
Abstract
The novel poly (VAC-VeoVa-HFMA-BZMA) latex was successfully prepared via semicontinuous seeded emulsion polymerization which vinyl acetate (VAc) and vinyl ester of neodecanoic acid (VeoVa10) were main monomer, hexafluorobutyl methacrylate (HFMA) and benzyl methacrylate (BZMA) were used as functional monomer. Dodecyl benzene sulfonic acid sodium (SDBS), octylphenol polyoxyethylene ether (OP-10) and potassium persulfate (KPS) were used to be mixed emulsifier and initiator, respectively. The structure of the resultant latex is determined by Fourier transform infrared spectroscopy spectrum (FTIR). The thermal performances of latex film are studied via the thermogravimetric analysis (TGA) and differential scanning calorimetry (DSC). The average particle size of the latex is characterized by the dynamic light scattering(DLS).Water contact angle (WCA) is used to test the wetting property of the novel poly (VAC-VeoVa-HFMA-BZMA) latex film. The condition of synthesizing the latex was studied in detail. The optimum condition of preparing the novel latex is that the amount of emulsifier is 8.0% (wt %) and the mass ratio of SDBS to OP-10 is 2 : 1 and the mass ratio of main monomer VAc to VeoVa10 is 3 : 1. The amount of initiator is 0.8% and the amounts of HFMA and BZMA are 6.0 and 8.0% (wt %), respectively. Results indicate that the water resistance of the latex film and thermal stability are improved when the fluorine and BZMA monomers are added.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 INTRODUCTION
The polymer vinyl acetate (PVAc) emulsion has been widely used in coating and adhesions because of its low cost, environmental protection, high bonding strength. However the poor water resistance has restricted its further application [1–5]. Luckily, VeoVa10 is one of the most common monomers for preparing VAc-VeoVa10 copolymer latex due to its similar reactivity ratio in radical polymerization with VAc and figurative “umbrella effect” [6–8]. VAc-VeoVa10 copolymers also have extensive applications in coatings, adhesives, paints, polymer-modified waterproof mortars, cement additions, polymer cement powders, polymer dispersions and so on [9–15]. The cement specimens with polyvinyl acetate-vinyl carboxylate(VA/VeoVa) for repairing mortars have high compressive, tensile, flexural and bond strength. In comparison with ethylene vinyl acetate (EVA) cement specimens, VA/VeoVa specimens have lower thermal expansion. The micrograph showed that VA/VeoVa specimens could reduce the pore and enhance durability [16]. Furthermore, VAc-VeoVa10 copolymer has good advantage of water resistance, alkali resistance and outstanding weather resistance. Presently, more and more attention has been paid to the characterization and property of VAc-VeoVa10 copolymer latex. Mari A J et al [17] successfully prepared the VAc-VeoVa 10 latex with good scrub resistance and water repellency. In addition, the production of VAc-VeoVa10 latex with the continuous processes have been reported by Amaia Agirre [18].
Recently, the fluoropolymer latex has attracted much attention of many researchers because the fluorine element makes emulsion polymer achieve excellent water repellency property. Thus, there are some reports that VAc-VeoVa10 copolymer emulsion was modified by fluorine monomer. Shi et al. [19] used chlorotrifluoroethylene (CTFE), VAc, VeoVa10 as main monomers to prepare the fluorinated latex with the solid content of 33%. Zhu et al. synthesized a novel fumaric surfmer, which was applied in the emulsion polymerization of VAc, butyl acrylate(BA), VeoVa 10 and HFMA [20]. Similarly, the VAc-BA-VEOVA10-HFMA latex was synthesized by polymerizable surfactants with mixed emulsifier of polyoxyethylene nonionic surfactant and quaternary ammonium cationic surfactant [21]. Besides, Cheng et al. has reported that small amount of fluorine in the polymer can bring a very low surface tension and high water contact angle [22]. Meanwhile, polymer containing benzene ring has good hydrophobicity. The thermal stability of the copolymers was slightly increased with increase in BZMA content in Kadir Demirelli’s work [23]. However, at present, VAc-VeoVa10 copolymer latex modified by HFMA monomer and BZMA monomer is never reported in the open literature. In this work, the novel poly (VAC-VeoVa-HFMA-BZMA) latex is prepared via semicontinuous seeded emulsion polymerization. The emphasis is laid on the optimization of the synthetic conditions and characterization of novel resultant latex.
2 EXPERIMENTAL
2.1 Materials
Vinyl acetate (VAc), which was chemically pure, was bought from Shanghai Aladdin Industrial Corporation (China). Vinyl ester of neodecanoic acid (VeoVa10), which was analytically pure, was purchased from Foshan Jinjia New Material Technology Co. Ltd (China). Hexafluorobutyl methacrylate (HFMA), which was industrial grade, was obtained from Harbin Xeogia Fluorine-silicon Material Co. Ltd (China). Benzyl methacrylate (BZMA) was bought from Shanghai Aladdin Biochemical Technology Co Ltd (China). Octylphenol polyoxyethylene ether (OP-10), which was industrial grade, was obtained from Shanghai Minchen Chemical Co Ltd (China). Sodium dodecyl benzene sulfonate (SDBS), which was chemically pure, was supplied by Shanghai Yingpeng Chemical Reagent Co Ltd (China). Potassium persulfate (KPS), which was chemically pure, was obtained from Shanghai United Company (China). The de-ionized water was made in our laboratory.
2.2 Preparation of Novel Poly (VAC-VeoVa-HFMA-BZMA) Latex
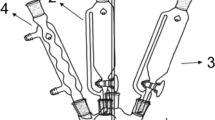
There are two stages to prepare novel poly (VAC-VeoVa-HFMA-BZMA) latex via semicontinuous seeded emulsion polymerization. One was that 1.60 g of SDBS and 0.80 g of OP-10 were added into a 250 mL four -neck flask and the other was the above emulsifier was dissolved in 40.00 ml of deionized water. The flask was equipped with a mechanical stirrer, a reflux condenser and two dropping funnels for dripping of monomers and initiator. The four-necked flask was placed in a water bath and heated to 75.0°C when mechanical stirrer was adjusted to suitable rotational speed. Then 3.00 g of KPS aqueous solution and 3.00 g of mixed monomers, which were composed of VAc, VeoVa10, HFMA and BZMA, were dripped slowly into the flask through two dropping funnels within the range of 15 to 20 min, respectively. The reaction was kept for 20 min under the 75.0°C after the initiator and mixed monomers were dripped completely. The rest of KPS solution and mixed monomers were charged separately into the flask within 3 to 4h. Finally, the polymer latex was kept at 80.0°C for 1 h to increase the conversion of the monomers. The latex was cooled and filtered after the polymerization was completed. The typical recipe for preparing novel latex was summarized in Table1.The synthetic pathway of preparing the novel latex was illustrated in Scheme 1.

