
Abstract—We fabricate and study experimentally a promising nanostructured composite adsorbent based on crystalline zeolite NaX. The adsorbent exhibits improved physical mechanical and adsorption properties and is intended for use in pressure swing adsorption systems. Fluoro derivatives of ethylene are found to be the most promising for creating the matrix of block-shaped composite adsorbent materials, since these ensure a mechanical strength and good adhesion between the matrix and incorporated adsorbent. We investigate the effects that the type, ratio of starting materials, and conditions of forming have on the adsorption and mechanical parameters of prepared composite adsorbents. The choice of materials for the adsorbent filler and polymer matrix used in synthesis of block-shaped sorption-active composite materials is substantiated. Studies of the adsorption parameters of prepared materials suggest that the film constituting the polymer (fluoroplastic) matrix, a base of our block-shaped adsorbents, is not continuous, which allows adsorbate molecules to penetrate the bulk of adsorbent. A comparative analysis establishes that the dynamic activity, as measured using water vapor, was 20 to 40% higher in our samples than in conventional commercial adsorbents of the NaX-V-1G type.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
Technologies widely adopted for separation of gas mixtures are currently based on cyclic adsorption processes in which alternating stages of gas adsorption and desorption ensure a continuous production of a target gas at the outlet of a gas separating unit [1–15]. Granulated sorbents based on mixtures of clay and zeolites in a form of powdered charge are conventionally used in units operating on the pressure swing adsorption (PSA) principle, their one drawback being wearing and dusting of the adsorbent material during long operation time, which results in gas transporting pores being blocked and a fall in their adsorption capacity. Moreover, a need arises for additional tightening in adsorbent modules.
For PSA systems operating under variable aerodynamic loads and at considerably high gas flow rates, it is more appropriate to use zeolite adsorbents prepared as sorption-active composite materials (SACMs) with a high mechanical strength. This type of materials consists of a pliable support material, i.e., a matrix, and fillers, which can be adsorbent materials of different types. The matrix functions as a binding component that defines the strength and pliability of the composite adsorbent as a whole when it is impacted by mechanical, aerodynamic, and other loads [16–20].
For SACMs, the parameters of their porous structure, adsorption properties, and durability can be tailored via a few groups of controlling factors: the nature, degree of dispersion, and fractions of initial adsorbent fillers and the binding material; the nature of bonding between adsorbent particles and the binding material; conditions for forming of the composite; and the procedure for removing the liquid phase and subsequent final thermal treatment of the formed composite adsorbent materials [22–25].
The aim of this work is to investigate experimentally variations in the strength and adsorption properties of block-shaped SACMs with the composition of the initial mixture and the conditions of forming. Additionally, we develop recommendations concerning industrial production of these materials.
MATERIALS AND METHODS
In preparing SACMs, we used crystalline zeolite NaX (STO 05766575-2009), powdered fluoroplas-42 (type F-42V; GOST 25428-82), acetone (analytical grade; GOST 2603-79), and methyl ethyl ketone as a solvent.
Characterization methods included mechanical tests for our block-shaped SACMs, which were prepared as cuboids with the side ratio of 1 : 1 : 3. Tests were performed in the constant strain mode (10 μm/s) using a multipurpose MTS 870 Landmark servohydraulic test system (MTS Systems, USA).
The sorption parameters of prepared SACMs were determined from dynamic measurements of air drying and from the dynamic activity of the prepared materials (using the dew point technique) under the following conditions: relative humidity of air stream, 40%; temperature of air stream, 20 ± 2°C; and the specific volumetric flow rate, 0.2 m3/(m2 s).
The porous structure of prepared SACMs was studied (in terms of the morphology) by electron microscopy on a Neon instrument (Carl Zeiss) and by low-temperature nitrogen adsorption using a NOVA-1200e surface area and pore size analyzer (Quantachrome, USA). Measurements were carried out at liquid nitrogen temperature (T = –195.8°C) and relative pressures in the range of 0.0025 to 0.995 (relative pressure is defined as the ratio of actual pressure to saturation pressure). Adsorption isotherms were processed using the Dubinin–Radushkevich equations [26].
RESULTS AND DISCUSSION
In designing an SACM, we have to identify the type of host matrix for adsorbent particles. In fabricating adsorbent materials having a complex geometrical configuration, use of different clays or other mineral materials as host matrices encounters difficulties because of their small elastic strain. With polymer solutions used in syntheses of SACMs, the surface of an adsorbent filler becomes coated with a thin film (thickness of 10–50 μm) that blocks access of adsorbate species to meso- and micropores of the adsorbent [27]. This issue can be circumvented by using, as a binder, organic polymers (e.g., fluoropolymers) that do not form films and can adjust to strains caused by, e.g., a drop in temperature or an aerodynamic load on adsorbent granules. This ensures that sorption materials used will not alter their shape during cyclic adsorption–desorption processes. We studied the dynamic activity of SACMs with different ratios of adsorbent (A) to binder (B) and the results are summarized in Table 1.
