
Abstract
Natural materials as polymer fillers are proposed for applications in different industries due to their good prices, acceptable mechanical behaviors, and their improved environmental footprint. The aim of this work is to study the mechanical characteristics of glass fiber (G–E) filled with date seed (DS) as potential polymer filler. DS is produced during the processing of fruit plant (Phoenix dactylifera L.). G–E hybrid composite is reinforced with angle-ply [(± 45)4]S using DS powder by applying the semi-automatic technique (SAT). The effects of DS filler on wear rate (Ks) and impact energy at different efficient parameters were investigated. Technical and economical comparisons between the DS filler and inorganic fillers [e.g., silicon carbide (SiC), aluminum oxide (AL2O3)] were carried out. Surface inspection was conducted using scanning electron microscope (SEM) and the nature of reinforcement was investigated using Fourier-transform infra red (FTIR). The results revealed that the addition of 10% DS reinforcement to G–E improved the wear resistance rate and increased toughness by about 71% and 80%, respectively. FTIR results indicated that a physicochemical interaction has occurred between G–E and the organic DS filler contact surfaces. Finally, G–E reinforcement optimization was carried out by minimizing the wear rate, determining the optimum filler load and type, normal load, and abrasive size. The obtained results showed the effectiveness of the DS as filler for G–E fibers from technical and economical point of views.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Composite materials have a wide range of industrial applications. The glass fiber reinforced composite materials are used in marine industry and piping industries because of good environmental resistance, better damage tolerance for impact loading, high specific strength and stiffness [1, 2].
Glass fiber reinforced polymers (GFRP) have been proposed for various manufacturing technology and are widely used for various applications. Ancient Egyptians made glass fibers drawn from heat softened in making containers. Continuous glass fibers were first manufactured in the 1930s for the high-temperature electrical application. GFRP is characterized by having excellent properties like lightweight, high strength and specific stiffness–weight ratios. These properties are important and making them attractive for automotive and aerospace applications [3,4,5]. Moreover, GFRP is optimal properties standing by materials for other products and other different applications in industry [6, 7]. Recently, tribological researchers have focused on the study of wear behavior and to improve the wear resistance of polymers and GFRP [8, 9]. Abdel-Magied et al. [10] studied the effect of fillers on tribological behavior of glass–epoxy (G–E) polymer composites. The results revealed that the incorporation of filler materials in G–E improved the mechanical properties.
The application of natural materials as polymer fillers has increased optional productions due to their good price, mechanical properties and a relationship to the environment and prioritization of renewable resources [11,12,13]. There has been a growing demand for green and renewable alternatives for organic fillers. Such fillers offer major advantages such as low density, cost reduction, and mechanical wear during processing. More studies have focused on green fillers including natural fibers and olive husk [14, 15]. More works of the literature have reported that special kind of organic filler, such as talc and organic fiber (banana fiber), are frequently used to enhance mechanical properties and reduce the composite’s cost [16, 17]. Bensalah et al. [18] studied polypropylene (PP) hybrid composites based on a mixture of graphite and clay. Their results showed that the hybrid composites have excellent mechanical properties when compared to a neat polymer matrix. Valášek [19] studied the mechanical properties of biocomposites based on polymer resins and microparticles, e.g., seed cakes. The results confirmed that the epoxy and polyurethane resins were capable to interact with natural particles prepared from the seeds of cake called Jatropha curcas L. The utilization of the coffee husk fiber (CHF) as reinforcing filler in the preparation of a cost-effective thermoplastic-based composite has been investigated. Results revealed that raising CHF loading from 40 to 70% in the polyethylene matrix increases the mechanical and thermal properties of the composites [20, 21]. Agunsoye et al. [22] investigated Delonix regia (Dr) seed particles to reinforce a new polymeric composite. Results showed an incremental increase in tensile strength and strain with the addition of Dr to polyethylene (RLDPE). Yang et al. [23] described raising elastic modulus of thermosetting polymers with an inclusion of rice-husk flour.
