no. 3, pp. 89–98.
Chikova, O.A., Shishkina, E.V., and Konstantinov, A.N., Measurement of Young’s modulus and hardness of Al–50 wt % Sn alloy phases using nanoindentation, Phys. Met. Metallogr., 2013, vol. 114, no. 7, pp. 616–622.
Valizadeh, A.R., Kiani-Rashid, A.R., Avazkonandeh-Gharavol, M.H., and Karimi, E.Z., The influence of cooling rate on the microstructure and microsegregation in Al–30Sn binary alloy, Metallogr., Microstruct., Anal., 2013, vol. 2, pp. 107–112.
Song, K.Q., Lu, Z.C., Zhu, M., Hu, R.Z., and Zeng, M.Q., A remarkable enhancement of mechanical and wear properties by creating a dual-scale structure in an Al–Sn–Si alloy, Surf. Coat. Technol., 2017, vol. 325, pp. 682–688.
Rusin, N.M. and Skorentsev, A.L., Sintering as a method of preparing of strong Al–Sn composites with high content of second phase, Izv. Vyssh. Uchebn. Zaved., Poroshk. Metall. Funkts. Pokryt., 2017, no. 1, pp. 20–28.
Rusin, N.M., Skorentsev, A.L., and Mishin, I.P., Evolution of structure and properties of Al–Sn composites under deformation, Inorg. Mater.: Appl. Res., 2015, vol. 6, no. 5, pp. 427–437.
Noskova, N.I., Korshunov, L.G., and Korznikov, A.V., Microstructure and tribological properties of Al–Sn, Al–Sn–Pb, and Sn–Sb–Cu alloys subjected to severe plastic deformation, Met. Sci. Heat Treat., 2008, vol. 50, nos. 11–12, pp. 593–599.
Tripathy, M.R., Manoj Kumar, B.V., Basu, B., Dube, R.K., and Koria, S.C., Tribological behavior of steel backed Al–Sn strip prepared via spray atomization–deposition–rolling route, Mater. Sci. Technol., 2007, vol. 23, no. 1, pp. 15–22.
Rusin, N.M., Skorentsev, A.L., and Kolubaev, E.A., The macrostructure of Al-40Sn alloy and its tribological properties under dry friction, AIP Conf. Proc., 2016, vol. 1783, art. ID 020192. https://doi.org/10.1063/1.4966486
Rusin, N.M. and Skorentsev, A.L., Features of plastic flow of sintered Al–12Si–xSn alloys, Inorg. Mater.: Appl. Res., 2019, vol. 10, no. 3, pp. 682–690.
Funding
The work was performed according to the Government research assignment for ISPMS SB RAS, project FWRW-2021-0006.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Translated by O. Polyakov
Rights and permissions
About this article

Cite this article
Rusin, N.M., Skorentsev, A.L. & Krinitsyn, M.G. Relationship between Wear Resistance under Dry Friction and Mechanical Properties of Sintered Al–Sn Composites. Inorg. Mater. Appl. Res. 12, 776–784 (2021). https://doi.org/10.1134/S2075113321030321
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S2075113321030321