
Abstract
The results of studies concerning the effect of ultrasonic impact parameters exerted on the characteristics of a formed aerosol are presented. Based on high-speed filming performed under spraying a drop of a model liquid, a qualitative description of changes in the aerosol parameters is given depending on the viscosity of the liquid and the amplitude of ultrasonic oscillations. In the course of computer processing of video fragments, the aerosol concentration, the average size of the droplets, and their motion velocity have been determined.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
Products of modern mechanical engineering are subject to high requirements for surface quality, which to a significant extent determines the wear-resistance level [1–3].
One common way to improve the quality of the surface layer consists in the application of functional coatings that make it possible to meet the necessary requirements concerning mechanical and geometric properties both at a microlevel and at a submicrolevel [4–7].
The technology for applying functional coatings involves surface preparation, which consists in the formation of a preset surface microrelief and the surface cleaning (including the elimination of oxide films), which provides adhesion strength between the coating and the substrate [8, 9], in the preparation of coating materials for application, which is especially important for polymeric [10] and composite materials [11‒13] and in the direct application of a coating using such methods as spraying [14], spraying [15], electrodeposition [16], nitriding [17], etc.
This work is devoted to the studies of the parameters of an aerosol obtained using ultrasonic spraying, the advantages of which consist in the fact that, in this case, there is no need no supply a liquid medium under pressure and that one can adjust the aerosol characteristics via changing the acoustic-technological parameters of the ultrasonic impact and the potentials of dispersing viscous media.
EXPERIMENTAL
In the course of experimental studies, we used a mixture of glycerin and water as a model liquid. A high initial level of viscosity and an unlimited solubility of glycerin in water make it possible to obtain solutions with a preset viscosity level depending on the percentage of the components under mixing.
For mixing, we used distilled glycerin with a content of main substance amounting to at least 99.7%, as well as water that had settled for 7 days. The components were mixed in different proportions, based on which we prepared model liquids having a dynamic viscosity of 1, 40, 78, 129, 174, and 234 mPa s.
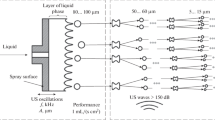
A schematic diagram of the experiment is presented in Fig. 1.

Schematic diagram of the experiment.
To obtain ultrasonic oscillations, we used a rod three-half-wave magnetostrictive oscillatory system consisting of a transducer made of 49K2F grade permendur and a waveguide made of titanium alloy soldered to the transducer, as well as an emitter made of 45 grade steel connected to the waveguide through a threaded rod. To power the oscillatory system, we used a UZG 1.6/22 ultrasonic generator. The resonant oscillation frequency amounted to19 000 Hz.
The emitter of oscillation was immersed in a container with a model liquid and then removed. Under the effect of surface tension and adhesion forces between the liquid and the wetted surface exceeding the force of gravity, a drop with a volume of about 0.5 mL remained at the end of the emitter (Fig. 1, position I).
Next, the oscillation generator was turned on and, under ultrasonic impact, the drop was dispersed to form an aerosol (Fig. 1, position II). The ultrasonic treatment mode was determined by oscillation amplitude of the end of the emitter ξm. To determine the amplitude in the course of spraying, we have previously performed a procedure of calibration to connect the amplitude values obtained by means of applying a dial gauge (having a scale-division value amounting to 0.001 mm) to the end of the emitter, along with the readings of a VZ-38 millivoltmeter connected to an electrodynamic sensor mounted on the waveguide.
The spraying process was registered through high-speed filming with the use of a Fastec Hispec camera that has a high level of photosensitivity and a high depth of field.
The zone located under the drop was filmed at a speed of 5432 frames/s. The filming parameters were controlled using a special software package supplied together with the camera. The obtained data were automatically transferred from the camera storage buffer to the computer.
The characteristics of the resulting image depend on the additional optics used in combination with the camera. In this filming, we used optics that made it possible to obtain a pixel size amounting to 7 μm.
Next, the quantitative characteristics of the aerosol were assessed using computer processing. The concentration was determined via establishing the percentage of white (droplet) with respect to black in a black-and-white image of the aerosol.
Average droplet size Sav was calculated as the ratio between the total white area and the number of droplets. The droplet velocity was determined as the ratio between the height of the registered zone and the time it takes for the aerosol droplet to overcome this zone, taking into account the video registration speed.
RESULTS AND DISCUSSION
The frames obtained from high-speed filming (Fig. 2) make it possible to determine a number of patterns in the character of spraying depending on the viscosity of the liquid and on the mode of ultrasonic oscillations.