For the past two decades, composites with inorganic fillers such as Al2O3, SiC, TiB2, graphene, carbon nanotubes, MoO3/g-C3N4 and nanofibers have been studied and suggested that the application of reinforced materials in glass–epoxy composites will rise the wear resistance of the composite greatly [24, 25]. Basavarajappa et al. [26] investigated the effect of SiC particles and graphite as fillers on the tribological behavior of glass/epoxy (G–E) composites. Patnaik et al. and Suresha et al. [27, 28] studied the abrasive wear behavior of glass fiber reinforced epoxy (G–E) filled with Al2O3. Its results showed that G–E composites filled with Al2O3 proved resistance to abrasive wear compared with unfilled G–E composite.
The date fruits (Phoenix dactylifera L.) are one of the oldest plants cultivated, from the earliest records of Predynastic Egypt. Cultivation of date palms in Egypt goes back thousands of years [29]. The date seed is found as a waste of a bio-mass due to the existing high amount of plant, so its use is considered as an economical value filler.
Composites filled with date seed (DS) are the proposed materials; these are low weight, and easy in manufacturing processes [30]. Due to the rising realization about environmental impact and new regulations, considerable work has been done for replacing polluting and hazard fillers with those derived from bio-sources such as eggshells [31]. Mittal et al. [32] investigated the effect of date seed powder with poly(butylene adipate-co-terephthalate) bio-polyesters. The study showed that the addition of filler in the composites had significantly enhanced the extent of biodegradation compared to their corresponding pure polymer. Ruggiero et al. [33] studied the possibility to utilize the wastes from date palm fruit processing of the plant Phoenix dactylifera to improve mechanical properties of the composite. Results showed that date particle did not significantly reduce the adhesive characteristics of the resin. It came up to 10.8% increase in the shear strength and up to 11% increase in the wear resistance at specific concentrations of biofillers. Simonassi et al. [34] investigated the mechanical properties of polyester reinforced with aligned ramie fibers up to 30% by volume. Results showed that polyester–ramie fiber composites also displayed a significant improvement in toughness. The impact energy values, as measured by Izod impact test, were increased by about two orders of magnitude for 30 vol% ramie fiber composite compared to neat polyester.
Evidently, although DS has a good effect on polymers’ properties and itself being a waste material, the work was followed on its effect on G–E composites.
This work focuses on the enhancement of mechanical characteristics of G–E filled with date seed (DS). The reinforcement was considered with bi-directional angle-ply ± 45° glass fibers. Specimens were prepared using a semi-automatic technique (SAT) instead of hand-layup technique. The effect of DS filler on the wear rate (Ks) and impact energy at different effective parameters were investigated. Technical and economical comparisons were made between DS filler and inorganic fillers. Scanning electron microscopy (SEM) was used to describe the particle filler and the interaction of the hybrid composite filler.
Experimental
Base materials
In this work, the benchmark material was dealt with a bi-directional composite. Glass was used as reinforcement and an epoxy resin (Araldite PY1092 catalyzed with HY1092 hardener) was used as a matrix. Date seed filler material of 75 µm average size was added to the base material to enhance mechanical properties of the composites. The fillers, e.g., silicon carbide (SiC) and aluminum oxide (Al2O3) of average size of 15 µm was supplied by Morgan Company, Egypt. The constituents of the DS materials included carbon (C), oxygen (O), sulfur (S), potassium (K), and iron (F) with 81, 17.6, 1.5, 1.3 and 1.44 wt%, respectively.
Date seed filler preparation
Date seeds were obtained from date trees in the Faculty of Industrial Education. DSs were packed from Waste Laboratory, University of Beni-Suef. In this work, the date seed filler was prepared as follows:
-
1.
DS surface layers were eliminated using H2SO4 with 50% concentration for 5 h.
