
Abstract
The article presents experimental studies of the hybrid process of regeneration of used oils based on two interrelated processes of coagulation and ultrafiltration. The hypothesis that the process of coagulation due to aggregation of particles and organic substances contributes to the formation of a more porous sediment layer, which reduces pore blockage and increases filtration efficiency, has been checked. The aim of this study is to determine the most effective parameters of the baromembrane process by describing changes in the properties of deposits in a tubular ceramic membrane during ultrafiltration of waste oils. At the first stage, experiments were carried out on a Jar reactor with two different coagulants: an aqueous solution of diaminomethanal and a mixture of ethanolamine and propane-2-ol, and the effect of coagulants on the process of flake formation has been investigated by micrography of droplet samples and paper chromatography. At the second stage, studies of the ultrafiltration process have been carried out. Coagulation and ultrafiltration experiments have shown different permeability of the process. The effect on the permeate flow depends on the nature and composition of the coagulant. As a result of experiments, it has been shown that more stable flakes are formed under the influence of an aqueous solution of diaminomethanal and, as a result, a longer operation of the membrane element without a drop in permeability is observed.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
An analysis of trends for environmentally friendly technologies in the market shows an increase in scientific, technological, and commercial interest in baromembrane processes and technologies based on them in many industries.
The most important condition for the organization of low-waste production is the presence of a system for neutralizing unused waste, primarily toxic waste, which is inextricably linked with membrane separation processes, which are more efficient and economical than conventional separation methods [1, 2].
The experience accumulated over the past 10–15 years in the Russian Federation and abroad in the use of baromembrane installations indicates that the range of application of such technologies can be significantly expanded. One of these areas is the separation of oil, oil products, and water-oil emulsions [3, 4].
In order to organize low-waste production, it is proposed to regenerate used motor oils using baromembrane separation processes, such as microfiltration (MF) and ultrafiltration (UF), which are more efficient and economical than conventional separation methods.
Used motor oil eventually acquires the property of a colloidal solution [5–9]. Due to the presence of surfactants in the oil in the form of detergent-dispersant additives, the processes of spontaneous dissolution (solubilization) and splitting (peptization) of the formed aging products insoluble in the base proceed constantly [26]. These phenomena do not allow the particles of contaminants to form large conglomerates, which is a positive moment for the operation of the oil, but worsens its filterability.
The economic feasibility of using ultrafiltration to separate viscous colloidal systems is largely limited by the phenomenon of blockage of a semipermeable barrier [10]. Without the development of special operating conditions for membranes, they will be clogged in a short time.
Among the various processes that reduce membrane fouling, many scientists in their studies propose a combination of a filtration step with a coagulation step. Coagulation due to the aggregation of particles and organic substances contributes to the formation of a more porous sediment layer, which reduces pore blockage and increases filtration efficiency [11–18].
At the same time, in order to remove aging products, there is a need to destabilize the dispersed system of used oils and accelerate coagulation processes (sticking and merging of particles).
In this paper, we study a hybrid process of coagulation-ultrafiltration on tubular membrane elements in a tangential mode. It is hypothesized that high flow rates in the tubular membrane element will increase the coagulation effect by washing away large flocks, which will help to reduce the formation of a sediment layer on the separation surface.
The purpose of this work is to study the effect of coagulants on the process of ultrafiltration of used motor oils. To achieve this goal, it is necessary to solve the following tasks: (i) develop a research methodology; (ii) to determine the specific electrical conductivity of an aqueous solution of coagulants; (iii) to investigate the coarsening of contaminants under the influence of a coagulant; (iv) to study the effect of coagulant on the efficiency of ultrafiltration of used motor oils.
EXPERIMENTAL
Used engine oil. Used motor oil of highly loaded diesel engines of the brand Lukoil M-14D2 was used as an object under study. Samples were taken from diesel locomotives after 300 h of operation in the maintenance areas at the Operational Ivanovo Depot “Ivanovo DChE-5” of the Northern Railway of Russian Railways. Physicochemical properties of used oil are presented in Table 1.
Ultrafiltration membranes. As a filtering material, we used ultrafiltration ceramic monotube membranes with a selective layer based on Al2O3 manufactured by Ceramicfilter (Moscow, Russia).
Polymeric tubular membranes manufactured by Vladipor (Vladimir, Russia) based on fluoroplast, polyvinyl chloride, polysulfonamide, modified polyvinyl chloride, and polysulfone were excluded as a result of preliminary experiments due to low operating temperature, low durability, and the impossibility of restoring productivity by backwashing.
The main technical characteristics of ceramic membranes are given in Table 2.
The choice of membranes was made from the range of selectivities, which usually satisfy the requirements for separation quality and correspond to the ratio [19]
where dmol is the average diameter of the molecules of the retained substance; dpore is the average pore size of the membrane.
Table 3 shows the calculated data on Eq. (1).
The ceramic membrane of the KUFE-1×10 brand produced by Ceramicfilter LLC (Moscow, Russia) has the best performance (Table 2) and was used in the experiments.
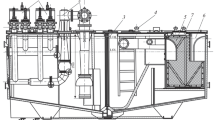
Methodology for studying the coagulation process. In accordance with the purpose and objectives of the study, two reactors with different volumes were used in the coagulation experiments. The first reactor had a usable volume of 0.01 m3 (10 L), which was used to prepare the solution for ultrafiltration. The second volume of 0.001 m3 (1 L) was a reactor for testing by the measuring cylinder test method (Jar-test) and was used to evaluate the coagulating ability of the smallest particles of contaminants present in the running engine oil due to the action of the coagulating solution (Fig. 1).