Scheme 1 . Synthetic pathway of novel latex.
2.3 Characterizations
The structure of polymer was characterized by Fourier transform infrared spectrum analyzer (FTIR, Thermo Nicolet infrared AVATAR370, USA) and FTIR spectra were recorded within a range from 4000 to 400 cm–1. Glass transition temperature (Tg) of polymers was tested by the differential scanning calorimetry (DSC, Q100, USA) at a heating rate of 10oC /min under nitrogen atmosphere and the temperature scale is ranged from –60 to 60°C. Average particle size and the polydispersity indexes (PDI) of the latex were measured by Zetatrac dynamic light scattering detector (Microtrac Limited Corporation, USA) at 25°C. The mechanical stability of the emulsion was examined by the centrifugal machine with the rotational speed of 4000 rpm for 30 min. Calcium ion stability test was verified through adding 2 mL CaCl2 aqueous solutions (0.5 wt %) into 8 mL latex in a test tube and it was left standing for certain time at room temperature to weight the gel content. The monomer conversion was calculated by gravimetric analysis. The gel rate is based on the following equation (I)
where W1 is the quality of solid which is collected from the four-flask and mechanical stirrer; W2 is the amount of main monomer; W3 is the mass of functional monomer. The decomposition temperature of the copolymers was assessed by using thermo-gravimetric analysis (TGA). The testing condition of copolymers is that the temperature was ranged from 40 to 600°C at a heating rate of 10°C/min with N2 protection.
Water contact angle of the novel copolymer film is measured by contact angle meter (OCA 20, Germany) with the pendant drop method at room temperature. Water absorption percentage is calculated by an equation (II)
where a is the weight of latex film absorbed into de-ionized water; b is the weight of latex film dried in an oven at 70.0°C.
3 RESULTS AND DISCUSSION
3.1 FTIR and DSC Analysis of Film of Novel Latex
Figure 1 is FTIR spectrum of the novel latex. The absorption peak of 3458.7 cm–1 is defined to the peak of –OH. The characteristic absorption peaks that occurred at 2960.6 and 2928.5 cm–1 are attributed to the stretching vibration of –CH3 and –CH2. The strong peak spectrum band of bending vibration absorption peak of C=O at 1735.64 cm–1 indicates that plenty of esters exist in the copolymer. The absorption peak of C=C in range of 1700 and 1500 cm–1 is not discovered in FTIR spectrum, which indicates that there is no residual monomers in the polymer sample. The bending vibration absorption peak of 1434.1 cm–1 is the characterization of CH3–CO–O– [24]. 1370.6 cm–1 is the bending and stretching vibration of C–C. The strong bending vibration absorption of 1228.6 cm–1 may be the characteristic peaks of –OCH– or –CF2. The band of 1125.5 cm–1 is the bending vibration of C-H in plane. The band at 1019.8 cm–1 is also observed, which might be formed due to the C–O–C stretching vibration in ester group. The characteristic absorption peaks of C–F appear in the band of 944.3 cm–1. In addition, two C–H bending vibration peaks of mono-substituted benzene (BZMA unit) were observed at 698.5, 751.5 and 791.1 cm–1 [25]. FTIR spectrum of the novel latex confirms that the novel resultant latex has been prepared successfully. Tg of the latex film is quantified by DSC, which is presented in Fig. 2. From Fig. 2, it is observed that Tg of the polymer is 19.70°C, which is different from Tg of VeoVa10 homopolymer (–5–0°C) [26, 27] and VAc homopolymer (39°C) [27, 28]. It is also confirmed that the random copolymer is successfully prepared.