-
2.
DS was cleaned with distilled water followed by drying in air for 24 h.
-
3.
The moisture of cleaned DS was eliminated using an oven of 70 °C for 8 h.
-
4.
DS was crushed and milled, using ball mill and sieved, date seed average size was 75 µm after sieving [31].
Experimental
In this work, a semi-automatic technique (SAT) was proposed in which the grinding machine was used to produce specimens instead of hand-layup technique. SAT technique allowed the production of accurate specimens where the thickness was controlled using dial gauge and constant speed. The composite homogeneity was controlled by the movement of a rolling tool on the machine control panel. The production of the specimens using SAT technique was conducted as follows: initially, the pattern was fixed on the machine table, and the first layer of fiber was fixed on the frame of the pattern. Next, the rolling tool was mounted on machine tool post, and the layer thickness was controlled using a dial gauge mounted on the rolling tool. Finally, the resin was poured on the fiber, and finally the rolling tool spread the resin using the reciprocating motion of the machine table.
Working steps
Three specimens of G–E with angle-ply [(± 45)4]s (i.e., symmetrical eight layers) with 45% of glass fiber were produced with different types of fillers; DS, SiC, and Al2O3 with 0, 5 and 10 wt%, respectively. The composite laminates were prepared using SAT and the steps included; matrix material preparation by adding 50 parts of the hardener (HY1092) to 100 parts of the resin (PY1092) by weight filled with different fillers and stirring manually for sufficient time to obtain a homogeneous mixture. The grinding table was then fixed with two pins, where all the surfaces were in direct contact with the epoxy. At this stage, a ceramic plate was used to prepare several panel sandwiches with epoxy. In addition, each panel and its resin was placed on the template and it was pressed using perpendicular rolling tool to displace the air outwards, as explained in SAT technique. It should be noted that each layer was partially impregnated by adding epoxy until full impregnation was achieved. Then, the bundles were released from the template and covered by Canson paper. At the end, the specimens were covered by glass plate and pressed with a uniformly distributed load at room temperature for 72 h.
Mechanical tests
Abrasive wear test
A wear test was carried out, in which a rectangular composite specimen with dimensions of 5 × 9 × 30 mm was tested under different loads and a sliding speed of 1.4 m/s. A pin-on-disk setup [as per ASTM: G-99-05 (2010)] was used in the wear test. The diameter of the pin collets ranged from 1.5 to 13 mm. The specimen was loaded against the SiC abrasive paper fixed on the hardened steel disk with the help of a cantilever mechanism. About the pin, the collet was mounted onto a steel holder in the wear test machine to be held perpendicularly firm.
The initial and final weights of the specimen were recorded using an electronic balance with an accuracy of 0.0001 g. The difference in the recorded weights indicated the abrasive wear loss. This difference in weight was converted into wear volume using a calculated density of the composite. Then, the wear rate (Ks) was calculated as follows [35]:
where ΔV, volume loss (mm3), L was the normal load (N) and D was the abrading distance (m).
Impact test
To measure the toughness of the hybrid-composite, Izod-impact test was carried out at room temperature. The specimen was prepared based on ASTM D258 standard, the 5-mm thick composite sheet was cut into a rectangular bar with a width of 13 mm and length of 64 mm for notched Izod impact test. In the impact test, and according to the standard, the specimen was fixed on the testing machine under the pendulum impact speed of 3.34 m/s. In the present work, the impact data are reported as the average of three replicates.
FTIR spectrum
A Vertex 70 FTIR spectroscopy was used to scan the G–E with filler composite in the range of 4000–500/cm wavenumber. Small pieces of G–E with filler composite were placed on MIRacle ATR optics assembly of the instrument. The samples were scanned at 32 scan times in the reflectance mode.
Worn surface test
The JSM-6510-LA scanning electron microscope (SEM) was used to examine the worn surface, in which the prepared specimen surface was coated with gold by vacuum sputter chamber.
