
Abstract
Catalytic processes and production facilities for the production of olefins based on light alkanes and various oil fractions are reviewed. Modern traditional industrial technologies for the pyrolysis and cracking of various hydrocarbon feedstocks and alternative catalytic processes for the production of olefins from methanol (MTO), coal (CTO), the oxidative dimerization of methane into ethylene (OCM), the Fischer–Tropsch process (FTO), and the dehydrogenation of C2–C5 hydrocarbons are discussed. Designs of catalytic reactors, optimal modes of their industrial operation, and efficient industrial catalytic systems are described. The activity and selectivity of new zeolite-containing catalysts based on Pt, as well as on Cr, V, Mo, Ga oxides and Co, Ni, Sn, Ce, In, Cu, Zn, and Fe, in the dehydrogenation of light alkanes are analyzed. The effects of the nature of the active sites of the catalysts, the structure and properties of the substrate, and the methods of preparation of catalysts on the efficiency of their operation in the reactions of nonoxidative and oxidative dehydrogenation of C2–C5 alkanes are considered.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
INTRODUCTION
Currently, the world is experiencing a steady increase in the capacity of olefin production plants with increasing requirements for the quality of products [1–4]. The increase in demand for light olefins is associated with the rapid growth in the consumption of polyethylene and polypropylene and products derived from them [5]. Ethylene is a valuable raw material for the production of key chemical-synthesis products, such as ethylene oxide, ethylbenzene, styrene, vinyl chloride and vinyl acetate, and ethylene–propylene rubbers. The main share in the structure of ethylene consumption in the Russian Federation is the production of polymers (70%), vinyl chloride–polyvinyl chloride (15%), and ethylbenzene–styrene (7%). Propylene produced in the Russian Federation is mainly sent to the domestic market (95%). Propylene is used in the production of propylene polymers (80%), propylene oxide, propyl, butyl, hexyl, octyl alcohols, cumene, acrylonitrile, epoxy resins, propylene glycol, butyric aldehyde, etc. [6, 7].
The traditional methods for the production of ethylene and propylene are the processes of pyrolysis and catalytic cracking of various hydrocarbon feedstocks, with propylene being a by-product of ethylene production. It should be noted that the use of different types of raw materials has a significant impact on the propylene/ethylene ratio in the reaction products of pyrolysis and catalytic cracking units. For example, in the process of steam cracking of hydrocarbons, the yield of ethylene and propylene, depending on the type of feedstock and operating modes of the plant, is 24–55% and 1.5–18%, respectively [8]. The composition of the feedstock can vary from light C2–C4 alkanes to liquid hydrocarbons; for example, the steam cracking of propane or butane yields 23–42% ethylene and 14–21% propylene, and the process of steam cracking of ethane yields 80% ethylene, while the yield of propylene is extremely low and amounts to about 2.4% [9]. It has been noted that the construction of numerous ethane steam-cracking units had a strong effect on the production capacity for propylene and contributed to the development of alternative technologies for its production (Table 1) [8–10].
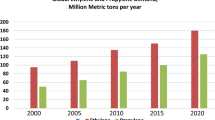
In recent years, the growing market demand—in particular, for propylene—has not been met despite the growth in the production capacity of pyrolysis plants and cracking plants. In 2016, the world production of propylene was over 70 million tons/year, and the world production of ethylene was 173 million tons/year [5]; by 2019, the world productions of propylene and ethylene had increased to 130 and 185 million tons/year, respectively [9]. By 2025, the world productions of propylene and ethylene are predicted to be 192 and 222 million tons/year, respectively [11, 12].
In Russia, the production of olefins in 2018 amounted to 1.97 million tons of propylene and 2.99 million tons of ethylene [6]; in 2020, 2.9 million tons of propylene and 4.26 million tons of ethylene were produced [13].
The largest ethylene-producing countries in the world are the USA, China, Saudi Arabia, Japan, Germany, South Korea, Canada, and Singapore [14]. The following global companies producing ethylene are well-known: Exxon Mobil Chemical Co, Saudi Basic Industrial Corp., Dow Chemical Co., Royal Dutch Shell PLC, Sinopec, Total AS, Chevron Philips Chemical Co., LyondellBasell, etc. [15].
In the Russian Federation, ethylene is produced at the enterprises of PAO Kazan’orgsintez (EP-640), PAO Nizhnekamskneftekhim (EP-600), OOO Stavrolen (EP-350), OOO Gazprom Neftekhim Salavat (EP-340), OOO Tomskneftekhim (EP-300), Angarsky ZP (EP-300), AO SIBUR-Neftekhim (EP-300), PAO Ufaorgsintez (EP-210), and others. Recently, there has been a gradual increase in the capacity of plants for the production of ethylene, propylene, ethylene, and propylene polymers. In 2022, a new production site for ethylene EP-600 is planned to be put into operation at PAO Nizhnekamskneftekhim with capacities of 600 thousand tons of ethylene/year and 272 thousand tons of propylene/year [14, 16]. A joint venture based on the Amur Gas Chemical Complex has been established by PAO SIBUR Holding and China Petroleum & Chemical Corporation (Sinopec), which is scheduled to be constructed in 2024. The production capacities will be 2.3 million tons/year for polyethylene and 400 000 tons/year for polypropylene [14, 17].
In addition to pyrolysis and catalytic cracking of hydrocarbon feedstock in the Russian Federation, propane dehydrogenation (OOO ZapSibNeftekhim) and distillation of the propane–propylene fraction (PAO Ufaorgsintez and AO Sibur-Khimprom) are used to produce propylene [6, 18]. In 2014, a C3 Oleflex unit based on the UOP process with a designed capacity of 510 000 tons of propylene/year was put into operation in the Russian Federation by OOO Tobol’sk-Polymer (currently, OOO ZapSibNeftekhim). The propylene produced by propane dehydrogenation using the Oleflex technology is sent to the polypropylene synthesis unit using the Innovene technology with a capacity of 500 000 tons of polypropylene per year [19]. Since December 2016, the monomer and polymer production facilities have been integrated into a single enterprise OOO Sibur Tobol’sk, and OOO Sibur Tobol’sk and OOO ZapSibNeftekhim were merged into OOO ZapSibNeftekhim LLC in December 2020. Currently, OOO ZapSibNeftekhim (Tobol’sk, subdivision of PAO Sibur Holding) also produces 500 000 tons of polypropylene per year and 1.5 million tons of polyethylene per year using the Spheripol technology, in which ethylene and propylene from the hydrocarbon feedstock pyrolysis unit are used as raw materials [20]. In 2023, PAO TATNEFT will put into operation a propylene production unit. Natural gas will be processed into methanol and further into olefins ethylene and propylene, as well as into aromatic hydrocarbons [21].
Owing to the growing demand for olefins, alternative technologies for their production are widely used in world practice, in particular, the dehydrogenation of C2–C5 alkanes, as well as from methanol in the methanol-to-olefins (MTO) and methanol-to-propylene (MTP) processes, and from coal in the coal-to-olefins (CTO) process or from biomass in the biomass-to-propylene (BMTP) process.
The Russian Federation also has substantial reserves of liquefied gas, both in the Arctic regions and in the shelf zone. Liquefied gas can be effectively used for further processing into oxides of ethylene, propylene, and motor-fuel hydrocarbons. The sale of raw materials, such as liquefied gas, is unprofitable compared to the transportation and sale of liquid key synthesis products derived from it. Liquefied-gas processing facilities will be highly profitable, especially when building them at gas production sites, which will reduce gas transportation costs and provide the northern regions of the Russian Federation with cheap diesel and jet fuel.
TRADITIONAL INDUSTRIAL OLEFIN PROCESSES
Thermal pyrolysis, steam or steam-hydrogen thermal pyrolysis [22–31], catalytic pyrolysis [32], pyrolysis in the presence of initiating additives [33], and catalytic cracking performed at elevated temperatures [34–36] are traditional industrial technologies for the production of light olefins.
Work [37] considered the dynamics and potential for application of the processes of the ethylene region of the chemical–technological industrial complex for the processing of cracking and pyrolysis gases to meet the demand for olefins. It was shown that the developed process models take into account the nonstationary activity of catalysts and make it possible to maintain the productivity of products at the outlet of the ethylene region at the required level [37–40].
PYROLYSIS OF HYDROCARBON FEEDSTOCKS
Pyrolysis is a large-scale industrial process for the production of ethylene and propylene. Traditionally, the processes of hydrocarbon pyrolysis are carried out in tube furnaces at temperatures of 800–900°C and pressures close to the atmospheric pressure with a contact time of 0.01–0.5 s in the presence of water vapor. The propylene/ethylene ratio in the reaction products varies depending on the type of feedstock used (ethane, propane, butane, straight-run gasoline, or gas oil) [41–43].
At present, the construction of pyrolysis units for light hydrocarbon feedstocks, such as ethane, propane, liquefied hydrocarbon gases (LHG), and mixed feedstocks, continues in the world [9, 10, 29, 33]. Also, special attention is paid to the deep processing of liquid pyrolysis products with the production of alkylaromatic hydrocarbons—in particular, benzene—in order to rationally use products of the petrochemical industry [22, 44].
The pyrolysis reactor unit shown in Fig. 1 is designed specifically for the pyrolysis of hydrocarbons (or hydrocarbon fractions of petroleum or raw crude oil). At the end of the 19th century, the pyrolysis was initially used to produce lighting gas. The first industrial plant for the pyrolysis of the gasoline hydrocarbon fraction of oil had an ethylene capacity of 10 000 tons/year. In the radiant part of the pyrolysis furnace, the pyrocoils were located horizontally; therefore, the heat density of such furnaces turned out to be low, only 25 000 kcal/(m2 h) [45]. At the same time, it was shown that the use of flare burners is ineffective. The first industrial processes for the pyrolysis of oil hydrocarbons were created almost simultaneously in the USSR and USA in the late 1940s.

Reactor of the hydrocarbon pyrolysis unit (gasoline fraction): (1) heat exchangers; (2) steam collector; (3) hardening and evaporating apparatus; (4) pyrolysis oven; (4a) ethane pyrolysis furnace; (5) superheater; (6) fractionation column; (7) separator; (8) settler; (9) stripping column [41].
Since ethylene, propylene, and butylenes are capable of forming high-octane aviation gasolines and automobile carburetor fuels during oligomerization, their production was intensively developed during the period of the Second World War. First of all, research and development were carried out in the direction of increasing the productivity of pyrolysis plants for the production of gasoline hydrocarbons.
In the designs of pyrolysis furnaces, flare burners were transferred to flameless burners with a vertical arrangement of the coils in the furnaces. At the same time, the pipes of the radiant coils were subjected to double-sided irradiation, which made it possible to increase the pyrolysis temperature to 820–830°C. The pipes for the furnaces were made of high-alloy steels by centrifugal casting. This made it possible to increase their service life with increased pyrolysis severity. Over the past 70 years, there has been a constant increase in the productivity of pyrolysis plants, which was at the following levels:
— at the beginning of the 1950s, 30–60 thousand tons/year for ethylene;
— in the middle of the 1960s, 100–150 thousand tons/year for ethylene;
— in the early 1980s, 200–300 thousand tons/year for ethylene;
— in the middle of the 1980s, 500 000–600 000 t/year for ethylene with a feedstock contact time of less than 0.1 s.
To date, the following new types of pyrolysis furnaces of large unit capacity have been developed: USC (Stone and Webster), Millisecond (Kellog), SRT-VI (ABB–Lummus), LSCC (Linde and Selas), and GK-VII (Technip). In [46], a mathematical model was proposed for solving the real-time control problem for the process of straight-run gasoline pyrolysis in SRT-VI pyrolysis furnaces, which takes into account the restrictions imposed by production units on the pyrolysis process.
Owing to the increase in the productivity of pyrolysis plants, the cost of ethylene and propylene produced has been constantly decreasing. At present, a further increase in the productivity of plants up to 750 000 tons/year for ethylene and higher will no longer lead to a significant reduction in the cost of ethylene and propylene, and further modernization of the pyrolysis reactor designs will be required with an increase in the thermal stress of the reactor tubes over 70–90 thousand kcal/(m2 h).
In particular, the reactor block of the setup shown in Fig. 1 for the production of ethylene and propylene—for example, for the production of EP-300—consists of 8 parallel gasoline and one ethane furnace. Each industrial pyrolysis furnace consists of two chambers with a common chimney for four heating coils, which are connected in pairs to two hardening and evaporation apparatuses (HEAs) at the exit from the furnace. The mixture of raw materials in a given ratio with steam enters the inlet to the convection section of the pyrocoils, where it is heated by flue gases up to 600°C. In the radiant zone, chemical transformations occur in the coils under the action of radiation from the screens of flameless burners. Pyrogas heated to 850°C enters the HEA, in which it is cooled to 400°C and then sent for compression and gas fractionation. Return ethane is used as the raw material in an ethane pyrolysis furnace.
An analysis of the operation of the EP-600 and EP-300 production facilities shows that a substantial part of the gasoline supplied to the refinery (up to 80 wt %) is spent on the production of ethylene and propylene. Hence, the amount of gasoline for the production of motor fuels is sharply reduced.
For deep-oil-processing refineries, it is necessary to involve heavy fractions of oil—in particular, vacuum gas oil and fuel oil—into the process. In tube furnaces traditionally sold in industry, their use is unprofitable for the following two reasons:
1. the bulkiness of the technological equipment;
2. the short service life and rapid coking of the furnace coils.