FTIR spectrum of film of novel latex.

DSC curve of film of novel latex.
3.2 Effect of Different Amounts of Emulsifier on Properties of Novel Latex
Effect of different amounts of emulsifier on properties of novel latex is presented in Table 2. From Table 2, it can be seen that the particle size is decreased with increased amount of emulsifier when the amount of emulsifier is less than 5.0% (wt %). The stability of the novel latex is improved along with the increased amount of the emulsifier. This phenomenon may be interpreted by the principle of emulsion polymerization about the micelle mechanism and oligmer mechanism [29]. Usually, according to the micelle mechanism of the emulsion polymerization, the particle size of latex would be decreased with the increased amount of emulsifier. Namely, there were more micelles with the increase of the concentration of the emulsifiers. Thus, the particle size is decreased with the increased amount of emulsifier when the amount of emulsifier is less than 5.0% (wt %) [29]. The effect of different amounts of emulsifier on the monomer conversion percentage and coagulation percentage is shown in Fig. 3. In emulsion polymerization, the emulsifier will be developed into the micelle. The monomer is dispersed into the individual droplets. The droplets, which enter inside the micelle, will initiate the polymerization reaction. When the amount of emulsifier is few, the monomer and initiator can be not reacted adequately. The coagulation percentage would be increased obviously and the storage stability of latex will become weaken. However, the abundant polymerization heat, which will accelerate Brownian movement, leads to a large amount of coagulation when the amount of emulsifier is excessive. At the beginning, the more the emulsifier is, the higher the monomer conversion is, the lower the coagulation is. However, the amount of emulsifier is more than its critical micelle concentration (CMC) when the amount of emulsifier is more than 8.0% (wt %). Thus, the conversion percentage will be decreased but the coagulation percentage is increased. In view of Ca2+ stability, mechanical stability and particle size, the optimum amount of emulsifier is 8.0% (wt %) and the mass ratio of SDBS to OP-10 is 1 : 1 in this work.

Effect of different amount of emulsifier on conversion percentage and coagulation percentage.
3.3 Influence of Amount of Initiator on Conversion Percentage and Coagulation Percentage
The effect of amount of KPS on conversion percentage and coagulation percentage is given in Fig. 4. In Fig. 4, it can be found that the conversion percentage is decreased with the increased amount of KPS when it is less than 0.9% (wt %). However, the monomer conversion percentage is decreased with the increased amount of KPS when it is ranged from 0.9% (wt %) to 1.0% (wt %). In addition, it can be observed that the monomer conversion percentage was contrary to the coagulation percentage. However, the conversion percentage was maximal when the amount of KPS is 0.9% (wt %). It may be explained that the initiator was decomposed into free radical in emulsion polymerization. The increased free radical will accelerate polymerization rate. According to the conversion percentage, the stability of the latex and coagulation percentage, the amount of KPS is 0.8% (wt %) in this study.