Results and discussion
Effect of DS filler on effective parameters
Date seed (DS) specimens with a different filler (wt%) were tested against the wear rate at different effective parameters, i.e., filler wt% (F), abrasive size (B), normal load (L) and abrading distance (D). Figure 1 illustrates the relation between abrasive size and wear rate (Ks). A normal load (L) of 10 N and an abrading distance (D) of 420 m are considered as working specifications in this figure. It can be observed that Ks decreases with increasing abrasive particle (large size means a few particles of 1200 mesh per in.2) due to increasing penetrability of the specimens.

Relation between wear rate (Ks) and abrasive size at L = 10 N and D = 420 m
This is referred to as small abrasive size, the pore decreases and particles serve as a harder surface which means higher wear resistance. Moreover, it can be seen from this figure that Ks decreases with filled compared with unfilled G–E, i.e., the increase of DS filler weight from 5 to 10 wt% tends to decrease in Ks. This is due to the DS filler reinforcement which resists the penetration of abrasive particles into the composite. In addition, glass fibers resist the abrasion along with DS particles. Hence, there was an improvement in the abrasive resistance of glass–epoxy filled with DS filler composite compared with an unfilled composite. This is due to its hardness during the sliding, where the DS particles embedded in the matrix are capable of enhancing the adhesion by forming physical interaction with the countering surface. This result considers the effect of abrasive size on Ks. Figure 2 presents the relation between Ks and the abrading distance at a normal load (L) of 10 N and an abrasive size (D) of 400 grit size. It can be seen that Ks decreases with increases in abrading distance. Because it may be assigned to more paths, regarding the pores of SiC paper filled with wear debris. On the other hand, it could be observed that Ks decreases with increasing filler wt%, this may be referred to rising the composite hardness with increasing DS filler wt%, i.e., its lubricants characteristics tend to decrease in Ks.

Relation between wear rate (Ks) and abrading distance at B = 400 mesh and L = 10 N
The effect of normal load of Ks is shown in Fig. 3. An abrasive size (B) of 400 grit size and an abrading distance (D) of 420 m are taken as working conditions in the example. It can be seen from this figure that Ks decreases with load raised from 10 to 30 N. Because of the apparent contact area becoming larger with higher normal loads it may lead to interference of many encountering particles. It allows an interference of a large number of particles in the encounter. Moreover, this could have been due to deposits of small particles of wear debris between the counterface of the abrasive asperities that had ruptured from the softer materials. During the sliding action, the hard asperities on the counterface have extricated the contacting materials on the G–E surface as wear debris. As the wear debris accumulated, it covered the cutting edges. As Ks of the G–E was reduced with rising load, it is in good agreement with results reported in Refs. [6, 10, 24]. On the other hand, it could be observed that Ks decreases with increasing filler wt%, i.e., DS filler acts as a hard and great reinforcement to the wear resistance of the G–E.

Relation between wear rate (Ks) and normal load at (B) 400 mesh and D = 420 m
Apparently, it should be noted that the recommended effective parameters are 10 wt% filler, a grit size of 1200, a normal load of 30 N and an abrading distance of 1260 m.
Technical comparison between DS and other fillers
In this section, a comparison between DS filler and other fillers was studied under the same working conditions, i.e., load (L) of 20 N, an abrasive size (B) of 800 mesh and an abrading distance (D) of 420 m, as shown in Fig. 4. In general, Ks decreases with increasing all types of fillers. It should be noted that the DS filler stood second after SiC filler and better than Al2O3 filler. This may be referred to the higher lubricant characteristics and hardness of DS particles than the Al2O3 filler.

Effect of filler wt% on impact energy
The composites hybrid with DS has a better effect on Ks than the hybrid composite with Al2O3 and unfilled composite as well. Note that, the addition of 10% DS filler to G–E improves wear resistance rate about by 71% over the unfilled. While 10% SiC improves wear resistance rate by about 85% over the unfilled and the addition of Al2O3 improves by about 47%.