High-speed filming frames for ultrasonic spraying (video registration speed 5432 frames/s, size 384 × 231 pixels).
For different viscosities, with increasing amplitude, the productivity of the dispersion process exhibits an increase, which is expressed by an increase in the number of droplets.
At the same time, for different oscillation amplitudes with increasing viscosity inherent in the liquid under treatment, the patterns are different. So, for ξm = 3 μm, with increasing viscosity from 1 to 129 mPa s, the number of droplets increases without a significant change in their size and shape, which is spherical, whereas starting from a viscosity level of 174 mPa s, the process of spraying ceases.
For ζm = 10–30 μm, the pattern of changes in the character of spraying is similar, that is with an increase in viscosity to 129 mPa s, the number of droplets at first increases, then for the case of ξm = 10 μm it abruptly decreases, whereas for the case of ξm = 30 μm the number of droplets exhibits a monotonic decrease.
There are also significant differences in the shape and size of the droplets.
At ξm = 10 μm, near a viscosity level of 40 mPa s, there is a scatter in droplet sizes; in this case the number of large and small droplets are approximately the same. With increasing viscosity, elongated droplets with a tricklelike shape prevail, the direction of motion of which is normal to the drop surface let.
With a further increase in viscosity to 129 mPa s, the trickles, as well as the large and small spherical droplets equally occur. Starting from μ =174 mPa s, only small droplets remain.
In the case of ξm =30 μm, large drops appear already when water is sprayed (the viscosity being of 1 mPa s). As the viscosity increases, the number of large droplets increases, whereas the number of small droplets exhibits a decrease. The droplets in the form of trickles appear upon attaining μ = 40 mPa s and are observed with a further increase in viscosity. In this case, compared to a mode with ξm =10 μm, such droplets are less elongated and slightly thicker.
These differences in the character of spraying can be explained by the applied modes of ultrasonic impact and the cavitation strength of the liquid under spraying.
For μ = 1 mPa s, amplitude ξm = 3 μm corresponds to a low-amplitude processing mode that is characterized by a relatively small number of cavitation bubbles occurring in different parts of the volume under treatment.
The intermediate processing mode is actualized at amplitude ξm =10 μm and is characterized by a quite developed cavitation zone and by the presence of acoustic flows that transferring bubbles through the liquid under treatment.
As the amplitude increases, cavitation bubbles accumulate near the emitting surface, which leads to an abrupt formation of a strong hydrodynamic flow directed from the end of the emitter. This phenomenon characterizes a high-amplitude processing mode.
With increasing viscosity and density, an increase in the cavitation strength of the liquid occurs as well, which is associated with a change in the absorption coefficient of the acoustic wave [18, 19]:
where ρ is the density of the medium, kg/cm3; c is the speed of sound in the medium, m/s; η is the viscosity of the medium; f is the oscillation frequency; K is the thermal conductivity coefficient of the medium; γ is the ratio between the molar heat capacities of the medium; and Cv is the molar heat capacity at a constant volume.
Resulting from this, in the course of treatment with amplitude ξm = 3 μm, the dispersion process initiated by a small number of cavitation bubbles collapsing and pulsating at the interface. Complete spraying of the drop is carried out within 30–120 s. The aerosol has a low concentration and small size of the droplets moving at approximately the same velocity. The cessation of spraying with increasing viscosity could be caused by the fact that the power introduced into the medium is insufficient for to overcome the cavitation threshold.
When spraying at ξm =10 μm, the productivity of the process increases, since a significantly larger number of bubbles are transferred to the droplet boundary owing to acoustic flows. At a viscosity amounting up to 129 mPa s, spraying occurs within 2–3 s and the aerosol is highly concentrated. In this case, the aerosol droplets have different sizes and shapes, which can be explained by the cavitation effect that causes the dispersion process. Thus, when a shock wave is geminated owing to collapsing cavitation bubble, larger drops that have a relatively high velocity are formed. Under a collapse with the occurrence of cumulative jet directed towards dispersion, drops are formed having the shape of trickles that move at the highest velocity.
Small droplets with the lowest velocity are formed due to the separation of drops from the spraying surface affected by oscillating bubbles and owing to splashing from the drop surface when large droplets and trickles are separated. The spraying pattern, starting from 174 mPa s, begins to correspond to a low-amplitude mode with the absence of flows associated with an increase in the cavitation strength of the liquid. The duration of spraying in this case is longer than 60 s.