The improvement of tube furnaces can only take place in the direction of creating more advanced reactor apparatuses that make it possible to carry out the conversion of hydrocarbons at a high rate simultaneously in the entire volume of the apparatus, with short contact times that do not exceed 0.01–0.02 s [41, 47, 48].
Moreover, chemical reactions should be interrupted at the specified stages of preparation of intermediate products of olefin-containing compounds. Since the chemical reactions are carried out at elevated temperatures, a high productivity of olefins is ensured with a significant conversion of the feedstock.
The volume of reactors for high-temperature high-speed homogeneous pyrolysis is an order of magnitude smaller than the volume of reactors with tube coil furnaces, and their metal consumption is also an order of magnitude smaller. A homogeneous high-temperature high-speed pyrolysis reactor usually consists of the following three sections (Fig. 2): a section for the formation of a high-temperature coolant, a section for mixing a high-temperature coolant with microdroplet feed sprayed in it, and a section of a chemical reactor for cracking hydrocarbons in a steam or steam–hydrogen mixture. At the outlet of the homogeneous high-temperature reactor, the product stream is quenched.

Scheme of a pilot reactor for high-temperature pyrolysis of hydrocarbon raw materials: (1) burner; (2) combustion chamber; (3) hydrocarbon mixer with high-temperature heat carrier; (4) reaction zone of the reactor; (5) slotted hardening devices; (6) movable thermocouple; (7) lining of the high-temperature reactor wall.
The operability of homogeneous high-temperature pyrolysis reactors has been tested both in laboratory reactors and in a pilot reactor with a capacity of 2400 t/year for ethylene.
Thus, in view of the high world prices for ethylene and propylene, the problem of intensifying pyrolysis plants for the production of ethylene and propylene is of immediate urgency under the condition of expanding raw-material resources, i.e., when switching from gasoline oil fractions to heavy oil fractions, such as vacuum gas oil, fuel oil, etc. This frees up raw materials for the synthesis of automotive and diesel fuels. It follows from the data given in Table 2 that a substantial increase in the productivity for ethylene, propylene, and butylenes from 1 ton of heavy feedstock is achieved as a result of homogeneous pyrolysis. In this case, the volume of the reaction zone of the reactor sharply decreases with a decrease in the costs for high-quality high-temperature alloys [41].
To date, several modifications of the pyrolysis process have been developed, such as pyrolysis on heterogeneous catalysts (catalytic pyrolysis) and pyrolysis with initiating additives (halogens and halogen-containing substances, organic peroxides, hydrogen peroxide, sulfur-containing compounds, and hydrogen) [49–52]. Catalytic pyrolysis makes it possible to conduct the process at lower temperatures, to reduce the rate of coke formation, and to increase the selectivity for olefins.
To sum up, it should be noted that the ethane–ethylene fraction (EEF) of pyrolysis gases must be purified from acetylenic hydrocarbons and the propane–propylene fraction (PPF) of pyrolysis gases must be purified from methylacetylene and propadiene to concentrations of 1–3 ppm in order to obtain ethylene and propylene of polymerization purity, which is achieved by carrying out selective hydrogenation of acetylenic and diene hydrocarbons on palladium-containing catalysts. For industrial process for the selective hydrogenation of acetylenic hydrocarbons in the EEF and PPF of pyrogas, it is necessary to use catalysts that prevent the reactions of ethylene and propylene oligomerization and polymerization. Side reactions lead to the formation of green and orange oils that contribute to a decrease in the catalyst activity and contamination of the auxiliary equipment of the reactors. Works [53–55] present findings of high-intensity operating regimes of catalytic reactors, in which the selective hydrogenation of acetylenic and diene hydrocarbons in the EEF and PPF of pyrogas occurs not only with a decrease in their content to 1–3 ppm, but also with an increase in the concentration of olefins in the product gas flow.
In [56], a method was proposed for the synthesis of high-purity isobutane and isobutylene from the C4 fraction of pyrolysis gases by integrating two adsorption units into a factory flowsheet for the separation of isobutane and isobutylene; in addition, a model for simulating the processes of synthesis of high-purity isobutylene and isobutane was described.
CATALYTIC CRACKING OF HYDROCARBON FEEDSTOCKS
Catalytic cracking plays an important role in oil-refining processes, since it makes it possible to produce not only high-octane motor-fuel components, but also substantial amounts of propane–propylene (PPF) and butane–butylene (BBF) fractions from heavy oil feedstock. The gasoline fraction of oil hydrocarbons, atmospheric gas oil, vacuum gas oil, and oil residues are mainly used as raw materials for catalytic cracking. The feedstock contains impurities of sulfur- and nitrogen-containing compounds, and metals Ni, Fe, V, and other elements, the presence of which causes deactivation of catalytic cracking catalysts.
Catalytic cracking is traditionally performed at temperatures of 490–550°C in reactors with moving beds of a spherical catalyst and fluidized beds of a microspherical catalyst, as well as in riser reactors with ascending flows of a gas-catalyst mixture. In regenerators, coke is burned off from the catalyst surface in an oxygen or air flow at temperatures of 650–750°C.
Ultrastable Y-type zeolites modified with rare-earth (La, Ce, Nd, and Pr) oxides and various additives are used as commercial fluid catalytic cracking (FCC) catalysts. Modification with rare-earth metals enhances the activity and thermal stability of cracking catalysts. Catalytic cracking catalysts (FCC) can be arranged for obtaining both the maximum yield of the PPF or BBF with a high content of C3–C4 olefins and the maximum yield of gasoline or diesel fractions, for processing heavy residues, and for other uses [57, 58]. Zeolites of the ZSM-5 type are efficient catalysts for the cracking of various hydrocarbon feedstocks [59–62]. Bizeolite cracking catalysts based on ultrastable Y zeolite with a ZSM-5 zeoilte additive are widely used in industry. It has been established that the use of high-silicon zeolites of the ZSM-5 type as an additive contributes to an increase in the propylene content in the cracking reaction products. To improve the stability of ZSM-5 zeolites, their phosphate treatment is often used, not only in catalytic cracking reactions, but also in the reactions of methanol conversion to olefins (MTO), alkylation, and dehydration of alcohols. Various organic (trimethylphosphite (CH3O)3P) and inorganic compounds (phosphoric acid H3PO4 and ammonium phosphates (NH4)3PO4, (NH4)2HPO4, and (NH4)H2PO4) are used as phosphorus-containing compounds [63]. The activity of the ZSM-5 containing a catalyst in cracking reactions depends on the Al/P ratio, Si/Al ratio, and the catalyst activation conditions.
In the Russian Federation, catalytic cracking and hydrocracking catalysts are produced mainly at the enterprises of AO Gazpromneft’–Omskii NPZ (Omsk), KNT Group (OOO Sterlitamak Catalyst Plant in Sterlitamak and OOO Ishimbai Specialized Chemical Plant of Catalysts in Ishimbai), OOO Salavat Catalyst Plant (Salavat), and AO Angarsk Plant of Catalysts and Organic Synthesis (Angarsk) [64].
AO Gazpromneft’–Omskii NPZ produces the following types of cracking catalysts: bizeolite catalysts of grades A, B, M, and N; and monozeolite microspherical catalysts [64]. Bizeolitic cracking catalysts based on ultrastable Y zeolite and ZSM-5 additives were developed in 2010–2013 to increase the octane numbers of gasoline and to increase the yield of olefins from cracking plants. In bizeolite cracking catalysts of grades A and B, the content of oxides of rare-earth elements is 10–11 wt % [65]. Bizeolite catalysts of grades M and N with a reduced content of rare-earth elements have also been developed. Since 2016, a domestic catalytic cracking catalyst of brand Avangard for increasing the yield of hydrocarbons of the gasoline fraction and increasing the octane number of gasoline to meet standard Euro-5 has been produced by AO Gazpromneft’–Omskii NPZ; in 2018, AO Gazpromneft’ successfully tested new catalytic cracking catalysts Selektum with an active ultramatrix at the Omsskii NPZ refinery [66].
Group KNT (OOO Sterlitamak Plant of Catalysts and OOO Ishimbai Specialized Chemical Plant of Catalysts) produces microspherical catalyst Oktifain (not less than 40 wt % Al2O3, not less than 0.3 wt % Na2O, and not less than 0.7–5 wt % Re2O3), granular catalyst Adamant-Super developed for processing vacuum gas oils (50 wt % Al2O3, 0.35 wt % sodium oxide, and 1.8 wt % REO) to achieve the maximum conversion of raw materials and the minimum yield of heavy residues, and granular catalyst Adamant-Extra (48 wt % Al2O3, 0.25 wt % Na2O, and 0.5 wt % Re2O3) developed to achieve the maximum yield of olefins in wet gas and the maximum octane numbers of gasoline [65, 66].
The largest foreign manufacturers of industrial catalysts for catalytic cracking are BASF, W.R. Grace, Albemarle Corp., Sinopec Corp., CCIC, etc.
In the process of catalytic cracking in reactors with fluidized catalyst beds (FCC), many industrial enterprises abroad use catalysts from BASF. To obtain the maximum yield of light olefins, such as propylene, the MPS (maximum propylene solution) catalyst based on Y and ZSM-5 zeolites is used; additive Evolve has also been developed to increase the selectivity for butylene with respect to that for propylene, and additive Zip based on ZSM-5 (phosphorus-containing) has been developed to maximize the yield of propylene and increase the octane number of gasoline. Since the beginning of 2020, several new catalytic cracking catalysts have been announced, namely, catalyst Fourtune that increases butylene selectivity when using gas oil as a feedstock, catalyst Altrium that increases the yield of fuels from various types of feedstock, and additive Zeal developed for increasing the yield of light olefins (propylene selectivity and yield propylene) when heavy residues or gas oil are used as raw materials [67].
Catalysts from W.R. Grace are also used worldwide in fluidized bed reactors (ACHIEVE for nonstandard feedstocks, ALCYON for achieving the maximum catalytic activity, AURORA that is resistant to attrition and minimizes the formation of coke and gas with various types of feedstocks, GENESIS for achieving the maximum flexibility in terms of cracking, MIDAS for achieving the maximum conversion of residues, PMC and ProtAgon for achieving the maximum yield of propylene, REpLaCeR that does not contain rare-earth metals, SuRCA for reducing the sulfur content in naphtha, etc.) [68].
The following catalysts from Albemarle Corp. are also effectively used at foreign industrial sites: ACTION for increasing the yields of liquid reaction products and C4 olefins, and enhancing the octane number of gasoline; AFX for maximizing the yield of propylene; UPGRADER for heavy feedstock; UPGRADER MD for maximizing the yield of middle distillates; DENALI AFX, which is a new technology of DENALI together with AFX, for maximum propylene yield; and others. Various additives are also used, such as BCMT for improving the cracking of bottoms, and DuraZOOM and PROvantage for gaining the maximum propylene yield from the FCC unit and increasing the octane numbers of gasoline mixture components [69].
Currently, various technological processes carried out at temperatures of 490–650°C, pressures of 1–5 atm, and contact times of 0.1–2 s are used in industry for catalytic cracking of hydrocarbon feedstock to achieve the maximum productivity in terms of olefins [18, 34, 57, 70–77]. They are listed below.
1. The Maxofin process (KBR Inc.), with two-reactor scheme Orthoflow, which consists of a reactor with a system of internal cyclone separators, a regenerator, a stripping column, and a spray of raw materials, and uses catalyst Maxofin-3 (from Grace) based on Y-type zeolite containing REE with a ZSM-5 catalyst additive, is carried out at temperatures of 550°C; the yield of propylene is 18–25 wt % [34, 71].
2. The MILOS, Middle Distillate, and Lower Olefins Selective processes (Shell Global Solutions), with a two-reactor scheme, are carried out at temperatures of 575–600°C; in the first riser reactor, conventional raw materials, such as vacuum gas oil, are processed to maximize the yield of gasoline; in the second riser reactor, gasoline is converted into reaction products with the maximum yield of olefins; the yield of propylene is >18 wt % [71].
3. The PetroFCC (UOP) process uses the RxCAT technology, which provides the recirculation of a part of the coked catalyst bypassing the regenerator, and the RxPRO technology, with the supply of C4–C7 alkenes obtained in the first reactor to the second reactor with an increase in the propylene yield by 5 wt % or more; it is carried out on catalysts based on Y and ZSM-5 zeolites at a temperature of 580–600°C with catalyst : feedstock ratios of 10 to 20 and ensures a propylene yield of 21–24 wt % [34, 35, 71].
4. The DCC process (Sinopec) for deep catalytic cracking of heavy oil feedstock, which has various options for conducting the process in regimes with the maximum yields of propylene or isoolefins, is carried out on zeolite catalysts: DCC-I (for the production of propylene and ethylene), DCC-II (for the production of isobutylene and isoamylene), DCC+ (advanced propylene production process). The yield of olefins depends on the type of feedstock; the paraffinic feedstock gives a propylene yield of 23 and an isobutylene yield of 6.9 wt % [72].
5. The Indmax Fluid Catalytic Cracking (I-FCC) process for selective cracking of heavy feedstock with the production of ethylene, propylene, and butylenes, which is developed by Indian Oil Corporation Ltd. and Lummus Technology, is carried out on zeolites of the Y and ZSM-5 types at temperatures of 560–600°C with catalyst : raw material ratios of 12–20; the yield of propylene is > 20% [73, 74].