Economical comparison between DS and other fillers
It is known that the cost is considered as one of the competitive matter, where the material takes about 40% of product cost, therefore, reducing the material cost would increase the profit and market share.
In this work, a theoretical analysis using a regression model based on surface response approach using MINITAB was carried out. The flower pollination algorithm was coded in MATLAB to predict the minimum Ks for different fillers wt%. The results show that both DS and SiC (at 13 wt%) have the same effect on Ks (Fig. 5), i.e., in case of replacing SiC with DS will lead to cost reduction. But when the filler increases more than 13%, wear rate is increased with increasing filler wt% as shown in this figure.

Effect of different fillers on wear rate at (L = 20 N, B = 800 mesh, D = 420 m)
It should be noted that DS is a waste and has no use and on the other hand, SiC and also Al2O3 are expensive. Therefore, replacing low wt% of SiC filler with high wt% of DS reduces the cost. Similarly, replacing Al2O3 filler with a wt% DS tends in the same result. Moreover, DS does not only reduce the cost as an economic benefit, but also enhances the mechanical properties of G–E.
Note that, the addition of 10% DS reinforced to G–E improves wear resistance rate by about 71% over the unfilled. While 10% SiC improves wear resistance rate by about 85% over the unfilled and the addition of Al2O3 improves by about 47%. It should be noted that the costs of SiC and Al2O3 reinforcements were 200$/kg and 90$/kg, respectively, while DS powder cost is 4$/kg (1$/kg cost of DS material + 3$ cost of its powder). It could be seen that the cost of G–E with recommended wt% is 10%, and 16$/unit, 76$/unit, 43$/unit, and 17$/unit would be for G–E, G–E + SiC, G–E + Al2O3, and G–E + DS, respectively.
Influence of filler weight on impact energy
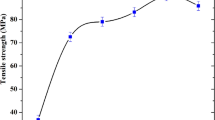
The effect of DS filler wt% on the impact energy is presented in Fig. 6. It could be seen from this figure that, with increasing the filler, more impact energy is needed to fracture the specimen, i.e., its toughness is high. This is referred to more filler, the strong interfacial bonding in G–E; i.e., such filler behaves as a reinforcement agent for epoxy as well as the low-impact energy in unfilled G–E is almost due to splitting failure of G–E. The rising of DS content from 5 to 10 wt% leads to a 50–80% increase in toughness. This figure also illustrates a comparison of DS filler with other fillers. It could be seen that, the DS filler is in a second rank after SiC filler and better than Al2O3 filler. As mentioned above, the presence of fillers adds value to the characteristics of G–E.

Theoretical comparison of different filler weights
FTIR analysis
FTIR spectra for glass fiber/epoxy and DS reinforced glass fiber/epoxy composites are illustrated in Fig. 7. Unfilled G–E spectrum displays four distinctive peaks that represent C=C–H stretching vibration, stretching C–O–C in ethers, stretching C–O–C in oxirane and CH2 rocking modes at 1552, 1139, 885, and 781/cm, respectively. DS reinforced glass fiber spectrum is notably different from that of the unfilled sample, where strong absorption peak is noted at 1500–1000/cm that could be assigned to enhancing C–O bond stretching vibration. Strong bands at 1545/cm are assigned to the C=C weak stretching vibration and C–H stretching vibration of CH3, respectively. The bands at 2892 and 2307/cm are attributed to CH2 splitting. Moreover, it was observed that the intensity of peaks decreased which could reflect the physicochemical interaction of G–E with organic DS filler between the surfaces [32, 36].