Influence of amount of initiator on conversion percentage and coagulation percentage.
3.4 Effect of Varied Mass Ratios of Monomer and Emulsifier on Properties of Latex
Table 3 is the effect of varied mass ratios of monomer on the properties of latex. It can be seen that when the ratio of VAc to VeoVa10 is 3 : 1, the monomer conversion rate is the highest. The storage and mechanical stability is better. In this work, VAc plays a role of hard monomer which maintains the rigidity and scrubbing resistance of the latex film. VeoVa10 is the soft monomer which brings the latex film suitable softness, elasticity and durability. According to the special chemical structure of VeoVa10, the VeoVa10 molecular could protect more VAc molecular from water repellency. Thus, the amount of VAc monomer is always more than that of VeoVa10 monomer. Table 4 is the effect of different mass ratios of emulsifier on the properties of latex. It can be found that when the ratio of SDBS to OP-10 is 2 : 1, the appearance of latex is translucent with blue color and the storage stability is good. However, the coagulation percentage is changed slightly. In conventional emulsion polymerization, it is universally believed that anion surfactant is often mixed with nonionic surfactant, which is beneficial to the stability of the latex. Furthermore, Table 4 also indicates that the varied mass ratios of emulsifier have not obvious effect on the properties of latex.
3.5 TGA of Films of Latex
TGA is utilized to measure the thermal stability of polymer. TGA curves of the conventional latex and novel latex is presented in Fig. 5. The initial decomposed temperature of VAc-VeoVa10 is 253.09°C. However, the initial decomposed temperature of novel latex is 276.09°C. Thus, it can be seen that fluorine and BZMA monomer are introduced intoVAc-VeoVa10 copolymer. The heat resistance of the copolymer is obviously enhanced. The high bond energy of the C-F is beneficial to improve the heat resistance of the novel latex.

TGA curves of the latex film (a: VAc-VeoVa 10 copolymer; b: VAc-VeoVa 10 copolymer modified by HFMA and BZMA monomer).
3.6 Effect of Amount of HFMA and BZMA on Water Absorption of Film
Influence of amount of HFMA and BZMA on water absorption of film is given in Fig. 6. Figure 6 shows that the water absorption of the latex film is decreased greatly when VAc-VeoVa10 copolymer is modified with fluorine and BZMA monomer. Usually, the large energy of C–F bonds results in the reduction of surface energy of the polymer, which causes the water absorption of the film to be decreased evidently. Furthermore, the strong surface strength of BZMA benzene ring makes the water absorption of the film be decreased further. However, Fig. 6 also indicates that the water absorption of the film has a tendency to be flat when the amount of BZMA is 8.0%. It is probable that the inner of latex particle has been filled with the functional monomer and the saturation has been reached. Thus, the water absorption of the film is varied slightly when the amount of BZMA is increased further. In addition, the influence of the functional monomers on the contact angels (CA) of novel latex is shown in Fig. 7. It can be found that the waterproof property of the novel latex film is improved in comparison with the conventional poly (VAc-VeoVa10) latex. This phenomenon can be explained by the fact that CA is strongly associated with wet ability and it is acknowledged that the size of CA is conformed to the surface hydrophobic characterization of the film. At the same time, it is clear that the hydrophobicity of the novel poly(VAc-VeoVa10-HFMA-BZMA) latex film is enhanced from Fig. 8.

Effect of amount of HFMA and BZMA on water absorption of film (A: HFMA monomer; B: HFMA monomer and BZMA monomer).

Effect of amount of HFMA and BZMA monomer on CA of film (a: poly (VAc-VeoVa10) modified by HFMA and BZMA monomer b: poly (VAc-VeoVa10) modified by HFMA monomer).