The analysis of these experimental data showed that a SAMC sample based on crystalline zeolite NaX incorporated into a fluoroplast host matrix exhibited faster kinetics of water vapor adsorption (by 15–20%) than its counterpart containing granulated zeolite NaX-V-1G (sample 7).
We investigated (Fig. 1) the dependences of ultimate strength σ and dynamic capacity ad of the prepared block-shaped SACMs on amount A of adsorbent and the degree of dispersion d of the initial filler adsorbent (crystalline zeolite NaX).

Variations of (1) ultimate strength σ and (2) dynamic capacity ad with (a) the degree of dispersion d of the initial adsorbent filler (i.e., NaX crystallite) and (b) the content of adsorbent filler A in SACM samples.
The experimental dependences of Fig. 1a show that ultimate strength σ and dynamic capacity ad diminish with increasing particle size of the initial adsorbent filler. This can be explained by the fact that, as the degree of dispersion of the adsorbent increases, its specific surface area decreases, which slows down the mass exchange and increases the diffusion resistance to the transfer of the adsorbate from gas phase to the solid phase in both the forward and backward directions (the effect is especially pronounced for degree of dispersion d ≥ 6 μm). A decrease in the ultimate strength can be attributed to a fall in the number of point contacts per unit volume between adsorbent filler particles and the host matrix [27].
Increasing the degree of dispersion of the initial powdered zeolite beyond 6 μm leads to degradation of operational characteristics of the prepared adsorbing material: with numerous adsorption–desorption cycles, zeolite particles detach from the polymer matrix and undergo wearing, which results in higher aerodynamic resistance to gas flow.
The experimental dependences of Fig. 1b show that, as the adsorbent content in our SACMs grows, their ultimate strength σ and dynamic capacity ad increase. We can hypothesize that the increase in ad is related to a decrease in the thickness of polymer matrix film, a coating on the surface of adsorbent filler, and, accordingly, a decrease in diffusion resistance to adsorbate mass transfer. For A ≥ 85 wt %, the dynamic capacity of prepared SACMs shows a dramatic fall. This is explained by densification of their structure, a decrease in the volume of transporting pores, and hindered mass transfer of the adsorbate into the bulk of the adsorbent material, as a consequence. In our best SACM samples, the adsorbent (A) : polymer matrix (B) ratio was in the range of (80–88) : (20–12) wt %.
The nature and quantity of a solvent used in preparing the initial suspension are two important factors affecting the quality of SACMs. The nature of the solvent affects the stability of the suspension, and good stability ensures compositional homogeneity of fabricated materials and lessens their defectiveness. In addition, the amount of solvent removed during the drying stage and the size of its molecules have a significant effect on the formation of the secondary porous structure of SACMs, which greatly defines their ad, and influence the bonding strength between the adsorbent and binder.
Table 2 summarizes the results of experimental studies of our block-shaped SACMs with d = 4–6 μm. In preparing these samples, dimethyl ketone (i.e., propanone-2 or acetone) and methyl ethyl ketone (butanone-2) were used as solvents, and the solvent was removed at temperatures TS of 50 and 80°C. The samples were also prepared with different values for the ratio of solvent (S) to polymer matrix (M).
The data of Table 2 tell us that substitution of methyl ethyl ketone for acetone (as solvents) had virtually no effect on the variations in ad and σ. The optimal S : M ratio fell in the range of 15–30 mg/g. At S : M ≤ 15 mg/g, ad and σ diminish and the process of forming of SACM becomes more complicated owing to a high viscosity of the resulting suspension. This can be explained as being a result of a fall in the number of transporting pores that are produced during the solvent removal owing to the inhomogeneous structure of the resulting SACMs.
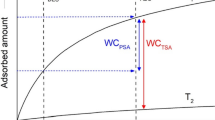
The interrelation between solvent removal temperature TS, used at the stage of suspension drying, and dynamic adsorption capacity ad and mechanical strength σ is shown in Fig. 2. In fabricating SACM samples, the solvent functioned as a plasticizing and a pore-forming agent.

Variations of (1) mechanical strength σ and (2) dynamic adsorption capacity ad for water vapor with solvent removal temperature TS for prepared SACM samples.