FTIR spectra of G–E and G–E with filler (DS)
Worn surface test
The surface characteristics of the composite material used in this work are studied through scanning electron microscopy test. Figure 8 illustrates scanning electron micrographs of the worn surface of filled and unfilled G–E specimens. This test was carried out using a SEM device. Figure 8 shows that the deep grooves occur in the abrading direction (illustrated by arrows) formed due to the micro-cutting action and micro-ploughing, by sharp abrasive particles as seen on the specimen surface. It should be noted that, from the scanning electron micrograph of a surface that the shearing and ploughing take place more or less at the same time, i.e., Fig. 8a shows the large groove which is formed due to the crushing of matrix on the fiber surface. With more explanation, the long glass fibers exposed to counterface due to removal of the crush matrix. This feature clearly demonstrates less efficient structural integrity and lower resistance of G–E composite because it is induced in interfacial shear stress. It leads to individual fibers coming in contact with the counterface and subsequently the fiber rupture is unfavorable as it leads to lower wear resistance of the composite. While Fig. 8b–d illustrate the reduction in groove that was formed, due to less gauge wear debris removal. The DS filler is in the second rank after SiC filler and better than Al2O3 filler and unfilled composite as well. Generally, the presence of filler lowers the wear rate due to increasing mechanical strength and shear resistance of the surface. Moreover, filler particles in G–E serve as a medium to bear part of the stress that is being directly exerted onto G–E. Therefore, as mentioned, the presence of the filler in G–E resulted in a reduction in the wear rate and smoother worn surface.

Scanning electron micrographs of the worn surface of filled and unfilled G–E specimens: a G–E + 0% reinforced, b G–E + 10% DS, c G–E + 10% Al2O3 and d G–E + 10% SiC
Validation
Taguchi experimental design
In Taguchi method, an orthogonal array is developed to study the outcome of control parameters which are involved in experimental work. The Taguchi method for four factors: one factor with two levels and three factors with three levels were used to design the orthogonal array in the experiment. The factor [filler wt%, type of filler, normal load (N), and abrasive size] and their levels were 0–10%, (DS–SiC–Al2O3), 10–30 N, and 400–1200 mesh, respectively. The experiments were made based on L18 array. The analysis was done in MINITAB 17.
Figure 9 presents the influence of the optimum parameters, i.e., filler wt%, type of filler, normal load and abrasive size versus the wear rate (Ks) of the composite. It can be noted that Ks decreases with the rise of filler weight, normal load and abrasive size.

Main effects plot for mean wear rate
The results show the rank of effective parameters: filler wt%, abrasive size, type of filler, and normal load that affect the wear rate, Ks, of the composite. It could be observed that, the filler wt% was a dominant factor, among these parameters, followed by the type of material, the abrasive size, and normal load.
Confirmation test
It should be noted that, the experimental results discussed in section “Effect of DS filler on effective parameters” are very close to the results of the Taguchi confirmation experiments, i.e., the recommended and optimal parameters are 10 wt% filler, abrasive size of 1200, and normal load of 20 N. Obviously, there is a consistency and good agreement between the experiments and theory.
Further, it should be noted that the experimental results discussed in section “Technical comparison between DS and other fillers” are very close to the results of the Taguchi confirmation experiments, i.e., DS filler is in the second rank after SiC filler and better than Al2O3 filler and unfilled composite as well.
Conclusion
The effect of date seed (DS) as filler on the abrasive wear of glass–epoxy (G–E) hybrid composites was investigated. From this study, it was possible to conclude that DS filler can be used as a hard and very good reinforcement to wear resistance of G–E fibers. The optimization results indicated that the DS filler is in the second rank after SiC filler and better than Al2O3 filler and unfilled composite as well. Specimen containing 10 wt% DS filler had equivalent wear rate to that containing 5 wt% SiC filler. Moreover, DS filler had a good effect in comparison to that of Al2O3 filler for the studied filler loading percentage. By comparing the wear rate and toughness of unfilled with 10 wt% DS filled composite G–E specimens, it was found that the wear rate reduced by 71% and toughness increased by 80%. DS was not only reducing the cost as an economic benefit but also enhanced the mechanical properties of G–E, where the toughness of unfilled specimens was lower than that DS filled G–E and it was increased with increasing filler loading percentage.