6. The process developed by Total Petrochemicals and UOP for cracking C4–C8 olefins is carried out in a reactor with a fixed catalyst bed in the temperature range of 500–600°C and pressure range of 0.1–5 atm. In this case, the ethylene/propylene ratio in the reaction products is 4 : 1; the yield of propylene in a process in which olefin cracking is integrated with naphtha pyrolysis is 30% higher than that in conventional naphtha pyrolysis. The use of a highly active catalyst reduces the size of the reactor and reduces operating costs because the process is conducted with high volumetric flow rates without diluting the feed stream with steam, while achieving a high degree of conversion of the feed and a high yield of propylene. A system of switching reactors is used for catalyst regeneration; the separation scheme depends on how the unit is integrated into the refinery processing system. The catalyst is insensitive to impurities such as dienes, oxygenates, and sulfur and nitrogen compounds [18, 75].
7. The Superflex process for the synthesis of propylene and ethylene (Lyondell, licensor KBR Inc.) from C4–C8 hydrocarbon fractions of ethylene plants and refineries is carried out in a fluidized catalyst bed reactor (FCC), in which C4–C8 hydrocarbon fractions are converted into propylene and ethylene. Moreover, it should be noted that the catalyst is stable and does not require preliminary purification of the raw material from impurities of sulfur, water, oxygenates and nitrogen. The preferred feedstocks are the C4–C5 olefin fractions from naphtha pyrolysis units or the C4 fraction from catalytic cracking in a FCC reactor, coking or visbreaking naphtha, raffinates after aromatic extraction or MTBE production, the C5+ olefin fractions isolated from motor gasoline, and the light fractions of the Fischer–Tropsch process. The Superflex plant includes a reactor, a catalyst regenerator, an air compressor, a flue gas cleaning system, and a heat-recovery system. The continuous regeneration of the catalyst makes it possible to increase the reaction temperature compared to fixed-bed reactors, so that the conversion of the feedstock is increased. Thus, the flexibility of the Superflex process in terms of the content of paraffins in the feed is ensured, which allows one to organize the recycling of the unreacted feed before it is exhausted. There are several options for implementing the technological scheme of the process, including the complete separation of products at the plant, their separation at a neighboring ethylene plant, or partial processing with the release of return streams and obtaining a concentrate of the target olefins. The technology makes it possible to obtain a product with a total content of ethylene and propylene up to 70 wt %, with twice as much propylene as ethylene. Catalytic cracking of light naphtha in a FCC reactor with a fluidized catalyst bed allows one to obtain 20 wt % ethylene, 40.1 wt % propylene, and 19.7 wt % C5+ gasoline. The process with light coking naphtha gives 19.8 wt % ethylene, 38.7 wt % propylene, and 22.9 wt % C5+ gasoline. From the C4 pyrolysis fraction, the output is 22.5 wt % ethylene, 48.2 wt % propylene, 16.3 wt % gasoline. The processing of C5+ pyrolysis fractions produces 22.1 wt % ethylene, 43.8 wt % propylene, and 15.6 wt % C5+ gasoline. [76]. Other processes that use olefin feedstocks have also been developed, such as the Propylur process (Lurgi AG), the Mobil Olefins Interconversion process (Mobil Oil), the PCC process (Exxon Research and Engineering Co), the Omega process (Asahi Kasei Chemicals Corporation), the OCC process (Sinopec), etc. [18].
8. The high-severity catalytic cracking process HS-FCC (Saudi Aramco/JX Nippon Oil & Energy Corp./King Fahd University of Petroleum and Minerals, Technip Stone & Webster Process Technology/Axens Solutions) for the production of propylene and high-octane gasoline is carried out in a downflow reactor on a zeolite-based catalyst at temperatures of 550–650°C under a pressure of 1 atm with a contact time of less than 0.4–0.6 s, a catalyst : feedstock ratio of 10–40, and 1–3% dilution with steam; it gives a propylene yield of up to 25 wt % [77, 78].
9. The advanced catalytic olefins (ACO) process developed by Kellogg Brown & Root and SK Innovation Global Technology for the production of propylene and ethylene produces 10–25% more olefins compared to traditional FCC processes, while reducing energy costs by 7–10%. The process conditions are as follows: temperature 650°C, pressure 1–2 atm, and 65% yield of olefins with an ethylene/propylene ratio of approximately 1 : 1 in the reaction products [74].
10. The R2P residual-feed-conversion process from Axens/Shaw/Total is used to maximize propylene yield on a high-severity cracking catalyst with a ZSM-5 additive. A two-stage catalyst regeneration procedure is carried out to maintain high catalyst activity and to prevent catalyst deactivation.
FEEDSTOCK SOURCES FOR THE PRODUCTION OF LIGHT HYDROCARBONS AND LIGHT OIL FRACTIONS
In the Northern regions of the Russian Federation, substantial deposits of low-pressure natural gas are concentrated, the transportation of which to the industrial regions of the Russian Federation is unprofitable. There are large reserves of high-quality methane and light hydrocarbons in low-pressure wells and low-pressure gas fields. They are of the low-sulfur type and do not require substantial investments for further processing into target products. The total reserves of low-pressure natural gas amount to hundreds of billions of cubic meters. The processing of such gas at the production sites promises big profits at a small cost for the construction of new industrial plants. Huge technological pyrolysis furnaces are costly to build in permafrost conditions and in regions with a harsh climate. At the same time, it should be noted that the industrial use of the output of the processing of the northern natural gas in the climatic conditions of the western regions of the Russia and in Eastern Siberia is exceptionally profitable due to the high quality of the natural gas. The prime cost of the target products will be 20–30% less if modern industrial technologies are used for processing. The products of such plants are motor gasoline, diesel and aviation fuels, methanol, and dimethyl ether (DME). The produced fuels can be easily transported to any regions of the Russian Federation and to world markets.
The propane resources in the Russian Federation are currently practically unlimited; it can be obtained from natural gas, gas condensate, gasoline and diesel oil fractions, fuel oil, and heavy residues. In particular, the following technologies are used:
1. Synthesis of propane from natural gas using the cryogenic double-sided propane separation (DCP) method [79]. The cryogenic gas separation process is used to separate the C3+ components from natural gas. At the same time, more than 98% of propane is recovered. High efficiency of the process is achieved as a result of two-column distillation and turboexpander cooling. Multiflow plate heat exchangers also provide highly efficient operation of fractionating equipment (Fig. 3). Dry natural gas pressure of 70 atm is cooled in heat exchanger 1 to a temperature of 30°C and introduced into separator 2, in which the liquid and gas are separated. High-pressure cold gas expands to 30 atm in turbine 3, from which the gas flow is directed to column 4. Liquid from 2 is fed into the lower part of column 4. The pressure of the bottom product is increased to 33 atm. The product stream is heated to 20°C and fed into de-ethanizer 6. The ethane-enriched overhead vapor product from 6 is liquefied in heat exchanger 1 and fed into column 4 as a backward flow. The gas taken from 4 with a pressure of 30 atm is heated in 1 and compressed to the pressure required for transportation in pipelines. If the concentration of propane is high, then the coefficient of its extraction can reach 99.9%.

Cryogenic production of propane from natural gas: (1) heat exchanger; (2) separator; (3 )turbine; (4) column; (5) pump; (6) de-ethanizer [79].
2. Not only light hydrocarbons, but also heavy oil hydrocarbons can be used to produce propane. If there are only heavy oil hydrocarbons such as heavy residual hydrocarbons, then it is necessary to gasify the latter to increase propane resources (Fig. 4). In the SGP process from Shell (Shell Gasification Process), the heaviest residual hydrocarbons of the oil fraction with high sulfur and metal contents are converted into pure synthesis gas and valuable metal oxides [80]. Sulfur compounds are recovered in the traditional way. Gas is purified by the conversion of gaseous sulfur-containing compounds into elemental sulfur. In the SGP, residual oil fractions that have a low value for use as a fuel are converted into valuable clean gas and by-products. This gas can be used as a fuel for gas turbines, as well as for producing hydrogen, methanol, and motor fuels. The SGP is a cost-effective technical solution to the problem of using residual hydrocarbon fractions of oil due to the fact that they have practically zero value as a fuel.

Simplified diagram of the process developed by Shell for gas-phase partial oxidation of natural gas: (1) partial oxidation reactor; (2) separator; (3) desulfurization reactor; (4) scrubber; (5, 6, 7, 8, and 9) heat exchangers [80].
Hydrocarbon raw materials from natural gas to heavy oil residues from the vacuum distillation of cracking products and asphaltite are fed into the reactor and gasified with pure oxygen and steam. The overall reaction is an exothermic process and produces a gas containing CO, H2, and metals. Depending on the further use of synthesis gas, the pressure is set from 1–65 atm. The SGP is carried out in refractory lined reactors with a waste-heat boiler arranged for steam generation at a pressure of 100 atm (about 2.5 tons of steam per ton of feedstock). The gases leaving the waste-heat boiler have a temperature close to the steam temperature and then enter the economizer. Soot and ash are washed out of the gas in two stages. After the last scrubber, the gas is practically washed from hydrocarbon particles and it is selectively purified from acidic components. Balance water from the washing section is selectively purified from acidic components, soot, and ash. After that, the cake removed from the filter is oxidized into valuable oxides, primarily into V2O5. The clean filtrate is returned to the scrubber. In the related process, coals are gasified instead of oil residues. The reactor for the SCGP has a different configuration, but the same technological scheme. One hundred fifty plants for these processes have been built in the world.
To achieve a high degree of oil utilization and to manufacture key products of chemical and petrochemical synthesis, it is necessary to use thermal catalytic processes for processing heavy oil fractions, for example, vacuum gas oil and fuel oil. Usually their processing is performed in two stages. The first stage is thermal cracking of oil into light products and the second stage is the catalytic processing of the light products obtained at the first stage into target key products. Traditionally, visbreaking of heavy residues is used as the first stage; as a result, gas, naphtha, and gas oil are obtained. The residue of visbreaking is tar. The visbreaking process usually uses coil apparatuses. The raw material is delivered to the visbreaking furnace, in which it is heated to a high temperature, thereby causing partial evaporation of the raw material and light cracking. The stream is quenched with gas oil or primary distillation column bottoms to prevent hydrocarbon cracking. The vapor–liquid mixture enters the distillation column for separation into gas, naphtha, gas oil, and resin as a visbreaking residue. The resin may be vacuum stripped to recover the gas oil left over from the visbreaking. The conditions for the process are as follows: the temperature at the outlet of the furnace is 850–910°C; an increase in the temperature at the outlet of the furnace makes it possible to tighten the process conditions for the purposes of reducing the viscosity and increasing the degree of conversion of raw materials. The visbreaking products are as follows: 3.1 wt % gas, 79.0 wt % naphtha, 14.5 wt % gas oil, and the remainder visbreaking residue. More than 50 of these kinds of plants have been built in the world [81].
ALTERNATIVE TECHNOLOGIES FOR THE SYNTHESIS OF OLEFINS
The deep-oil-refining processes must ensure the degree of oil refining into target products at a level of 95–96 wt %. Otherwise, it is not possible to obtain the latter at a low cost. First of all, this applies to both heavy fractions of hydrocarbons and light hydrocarbons, such as methane, which are formed in petrochemical industries in appreciable amounts as by-products. In many cases, methane is used as a fuel gas. However, there are currently several ways to process it, such as:
1. methane → syngas → methanol and DME → olefins (MTO);
2. methane → syngas → methanol and DME → propylene (MTP);
3. methane → syngas → olefins by the Fischer Tropsch process (FTO)
4. oxidative dimerization of methane to ethylene (OCM).
CONVERSION OF METHANOL TO OLEFINS (MTO/CTO PROCESSES)
According to various technologies, the process of olefin synthesis from methanol consists in the conversion of methane (MTO) and coal (CTO), or biomass, into syngas that is converted into methanol and dimethyl ether on low-temperature copper–zinc catalysts with various promoters [82, 83]. The syngas is then converted on heterogeneous catalysts, such as ZSM-5, ZSM-11, ZSM-22, etc.; on silicoaluminophosphates (SAPO); and on other catalysts [84–90] into olefin hydrocarbons C2–C4 [91, 92] and/or environmentally friendly motor fuels MTG [93].
It should be noted that the reaction of partial conversion of natural gas in power machines, gas turbines, carburetors, and diesel engines is a promising new process [94]. At the same time, both synthesis gas and electricity are generated in chemical reactions, which is extremely essential under the climatic conditions of the Arctic and Polar regions of the Russian Federation. Methanol, dimethyl ether (DME), and saturated and unsaturated hydrocarbons are produced from synthesis gas in a novel catalytic pilot reactor. The produced methanol has a high degree of purification, and the scheme used in the rectification processes is simplified, which leads to a reduction in the cost of methanol compared to traditional industrial technologies [95, 96].
The MTO technology for the production of olefins from methanol has been intensively developed in recent years [97]. In particular, there was an increase in the production capacity of producing olefins according to the coal-to-olefins (CTO) technology in China in the period of 2014–2020; moreover, cheap coal instead of natural gas was used as a feedstock for syngas production [98].
In Inner Mongolia, in the region adjacent to the Far East region of the Russian Federation, the construction of a large petrochemical complex under the project of the Shenhua Group corporation was completed in Baotou Shenhua in 2010, which is based on the following projects: (i) coal into MEGA methanol; (ii) coal into DME; (iii) coal into gasoline, (iv) coal into motor fuels by the Fischer–Tropsch method; and (v) coal into liquid fuel obtained by the direct liquefaction. This industrial complex is expected to produce 12 million m3/day of methane, 1.83 million tons/year of methanol, 0.6 million tons/year of olefins (MTO process), 0.3 million tons/year of polyethylene, and 0.3 million tons/year of polypropylene, and implement syngas purification from H2S by chemisorption on zinc absorbers and from CO2 in absorption units with methanol at low temperature [98, 99]. By the end of 2019, fourteen plants for the olefins-from-methanol process (DMTO) had been built and put into operation in China, with a total ethylene and propylene capacity of 7.70 million tons/year [100].