Scheme of a laboratory unit for motor oil coagulation: (1) thermostat; (2, 3) pipelines for the supply and removal of the coolant; (4) reactor with jacket; (5) stirrer; (6) drive; (7) drain cock.
The oil is loaded into reactor with jacket 4, to which the coagulant is added. Waste oil is mixed with stirrer 5 at a blade rotation speed of 100–200 min–1. The required temperature regime in the reactor is maintained using thermostat 1. The treated oil is drained through drain cock 7.
The introduction of an electrolyte into the dispersed medium of used oil leads to a decrease in the adsorption-solvation factor, which helps to reduce the electrical barrier around the particles of high-molecular oil aging products and the adhesion of contaminant particles into conglomerates [29].
As a result of the analysis of existing physical and chemical methods for cleaning used motor oils [7, 20–29], a conclusion was made about the most significant factors when choosing a coagulant to coarsen particles of contaminants. These include economy, availability, manufacturability, and environmental safety. These criteria are best met by the following types of reagents: (i) monoethanolamine with propan-2-ol (MEA + IPA); (ii) aqueous solution of diaminomethanal (DAM).
The objectives of the experiments included determining the most effective concentration of coagulants in the solution.
At the first stage, oil samples with a volume of 1000 mL were prepared, which contained various types of coagulants with a concentration of 0.1; 0.2; 0.3; 0.4; 0.5; 0.6; 0.7; 0.8; 0.9; 1.0; 2 wt %. After the addition of the coagulant, conductometric studies were carried out on the specific electrical conductivity of the resulting solutions, which affects the formation of ions. The most effective ratio of water and diaminomethanal was determined by the indicator of the specific electrical conductivity of the solution.
The temperature regime and mixing time greatly affect the kinetics of coarsening of contaminant particles. When conducting preliminary studies, it was determined that the most significant increase in electrical conductivity starts from 60°C. Therefore, further experiments were associated with the determination of the optimal temperature for the coagulation process and the mixing time. During heating, drop samples were taken after 1, 5, and 10 min, and the efficiency of coagulation of oil aging products was evaluated by paper chromatography.
The essence of the method consists in applying a drop of used oil to filter paper after the introduction of a coagulant and determining the size and nature of the stain obtained after its absorption using organoleptic methods (Fig. 2).