The presented results suggest that raising TS from 25 to 57°C produced an increase in dynamic capacity ad of our SACM samples, while their strength σ showed a fall. A dramatic change in the properties of our SACM samples was observed at TS = 55–57°C owing to boiling of the acetone, which was accompanied by its intense evaporation and elimination from the suspension undergoing the forming process. At the same time, the number of transporting pores drastically increased. Parenthetically, the volume of produced SACM samples was larger by a factor of 2.5–3 than that of the initial suspension.
Experimental values for ultimate strength σ and Young’s modulus E for samples with different A : B ratios and solvent removal temperature TS = 60°C are listed in Table 3.
The data of Table 3 show that the maximum strength (σ = 0.65 MPa) is reached for the zeolite-to-binder ratio of 90 : 10, and the maximum elastic modulus (E = 13 MPa) was reached when the ratio was 75 : 25. The best combination of strength and elastic properties was reached for the SACM sample with the ratio of 83 : 17 (indicated in this table).
Listed in Table 4 are the parameters characterizing the porous structure and true density ρ of our SACMs (samples 1–4), NaX crystallite (sample 5), and commercial granulated zeolite adsorbent NaX-V-1G (sample 6) manufactured by OAO Korporatsiya Roskhimzashchita according to TU 6-19-20-90. In fabricating SACM samples, acetone was used as a solvent in all cases.
The adsorption properties of investigated samples, as calculated using the Dubinin–Radushkevich equations, taking into account activity coefficient β = 0.3918 [26], are summarized in Table 5.
The data of Table 5 show that the maximum limiting sorption volume (0.308 cm3/g) is observed for SACM sample 1, in which the zeolite content is 89.687 wt %. With its higher strength properties (provided no dusting occurs during use), this SACM sample is comparable in terms of parameter W0 with granulated zeolite adsorbent NaX and surpasses zeolite NaX-V-1G by 27%.
CONCLUSIONS
Prepared block-shaped SACMs are shown to be promising materials for PSA-based purification and separation of gas mixtures.
The dynamic capacity, as measured by water vapor adsorption, of the SACM samples prepared using NaX crystallite with granule diameter of no more than 6 μm, which was incorporated into a fluoroplast matrix, was higher on average by 15–20% than that of commercial granulated zeolite NaX-V-1G.
In industrially produced SACMs, the mass ratio between adsorbent and polymer matrix must be 83 : 17 and the solvent removal temperature at the drying stage must be 60°C, with dimethyl ketone being the solvent of choice. This will ensure that no dusting occurs during use of SACMs and that the limiting sorption volume will be 27% greater than that of commercially produced zeolite adsorbent NaX-V-1G.
REFERENCES
Akulinin, E.I., Gladyshev, N.F., and Dvoretskii, S.I., Advanced technologies and methods for creation of composite sorption-active materials for cyclic adsorption processes, Vestn. Tambov. Gos. Tekh. Univ., 2017, vol. 23, no. 1, pp. 85–103.
Fenelonov, V.B., Vvedenie v fizicheskuyu khimiyu formovaniya supramolekulyarnoi struktury adsorbentov i katalizatorov (Introduction into the Physical Chemistry of Forming of the Supramolecular Structure of Adsorbents and Catalysts), Novosibirsk: Nauka, 2002.
Skarstrom, C.W., US Patent 2 944 627, 1960.
Shumyatskii, Yu.I., Adsorption processes, Khim. Prom-st. Rubezhom, 1967, no. 7, pp. 60–75.
Putin, S.B. and Samarin, V.D., Kompleksnaya sistema khimicheskoi bezopasnosti Rossii: teoreticheskie osnovy i printsipy postroeniya (Complex System of Russia Chemical Safety: Theoretical Bases and Principles of Construction), Moscow: Mashinostroenie, 2010.
Ruthven, D.M., Farooq, S., and Knaebel, K., Pressure Swing Adsorption, New York: Wiley, 1994.
Fritz, H.G., Hammer, J., and Hofer, H.H., ER Patent 1 323 468, 2003.
Nicolas, S., Bouvier, L., Medevielle, A., and Alex, P., FR Patent 2 939 330, 2010.
Metz H.J., Calzaferri, G., Devaux, A., Suarez, S., and Kunzmann, A., US Patent 7 655 300, 2010.
Dzhannantonio, R., Veskovi, K., Kattaneo, L., and Longoni, D., RF Patent 2 390 378, Byull. Izobret., 2010, no. 15.
Mamunya, Ye.P., Shtompel, V.I., Lebedev, E.V., Pissis, P., Kanapitsas, A., and Boiteux, G., Structure and water sorption of polyurethane nanocjmposityies on organic and inorganic components, Eur. Polym. J., 2004, vol. 10, pp. 2323–2331.
