
Abstract
The production efficiency in steelmaking may be increased by decreasing the consumption of scarce and expensive ferroalloys. One possibility here is direct alloying of steel with oxides. In the present work, the direct alloying of steel with manganese oxides (manganese ore) is thermodynamically analyzed and tested industrially. Two technologies are considered: alloying in oxidative conditions with smelting of the steel in a 100-t electrosmelting furnace; and alloying in reductive conditions with treatment of the steel in a ladle–furnace unit. Thermodynamic modeling of the oxidative technology by means of Astra software shows that the manganese content in the steel may be increased by introducing manganese ore. A determining factor here is the carbon content in the steel. For steel with moderate or high carbon content, the manganese content may be increased to 0.6% or more. For low-carbon steel, the residual manganese content depends on the carbon content at the end of oxygen injection. The corresponding graph is plotted. In the reductive technology, the main reaction in direct alloying is MnO + Si = Mn + SiO2. Thermodynamic analysis yields relatively approximate data. Therefore, a semiempirical analysis is adopted, on the basis of data from experimental tests on the FeO/MnO ratio in the slag at the end of steel treatment in the ladle–furnace unit. This approach is possible since the metal–slag system approaches equilibrium on prolonged treatment in the ladle–furnace unit. On the basis of the FeO/MnO ratio, as well as the assumptions that the initial slag basicity is retained and that the FeO content in the slag is maintained at around 1%, a balance equation is written, describing the direct alloying of the steel by manganese ore in the ladle. The balance equation permits calculation of the primary technological parameters of direct alloying by manganese ore in production conditions. The agreement of the theoretical calculations and industrial data is good.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
INTRODUCTION
The use of manganese oxide in the direct alloying of steel is of great interest because of the economic benefit of not employing expensive manganese ferroalloys. It is well known that the traditional use of manganese alloys in the reduction and alloying of steel results in manganese extraction no better than 50% [1]. The use of manganese oxide is especially attractive because small regional deposits may be employed.
Direct alloying has been tested for steel productions in converters and electrosmelting furnaces. In the extensive research on direct alloying, the best-known studies of steel alloying by means of oxides are [2–6].
Because of resource scarcity, Japan has been most active in pursuing direct alloying. At present, manganese ore accounts for 50% of the manganese used in steel alloying in Japan [7]. Most research on direct alloying by means of manganese ore focuses on converter production of steel [8–13]. Extensive research on direct alloying in electrosmelting furnaces is summarized in [14].
The simplest and most expedient approach to direct alloying is to add sinter or rich manganese ore to the furnace or ladle, with melting and the introduction of reducing agent. Thus, direct alloying is possible in both oxidative and reductive conditions in the ladle treatment of steel.
OXIDATIVE TECHNOLOGY
To assess the direct alloying of steel by manganese, Astra software is used for thermodynamic modeling of the introduction of manganese ore from the Durnovsk field (Kemerovo region) in the furnace [15]. The initial data are as follows. Before the introduction of manganese ore, the steel contains up to 0.8% C and ~0.2% Mn. The basic components in the Durnovsk ore are as follows: 47% MnO, 14% FeO, 21% SiO2, 2% CaO, 2% MgO, and 4% Al2O3. The quantity of metal in the electrosmelting arc furnace is 100 t. The quantity of initial slag in the furnace is 5 t. The slag composition in the furnace is as follows: 20% FeO, 45% CaO, 16% SiO2, 8% MgO, 3% Al2O3, and 8% MnO. The quantity of ore added is 400–1200 kg. The temperature of the process is 1873 K.
In Fig. 1, we show the modeling results for direct alloying of steel in oxidative conditions, with different quantities of added manganese ore.

Variation in manganese content in the steel in the course of injection, when 400 kg ( ) and 1200 kg (
) and 1200 kg ( ) of manganese ore is introduced and without added ore (
) of manganese ore is introduced and without added ore ( ).
).
The results show that, in the electrosmelting furnace, it is possible to increase the manganese content in the metal. Adding ore in the proposed quantities poses no technical difficulties. It may easily be introduced through the furnace crown. However, in determining the optimal quantity of ore, we need to take account the carbon content of the metal discharged from the furnace. In smelting medium-carbon and especially high-carbon steel, the manganese content in the steel on account of direct alloying may reach practically the requirements for carbon and low-alloy steel without significant manganese (0.5–0.6%).
For low-carbon steel, adding more ore proves ineffective, since most of the reduced manganese will be lost in the final stage of oxygen injection. As we see in Fig. 1, adding about 200–400 kg of manganese ore is sufficient to more or less double the residual manganese content.
Note that, in oxygen injection, carbon-bearing powder is intensively transferred to the slag in the electrosmelting furnaces. That decreases the MnO content in the slag, according to the data in [16], for example.
One important measure of the effectiveness of direct alloying is the extraction of manganese from its oxide. This may be assessed on the basis of the ratio of the manganese entrained by the metal to the manganese entrained by the ore. Theoretically, this ratio may be calculated from data regarding the equilibrium manganese distribution between the metal and the slag.