Illustration of an oil spot of a drop test on filter paper: (1) drop core; (2) zone of diffusion of insoluble organic impurities; (3) zone of diffusion of soluble organic impurities; (4) pure oil diffusion zone.
According to this method, the chromatogram (Fig. 2) distinguishes between the central core, corresponding to the spreading of an oil drop on the surface of the filter paper, the marginal zone, and the diffusion zone, that is, a ring outlined by oil-insoluble pollution products around the core. The larger the diffusion area, the higher the dispersing power (DP) of the oil is estimated. Quantitative evaluation of DP is performed by the area of the diffusion zone on the chromatogram according to the expression [27]
where d is the average diameter of the central core, mm; D is the average diameter of the outer ring of the diffusion zone, mm.
With a value of DP = 1, the oil completely retains the reserve of dispersing properties, which is typical for new or slightly used engine oils. In used motor oils, DP = 0.25–0.35.
A good indicator of the correct choice of coagulant will be DP → 0, which means that the supply of dispersant additives has been exhausted, therefore, the coagulation of organic impurities is most effective. In this case, diffusion zone 3 decreases to the size of the core, and a pronounced light yellow edging appears around it.
In addition, drop samples were applied to glass in order to study the efficiency of the coagulation process using an electron microscope.
Methodology for studying the process of ultrafiltration. A schematic diagram of the laboratory setup is shown in Fig. 3.

Schematic diagram of the laboratory ultrafiltration unit: (1) tank with used engine oil; (2) pump, (3) way valve; (4, 9) pressure gauges at the inlet and outlet of the filtering module, respectively; (5) ultrafiltration module; (6) volumetric flask with permeate; (7) shutoff valves; (8) tap for filling used oil; (10) electric heater; (11) pressure line; (12) bypass line; (13) drain valve.
The initial solution for separation is supplied by pump 2 from tank 1 to a tubular membrane element 5. The permeate is collected in volumetric flask 6. The solution is heated using electric heater 10. The pressure in the system is controlled by pressure gauges 4 and 9.
The membrane module consists of one tubular ceramic element with a length of 0.8 m, an internal diameter of 0.006 m, and a total filtering area of 0.015 m2. The molecular weight cutoff is 100 kDa at a pore size of 0.1–0.01 µm.
The transmembrane pressure was maintained at a level of 0.1–0.5 MPa. To create a turbulent flow regime in the membrane tubular module, the flow rate of the separated solution was 5–10 m s–1.
Before ultrafiltration in tank 1, coagulation was carried out with modes identical to Jar tests.
RESULTS AND DISCUSSION
Results of the Study of Coagulation Process
Determination of the electrical conductivity of an aqueous solution of diaminomethanal. Diaminomethanal in aqueous solution dissociates into positive and negative ions. At a temperature of 298 K, the ionization constant of an aqueous solution of diaminomethanal is Ki = 1.15 × 10–14 mol2/L2. This indicator is very close to the ionization constant of water at the same temperature. From the course of general chemistry, it is known that when heated, an aqueous solution of ammonia is formed from diaminomethanal as a result of hydrolysis processes. An aqueous solution of ammonia is a strong electrolyte with an ionization constant Ki ~ 10–5 mol2/L2 and a high degree of electrical conductivity. Therefore, this solution is capable of destroying the electric double layer on the surface of particles of oils aging products subject to peptization [28, 29]. The aim of the experiment was to determine the concentration of DAM in terms of an increase in electrical conductivity. The research data are presented in Fig. 4.

Dependence of the specific electrical conductivity of the solution on the concentration of the coagulant.
An analysis of the conductometric studies (Fig. 4) allows us to conclude that the most optimal concentration of diaminomethanal is 50%, since a further increase does not lead to a sharp increase in the number of ions. In addition, the solubility of the coagulant in water at a temperature of 293 K is 51.8 wt % [28, 29]. At higher temperatures, the solubility increases, but the cost of obtaining a solution increases, associated with the energy consumption for heating the solvent.
Study of coarsening of contaminants. The results of assessing the coarsening of contaminants by the method of paper chromatography and the choice of the optimal temperature and mixing time are presented in Table 4. Data are presented at a coagulant concentration of 1 wt %.
Analyzing the experimental data presented in Table 5, we can conclude that the most complete coagulation occurs in the temperature range of 353–363 K and the mixing time of 5–10 min.
The second parameter that was investigated at this stage is the effect of the coagulant concentration in the used oil on the flocculation process.
The results of photomicrography of drop samples at a temperature of 353 K are shown in Figs. 5–8.

Micrograph of used motor oil after the introduction of 0.2 wt % coagulant (400× madnification): (a) 50% aqueous solution of diaminomethanal; (b) monoethanolamine + propan-2-ol.