Aristov, Yu.I., Novel materials for adsorptive heat pumping and storage: screening and nanotailoring of sorption properties, J. Chem. Eng. Jpn., 2007, vol. 40, no. 13, pp. 1241–1251.
Keefer, B.G., US Patent 5 082 473, 1992.
Keefer, B.G., Doman, D.G., and McLean, C.R., US Patent 6 451 095, 2002.
Rod, E.Dzh., Bule, A.Zh.Zh., Pelman, A.M., Babiki, M.L., Kifer, B., Savada, D.A., Alizadekh-Kkhiavi, S., Roj S., Gibbs, A.K., and Kuzniki, S.M., RF Patent 2 394 631, Byull. Izobret., 2010, no. 20.
Belotserkovskii, G.M., Ivakhnyuk, G.K., Fedorov, N.F., and Babkin, O.E., Basic principles of composite sorption-active materials preparation, Zh. Prikl. Khim., 1993, vol. 66, no. 2, pp. 283–287.
Zaikin, A.E. and Galikhanov, M.F., Osnovy sozdaniya polimernykh kompozitsionnykh materialov (Creation Principles of Polymeric Composite Materials), Kazan: Kazan. Gos. Tekh. Univ., 2001.
Fedorov, N.F., Ivakhnyuk, G.K., and Gavrilov, D.N., Uglerodnye adsorbenty i ih primenenie v promyshlennosti (Carbon Adsorbents and Their Industrial Applications), Moscow: Nauka, 1983.
Ivakhnyuk, G.K., Babkin, O.E., Belotserkovskii, G.M., and Fedorov, N.F., Classification of technologies of composite sorption-active materials and operational features of their physical properties, Zh. Prikl. Khim., 1993, vol. 66, no. 2, pp. 462–464.
Samonin, V.V., Podvyaznikov, M.L., Nikonova, V.Yu., Spiridonova, E.A., and Shevkina, A.Yu., Sorbiruyushchie materialy, izdeliya, ustroistva i protsessy upravlyaemoi adsorbtsii (Sorption Materials, Products, Devices, and Controlled Adsorption Processes), St. Petersburg: Nauka, 2009.
Movsumzade, E.M., Pavlov, M.L., Uspenskii, B.G., and Kostina, N.D., Prirodnye i sinteticheskie tseolity, ikh poluchenie i primenenie (Natural and Synthetic Zeolites: Production and Application), Ufa: Reaktiv, 2000.
Ferapontova, L.L., Gladyshev, N.F., and Putin, S.B., The choice of optimal conditions for the preparation of composite sorption-active materials based on zeolite and fluorine derivatives of ethylene, Khim. Tekhnol., 2012, no. 1, pp. 10–16.
Ferapontova, L.L., Gladyshev, N.F., Ferapontov, Yu.A., Putin, S.B., Rodaev, V.V., and Golovin, Yu.I., Physicochemical properties of composite sorption-active materials based on zeolite and fluorinated ethylene derivatives, Russ. J. Appl. Chem., 2012, vol. 85, no. 3, pp. 442–447.
Ferapontova, L.L., Grunskii, V.N., Kharitonov, N.I., and Semenov, G.M., Influence of solvent removal temperature on the properties of composite sorption-active materials based on zeolite and ethylene fluoride derivatives, Khim. Prom-st. Segodnya, 2016, no. 8, pp. 13–19.
Ferapontova, L.L., Grunskii, V.N., Kharitonov, N.I., and Semenov, G.M., Thermal conductivity of composite sorption-active materials based on zeolite and ethylene fluoride derivatives, Khim. Prom-st. Segodnya, 2016, no. 8, pp. 9–12.
Kel’tsev, N.V., Osnovy adsorbtsionnoi tekhniki (Fundamentals of Adsorption Technique), Moscow: Khimiya, 1976.
Akulinin, E.I., Heat and mass transfer during enrichment of air with oxygen by PSA method, Vestn. Tambov. Gos. Tekh. Univ., 2016, vol. 22, no. 3, pp. 411–419.
Funding
This work was supported within a project of state assignment no. 10.3533.2017/PCh.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Translated by A. Kukharuk
Rights and permissions
About this article

Cite this article
Posternak, N.V., Ferapontov, Y.A., Ferapontova, L.L. et al. Advanced Materials for Separation and Purification of Gas Mixtures in Cyclic Adsorption Processes. Inorg. Mater. Appl. Res. 10, 1185–1190 (2019). https://doi.org/10.1134/S2075113319050253
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S2075113319050253