References
Koksal S, Ficici F, Kayikci R, Savas O (2012) Experimental optimization of dry sliding wear behavior of in situ AlB2/Al composite based on Taguchi’s method. Mater Des 42:124–130
Basavarajaa S, Joshi A, Arun K, Kumar A, Kumar M (2009) Three-body abrasive wear behaviour of polymer matrix composites filled with SiC particles. Polym Plast Technol Eng 49:8–12
Aramide FO, Atanda PO, Olorunniwo OO (2012) Mechanical properties of a polyester fibre glass composite. Int J Compos Mater 2:147–151
Yu GC, Wu LZ, Feng LJ, Yang W (2016) Thermal and mechanical properties of carbon fiber polymer-matrix composites with a 3D thermal conductive pathway. Compos Struct 149:213–219
López FA, Martin MI, Alguacil FJ, Rincón JM, Centeno TA, Romero M (2012) Thermolysis of fibreglass polyester composite and reutilisation of the glass fibre residue to obtain a glass–ceramic material. J Anal Appl Pyrol 93:104–112
Basavarajaa S, Ellangovan S, Arun K (2009) Studies on dry sliding wear behavior of graphite filled glass–epoxy composites. Mater Des 30:2670–2675
Dalbehera S, Acharya S (2015) Effect of cenosphere addition on erosive wear behaviour of jute-glass reinforced composite using Taguchi experimental design. Mater Today Proc 2:2389–2398
Annaa A, Basavarajaa S (2014) Studies on dry sliding wear behavior of functionally graded graphite particle-filled glass–epoxy composites. Compos Interf 21:395–414
Sivapragash M, Kumaradhas P, Stanly B, Felix A, Pillai U (2016) Taguchi based genetic approach for optimizing the PVD process parameter for coating ZrN on AZ91D magnesium alloy. Mater Des 90:713–722
Abdel-Magied RK, Aly MF, Elkhouly HI (2018) The effect of fiber orientation on wear behavior of glass fiber–epoxy filled with particles. Ind Lub Tribol 70(8):1552–1559
Sarifuddin N, Ismail H, Ahmad Z (2013) The effect of kenaf core fiber loading on properties of low density polyethylene/thermoplastic sago starch/kenaf core fiber composites. J Phys Sci 24:97–115
Ruggiero A, Merola M, Carlone P (2015) Archodoulaki and tribo-mechanical characterization of reinforced epoxy resin under dry and lubricated contact conditions. Compos Part B Eng 79:595–603
Sabeel A, Vijayarangan S, Naidu C (2007) Elastic properties notched strength, fracture criterion in untreated woven jute–glass fabric reinforced polyester hybrid composites. Mater Des 28:2287–2294
Zahedi M, Khanjanzadeh H, Pirayesh H, Saadatnia M (2015) Utilization of natural montmorillonite modified with dimethyl, dehydrogenated tallow quaternary ammonium salt as reinforcement in almond shell flour–polypropylene bio-nanocomposites. Compos Part B 71:143–151
Hassaini L, Kaci M, Touati N, Pillin I, Kervoelen A, Bruzaud S (2017) Valorization of olive husk flour as a filler for biocomposites based on poly(3-hydroxybutyrate-co-3-hydroxyvalerate): effects of silane treatment. Polym Test 59:430–440
Peng CB, Md Akil H, Nasir R, Khan A (2015) Optimization on wear performance of UHMWPE composites using response surface methodology. Tribol Int 88:252–262
Prasad N, Agarwal VK, Sinha S (2016) Banana fiber reinforced low-density polyethylene composites: effect of chemical treatment and compatibilizer addition. Iran Polym J 25:229–241
Bensalah H, Gueraoui K, Essabir H, Rodrigue D, Bouhfid R, Qaiss A (2017) Mechanical, thermal, and rheological properties of polypropylene hybrid composites based clay and graphite. J Compos Mater 51:3563–3576