Assessment of the equilibrium in the metal–slag system within the smelter on the basis of the theory of regular ionic solution is promising [17–19]. However, the results obtained are not sufficiently precise [17]. To assess the capabilities of direct alloying, we conduct industrial trials.
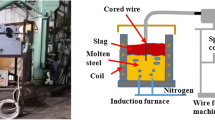
In electrosmelting arc furnaces, the metal melts, the phosphorus and carbon concentrations are decreased, and the steel is heated to specified temperature. The process is intensified by means of burners and tuyeres for the injection of carbon-bearing powder so as to foam the slag. Then the steel is discharged to the ladle and undergoes treatment in the ladle–furnace unit. At discharge, the slag is segregated by means of the furnace’s discharge system. To form active ladle slag at discharge, slag-forming mixture based on lime and fluorspar is added. In parallel, ferroalloys are added for preliminary reduction of the metal. After treatment in the ladle–furnace unit, the steel is sent to a continuous-casting machine.
In the experimental melts, Durnovsk manganese ore (500–900 kg) is added to the ladle together with the slag-forming mixture. In producing carbon steel, the manganese ore is preliminarily dried. The results of 50 melts without disruption of the technological instructions are analyzed. The mean manganese extraction is 0.98. This is a satisfactory result, indicating a stable process.
The assimilation of silicon from silicon-bearing ferroalloys is 63%. In the absence of manganese ore, this figure is 67%.
The increment in phosphorus content during ladle treatment is less than 0.002%. That matches, or is even less than, the figure in the standard technology.
Note that the main problem in using manganese ore and concentrates is that the actual manganese content is fairly low (about 40%) [20].
Thus, together with manganese, large quantities of slag-forming compounds (oxides) are added to the metallurgical system.
REDUCTIVE TECHNOLOGY
To assess the capabilities of manganese ore in direct alloying, the accompanying chemical compounds in the ore must be taken into account.
The initial data are as follows. The basic components in the manganese ore are as follows: 47% MnO, 14% FeO, 21% SiO2, 2% CaO, 2% MgO, and 4% Al2O3. The quantity of metal is 100 t. The quantity of initial slag in the ladle is 2 t. The initial slag composition in the ladle is as follows: 0.79% MnO, 1.34% FeO, 20.2% SiO2, 51.5% CaO, 8% MgO, and 5% Al2O3.
The addition of silicon is responsible for the reduction of manganese and iron oxide from the slag and ore. In the calculations, it is important to estimate the content of manganese oxides in the slag at the end of ladle treatment. To that end, the relationship between the FeO content and MnO content in the ladle slag must be assessed on the basis of industrial data.
The results are presented in Fig. 2.

Relation between the FeO content and MnO content in the ladle slag on treatment of the steel in the ladle–furnace unit.
As expected, there is a characteristic relation between the FeO content and the MnO content in the slag. On that basis, if the content of one oxide is known, the content of the other may be predicted. In the calculations, we assume that the FeO content in the slag within the ladle–furnace unit is 1.34% (the mean value for the experimental melts), while the equilibrium MnO content is 0.79% (the value calculated from Fig. 2). All of the FeO and MnO (more than 1.34% FeO and 0.79% MnO) supplied to the slag with the manganese ore will be reduced by the silicon added to the melt for that purpose. The slag basicity must remain unchanged. To that end, the corresponding quantity of lime must be added to the ladle. These features of the technology, which are necessary to ensure desulfurization of the steel, must be taken into account in the analysis.
On the basis of these findings, we write a balance equation from which the basic parameters of direct alloying may be calculated with the addition of different quantities of manganese ore. The results are plotted in Fig. 3.

Influence of the quantity M of manganese ore added on the change in manganese content in the steel (a), the manganese assimilation Kass (b), the slag mass in the ladle (c), and the silicon consumption in the reduction of the manganese ore (d).
CONCLUSIONS
Direct alloying is effective with wide variation in the quantity of added manganese ore . That permits the alloying of carbon and low-alloy steels with manganese assimilation no less than 0.97.
The main factor limiting the use of direct alloying in the ladle–furnace unit is that the slag mass in the ladle is increased.
In practice, without any additional measures, direct alloying increases the manganese content in the steel by about 0.3%. To obtain higher values, slag may be drained from the ladle. However, that complicates the technology.
The efficiency is higher when using direct alloying in oxidative conditions to increase the residual manganese content in the steel prior to ladle treatment.
REFERENCES
Bulyanda, A.A., Nakonechnyi, A.Ya., and Mizin, V.G., Manganese saving in converter steel production, Metall. Gornorudn. Prom-st’, 1986, no. 3, pp. 12–13.