Contact angle of the film (a: film of poly (VAc-VeoVa10); b: film of poly(VAc-VeoVa10) modified by HFMA monomer; c: film of poly(VAc-VeoVa10) modified by HFMA and BZMA monomer).
4 CONCLUSIONS
The novel poly (VAC-VeoVa-HFMA-BZMA) latex is synthesized via semicontinuous seeded emulsion polymerization, which VAc is used to be the hard monomer and VeoVa10 is used to be the soft monomer and HFMA and BZMA are used to the functional monomers. The optimum conditions of preparing the novel latex are that the amount of emulsifier is 2.40 g; the mass ratio of SDBS to OP-10 is 2 : 1; the mass ratio of main monomer of VAc to VeoVa10 is 3 : 1; the amount of initiator is 0.8% (wt %) The amount of initiator is 0.8% and the amounts of HFMA and BZMA are 6.0 and 8.0% (wt %), respectively. The hydrophobic stability and heat resistance of polymer is improved obviously when HFMA and BZMA are incorporated into the VAc-VeoVa10 copolymer.
REFERENCES
Khanjani, J., Zohuri, G.H., Gholami, M., Shojaei, B., Dalir, R.J., J. Adhes., 2014, vol. 90, p. 174.
Anderson, C.D. and Daniels E.S., Emulsion Polymerization and Latex Applications (Rapra Review Reports), Smithers Rapra Press, 2003.
Chiozza, F., Toniolo, F., and Pizzo, B., J. Appl. Polym. Sci., 2013, vol. 129, p. 1157.
Landete-Ruiz, M.D. and Martín-Martínez, J.M., Int. J. Adhes. Adhes., 2015, vol. 58, p. 34.
Eliseeva, V.I., Ivanchev, S.S., Kuchanov, S.I., and Lebedev, A.V., Emulsion Polymerization and Its Applications in Industry, Berlin: Springer, 2012.
Smith, O.W., Collins, M.J., Martin, P.S., and Bassett, D.R., Prog. Org. Coat., 1993, vol. 22, p. 19.
Aznar, A.C. and Amalvy, J.I., Lat. Am. Appl. Res., 2006, vol. 36, p. 149.
Vandezande, G.A., Smith, O.W., and Bassett, D.R., in Emulsion Polymerization and Emulsion Polymers, Lovell, P.A. and El-Aasser, M.S., Eds., London: Wiley, 1997.
Wang, R. and Wang, P.M., Constr. Build. Mater., 2011, vol. 25, p. 4210.
Wang, R., Wang, P.M., and Yao, L.J., Constr. Build. Mater., 2012, vol. 27, p. 259.
Ustinova, Y.V. and Nikiforova, T.P., Procedia Eng., 2015, vol. 111, p. 807.
Fan, F.Q., Xia, Z.B., Li, Q.Y., and Li, Z., Prog. Org. Coat., 2013, vol. 76, p. 844.
Zhang, X.W., Study on Preparation of Redispersible Polymer Powders(D), 2008.
Zhang, K.B., New Build. Mater., 2008 - 02.
Xiang, Z.H., Chem. Build. Mater., 2005, vol. 21, p. 5.
Weng, T.L., Lin, W.T., and Li, C.H., Polym. Polym. Compos., 2017, vol. 25, p. 1.
Unzue, M.A.J., Urretabtabizkaia, A.N., and Asua, J.M., J. Appl. Polym. Sci., 2000, vol. 78, p. 475.
Agirre, A., Weitzel, H.P., Hergeth, W.D., and Asua, J.M., Chem. Eng. J., 2015, vol. 266, p. 34.
Shi, J.H., Ma, Y.M., Zhang, L.Q., Xu, A.H., and Zhang, S.X., China Powder Sci. Technol., 2012, vol. 18, p. 2.
Zhu, M.Y., Qiao, W.H., Liu, H.Z., and Sun, Y.l., J. Appl. Polym. Sci., 2008, vol. 107, p. 624.
Sun, Y.l., Qiao, W.H., and Liu, H.Z., Polym. Adv. Technol., 2008, vol. 19, p. 1164.
Cheng, Y.B. and Wang, Z.G., Polymer, 2013, vol. 54, p. 3047.
Demirellia, K., Kayab, I., and CosËkuna, M., Polymer, 2001, vol. 42, p. 5181.
Zhu, H.W., The Analysis of Organic Molecular Structure Spectra, 2005, vol. 35, p. 65.
Lee, C.K., Don, T.M., Lin, D.J., Chen, C.C., and Cheng, L.P., J. Appl. Polym. Sci., 2008, vol. 109, p. 467.
Lin, X.H., Chem. Adhes., 2005, p. 27.
Liu, H.Y., Gu, J.Y., Zhang, Y.H., Tan, H.Y., and Ruan, G.F., China Wood Ind., 2009, p. 23.
Eroglu, M.S., Hazer, B., Guven, O., and Baysalts, B.M., J. Appl. Polym. Sci., 1996, vol. 60, p. 2141.
Cao, T.Y., Liu, Q.P., and Hu, J.S., Principle Properties and Application of Polymer Emulsion, 2004, vol. 175, p. 20.
FUNDING
This work has been supported by Zhejiang Provincial Natural Science Foundation of China (no. Y4100152).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Lijun Chen, Shao, T., Gong, Y. et al. Synthesis and Characterization of Novel Poly (VAC-VeoVa-HFMA-BZMA) Latex via Semicontinuous Seeded Emulsion Polymerization. Prot Met Phys Chem Surf 55, 495–501 (2019). https://doi.org/10.1134/S2070205119030092
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S2070205119030092