The patterns observed in the course of spraying at high amplitudes resemble a transient mode. The main difference consists in an increasing role of powerful acoustic flows in the formation of aerosol droplets. This mode is characterized by a less elongated trickle shape and a greater number of large droplets. The transition to spraying characteristic of low-amplitude processing, begins at 234 mPa s. Up to these values, spraying occurs within 1–3 s.
Thus, depending on the acoustic technological parameters of the ultrasonic impact and the properties of the liquid, the following two spraying modes can be distinguished.
The first mode consists in the fact that the input acoustic power significantly exceeds the cavitation threshold, the second one provides the input power slightly exceeding the cavitation threshold. In the first case, spraying is performed within a short period of time with the formation of drops having different shapes and velocities. In the second case, the process lasts for a long time, but with the formation of small droplets moving at a low velocity. When the power decreases below the cavitation threshold, the spraying ceases.
To illustrate the second mode, a filmogram for spraying a drop with a viscosity of 234 mPa s at amplitude ξm = 10 μm (Fig. 3). At the initial moment of spraying and in the course of 2 s of treatment, the shape of the drop under spraying and the aerosol characteristics do not change.

Filmogram of drop spraying (μ = 234 mPa s, ξm = 10 μm).
Based on computer processing of high-speed filming frames, quantitative aerosol characteristics created by the ultrasonic spraying of a drop have been obtained. Figure 4 shows the aerosol concentration and the average droplet size depending on the liquid viscosity and the oscillation amplitude.

Dependence of (a) aerosol concentration and (b) average droplet size on the liquid viscosity and oscillation amplitude: ξm = (1) 3, (2) 10, and (3) 30 μm.
The maximum aerosol concentration for the amplitudes of 10 and 30 μm amounts to about 4.5%. The presence of extremes in the graphs is, to all appearances, caused by the optimal treatment mode for a particular viscosity value. For an amplitude of 3 μm, the maximum concentration amounts up to 0.3%.
The dependences of Sav on the viscosity of the liquid and on the amplitude of oscillations have extremes at the same points as is observed for the concentration, which corresponds to the images presented in Fig. 2. In this case, the difference between the largest droplet sizes for different amplitudes is greater than 50%, which is caused by the character of spraying. Thus, the maximum droplet size is achieved for ξm = 10 μm and μ =174 mPa s. In this case, the number of drops is small, but most of them have the shape of trickles that are large in size. In addition, some of the trickles can consist of a number of bubbles that have been united owing to a cumulative jet in the course of separation from the spraying boundary. Therefore, the real size values for ξm = 10 and ξm = 30 μm, most likely, are close to each other.
The velocities of different-type aerosol droplets depending on the viscosity of the liquid are presented in Fig. 5.

The dependences of the (a) maximum velocity of aerosol droplets, (b) minimum velocity of aerosol droplets, and (c) velocity of trickles on the viscosity of the liquid and the amplitude of oscillations: ξm = (1) 3, (2) 10, and (3) 30 μm.
Trickles have the maximum velocity for all the amplitudes ranging-from 1 to 2.2 m/s. Large spherical drops have a velocity ranging from 0.32 to 0.8 m/s, whereas small, freely falling droplets have a velocity ranging from 0.1 to 0.32 m/s.
CONCLUSIONS
Based on experimental studies consisting in spraying a model liquid at different oscillation amplitudes of the end of the ultrasonic emitter, upon high-speed filming of the process and frame-by-frame computer processing, it has been established that
— the parameters of the spray torch are determined by the properties of the liquid and by the effects that arise in the liquid depending on the mode of ultrasonic impact;
— in the course of a liquid drop dispersing, three types of aerosol droplets are formed, which consist in, first, trickles formed under the action of cumulative jets originating from the collapse of cavitation bubbles moving at a maximum velocity; second, large spherical droplets formed as a result of liquid separation from the spraying surface affected by a shock wave; and, third, small droplets moving at a minimal velocity formed by splashing liquid during the formation of other droplets;
— depending on the technological feasibility, spraying can be performed with the use of two modes: at a high aerosol concentration (up to 4.5%), with droplets of different sizes and, at a low concentration (up to 0.3%), with small droplets moving at a minimum velocity.
The data obtained make it possible to choose a mode of ultrasonic oscillations depending on the properties of the liquid under spraying and the required technical result, for example, the application of functional coatings, including nanostructured ones.