Micrograph of used motor oil after the introduction of 0.5 wt % coagulant (400× madnification): (a) 50% aqueous solution of diaminomethanal; (b) monoethanolamine + propan-2-ol.

Micrograph of used motor oil after the introduction of 1 wt % coagulant (400× madnification): (a) 50% aqueous solution of diaminomethanal; (b) monoethanolamine + propan-2-ol.

Micrograph of used motor oil after the introduction of 2 wt % coagulant (400× madnification): (a) 50% aqueous solution of diaminomethanal; (b) monoethanolamine + propan-2-ol.
In the micrographs shown in Figs. 5–7, it can be seen that the particles of contaminants aggregate up to 1–2 µm when 0.2 wt % coagulant is added to the used oil. As a result of a further increase in the concentration of the separating reagent to 1–2 wt %, coarsening of particles up to 5–10 µm was observed with the addition of diaminomethanal and up to 10–20 µm was observed for monoethanolamine and propan-2-ol.
Results of the Ultrafiltration Process
The efficiency of the ultrafiltration process largely depends on the specific productivity of membranes G. In the experiments, we studied the dependence of the specific productivity of ultrafilters on the transmembrane pressure and on the time of the separation process.
Figures 9 and 10 show the results of experiments on the effect of transmembrane pressure for membranes with a pore size of 0.05 and 0.01 μm after the specific productivity reached a plateau 120 min after the start of the experiment. The curves in the figures were obtained by approximating the experimental data using the least squares method.

Dynamics of changes in the specific performance of a ceramic membrane with an average pore diameter of 0.05 µm with a coagulant concentration: (1) 1% MEA + IPA; (2) 0.5% MEA + IPA; (3) 1% DAM; (4) 0.5% DAM; (5) without coagulant.

Dynamics of changes in the specific performance of a ceramic membrane with an average pore diameter of 0.01 µm with a coagulant concentration: (1) 1% MEA + IPA; (2) 0.5% MEA + IPA; (3) 1% DAM; (4) 0.5% DAM; (5) without coagulant.
From the graphs shown in Figs. 9 and 10 it can be seen that in the interval between the value of the working pressure of 0.2 and 0.3 MPa, an extremum point is observed, after which, with increasing pressure, the specific productivity decreases. This is due to the compaction of the layer of flakes on the membrane surface, which consists of high-molecular products of oil aging, under the action of increasing pressure.
When determining the degree of concentration of the feedstock, it was found that a satisfactory value of the coefficient of reduction in its volume should be considered Kvr = 2.5, which is calculated by the expression
where VinitUO is the volume of the initial used oil in the receiving tank; VconcUO is the volume of the concentrate in the receiving tank, which is formed in the process of separation of used oils by ultrafiltration.
An increase in Kvr leads to an increase in CP and GP on the separation surface and the breakthrough of asphalt-resinous products of oil aging into the permeate.
The results of analyzes obtained by reducing the initial volume of used oil in the receiving tank to the value Kvr = 2.5 are presented in Tables 5 and 6.
Analysis of the data presented in Tables 5 and 6 shows the efficiency of ultrafiltration of used oils. In particular, the optical density decreased by almost 7 times. This means that the asphalt-resinous products of oil aging were practically removed from the initial solution.
A decrease in viscosity and a decrease in the base number indicates the separation of spent viscous (thickening) additives from used oil. Polyisobutylenes, polymethacrylates, copolymers of styrene with dienes, and copolymers of olefins are used as such additives [10].
The presence of Mo, Ni, Cu, and Cr in the oil indicates the presence of antifriction and other types of additives in engine oils. The presence of Fe, Pb, Al, Si indicates the presence of mechanical impurities because of friction of mating surfaces. As can be seen from Table 6 after ultrafiltration, the content of metals causing pollution decreased by 2–5 times, and the content of useful metals reduces only by 20–30%. Thus, after membrane separation, a high-quality oil with a residual content of antioxidant and antiwear additives was obtained.
Figure 11 shows the results of experiments to study the time dependence of the separation process. The curves shown in Fig. 11 were obtained by approximating the experimental data using the least squares method.