Valášek P (2015) Mechanical properties of polymer composites based on bioparticles (Jatropha curcas L.). J Teknol 76:1–5
García-García D, Carbonell A, Samper MD, García-Sanoguera D, Balart R (2015) Green composites based on polypropylene matrix and hydrophobized spend coffee ground (SCG) powder. Compos Part B 78:256–265
Huang L, Mu B, Yi X, Li S, Wang Q (2016) Sustainable use of coffee husks for reinforcing polyethylene composites. J Polym Environ 26:48–58
Agunsoye JO, Bello SA, Adetola LO (2018) Experimental investigation and theoretical prediction of tensile properties of Delonix regia seed particle reinforced polymeric composites. J King Saud Univ Eng Sci. https://doi.org/10.1016/j.jksues.2017.01.005
Yang H (2004) Rice-husk flour filled polypropylene composites; mechanical, morphological study. Compos Struct 63:305–312
Huang D, Yan D, Ma S, Wang X (2018) Scandium on the formation of in situ TiB2 particulates in an aluminum matrix. J Mater Res 33:2721–2727
Valášek P, Ruggiero A, Müller M (2017) Experimental description of strength and tribological characteristic of EFB oil palm fibres/epoxy composites with technologically undemanding preparation. Compos Part B Eng 122:79–88
Basavarajappa S, Ellangovan S (2012) Dry sliding wear characteristics of glass-epoxy composite filled with silicon carbide and graphite particles. Wear 296:491–496
Patnaik A, Satapathy A (2009) Erosion wear response of flyash–glass fiber–polyester composites: a study using Taguchi experimental design. Malays Polym J 4:13–28
Suresha V, Chandramohan G, Samapthkumaran P, Seetharamu S, vynatheya S (2006) Friction and wear characteristics of carbon-epoxy and glass-epoxy woven roving fiber composites. J Reinf Plast Compos 25:771–782
Al-Khayri J, Jain S, Johnson D (2015) Date palm genetic resources, and utilization. Africa and the Americas, vol 1. Springer, Netherlands
Ibrahem RA (2015) Effect of date palm seeds on the tribological behaviour of polyester composites under different testing conditions. Mater Sci Eng 4:256–265
Iyer K, Torkelson J (2014) Green composites of polypropylene and eggshell: effective bio-filler size reduction and dispersion by single-step processing with solid-state shear pulverization. Compos Sci Technol 102:152–160
Mittal V, Chaudhry A, Matsko N (2014) True biocomposites with biopolyesters and date seed powder: mechanical, thermal, and degradation properties. J Appl Polym Sci 131:1–7
Ruggiero A, Valek P, Miller M (2016) Exploitation of waste date seeds of Phoenix dactylifera in form of polymeric particle investigation on adhesion, cohesion and wear. Compos Part B Eng 104:9–16
Simonassi N, Pereira A, Monteiro S, Muylaert F (2017) Reinforcement of polyester with renewable ramie fibers. Mater Res 20:51–59
Ramesh B, Suresha B (2014) Optimization of tribological parameters in abrasive wear mode of carbon–epoxy hybrid composites. Mater Des 59:38–49
Nikolic G, Zlatkovic S, Cakic S, Lacnjevac C, Rajic Z (2010) Fast Fourier transform IR characterization of epoxy GY systems crosslinked with aliphatic and cycloaliphatic EH polyamine adducts. Sensors 10:684–696
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Elkhouly, H.I., Abdel-Magied, R.K. & Aly, M.F. Date palm seed as suitable filler material in glass–epoxy composites. Iran Polym J 28, 65–73 (2019). https://doi.org/10.1007/s13726-018-0678-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13726-018-0678-6