Currently, the main oil and gas reserves in the Russian Federation are concentrated in the Northern and Arctic (Polar) regions, which makes it difficult to build and operate industrial hydrocarbon-processing units. At the same time, large coal deposits are concentrated in the southern regions of Eastern Siberia (Kuzbass, Aldan, and Uchur–Amur region); the coal in them is located close to the surface, so open-pit extraction is possible, which will be inexpensive.
The implementation of CTO processes (coal to olefins) in the Eastern regions of the Russian Federation, which have large coal reserves in the regions to the south of the Stanovoi Ridge, will be highly profitable due to the high quality of the coal reserves deposited in them.
FISHER–TROPSCH (FTO) PROCESS
In the FTO process, methane is converted into syngas that is further converted into hydrocarbons, namely, into light olefins and fuel components, by the Fischer–Tropsch reaction. Iron, cobalt, nickel, and ruthenium serve as catalysts for the Fischer–Tropsch process. This option is an energy-intensive and metal-intensive process, primarily as regards the catalytic equipment.
On the basis of the Fischer–Tropsch technology, a plant for the production of diesel fuel (724 thousand tons/year), aviation kerosene (307 thousand tons/year), naphtha (437 thousand tons/year), and liquefied gas (53 thousand tons/year) was launched in June 2022 in the Central Asia (Uzbekistan) [101]. Catalytic systems based on both the Fischer–Tropsch catalyst and the MFI type zeolite can be used to increase the productivity of the process with respect to aromatic hydrocarbons and isoparaffins [9, 102]. The efficiency of using such catalytic systems in two consecutive reactors compared to a hybrid catalyst placed in one reactor is shown. In [102], C2–C4 olefins are produced from synthesis gas (CO + H2) in two reactors. The first reactor was loaded with the K/Fe–Cu/AlOx Fisher–Tropsch catalyst, the second reactor was loaded with the H-ZSM-5 (SiO2/Al2O3 = 280) cracking catalyst. It should be noted that the degree of CO conversion was 95.8% and the yield of hydrocarbons was 63.8% when the FTO and cracking reactions were conducted under a pressure of 10 atm at temperatures of 300°C and 500°C, respectively.
PROCESS BASED ON OXIDATIVE CONDENSATION OF METHANE (OCM)
The reaction of oxidative condensation (dimerization) of methane is a promising one-stage method for the production of ethylene from natural gas [103–105].
Oxidative dimerization of methane is a reaction of low-temperature partial oxidation of methane in the presence of catalysts. The catalysts based on zeolites and silicon oxides are the most promising ones. It is possible to achieve 40% methane conversion with a selectivity of 80% for ethylene when using the NaCl–Mn/SiO2 catalysts. The reaction conditions are as follows: contact time 1.0–9.0 s, temperature 700–800°C, and methane : air molar ratio 0.4–0.8 [106]. The design of the catalytic reactor and its operating regimes were developed to conduct this process, which make it possible to obtain lower olefins within a few tens of minutes. It was shown that the reactions of ethane and ethylene formation do not proceed in a 20‑cm3 reactor filled with a quartz packing at a gas flow rate of 2000 h–1, a CH4/air ratio of 0.55, and a reactor temperature of up to 650°C. At temperatures of 750°C, the reaction proceeds in the absence of a catalyst with a methane conversion rate of 5% and a selectivity of 70% for ethylene; the yield of reaction products depends on the temperature of the mixture and the time of residence of reagents in the reactor. At 800°C and with CH4/air molar ratio = 0.55, the minimum contact time for the formation of CO, CO2, CH4, C2H4, and C2H6 is 6 s. With a decrease in the contact time under these conditions, disappear as the reaction products, except for methane, so the products of deep oxidation of CO and CO2.
The implementation of such processes in industry is extremely profitable, and the target olefin products will be obtained at a low cost, since the reactors are cheap and no additional costs for these processes are required.
PROCESS FOR DEHYDROGENATION OF LIGHT ALKANES TO C2–C5 OLEFINS
The process of dehydrogenation of light alkanes to olefins is attracting more and more attention as an alternative the economically efficient industrial method for the production of olefins [1–5, 107]. Numerous studies have been devoted to the development of new efficient catalytic systems for the oxidative and nonoxidative dehydrogenation of C2–C5 alkanes [1–3, 108–115], the development of the kinetic and reactor models, the simulation of the processes of dehydrogenation of C2–C5 alkanes to establish the optimal loading of catalysts into reactors, the optimal design of catalytic reactors for carrying out the process, and the optimal operating modes of reactor equipment [116–123]. More than 300 scientific articles on this subject are published annually in high-ranking journals [8–11, 18]. To date, high-intensity operating modes of reactor equipment have been established and highly active and selective catalytic systems have been synthesized, which can be successfully implemented in future industrial production [1, 2, 108–115, 117, 124–134].
Thermodynamic Analysis of Processes for Olefin Production by Propane Dehydrogenation
The process of dehydrogenation of C2–C5 light alkanes is traditionally carried out at temperatures of 550–700°C under atmospheric pressure, and at pressures above and below atmospheric pressure. The equilibrium conversion of light alkanes under these conditions does not exceed 50% with a sufficiently high selectivity for alkenes, which is about 90%. The equilibrium conversion of light alkanes increases with an increase in the number of carbon atoms in the molecule and the degree of branching of alkanes in the series of C2 < C3 < C4 < i-C4.
The following chemical reactions leading to dehydrogenation and cracking of alkanes, hydrogenation of alkenes, and coke formation, take place when carrying out the process of dehydrogenation of light C2–C5 alkanes in catalytic reactors (for example, the process of dehydrogenation of propane to propylene):
The following reactions of steam reforming of alkanes and the reaction of steam reforming of carbon monoxide proceed when steam is injected into the reactor:
It is established that the addition of steam helps to reduce coke formation and increase the duration of runs between catalyst regeneration cycles. However, the reactions of reforming alkanes and alkenes, and the reaction of steam reforming of carbon monoxide proceed in the presence of steam. The addition of hydrogen prevents coke formation, but it leads to a decrease in the equilibrium concentration of alkenes due to the dilution of the reaction mixture.
The thermodynamic analysis of the reaction of propane dehydrogenation to propylene is shown in Figs. 5–7. The dependences of the changes of the Gibbs energy, the equilibrium constants of the target and side reactions, and the equilibrium degrees of propane conversion on the reaction temperature at various pressures are given.

Temperature dependences of the change in the Gibbs energy of the target and side reactions.

Temperature dependences of the equilibrium constant of the target and side reactions.

Temperature dependences of equilibrium propane conversion under different pressures.
It is established that the main problems in conducting the reactions of dehydrogenation of light alkanes on various catalysts are the rapid coking of the catalysts, their low activity and selectivity, and the need for frequent catalyst regeneration cycles. Therefore, the development of new highly efficient catalysts for the production of olefins from light alkanes is an extremely urgent problem. Moreover, the catalysts with which the process of oxidative dehydrogenation is carried out, with oxygen introduced into the catalyst lattice rather than with atmospheric oxygen, are of particular interest and make it possible to substantially increase the service life of industrial catalysts.
Industrial Catalytic Processes for the Dehydrogenation of Light Alkanes
The following industrial processes for the dehydrogenation of light alkanes are known: Catofin (ABB Lummus) [1, 2, 124–127], Oleflex (UOP) [1, 3, 128, 129], STAR (Uhde) [1, 3, 130, 131], FBD-4 (Snamprogetti and Yarsintez) [1, 3], and PDH (Linde-BASF) [1, 3, 132]. In recent years, the following new technologies for the dehydrogenation of light alkanes have been developed: ADHO (China University of Petroleum), FCDh (Dow Chemical) [1, 133], and K-PRO (KBR) [1, 134]. It should also be noted that most industrial plants use the Catofin (ABB Lummus) or the Oleflex (UOP) technologies.
Catalytic processes of dehydrogenation of light alkanes are carried out at temperatures of 550–700°C, pressures of 0.2–6 atm, and space feed rates of 0.5–13 h–1 in reactors with stationary, fluidized, or moving catalyst beds. The rate of side reactions of cracking of light alkanes increases when the process of dehydrogenation of light alkanes is conducted at elevated temperatures, which leads to coking of the catalysts and to decreases in the catalytic activity and in the duration of operation between the regeneration cycles.
The conditions for carrying out the well-known industrial processes for the production of light alkenes (ethylene, propylene, butylene) and the service lifetimes of catalysts are given in Table 3.
The dehydrogenation of C3–C4 alkanes by the Catofin technology (ABB Lummus) is a continuous catalytic process. Over 30 industrial plants around the world use the Catofin technology for the production of propylene, n-butylene, and isobutylene by the dehydrogenation of propane, n-butane, and isobutane, as well as for the production of butadiene. Currently, there are nine Catofin plants for the dehydrogenation of propane to propylene with a capacity of over 5 million tons of propylene/year; six plants use the Catofin technology for the dehydrogenation of isobutane to isobutylene, with a capacity of over 3 million tons of isobutylene/year; and two plants are employed for the joint production of propylene and isobutylene [124].
The reactor unit of the Catofin process consists of three to eight horizontal fixed-bed adiabatic reactors operating in parallel, in which the dehydrogenation/regeneration/purge processes take place; 15–30 minutes are required to complete one full cycle. The operating regime of the catalytic reactor is as follows: dehydrogenation (12 min), purge (3 min), regeneration (12 min), and purge (3 min) [124, 125]. The heat accumulated at the stage of catalyst regeneration is used further at the stage of conducting the endothermic reaction of alkane dehydrogenation. The temperature of the process is 560–650°C, the pressure is 0.2–0.5 atm, and the feedstock consumption rate is less than 1 h–1. The reaction is carried out at subatmospheric pressures in order to increase the conversion of feedstock and the yield of olefins.
Figure 8 shows a schematic diagram of the Catofin propane dehydrogenation process. The plant for the production of light olefins by the Catofin technology includes a reactor unit and a unit for the separation of reaction products. The continuity of the plant operation is achieved by operating the reactors in parallel.

Scheme of Catofin (CB&Lummus) plant for propane dehydrogenation: (1) furnace; (2a) purification reactor; (2b) flow reactor; (2с) reheat reactor, (3, 4, and 14) heat exchangers; (5, 7, and 13) coolers; (6) compressor; (8) evaporator; (9) de-ethanizer; (10) stabilization column; (11) low-temperature section; (12) pressure swing adsorption; (15) air heater [124].
The propane feed stream is mixed with the propane stream coming from the bottom of stabilization column 10, evaporated in 4, heated in furnace 1 to the reaction temperature, and fed into reactors 2 that operate under the following regimes: reaction (2b)/regeneration (2c)/purge (2a). After cooling, the product gas is compressed in 6 and sent to separation sections 11 and 12, in which inert gases, hydrogen, and light hydrocarbons are separated from the liquefied reaction products. Ethane, propane, and propylene are sent to the product-stream purification section composed of de-ethanizer 9 and stabilization column 10. Unreacted propane is recycled to dehydrogenation reactors 2. Air for catalyst regeneration is heated in 15 and passed through the catalyst bed into reactor 2c. The burning of coke is accompanied by heating of the catalyst to a temperature at which the feeding with raw material can be started. At the end of the catalyst regeneration, the reactor is evacuated and prepared for the next operating cycle.
The catalyst for the Catofin process from Clariant is based on chromium oxide promoted with alkali metals Na or K and has the following composition: K(Na) (1–2 wt %)–CrOx (18–20 wt %)/Al2O3. The service life of the catalyst is two–three years, after which the spent catalyst is replaced [124].
Clariant has also developed a HGM heat-generating metal-oxide material based on copper oxide supported on alpha alumina or calcium aluminate to improve the selectivity and yield of olefins in Catofin units. The HGM metal-oxide material is loaded into a catalyst bed, in which it undergoes oxidation and reduction in the course of the cycle and releases the heat needed to drive the endothermic dehydrogenation reaction. In addition, it is proposed to use two aluminum–chromium catalysts that differ in chemical composition and activity. The front-layer catalyst contains 5–25 wt % Cr2O3 and 0.1–1.0 wt % ZrO2. The second catalyst contains less chromium and is further modified with Ni and/or Pt [1, 125, 126].
The advantages of the Catofin process are as follows: a high selectivity of 88–89% for olefins (>88% for propane and >89% for isobutane) and a high conversion of 48–65% for C3–C4 alkanes (>45% for propane and >53% for isobutane); no recirculation of hydrogen or steam; the use of an inexpensive catalyst that does not contain noble metals; low consumption rates for raw materials; alkaline cleaning (no need to work with chlorine); ease of scaling up the plant (the productivity of one line is over 1000 kt of propylene and isobutylene per year). The disadvantages include the periodic mode of the process and the need for additional costs to ensure continuous operation, as well as the presence of toxic chromium compounds in the composition of the catalyst.
In 2020, Clariant announced the construction of a new plant for the production of catalysts for the dehydrogenation of propane to propylene by the Catofin technology in Jiaxing, Zhejiang Province, China. Completion of the construction of the plant and reaching full production capacity are planned for 2022 [127].