Nakonechnyi, A.Ya., Urtsev, V.N., Afonin, S.Z., Sinyakov, R.V., Kudrin, V.A., Khabibulin, D.M., and Shmakov, A.V., The advantages of using waste-free and environmentally rational direct alloying technologies for a complex solution to the problem of resource saving and environment protection, Trudy odinnadtsatogo kongressa staleplavil’shchikov (Proc. of the Eleventh Congr. of Steelmakers), Moscow: Chermetinformatsiya, 2011, pp. 92–110.
Bobkova, O.S. and Barsegyan, V.V., Prospects of technologies for the direct alloying of steel from oxide melts, Metallurgist, 2006, vol. 50, nos. 9–10, pp. 463–468.
Tolymbekov, M.Zh., Takenov, T.D., and Akhmetov, A.B., Pryamoe legirovanie stali margantsem (Direct Alloying of Steel with Manganese), Almaty: Fylym, 2003.
Cacir Ali Fuat and Yaman Atila Afes Tayfuu, Manganfalling aus schwefel sauer Losungen durch induziele Oxidation, Chem. Acta Turk., 1982, vol. 10, no. 1, pp. 51–57.
Chernaya metallurgiya zarubezhnykh stran (obzor). Kontrakt no. 062-3/36 ot 23.05.96 g. (Ferrous Metallurgy of Foreign Countries: A Review. Contract No. 062-3/36, May 23, 1996), Moscow: Chermetinformatsiya, 1996.
Ubaruki, T., Kanemoto, M., and Ogatoetal, S., Development of smelting reduction of iron ore-an approach to commercial Ironmaking, Ironmaking Steelmaking, 1990, vol. 12, pp. 30–37.
Fruehan, R.J., Condition and prospects of converter production development, Proc. 6th International Iron and Steel Congress, Nagoya, October 21–26. 1990, Tokyo: Iron Steel Inst. Jpn., 1990, no. 3, pp. 73–85.
Chappelien, Ph., Application of manganese ore in steelmaking shop of plant Solla c Florange, Rev. Metall. (Paris), 1989, vol. 86, no. 12, pp. 999–1001.
Tetsuhari, I., Metallurgical effect of combined converter process with variable intensity of scavenging, J. Iron Steel Inst. Jpn., 1984, vol. 70. no. 12, pp. 897.
Tonhiyuki, K., Lowslag process converter melting. Disoxidation of manganese ore during lowslag process, J. Iron Steel Inst. Jpn., 1987, vol. 73, no. 12, pp. 275.
Vargas-Ramirez, M., Romero-Serrano, A., Chavez-Alcala, F., et al., Reduction of MnO from molten slags with liquid steel of high carbon content, Steel Res., 2002, vol. 73, no. 9, pp. 75–80.
Kaneko, T., Definition of optimal composition of manganese agglomerate, which provide high speed of manganese disoxidation, Curr. Adv. Mater. Process., 1991, vol. 4, no. 4, pp. 1831–1838.
Nokhrina, O.I., Development of theory and resource-saving technology of deoxidation and alloying of steel with manganese oxide materials, Extended Abstract of Doctoral (Eng.) Dissertation, Novokuznetsk, 2005.
Klimov, V.Yu., Rybenko, I.A., and Mochalov, S.P., Development and application of computer tool system for thermodynamic calculations based on Astra software package, Izv. Vyssh. Uchebn. Zaved., Chern. Metall., 2005, no. 4, pp. 54–60.
Suk, M.-O., Jo, S.-K., Seo, C.-W., Kim, S.-H., Kim, J.-S., Shim, S.-C., and Kim, J.-T., The effect of carbon in slag on steel reoxidation be CaO–SiO2–Al2O3–MgO–MnO–FetO slags, Steel Res. Int., 2005, vol. 76, no. 4, pp. 287–295.
Grigoryan, V.A., Belyanchikov, L.N., and Stomakhin, F.Ya., Teoreticheskie osnovy elektrostaleplavil’nykh protsessov (Theoretical Foundations of Electric Melting Processes), Moscow: Metallurgiya, 1987.
Meraikib, M., Effect of BaO, basicity, and temperature on manganese distribution between slag and hot metal in blast furnace, Steel Res. Int., 2009, vol. 80, no. 2, pp. 99–106.
Ban’ya, S. and Dong-Shim, Application of the model of regular solutions to steel slags, IX Sovetsko-Yaponskii simpozium po fiziko-khimicheskim osnovam metallurgicheskikh protsessov (IX Soviet-Japanese Symposium on the Physico-Chemical Fundamentals of Metallurgical Processes), Moscow: IMET AN SSSR, 1983, pp. 21–41.
Yakovlev, P.D., Promyshlennye tipy rudnykh mestorozhdenii: Uchebnoe posobie dlya vuzov (Industrial Types of Ore Deposits: Manual for Higher Education Institutions), Moscow: Nedra, 1886.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Translated by Bernard Gilbert
About this article

Cite this article
Dmitrienko, A.V., Protopopov, E.V., Dmitrienko, V.I. et al. Direct Alloying of Steel with Manganese in Electrosmelting. Steel Transl. 48, 762–765 (2018). https://doi.org/10.3103/S0967091218120057
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S0967091218120057