REFERENCES
P. Bleys and J. P. Kruth, B. Lauwers, et al., “Surface and sub-surface quality of steel after EDM,” Adv. Eng. Mater. 8, 15–25 (2006).
V. A. Aleksandrov, S. K. Sundukov, D. S. Fatyukhin, et al., “Ultrasonic methods for improving object surface quality prepared by corrosion-resistant steel powder selective laser melting,” Met. Sci. Heat Treat. 60, 381–386 (2018).
D. S. Fatyukhin, “Change in the surface roughness of machine parts under the influence of ultrasonic liquid processing,” Vestn. Mosk. Avtomob.-Dorozh. Gos. Tekh. Univ., No. 4, 30–35 (2010).
T. Zlamal, I. Mrkvica, T. Szotkowski, et al., “The influence of surface treatment of PVD coating on its quality and wear resistant,” Coatings 9, 439 (2019).
S. Pal Dey and S. C. Deevi “Single layer and multilayer wear resistant coatings of (Ti,Al) N: A review,” Mater. Sci. Eng., A 342, 58–79 (2003).
P. G. Grutzmacher, S. Suarez, A. Tolosa, et al., “Superior wear-resistance of Ti3C2T X multilayer coatings,” ACS nano 15, 8216–8224 (2021).
D. Ebert and B. Bhushan, “Transparent, superhydrophobic, and wear-resistant coatings on glass and polymer substrates using SiO2, ZnO, and ITO nanoparticles,” Langmuir 28, 11391–11399 (2012).
D. S. Fatyukhin, R. I. Nigmetzyanov, V. M. Prikhodko, et al., “A comparison of the effects of ultrasonic cavitation on the surfaces of 45 and 40Kh steels,” Metals 12, 138 (2022).
V. M. Prikhod’ko, R. I. Nigmetzyanov, S. K. Sundukov, et al., “Innovative technological processes using ultrasound,” Naukoemkie Tekhnol. Mashinostr., No. 7, 11–14 (2017).
A. Szewczak and M. Szelag, “Modifications of epoxy resins and their influence on their viscosity,” IOP Conf. Ser.: Mater. Sci. Eng. 471 022038 (2019).
P. K. Ghosh, K. Kumar, P. Preeti, et al., “Superior dissimilar adhesive joint of mild steel and aluminium using UDM processed epoxy based TiO2 nano-filler composite adhesive,” Composites, Part B 99, 224–234 (2016).
V. V. Kartashova and N. I. Baurova, “A study of the properties of polymer coatings based on an organosilicon material,” Polym. Sci., Ser. D 15, 374–378 (2022).
V. V. Kartashova and N. I. Baurova, “A study of the performance characteristics of coatings used for treating inner surfaces of road-machine working tools,” Polym. Sci., Ser. D 12, 435–439 (2019).
Q. Ye and K. Pulli, “Numerical and experimental investigation on the spray coating process using a pneumatic atomizer: influences of operating conditions and target geometries,” Coatings 7, 13 (2017).
E. A. Zverev and V. Skeeba, N. Martyushev, et al., “Integrated quality ensuring technique of plasma wear resistant coatings,” Key Eng. Mater. 736, 132–137 (2017).
M. E. Bahrololoom and R. Sani, “The influence of pulse plating parameters on the hardness and wear resistance of nickel-alumina composite coatings,” Surface Coat. Technol. 192, 154–163 (2005).
S. Sundukov, R. Nigmetzyanov, V. Prikhodko, et al., “Sequential treatment of steel surfaces by nitriding and ultrasonic hardening,” Key Eng. Mater. 910, 484–489 (2022).
S. K. Sundukov, R. I. Nigmetzyanov, and D. S. Fatyukhin, “Structure of the weld formed during the application of ultrasonic vibrations,” Russ. Metall. 2021, 1667–1672 (2021).
T. J. Mason, “Use of ultrasound in chemical synthesis,” Ultrasonics 24, 245–253 (1986).
Funding
The work was financially supported by the Russian Science Foundation, project no. 21-19-00660, https://rscf.ru/project/21-19-00660/.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
The authors of this work declare that they have no conflicts of interest.
Additional information
Translated by O. Polyakov
Publisher’s Note.
Pleiades Publishing remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Nigmetzyanov, R.I., Sundukov, S.K., Sukhov, A.V. et al. The Effect of Liquid Viscosity on Aerosol Parameters upon Ultrasonic Spraying. Polym. Sci. Ser. D 16, 978–983 (2023). https://doi.org/10.1134/S1995421223040238
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S1995421223040238