Dynamics of changes in the specific performance with time, pore diameter dpore = 0.01 µm, pressure Δp = 0.3 MPa, temperature t = 353 K: (1) 1% MEA + IPA; (2) 0.5% MEA + IPA; (3) 1% DAM; (4) 0.5% DAM; (5) without coagulant.
From Fig. 11 it can be seen that the specific productivity of the membrane in the initial period of separation is higher with the coagulant based on MEA + IPA by 150% and is equal to 25 dm3/m2h. This phenomenon can be explained by the formation of larger flakes, the transverse flow through which experiences less resistance. In addition, the viscosity of the oil with this type of coagulant is lower. However, already after 60 min, the productivity drops by more than 30% and then continues to decline. This can be explained by low shear resistance, easy breakdown into smaller fractions with constant circulation of the solution, and the formation of a dense gel layer on the separation surface.
Although the solution with diaminomethanal shows a lower specific productivity, the dynamics of its decrease did not exceed 30% for 8 h of observations. This can be explained by the fact that the flakes formed under the influence of DAM are more resistant to destruction, and form a porous layer of deposits, and the permeability reaches a plateau at 11 dm3/m2h after 120 min of the process.
CONCLUSIONS
After performing the experiments, the following results were obtained: (i) experimental installations were developed to study the processes of coagulation and ultrafiltration of waste oils using ceramic tubular membranes; (ii) methods of experimental studies of the process of separation of waste oils were proposed; (iii) the composition of used oils was determined using certified methods on modern analytical equipment, which indicates the high quality of the purified product; (iv) the effect of pressure on permeability was studied and it was determined that the highest productivity is achieved at a pressure drop of 0.2–0.3 MPa; (v) it was shown that the most effective coagulant is an aqueous solution of diaminomethanal.
However, there are suggestions for further research.
In the case of tangential filtration in a tubular membrane element, the resistance of flakes to shear stress in a tubular membrane element and when passing through a feed pump comes first, since these properties affect the increase in resistance through a sediment layer on the membrane surface.
For a more accurate analysis of the effect of flow rate and shear stress on the destruction of flakes, it is necessary to conduct a series of experiments using the Taylor–Couette reactor. With it, conditions similar to the movement of oil in the membrane tubular element and in the feed pump can be created. To do this, it is necessary to use reactors with different diameters of rotating and stationary parts, which are capable of creating a shear stress from 0 to 200 Pa at rotation speeds from 0 to 300 rad s–1.
REFERENCES
A. G. Pervov, Modern Highly Efficient Technologies for Purification of Drinking and Industrial Water Using Membranes: Reverse Osmosis, Nanofiltration, Ultrafiltration (Izd-vo Assots. Stroit. Vuzov, Moscow, 2009) [in Russian].
Yu. P. Osadchii, Recovery of Valuable Components from Textile Industry Effluents Using Catalysts (Univ. Kniga, Kursk, 2021) [in Russian]. https://doi.org/10.47581/2021/Osadchi.01
A. A. Yushkin, A. V. Balynin, A. I. Nekhaev, and A. V. Volkov, Membr. Membr. Tekhnol. 3, 139 (2021).
D. D. Fazullin, G. V. Mavrin, I. G. Shaikhiev, and I. R. Nizameev, Petr. Chem. 58, 145 (2018).
L. R. Rudnick, Synthetics, Mineral Oils, and Bio-Based Lubricants: Chemistry and Technology, 3rd Ed. (CRC Press, 2020). https://doi.org/10.1201/9781315158150
A. Francois, Waste Engine Oils: Rerefining and Energy Recovery (Elsevier Science, 2006).