The Oleflex process (UOP) is another large-scale industrial process for the production of propylene and isobutylene by the dehydrogenation of propane and isobutane. The Oleflex light-olefin plant includes the following three main units: a reactor unit, a continuous catalyst-regeneration unit, and a reaction-product separation unit. Thus, the Oleflex plant consists of three or four vertical adiabatic radial-type reactors, which operate in series and are equipped with a moving bed of a spherical polymetallic catalyst K(Na)Pt–Sn/Al2O3 and heat exchangers for heating the feedstock and interstage heating of the product gas flow; a catalyst regeneration unit; and a unit for the separation of the reaction products. Hydrogen-containing gas (HCG) is used as a diluent. The Oleflex process is conducted at a pressure of 1–3 atm, a temperature of 525–705°C, and a feedstock-consumption rate of 4–13 h–1 as measured in weight hourly space velocity (WHSV). The service life of the catalyst is 1–3 years. Recovery of catalyst activity takes place in a continuous operation unit (COR) by treating the catalyst with a chlorine–air mixture. The reduced catalyst is introduced into the first reactor, and the cycle time is 5–10 days [3, 128]. The Oleflex plants produce propylene, isobutylene, and C3/C4 olefins.
A schematic diagram of the Oleflex technology process is shown in Fig. 9.

Scheme of Oleflex (UOP) plant for propane dehydrogenation: (1) heat exchanger; (2) furnaces; (3) catalytic reactors; (4) continuous catalyst-regeneration unit; (5) compressor; (6) gas dryer; (7) hydrogen-recovery unit; (8) separator; (9) turboexpander; (10) plant for selective hydrogenation of acetylene and diolefins (SHP process); (11) de-ethanizer; (12) stabilization column [128].
The propane feed stream and recycle gas are mixed with hydrogen-containing gas (HCG), heated in heat exchanger 1 and then in furnaces 2, and pass through a system of sequentially arranged radial-type reactors 3 with a moving catalyst bed and intermediate heating of the gas stream in furnaces 2. The product stream after the last reactor is cooled in the heat exchanger and enters the separation and stabilization section, in which the product stream is compressed with compressor 5, enters dryer 6 and then unit 7 for cryogenic separation of HCG (93–95 vol % H2), passes through separator 8 and turboexpander 9, and is separated in separator 8; the liquid phase is sent to a unit for the selective hydrogenation of acetylene and diolefins (SHP process) until their content in the reaction products is less than 5 ppm, after which the product stream passes through de-ethanizer 11 for separating from light hydrocarbons and stabilization column 12 for separating the target propylene reaction product. Unreacted propane after stabilization column 12 is mixed with the initial propane feed stream, hydrogen-containing gas, and enters the first propylene synthesis reactor. Part of the HCG from separation section 7 is returned to the dehydrogenation stage, and the excess gas is removed from the plant. The yield of hydrogen is approximately 3.6 wt % for fresh raw materials. The catalyst moves from reactor to reactor, passes through regenerator 4 and then returns to the first catalytic reactor.
The advantages of the Oleflex process are as follows: conversion 30–40%, selectivity for olefins over 85% with a product purity of 99.5–99.8 wt %, low operating and capital costs, high catalytic activity, high stability and service life of the catalyst, continuity of the process, and the possibility of replacing the catalyst without stopping production [128, 129].
Oleflex units are easily integrated with hydrocarbon-alkylation units to produce high-octane fuel components, or units for isobutylene dimerization followed by hydrogenation to produce isooctane. The combined process is called the UOP indirect alkylation (InALk) process.
The STAR steam active-reforming process was developed by the Philips Petroleum Company and transferred to Uhde in 1999. This technology produces high-purity propylene, isobutylene, and hydrogen as a by-product [130, 131].
The STAR plant includes (Fig. 10) a raw-material preparation unit, a reaction unit, and a reaction-product separation unit. The feedstock is sent to the raw-material preparation unit to separate heavy components and possible impurities. Next, the feedstock (propane or isobutane) is heated, mixed with process steam, and fed into the externally heated steam reformer tubes filled with the catalyst. The product stream after the first reactor is cooled. The heat from the product stream is used to heat the feed stream and to generate high-pressure steam. The steam contained in the process gas is condensed and the heat is recovered by heating the distillation columns in the fractionation unit. Dry gas is compressed and partially condensed; the liquid phase is sent to the fractionation unit, and the gas phase is sent to the gas-separation unit. The cryogenic process removes noncondensable gases. It is possible to obtain hydrogen of high purity when using pressure swing adsorption (PSA). The fractionation unit includes a stripper to remove light noncondensable gases and a stabilization column that is used to separate the propylene (isobutylene) product stream from unreacted propane (or isobutane). Unreacted light alkanes (propane or isobutane) are sent to the raw-material preparation unit.

Schematic representation of the STAR process (Uhde) for the dehydrogenation of C3–C4 alkanes [130].
A schematic diagram of the dehydrogenation of C3–C4 alkanes using the STAR (Uhde) technology is shown in Fig. 11.

Scheme of STAR (Uhde) plant for dehydrogenation of С3–С4 alkanes: (1) reforming furnace STAR; (2) oxidative alkane conversion reactor; (3, 4, and 5) heat exchangers; (6) feedstock heater; (7) steam drum; (8) gas dryer; (9) crude gas compressor [131].
The process is carried out by a two-reactor scheme that consists of sequentially operating catalytic reactors, namely, a tubular furnace with a fixed catalyst bed (Uhde converter) and ceiling burners for fuel combustion, and a second adiabatic oxidation reactor that is similar to the Uhde secondary converter, into which a steam–oxygen mixture is fed for selective combustion of part of the hydrogen formed in the first reactor and to maintain the required temperature regime for the endothermic reaction of C3–C4 alkane dehydrogenation. The reaction is carried out in the pressure range of 4–9 atm, at temperatures of 480–620°C, and at a feedstock consumption rate (WHSV) of 0.5–10 h–1. After the stage of heat recovery (at which high-pressure steam is produced and the feedstock and the boilers of the fractionation section column are heated), the product gas is compressed and the target product olefins (propylene or isobutylene) are separated from unreacted paraffins (C3 or C4) and light cracking products. The steam supplied to the Uhde catalytic converters is used as a diluent to reduce the partial pressure of the reactants and to achieve a high conversion of C3–C4 alkanes and a high selectivity for olefins. Thus, for example, the conversion of propane is 30–40% with a selectivity of 80–90% for propylene. In addition, steam injection helps to reduce the rate of coke formation on the catalyst, thereby increasing the cycle time from a few minutes to a few hours. The combustion of hydrogen provides the heat needed for additional propane conversion. The periodic regeneration of the catalyst is required to maintain the catalytic activity. Since the catalyst must be stable in the presence of steam, a Pt–Sn/ZnAl2O4/CaO(Mg)–Al2O3 platinum-based polymetallic catalyst promoted with calcium oxide and zinc aluminate is used. The catalyst shows high selectivity when propane conversion is close to an equilibrium process. The lifecycle of the catalyst in the dehydrogenation process before its regeneration is 6 h. The cycle time is at least 8 h, consisting of 6 h for the process itself and 2 h of regeneration time. The catalyst is regenerated by burning coke from the catalyst surface and repeated oxidizing of the metal with air. The service life of this kind of catalyst is more than five years.
The use of reactors with fixed catalyst beds and the absence of a moving catalyst bed and hot switching valves, which ensures reliable operation of the plant, are advantages of the STAR technology (Uhde). Other benefits include the short start-up and emergency shutdown times of the reactor and shorter restart from the hot standby [1, 130, 131].
The process of fluidized-bed dehydrogenation (FBD) of light paraffins was developed by Snamprogetti and Yarsintez. The alkane dehydrogenation reaction is carried out in the pressure range of 1.1–1.5 atm and at temperatures of 550–600°C on a CrOx/Al2O3 catalyst promoted by alkali metals [1, 3]. The conversion of alkanes is 45–50%, while the selectivity for alkenes is 80–85% (Table 3). The heat required for the dehydrogenation reaction is provided by heating the catalyst in the regenerator to temperatures above 700°C. The catalyst continuously circulates from the reactor to the regenerator, in which the coke deposited on the catalyst is burned out (Fig. 12). However, additional fuel is burned in the regenerator to maintain the required temperature regime in the alkane dehydrogenation reactor, since the amount of coke for burning is small.

Scheme of FDB (Snamprogetti and Yarsintez) plant for dehydrogenation of С3–С4 alkanes.
The isothermal mode of the process as a result of intensive mixing in reactors with a fluidized bed of a catalyst, which contributes to the intensification of the mass- and heat-transfer processes, is the main advantage of the FBD technology. However, there is a need to develop catalysts resistant to attrition in a fluidized bed.
The PDH process (Linde–BASF) is carried out in a light paraffin dehydrogenation unit consisting of three parallel tubular reactors (two of them in the dehydrogenation mode and one in the catalyst-regeneration mode) with fixed Pt–Sn/ZrO2 catalyst beds at temperatures of 550–650°C under a pressure of >1 atm. The feed stream is diluted with steam, and a mixture of air and steam is used to regenerate the catalyst; the reactor is purged before and after the regeneration step [132]. In this case, the reaction time is 6 h and the catalyst regeneration time is 3 h. The selectivity for propylene is over 90% with a raw-material conversion of 40–45%. The service life of the catalyst is more than two years.
In 2016, the China University of Petroleum developed a new C3/C4 dehydrogenation (ADHO) technology that has been industrially tested by Shandong Hengyuan Petrochemical Company Limited. The process uses a fluidized-bed reactor. The process is carried out at temperatures of 500–650°C; the raw-material consumption rate is 1–10 h–1. In this case, a propane conversion of about 50% is achieved with a selectivity of above 90% for propylene [1].
In 2016, the Dow Chemical Company announced the development of a new catalytic dehydrogenation technology (FCDh) for fluidized-bed reactors, which can be effectively used to process shale gas. The process is carried out at a temperature of 600°C and a pressure of 1 atm on a Pt–Ga–K/Si–Al2O3 catalyst; in this case, a selectivity of 93% for propylene is achieved with a propane conversion of 45%. Decreases in the capital costs and in the energy costs for the production of one ton of propylene, as well as reduced carbon-dioxide emissions compared to traditional industrial processes, are advantages of the developed technology. In addition, the transport time of the deactivated catalyst between the reactor unit and the catalyst- regeneration unit is reduced. The developed design of the reactor/catalyst regenerator makes it possible, if necessary, to easily scale up the process to achieve the required process productivity. In 2019, the Dow Chemical Company announced the implementation of a patented fluid catalytic dehydrogenation (FCDh) technology in one of its mixed feed crackers in Plaquemin, Louisiana (USA) [133].
The KBR announced a new propane dehydrogenation process for a K-PRO fluidized-bed reactor in 2019 and won the first commercial contract for the construction of a propylene production plant with a capacity of 600 000 tons/year in Asia with the new K‑PRO propane dehydrogenation technology in 2020. Commissioning of the facility is scheduled for 2023 [134]. The K-PRO technology is based on the use of KBR’s Orthoflow fluid catalytic cracking reactor (industrial K-COT process). A new propane dehydrogenation catalyst that does not contain chromium and expensive noble metals has been developed. The process is carried out at a temperature of 600°C and a pressure of 1.5 atm; in this case, a propane conversion of 45% is achieved with a selectivity of 87–90% for propylene. Continuous catalyst regeneration is used [1, 134].
At present, the Catofin and Oleflex technologies are mainly implemented in industry. The currently used industrial process catalysts need further improvement and development.
EFFICIENT CATALYTIC SYSTEMS FOR PROPANE DEHYDROGENATION
Among the known catalysts for the conversion of light alkanes to olefins, zeolite-containing catalysts are promising ones. Since the beginning of the 1970s, foreign firms have been synthesizing high-silicon zeolites of types ZSM-5, ZSM-11, etc. In the Russian Federation, their analogues under names TsVK, TsVM, TsVN, and ultrasil have been synthesized. Each of them has its own advantages and disadvantages.
In catalytic reactions, zeolites are used with promoters. They can be conditionally divided into two categories. The first category involves noble metals (Pt, Rh, and Pd) and the second category uses elements of groups I, II, and III of the Periodic Table (Cu, Zn, Cd, Ga, etc.). The Ga3+ and Zn2+ ions exhibit the highest promoting activity. They are most often used by foreign firms in the synthesis of industrial catalysts.
Numerous studies are currently underway to develop efficient catalysts for the dehydrogenation of light alkanes. The most widely used catalysts are based on Pt and the oxides of chromium, vanadium, molybdenum, gallium, indium, zirconium, and iron [1–3].
PLATINUM-BASED CATALYSTS
Catalysts based on Pt are efficient catalysts for the dehydrogenation of light alkanes. The commercial Oleflex process from UOP uses a Pt-containing K(Na)—Pt–Sn/Al2O3 catalyst in a moving-bed reactor. A large number of studies are devoted to the development of new active, selective, and stable catalytic systems based on platinum [1–6, 135–155].
The following promoters of Pt-based catalysts are most often used: Sn [135], Zn [136, 137], Cu [138, 139], Co [140], Ce [140], Ge [141], Ga [142], In [143, 144], Fe [145], Mn [146], and others. It has been shown that the dispersion and stability of platinum particles on the support surface has an effect on the catalytic properties of Pt-containing catalysts. The high dispersion of Pt particles ensures the availability of active sites for the catalytic dehydrogenation of light alkanes, and the good stability of Pt particles prevents their sintering under severe synthesis conditions and makes it possible to substantially increase the service life of catalytic systems.
It is established that the fine dispersion and stability of Pt particles is directly related to the metal–support interaction. It is known that a strong metal–support interaction can substantially facilitate the dispersion of platinum particles on a support and makes it possible to uniformly distribute small platinum clusters over the surface of a support and to reduce the mobility of platinum particles under harsh synthesis conditions, which hinders the agglomeration of platinum particles on a support during a catalytic reaction [135–146]. The effective supports for light- alkane dehydrogenation catalysts are as follows: SiO2 [147]; γ-Al2O3 [148]; ϴ–Al2O3 [149, 151]; TiO2–Al2O3; CeO2; CeO2–Al2O3; Mg(Al)O [153]; Na–Beta, Sn–Si–Beta, Sn–Beta [152], ZSM-5 [154], Na–ZSM-5, Na–MOR, Na–Y, silicate-1, SBA-15, Na–MCM-22, and MCM-41 zeolites; various nanocarbon materials; etc. It has been shown previously that Pt/Al2O3 catalysts during the process of propane dehydrogenation with the addition of atmospheric oxygen undergo sintering much faster than in a hydrogen atmosphere. The support based on γ-Al2O3 has a high specific surface area, thermal stability, and mechanical strength [148]. The weak metal–carrier interaction and the strong acidity of Al2O3 are disadvantages of such a support. To reduce the acidity of the Al2O3 surface, alkali metals Li, Na, and K are added. The use of such promoters makes it possible to reduce the rate of side reactions of coke formation, hydrogenolysis, and isomerization. Metallic Zn and Mg are also effective modifiers, the addition of which leads to the formation of a spinel phase that is less acidic and more thermally stable. Other modifications of alumina with a lower surface acidity, for example, α-Al2O3 and ϴ–Al2O3, are also widely used [3, 149, 151].
The performance parameters of Pt-containing and bimetallic PtSn-containing propane dehydrogenation catalysts are given in Table 4.
Catalysis on a single Pt1 atom is of particular interest for preventing side reactions. In [147], an ultrastable and selective PtGa–Pb/SiO2 catalyst for the dehydrogenation of propane on Pt1 incorporated into a PtGa intermetallic compound is described, which contains Pt3 ensembles that can be selectively blocked by lead deposition, while single Pt1 atoms are isolated on the surface by catalytically inert Ga. At 600°C, the PtGa-Pb/SiO2 catalyst shows a conversion of 30% within 96 h without loss of activity at a selectivity of 99.6% for propylene (Table 4).
It is established that bimetallic catalysts based on PtSn on various supports are efficient catalytic systems for the oxidative and nonoxidative dehydrogenation of light alkanes [148–151]. It is assumed that there are geometric and electronic reasons for the influence of tin. It is shown that the modification of catalysts containing platinum with tin leads to the release of aggregated Pt clusters, which contributes to a decrease in the rates of hydrogenolysis and coke formation reactions and increases the selectivity for olefins and the stability of PtSn catalysts [1–3, 151]. The transfer of electrons from Sn to Pt increases the electronic density of Pt and reduces the activation energy of olefin desorption, which also contributes to an increase in the selectivity for olefins.
In [152], a new strategy for the synthesis of the Pt/Sn-Beta catalysts was presented, which makes it possible to stabilize Pt clusters on isolated Sn centers in the structure of a Beta-type zeolite. The process is carried out in three stages as follows: the removal of Al atoms from the zeolite framework with the formation of defects in the zeolite structure, the insertion of Sn atoms into the formed vacancies to obtain Sn-Beta, and the landing of Pt on the surface of the Sn-containing zeolite to obtain a Pt-Sn/Beta catalyst. The Pt/Sn2.00-Beta catalyst shows an initial conversion of 50% and a selectivity of >99% for propylene at a deactivation rate constant of 0.006 h–1 and an experiment duration of 159 h in the propane dehydrogenation reaction carried out at 570°C and atmospheric pressure (the feedstock composition is 10 vol % C3H8, 10 vol % H2, and inert N2).
In [153], the effect of Zn on the performance of a PtSn-containing catalyst was studied. The promoting effect of zinc on the operation of a bimetallic catalyst containing platinum and tin was established. The best results were achieved for the PtSn-Mg(3Zn)AlO catalytic system with the propane conversion decreased from 55.3% to 40.6% for an experiment time of 14.2 h under the following conditions: temperature T = 550°C, pressure 1 atm, molar ratios H2 : C3H8 : N2 = 0.15 : 1 : 4, and raw-material consumption rate 18.9 h–1.
The acidic properties of the catalyst surface, the pore structure, and the size of the crystallites have an effect on the depth of the reaction of the dehydrogenation of light alkanes. Modified ZSM-5 zeolites, which are widely used in industry, are characterized by hydrothermal and chemical stability and are effective catalysts for the dehydrogenation of light alkanes due to their properties. However, the strong acidic sites of zeolites lead to undesirable side reactions. Therefore, scientific research is being carried out to change the properties of modified ZSM-5 zeolites. It has been confirmed that the introduction of metals such as Na, K, and Mg can reduce the acidity of the catalyst surface and improve the metal–support interaction. It was found that the PtSnNa/ZSM-5 [154], PtSnNa/ZFS [154], and K-PtSn/MFI [155] catalysts exhibit high activity and selectivity for olefins.
CATALYSTS BASED ON CHROMIUM OXIDES
Chromium-oxide catalysts have been used industrially in recent decades in the Catofin and FBD-4 processes. It is established that Cr6+, Cr5+, Cr3+, Cr2+, isolated Crn+, oligomeric Crn+, and Cr2O3 crystallites are present in catalysts based on chromium oxides CrOx. Catalysts based on chromium oxide are characterized by high reactivity and selectivity, but low stability, which requires frequent catalyst-regeneration cycles [156–165]. It has been shown that the catalytic properties of chromium-based catalysts are affected by both the chromium content in the sample, its oxidation state, the support used, and the catalyst preparation method. Such catalysts can be supported by the following materials: SiO2 [156], Al2O3 [157, 159], SiO2–Al2O3 [2], SiO2–ZrO2 [2], ZrO2 [160–162], Si–Beta [163], ZSM-5 [164], SBA-15, CMK-3, MCM-41, MSS [165], etc.
In [156], the influence of the crystallinity of ZrO2 and the distribution of CrOx in the CrZrOx catalytic system supported on a SiO2 support on the activity, selectivity, and stability of the catalyst in propane dehydrogenation was studied. It was shown that the initial propane conversion is 20% with a selectivity of 92% for propylene for the process conducted at a reaction temperature of 550°C, atmospheric pressure, and feedstock composition C3H8 : N2 = 2 : 3 (Table 5). It was found that the use of supports based on SiO2 with low acidity reduces the rate of coke-formation reactions and increases the duration of the operation cycle of Cr-containing catalysts in the oxidative dehydrogenation of propane in the presence of CO2. In this case, it is necessary to achieve a strong fixation of the dispersed particles of the active phase on the support surface.
Chromium oxide supported on alumina is among the most widely used catalysts for the dehydrogenation of light alkanes. However, the rapid deactivation due to coke formation is a substantial disadvantage of these catalysts. It was found in [157] that the strength of the metal–support interaction increases with an increase in the temperature of catalyst pretreatment with hydrogen, and catalysts with a stronger metal–support interaction show a higher catalytic stability.
In [159], rodlike Al2O3 obtained by a hydrothermal method was proposed as a support with a lower surface acidity compared to commercial alumina. The active component was Cr2O3. The optimal temperature used for catalyst calcinations was 800°C. It was shown that the amount of coke in the dehydrogenation reaction carried out on the Cr-Al-800 sample was 3.6% versus 15.7% on the reference catalyst at a reaction temperature of 600°C, atmospheric pressure, and a propane flow rate of 8 mL/min. The propane conversion was 20.4%, the selectivity for propylene was 84.7%, and the duration of the experiment was 180 min.
Zirconium oxide is also of interest for using as a support for Cr-containing catalysts for the oxidative and nonoxidative dehydrogenation of propane [160–162]. Catalysts based on the Cr–Zr–Ox system exhibit high activity in propane dehydrogenation due to the synergistic effect of CrOx and ZrO2 [160]. However, the low selectivity for propylene and the rapid deactivation due to coke formation are their disadvantages. It is proposed to use Cs, Ca, and P as catalyst promoters.
In [163–165], Cr-containing catalysts are supported by zeolites of the Beta, ZSM-5, and MSS types. High levels of propane conversion and selectivity for propylene are achieved (Table 5).
CATALYSTS BASED ON VANADIUM OXIDES
Vanadium-containing catalysts supported on various supports are widely used for propane oxidative dehydrogenation [166–175]. Oxygen and carbon dioxide are often used as oxidizing agents; N2O is used less often. The catalytic properties of V-containing catalysts strongly depend on the support structure and the catalyst preparation method. The supports of such catalysts are Al2O3 [166–168], SiO2 [169, 170], SiBeta zeolites [171], ZSM-5 [172], activated carbon [173, 174], V/MCM-41 [174, 175], mesoporous materials of the V/SBA-15 type, etc. (Table 6).
It has been established that VOx/Al2O3 catalytic systems exhibit high catalytic activity and selectivity in the dehydrogenation of light alkanes [166–168]. The effect of the nature of supports, such as γ-Al2O3, ϴ–Al2O3, δ-Al2O3, ϴ, and α-Al2O3, on the catalytic activity of VOx catalysts was studied in [167]. The best results in terms of activity were exhibited by the catalyst samples supported on ϴ–Al2O3 and ϴ, and α-Al2O3 with a selectivity of >90%. It was found that the modification of VOx/Al2O3 catalysts with PH3 makes it possible to increase the stability of the catalysts and to reduce the rate of coke formation [168].
The influence of various vanadium precursors on the efficiency of VOx–SiO2 catalysts was studied in [169]. Dendritic SiO2 nanoparticles can be effectively used as supports [170]. It is shown that the selectivity for propylene depends on the process temperature and the vanadium content.
It has been established that vanadium-containing zeolites of the Si–Beta [171] and ZSM-5 [172] types and mesoporous materials MCM-41 [174, 175] exhibit high activity and selectivity in the oxidative dehydrogenation of light alkanes. The effects of the vanadium content in such catalytic systems on the propane conversion, the selectivity for propylene, and the rate of catalyst deactivation have been shown.
CATALYSTS BASED ON COBALT, NICKEL, GALLIUM, AND OTHER ACTIVE METALS
Catalysts based on cobalt, nickel, gallium, and other metals are also used in the reactions of oxidative and nonoxidative dehydrogenation of propane. The results of experimental studies of such catalytic systems are given in Table 7.
CARBON-CONTAINING CATALYSTS
Carbon granules, nanotubes, and nanofibers are used both in laboratory research and in industry, and mainly as adsorbents for the separation of gaseous chemical compounds and supports for hydrogenation, alkylation, and isomerization catalysts.
Some effective carbon-containing catalysts used in the dehydrogenation of light alkanes are given in Table 8.
The use of carbon as a support for catalysts is a very promising field, since carbon is a neutral substance with a developed porous structure and a substantial internal surface area. It is a heat-resistant and environmentally friendly material, and its catalytic surface is homogeneous. The latter contributes to the possibility of designing highly selective and active catalysts with a substantial operation period on the basis of carbon supports.
CONCLUSIONS
Currently, there is an increased demand in world markets for lower olefins (ethylene, propylene, and butylene). Moreover, the demand for them is steadily increasing, though they are produced in quantities exceeding tens of millions of tons per year. They are used for the production of α-olefins, ethylene and propylene oxides, styrene, acetic acid, propyl, butyl, octyl alcohols, motor fuels, etc. At present, technologies for the production of lower olefins by dehydrogenation of light C2–C5 alkanes are being actively developed. Methods for the production of lower alkanes from natural gas, liquefied gas, shale gas, and various fractions of oil have been reviewed in detail.
The reactions of dehydrogenation of lower alkanes on heterogeneous catalysts of various types have been analyzed. Considerable attention is paid to Pt–Ga and Pt–Zn catalysts on the surface of various catalytic substrates. It has been shown that such catalysts have an increased catalytic activity in the reaction of alkane dehydrogenation. Catalysts of the Pt-Sn/ZSM-5 system are also promising ones. They exhibit stable catalytic activity. The properties of monoatomic Pt catalysts on nanometallic alloy substrates have been discussed. New catalytic systems based on chromium and vanadium oxides, as well as catalysts containing cobalt, nickel, gallium, and other active metals have been presented.
The following modern industrial technologies for the dehydrogenation of C2–C4 light alkanes have been considered: Catofin (ABB Lummus), Oleflex (UOP), STAR (Uhde), FBD-4 (Snamprogetti and Yarsintez), and PDH (Linde-BASF), as well as new technologies ADHO (China University of Petroleum), FCDh (Dow Chemical), and K-PRO (KBR). The main parameters of the operation of technological equipment and the main parameters of the processes in terms of productivity and selectivity have been determined.
For example, it has been shown that the total amount of propane in produced natural gas, liquefied gas, and shale gas is not enough to meet the general needs of industry for propylene. The same is true for ethane and butane. Therefore, processes for the synthesis of lower alkanes and alkenes by pyrolysis and cracking of heavy hydrocarbons are being developed. The technologies and designs of reactor units for pyrolysis and cracking of hydrocarbons of gasoline, diesel fractions, fuel oil fractions, and vacuum gas oils have been outlined. The main characteristics of the EP-300 and EP-600 processes have been given. Despite the large capacity of the above productions, it is not possible to fully satisfy the growing demand of industry for gasoline, diesel, and aviation fuels; therefore, special attention is paid to the production of alkanes and alkenes from fuel oil and vacuum gas oil.