D. W. Brinkman and B. J. Parry, Recycling, Oil, In Kirk-Othmer Encyclopedia of Chemical Technology (John Wiley & Sons, Inc., 2005). https://doi.org/10.1002/0471238961.15091202050311.a01.pub2
A. Firas, Design Aspects of Used Lubricating Oil Re-Refining (Elsevier, 2006). https://doi.org/10.1016/B978-0-444-52228-3.X5000-6
V. L. Lashkhi, I. G. Fuks, and G. I. Shor, Chem. Technol. Fuels Oils 27, 311 (1991). https://doi.org/10.1007/BF00718997
S. V. Fedosov, Y. P. Osadchy, A. V. Markelov, and A. V. Sokolov, Membr. Membr. Technol. 3, 389 (2021). https://doi.org/10.1134/S2517751621060044
H. K. Vyas, R. J. Bennett, and A. D. Marshall, J. Membr. Sci. 192, 165 (2001). https://doi.org/10.1016/S0376-7388(01)00503-8
V. Lahoussine-Turcaud, M. R. Wiesner, and J. Y. Botero, J. Membr. Sci. 52, 173 (1990). https://doi.org/10.1016/S0376-7388(00)80484-6
C. Guigui, J. C. Rouch, L. Durand-Bourlier, V. Bonnelye, and P. Aptel, Desalination 147, 95 (2002). https://doi.org/10.1016/S0011-9164(02)00582-9
P. Park, C. Lee, S. Choi, K. Choo, S. Kim, C. Yoon, Desalination 145, 237 (2002). https://doi.org/10.1016/S0011-9164(02)00418-6
D. Abdessemed and G. Nezzal, Desalination 152, 367 (2003). https://doi.org/10.1016/S0011-9164(02)01085-8
B. Tansel, J. Regula, and R. Shalewits, Desalination 102, 301 (1995). https://doi.org/10.1016/0011-9164(95)00067-C
C. Jung, H. Son, and L. Kang, Desalination 197, 154 (2006). https://doi.org/10.1016/j.desal.2005.12.022
E. Barbot, et al., J. Membr. Sci. 325, 520 (2008). https://doi.org/10.1016/j.memsci.2008.07.054
Yu. I. Dytnerskii, Reverse Osmosis and Ultrafiltration (Khimiya, Moscow, 1978) [in Russian].
M. A. R. Reis and M. S. Jeronimo, Ind. Eng. Chem. Res. 29, 432 (1990). https://doi.org/10.1021/ie00099a019
S. Stefan and T. Orszulik, Chemistry and Technology of Lubricants (Springer, Dordrecht, 2010). https://doi.org/10.1007/978-1-4020-8662-5
J. Rincon, P. Canizares, and M. T. Garcia, Ind. Eng. Chem. Res. 44, 4373 (2005). https://doi.org/10.1021/ie040254j
J. Rincon, P. Canizares, and M. T. Garcia, Ind. Eng. Chem. Res. 44 ((20)), 7854 (2005). https://doi.org/10.1021/ie0580452
M. Shakirullah, I. Ahmed, M. Saeed, M. A. Khan, H. Rehman, M. Ishaq, and A. A. Shah, J. Chem. Soc. Loc. Taipei, 53, 335 (2006). https://doi.org/10.1002/jccs.200600042
A. G. Isah, M. Abdulkadir, K. R. Onifade, U. Musa, M. U. Garba, A. A. Bawa, and Y. Sani, Proceedings of the World Congress on Engineering 2013, London, UK, 2013, vol. 1, p. 565. https://www.researchgate.net/publication/290795308
Yu. P. Osadchii, A. V. Markelov, N. E. Pakhotin, and O. A. Markelova, Stroit. Mater. 7, 68 (2008). https://doi.org/10.31659/0585-430X-2018-761-7-68-70
N. I. Itinskaya and N. A. Kuznetsov, Fuel, Oils, and Technical Fluids: a Guide (Agropromizdat, Moscow, 1989) [in Russian].
H. A. Wittcoff, B. G. Reuben, and J. S. Plotkin, Industrial Organic Chemicals, 2nd Ed. (Noboken, 2004).
V. V. Ostrikov and I.V. Busin, Tekh. Sel’sk. Khoz. 5, 23 (2011).
Funding
This work was supported by a grant under the agreement 3642GS1/60673 dated August 8, 2020 of the Foundation for the Promotion of the Development of Small Forms of Enterprises in the Scientific and Technical Sphere.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
The authors declare that they have no conflicts of interest.
Additional information
Translated by V. Avdeeva
Rights and permissions
About this article

Cite this article
Fedosov, S.V., Markelov, A.V., Sokolov, A.V. et al. Coagulation and Ultrafiltration: a Hybrid Process for Purification of Used Engine Oils. Membr. Membr. Technol. 4, 297–305 (2022). https://doi.org/10.1134/S2517751622050055
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S2517751622050055