The processes listed above for conducting the conversion of hydrocarbons in tube furnaces have already almost reached their maximum productivity in the highly profitable production of lower olefins. This is due to the fact that industrial reactors are large and metal-intensive, and the production of olefins is carried out with high consumption rates of hydrocarbon feedstock. To sharply increase the profitability of such industries, high-speed high-temperature reactors for homogeneous pyrolysis of hydrocarbons should be used. In them, the processes of heating of raw materials and pyrolysis reactions are carried out directly in the reaction zone with rapid quenching of the reaction products at the exit from the reaction zone. The volume of the reactor, and its metal consumption and coolant consumption are reduced severalfold, while the conversion of hydrocarbons to olefins is increased. Such regimes of reactor operation ensure high profitability of the production.
Methanol-based MTO and coal-based CTO processes are also efficient and highly cost-effective alternatives for the production of olefins. Also technologies have been developed for the production of olefins by oxidative condensation of methane (OCM), the Fischer–Tropsch process (FTO), etc.
The main catalysts used in industrial processes for the synthesis of olefins have been analyzed, and their production characteristics and main properties have been determined.
It follows from the above review that no apparent problems should be expected in the production of lower olefins in the next 20–25 years. It is only necessary to carry out work to increase the profitability of the existing industries.
It should be noted that domestic modified zeolites Pt–Cu–Zn–Na/MFI [193], Pt–Sn–Na/MFI [194] are promising catalysts for the dehydrogenation of light alkanes to olefins and can be recommended for industrial use. A method for the synthesis of such catalytic systems has been developed [193–195]. A new strategy is proposed for dispersing catalytically active metals, such as Pt on MFI supports, which makes it possible to obtain more stable and active catalysts for the dehydrogenation of light alkanes. The developed method of impregnation–calcinations–washing (ICW) can be applied to various modifier metals and supports, and improves the traditional wet impregnation (IWI) method [195]. The advantage of the developed method is that it makes it possible to uniformly distribute modifier metal nanoparticles on a support and can be used not only to obtain catalysts for the dehydrogenation of light alkanes, but also catalysts for the MTO reaction, the production of dimethyl ether, the isomerization, and many other industrially important processes.
REFERENCES
Chen, S., Chang, X., Sun, G., Zhang, T., et al., Propane dehydrogenation: Catalyst development, new chemistry, and emerging technologies, Chem. Soc. Rev., 2021, vol. 5, p. 3315.
Liu, S., Zhang, B., and Liu, G., Metal-based catalysts for the non-oxidative dehydrogenation of light alkanes to light olefins, React. Chem. Eng., 2021, vol. 6, no. 1, p. 9.
Sattler, J.J., Ruiz-Martinez, J., Santillan-Jimenez, E., and Weckhuysen, B.M., Catalytic dehydrogenation of light alkanes on metals and metal oxides, Chem. Rev., 2014, vol. 519, no. 114, p. 10613.
Levin, V.O., Potekhin, V.M., and Kudimova, M.V., Production of lower olefins as a basis for the development of gas and oil chemistry in Russia, Neftepererab. Neftekhim., 2017, vol. 4, p. 28.
Pogosyan, N.M., Pogosyan, M.D., Shapovalova, O.V., Strekova, L.N., et al., New approaches to the production of light olefins from gas feedstock, Neftegazokhimiya, 2016, vol. 2, p. 38.
Volkova, A.V., Market of Basic Petrochemical Products: Olefins and Aromatic Hydrocarbons, Moscow: Vysshaya shkola ekonomiki, 2019.
Volkova, A.V., Market of Large-Scale Polymers, Moscow: Vysshaya shkola ekonomiki, 2020.
Boulamanti, A. and Moya, J.A., Production costs of the chemical industry in the EU and other countries: Ammonia, methanol and light olefins, Renewable Sustainable Energy Rev., 2017, vol. 68, p. 1205.
Zhao, Z., Jiang, J., and Wang, F., An economic analysis of twenty light olefin production pathways, J. Energy Chem., 2021, vol. 56, p. 193.
Amghizar, I., Vandewalle, L.A., Van Geem, K.M., and Marin, G.B., New trends in olefin production, Engineering, 2017, vol. 3, p. 171.
Barrasa, C., Light olefins market trends, 2020. https://ihsmarkit.com/topic/light-olefins-market-trends.html
Lewandowski, S., The next wave of regional ethylene capacity additions. https://ihsmarkit.com/research-analysis/ethylene-capacity.html. Accessed August 13, 2018.
Ethylene production in Russia increased by 40% in 2020, RUPEC. https://rupec.ru/news/46298/. Accessed March 3, 2021.
hagfarov, F.G. and Geyasi, P.A., Current state of ethylene production, Bulatovskie Chteniya, 2018, vol. 5, p. 88
Braginskii, O.B., Ethylene continues to be the most important basic semiproduct of the world petrochemical industry, Neftegazokhimiya, 2016, no. 2, p. 14.
Nizhnekamskneftekhim: Ethylene-600 will be commissioned on time despite the pandemic, PAO Nizhnekamskneftekhim. www.nknh.ru/pressroom/publications/ nizhnekamskneftekhim-etilen-600-budet-vveden-v-srok-nesmotrya-na-pandemiyu/. Accessed July 27, 2020.
SIBUR and SINOPEC set up a joint venture on the basis of the Amur Gas Chemical Complex. PAO SIBUR Holding. www.sibur.ru/press-center/news/SIBUR-i-SINOPEC-sozdali-sovmestnoe-predpriyatie-na-baze-Amurskogo-gazokhimicheskogo-kompleksa. Accessed December 28, 2020.
Lavrenov, A.V., Saifulina, L.F., Buluchevskii, E.A., and Bogdanets, E.N., Propylene production technologies: Today and tomorrow, Katal. Prom-sti., 2015, vol. 15, no. 3, p. 6.
Russia’s first UOP propylene plant reaches design capacity, helping to reduce global propylene shortage, Honeywell. ngv.ru/pr/pervaya-ustanovka-proizvodstva-propilena-po-tekhnologii-uop-v-rossii-vyshla-na-proektnuyu-moshchnost/. Accessed December 19, 2014.
We are in SIBUR, OOO ZapSibNeftekhim website, 2021. www.sibur.ru/zapsibneftekhim/about/in_sibur/ www.sibur.ru/zapsibneftekhim/about/in_sibur/
Rustam Minnikhanov launched three new production facilities at TANECO, PAO Tatneft. www.tatneft.ru/. Accessed May 26, 2021.
Sadygov, F.M., Magerramova, Z.Yu., Gadzhiev, G.N., Gasanzade, G.G., et al., Process conditions of the plant of thermal pyrolysis of hydrocarbons in combination with the qualitative composition of heavy resin, Neftepererab. Neftekhim., 2018, no. 5, p. 11.
Erofeev, V.I. and Maskaev, G.P., Production of lower olefins from hydrocarbon feedstock: Thermal pyrolysis of straight-run gasolines, Mezhdunar. Zh. Prikl. Fundam. Issled., 2015, no. 8-5, p. 880.
Erofeev, V.I. and Maskaev, G.P., Production of lower olefins from hydrocarbon feedstock: Thermal co-pyrolysis of NGL and straight-run gasoline, Mezhdunar. Zh. Prikl. Fundam. Issled., 2015, no. 9-2, p. 260.
Erofeev, V.I. and Maskaev, G.P., Production of lower olefins from hydrocarbon feedstock: Thermal co-pyrolysis of ethane fraction and straight-run gasoline, Mezhdunar. Zh. Prikl. Fundam. Issled., 2015, no. 9-2, p. 264.
Erofeev, V.I. and Maskaev, G.P., Production of lower olefins from hydrocarbon feedstock: Thermal pyrolysis of NGL, Mezhdunar. Zh. Prikl. Fundam. Issled., 2015, no. 9-1, p. 88.
Demidenko, M.N., Magaril, R.Z., and Magaril, E.R., Replacement of steam by hydrogen in pyrolysis, Izv. Vyssh. Uchebn. Zaved., Neft Gaz, 2014, no. 6, p. 95.
Men’shchikov, V.A., Gol’dshtein, L.Kh., and Semenov, I.P., Pyrolysis in hydrogen flow: Technology and economics, Izv. Vyssh. Uchebn. Zaved., Neft Gaz, 2014, no. 6, p. 102.
Safin, D.Kh., Zaripov, R.T., Safarov, R.A., Kalimullin, F.M., et al., Some features of co-pyrolysis of ethane and liquefied hydrocarbon gases, Vestn. Tekhnol. Univ., 2020, vol. 23, no. 7, p. 49.
Aliev A.M., Tairov A.Z., Guseinova A.M., and Ismailov N.R. Optimal control of process of pyrolysis of paraffinic hydrocarbons C2–C4 and their mixtures, Theor. Found. Chem. Eng., 2013, vol.47. № 4. P. 406.
Ktalkherman M.G., Emel’kin V.A., and Namyatov I.G. Effect of governing parameters on pyrolysis of liquefied petroleum gases in the high-temperature heat carrier, Theor. Found. Chem. Eng., 2013, vol. 47, no. 6, p. 667.
Morozov, A.Yu., Karatun, O.N., and El’tsova, A.S., Production of low-molecular-weight olefins in catalytic pyrolysis of gasoline fraction, Neftepererab. Neftekhim., 2014, no. 1, p. 15.
Khafizov, I.F. and Musin, R.R., Modern trends in the development of process, Vestn. Tekhnol. Univ., 2015, vol. 18, no. 2, p. 231.
Chudinov, A.N., Ryabov, V.G., and Pershin, D.V., Effect of the composition and properties of raw components of catalytic cracking on the propylene yield, Vestn. Permsk. Nats. Issled. Politekh. Univ.: Khim. Tekhnol. Biotekhnol., 2020, no. 1, p. 40.
Gantsev, A.V. and Vinichenko, M.V., Current state and prospects for the development of catalytic cracking of petroleum feedstock, Universum: Khim. Biol., 2019, vol. 66, no. 12, p. 68.
Khalaizade, T.R.O. and Yusubov, F.V.O., Mathematical modeling of catalytic cracking, Bulatovskie Chteniya, 2020, vol. 5, p. 307.
Aliyev, A.M., Safarov, A.R., Osmanova, I.I., Guseynova, A.M., and Balayev, I.V., Ensuring the stability of operation of the ethylene region of a chemical and technological complex for processing gases of cracking and pyrolysis by taking into account the dynamics of the processes, Theor. Found. Chem. Eng., 2020, vol. 54, no. 5, p. 805.
Aliev, A.M., Safarov, A.R., Osmanova, I.I., Guseinova, A.M., and Mamedov, Z.A., Optimal design of a chemical-technological complex for coprocessing cracking and pyrolysis gases, Theor. Found. Chem. Eng., 2018, vol. 52, no. 6, p. 956.
Aliev, A.M., Safarov, A.R., and Guseinova, A.M., Calculation of ethylene region of chemical technological complex for processing of cracking and pyrolysis gases, Theor. Found. Chem. Eng., 2017, vol. 51, no. 4, p. 404.
Aliev, A.M., Safarov, A.R., and Guseinova, A.M., Full calculation of a chemical-technological complex for processing of cracking and pyrolysis gases based on the kinetic models of the processes, Theor. Found. Chem. Eng., 2017, vol. 51, no. 5, p. 716.
Mukhina, T.V., Barabanov, N.L., and Babash, S.E., Pyrolysis of Hydrocarbon Raw Materials, Moscow: Khimiya, 1987.
Arapov, D.V., Tikhomirov, S.G., Podval’nyi, S.L., Kuritsyn, V.A., and Karmanova, O.V., Mathematical modeling of industrial processes of gasoline pyrolysis in tubular furnaces, Teor. Osn. Khim. Tekhnol., 2018, vol. 52, no. 6, p. 649.
Aliev, A.M., Tairov, A., Guseinova, A.M., Ismailov, N.R., and Shakhtakhtinskii, T.N., Optimum zoned fuel gas supply to the coil of an ethane pyrolysis furnace, Theor. Found. Chem. Eng., 2010, vol. 44, no. 6, p. 913.
Bondaletov, V.G. and Bondaletova, L.I., Improving the efficiency of high-temperature processes for producing lower olefins via deep-processing of by-products, Resour.-Effic. Technol., 2016, vol. 2, p. 186.
Petrochemist's Handbook, Moscow: Khimiya, 1978.
Arapov, D.V., Optimization of SRT-VI pyrolysis furnaces of high-capacity ethylene plant, Theor. Found. Chem. Eng., 2020, vol. 54, no. 2, p. 357.
Astaf'eva, I.N. and Pisarenko, V.N., Modeling of high-temperature pyrolysis of heavy hydrocarbon raw materials, Izv. Vyssh. Uchebn. Zaved., Khim. Khim. Teknol., 1989, vol. 32, no. 8, p. 102.
Astaf'eva, I.N. and Pisarenko, V.N., Numerical study of the flow of a multicomponent reacting medium in a high-temperature pyrolysis reactor, Available from VINITI, no. 3840-89, June 6, 1989, Ref. Zh., Khim., 1990, no. 4.
Dadaeva, G.Ch., Yusif-zade, A.A., and Mamedkhanova, S.A., Catalytic pyrolysis on Azerbaijan zeolits, Theor. Appl. Sci., 2020, vol. 82, no. 2, p. 48.
Tsadkin, M.A., Kolesov, S.V., Khabibullin, R.R., and Gimaev, R.N., Industrial catalysts based on barium chloride for pyrolysis of hydrocarbon raw materials, Neftekhimiya, 2005, vol. 45, no. 2, p. 126.
Chalov, K.V., Lugovoi, Yu.V., and Kosivtsov, Yu.Yu., Simulation of pyrolysis of still bottoms in the presence of aluminosilicates, Vestn. Tver. Gos. Univ., Ser. Khim., 2020, vol. 42, no. 4, p. 27.
Bukharkin, A.K., Catalytic pyrolysis of kerosene fraction in the presence of initiating additives, Nauka Tekhnol. Uglevodorodov, 2003, no. 3, p. 10.
Pisarenko, E.V., Ponomaryov, A.B., Ilinova, A.A., and Pisarenko, V.N., Modeling the process of purifying ethylene from acetylene hydrocarbons over palladium nanocatalysts, Theor. Found. Chem. Eng., 2020, vol. 54, no. 3, p. 446.
Pisarenko, E.V., Ponomarev, A.B., and Pisarenko, V.N., Studying the selective methylacetylene hydrogenation reaction in methylacetylene–propylene mixtures on palladium oxide nanocatalysts, Theor. Found. Chem. Eng., 2021, vol. 55, no. 3, p. 380.
Pisarenko, E.V., Ponomarev, A.B., Mamchenkov, N.A., Ilinova, A.A., and Pisarenko, V.N., Modeling of highly selective process of ethylene production from ethane–ethylene fractions of pyrolysis gasses, 23rd International Congress of Chemical and Process Engineering and 21st Conference on Process Integration, Modelling and Optimisation for Energy Saving and Pollution Reduction—PRES 2018, Praha, Czech Republic, 25–29 August, 2018, no. 1, p. 85.
Ibragimov, Ch.Sh. and Gulieva, S.N., Production of high-purity isobutane and isobutylene in an engineering system with recirculation blocks, Theor. Found. Chem. Eng., 2020, vol. 54, no. 3, p. 376.
Pinaeva, L.G., Doronin, V.P., Belyi, A.S., Lavrenov A.V., et al., Modern catalysts for oil refining: Scientific and technical level and provision of Russian catalysts to enterprises of the fuel and energy sector of Russia, Mir Nefteprod., 2020, no. 2, p. 6.
Fakhroleslam, M. and Sadrameli, S.M., Thermal/catalytic cracking of hydrocarbons for the production of olefins: A state-of-the-art review III: Process modeling and simulation, Fuel, 2019, vol. 252, p. 553.
Altynkovich, E.O., Potapenko, O.V., Sorokina, T.P., Doronin, V.P., et al., Cracking of butane-butylene fraction on modified ZSM-5 zeolite, Neftekhimiya, 2017, vol. 57, no. 2, p. 156.
Liu, Zh.L., Vang, I.D., Zhang, R., Liu, Kh.I., et al., Deep catalytic cracking of model compounds of various classes of light hydrocarbons on a mesoporous catalyst based on ZSM-5 zeolite, Neftekhimiya, 2017, vol. 57, no. 2, p. 149.
Khomyakov, I.S., Bozhenkova, G.S., and Bragina, O.O., Investigation of catalytic activity of modified high-silica zeolite of MFI type in the process of converting straight-run gasoline, Theor. Found. Chem. Eng., 2018, vol. 52, no. 5, p. 832.
Erofeev, V.I., Khomyakov, I.S., and Egorova, L.A., Production of high-octane gasoline from straight-run gasoline on ZSM-5 modified zeolites, Theor. Found. Chem. Eng., 2014, vol. 48, no. 1, p. 71.
Vogt, E.T.C. and Weckhuysen, B.M., Fluid catalytic cracking: Recent developments on the grand old lady of zeolite catalysis, Chem. Soc. Rev., 2015, vol. 44, p. 7342.
Freiman, L.L., Oil refining catalyst market. Part II: Production, Vestn. Khim. Prom-sti, 2017, vol. 97, no. 4, p. 18.
Doronin, V.P., Sorokina, T.P., Lipin, P.V., Potapenko, O.V., et al., Development and implementation of zeolite-containing cracking catalysts with a controlled content of rare earth elements, Katal. Prom-sti., 2014, no. 5, p. 9.
Kresling, P., Development catalysts, Sib. Neft, 2020, no. 76, p. 40.
FCC catalysts, BASF. catalysts.basf.com/products-and-industries/process-catalysts/fcc-refining-catalysts. Accessed May 30, 2021.
FCC Catalyst Applications, GRACE. https://grace.com/catalysts-and-fuels/en-us/fcc-catalysts. Accessed May 30, 2021.
Fluid catalytic cracking, PAO Albemarle. www.albemarle.com/businesses/catalysts/fluid-catalytic-cracking. Accessed May 30, 2021.
Kopylov, A.Yu. and Arslanov, R.M., Deep integration of petrochemical and oil refining industries based on modern technologies as a new industry trend, Khim. Prom-st. Segodnya, 2020, no. 5, p. 32.
Oil Refining: Informative Technical Guide to Best Available Techniques, Moscow: Byuro NTD, 2017.
Sinopec's DCC-PLUS technology successfully applied in Thailand, Focus Catal., 2016, no. 7, p. 3.
Indmax Fluid Catalytic Cracking for Maximum Olefins, Mcdermott. www.mcdermott.com/getattachment/a851f30f-a504-4174-9f40-62fb6c047f16/FCC-for-Maximum-Olefins.asp. Accessed May 30, 2021.
Falco, M., New catalytic processes for production of olefins, Oil & gas portal. http://www.oil-gasportal.com/new-catalytic-process-for-production-of-olefins/. Accessed May 30, 2021.
Vermeiren, W., Andersen, J., James, R., and Wei, D., Meeting the changes needs of the light olefins market, Hydrocarbon Eng., 2003, October.
Propylene, Neftegazov. Tekhnol., 2005, no. 10, p. 82.
Akah, A. and Al-Ghrami, M., Maximizing propylene production via FCC technology, Appl. Petrochem. Res., 2015, vol. 5, p. 377.
HS-FCC High Severity FCC, Axens. www.axens.net/product/process-licensing/11004/hs-fcc-high-severity-fcc.html. Accessed May 30, 2021.
Cryomax DCP (dual-column propane recovery), Neftegazov. Tekhnol., 2004, no. 4, p. 40.
Gasification technology, Shell PLC. https://www.shell.com/business-customers/catalysts-technologies/licensed-technologies/refinery-technology/gasification-technology.html. Accessed June 20, 2022.
Handbook of Petroleum Refining Processes, McGraw-Hill, 2003.
Pisarenko, E.V. and Pisarenko, V.N., Analysis and modeling of synthesis gas conversion to methanol: New trends toward increasing methanol production profitability, Theor. Found. Chem. Eng., 2007, vol. 41, no. 2, p. 105.
Pisarenko E.V., Pisarenko V.N., Minigulov, R.M., and Abaskuliev D.A., Power- and resource-saving process for producing methanol from natural gas, Theor. Found. Chem. Eng., 2008, vol. 42, no. 1, p. 14.
Wang, S., Zhang, L., Li, S., Qin, Z., et al., Tuning the siting of aluminum in ZSM-11 zeolite and regulating its catalytic performance in the conversion of methanol to olefins, J. Catal., 2019, vol. 377, p. 81.
Rami, M.D., Taghizadeh, M., and Akhoundzadeh, H., Synthesis and characterization of nano-sized hierarchical porous AuSAPO-34 catalyst for MTO reaction: Special insight on the influence of TX-100 as a cheap and green surfactant, Microporous Mesoporous Mater., 2019, vol. 285, p. 259.
Wang, X., Li, R., Yuan, F., Li, Z., et al., Excellent catalytic performance for methanol to olefins over SAPO-34 synthesized by controlling hydrothermal temperature, Catal. Commun., 2018, vol. 108, p. 64.
Aghaei, E. and Haghighi, M., Hydrothermal synthesis of nanostructured Ce-SAPO-34: High-performance and long-lifetime catalyst with various ceria contents for methanol to light olefins conversion, Microporous Mesoporous Mater., 2018, vol. 270, p. 227.
Dyballa, M., Becker, P., Trefz, D., Klemm, E., et al., Parameters influencing the selectivity to propene in the MTO conversion on 10-ring zeolites: directly synthesized zeolites ZSM-5, ZSM-11, and ZSM-22, Appl. Catal., A, 2016, vol. 510, p. 233.
Han, Z., Zhou, F., Liu, Y., Qiao, K., et al., Synthesis of gallium-containing ZSM-5 zeolites by the seed-induced method and catalytic performance of GaZSM-5 and AlZSM-5 during the conversion of methanol to olefins, J. Taiwan Inst. Chem. Eng., 2019, vol. 103, p. 149.
Babaeva, T.A., Effect of the nature of rare earth elements on the properties of TsVM-type zeolite in the conversion of methanol, Bashk. Khim. Zh., 2020, vol. 27, no. 2, p. 42.
Pisarenko, E.V. and Pisarenko, V.N., Kinetics of the reaction of olefin synthesis from methanol and dimethyl ether, Theor. Found. Chem. Eng., 2008, vol. 42, no. 6, p. 822.
Khivrich, E.N., Batova, T.I., Kolesnikova, E.E., Kolesnichenko, N.V., and Turkova, T.V., Effect of the reaction medium on the conversion of dimethyl ether to lower olefins on zeolite catalysts, Khim. Prom-st. Segodnya, 2014, no. 6, p. 9.
Pisarenko, E.V., Pisarenko, V.N., and Sarkisov, P.D., Intensification of natural gas conversion to the key products of petrochemical synthesis and engine fuels, Theor. Found. Chem. Eng., 2009, vol. 43, no. 5, p. 617.
Piskunov, S.E., Abaskuliev, D.A., and Pisarenko, V.N., A method to produce syngas, RF Patent 2158711, 2000.
Pisarenko, E.V., Pisarenko, V.N., and Abaskuliev, D.A., A method to produce methanol, RF Patent 2472765, 2013.
Pisarenko, V.N., Ban, A.G., and Abaskuliev, D.A., A method to produce methanol, RF Patent 2203214, 2001.
Safin, D.Kh., Minigulov, F.G., Safarov, R.A., Zaripov, R.T., et al., Comparative characterization of technologies for producing ethylene by ethane pyrolysis and MTO methanol conversion, Khim. Prom-st. Segodnya, 2020, no. 2, p. 18.
China launches coal-to-olefins plant (August 28, 2010), Chemical Portal no. 1. chem.ru/news/5724-v-kitae-zapuschen-zavod-po-pererabotke-uglya-v-olefiny.html. Accessed May 30, 2021.
Sutton, M. and Roberts, P., Propylene and ethylene from coal, Neftegazov. Tekhnol., 2007, no. 11, p. 110.
Ye, M., Tian, P., and Liu, Z., DMTO: A sustainable methanol-to-olefins technology, Engineering, 2021, vol. 7, pp. 17–21.
Uzbekistan GTL begin to produce synthetic oil, Spot.uz. https://www.spot.uz/ru/2022/06/20/synthetic-fuel. Accessed June 20, 2022.
Lee, Y.-J., Park, J.-Y., Jun, K.-W., Bae, J.W., and Viswanadham, N., Enhanced production of C2–C4 olefins directly from synthesis gas, Catal. Lett., 2008, nos. 1–2, pp. 149–154.
Dedov, A.G., Makhlin, V.A., Podlesnaya, M.V., Zyskin, A.G., et al., Kinetics, Mathematical modeling, and optimization of the oxidative coupling of methane over a LiMnW/SiO2 catalyst, Theor. Found. Chem. Eng., 2010, vol. 44, no. 1, p. 3.
Men’shchikov, V.A. and Sinev, M.Yu., Production of ethylene from natural gas by oxidative condensation of methane, Katal. Prom-sti., 2005, no. 1, p. 25.
Dedov, A.G., Loktev, A.S., Nipan, G.D., Dorokhov, S.N., et al., Oxidative condensation of methane to ethylene: Effect of the preparation method on the phase composition and catalytic properties of composite materials Li–W–Mn–O–SiO2, Neftekhimiya, 2015, vol. 55, no. 2, p. 171.
Minachev, Kh.M., Usachev, N.Ya., Udut, V.N., and Khodakov, Yu.S., Oxidative condensation of methane: A new way of synthesis of ethane, ethylene, and other hydrocarbons, Usp. Khim., 1988, vol. 8, p. 385.
Babak, V.N., Babak, T.B., Zakiev, S.E., and Kholpanov, L.P., Theoretical study of hydrocarbon dehydrogenation at high temperatures, Theor. Found. Chem. Eng., 2009, vol. 43, no. 1, p. 74.
Red’kina, A.V., Konovalova, N.D., and Khomenko, K.N., Dehydrogenation of propane on VxOy/H–Ti–MCM-41, Khim., Fiz. Tekhnol. Poverkhn., 2014, vol. 5, no. 2, p. 174.
Varzaneh, A.Z., Moghaddam, M.S., and Darian, J.T., Oxidative dehydrogenation of propane on a vanadium catalyst based on nano-HZSM-5, Neftekhimiya, 2018, vol. 58, no. 1, p. 17.
Turakulova, A.O., Kharlanov, A.N., Levanov, A.V., and Lunin, V.V., Oxidative dehydrogenation of propane on the VOx/CeZrO/Al2O3 supported catalyst, Russ. J. Phys. Chem., 2017, vol. 91, no. 5, p. 814.
Safronova, S.S., Koval’, L.M., and Erofeev, V.I., Catalytic activity of Ga-containing zeolite catalysts in the coupled reforming of methanol and C3–C4 alkanes, Theor. Found. Chem. Eng., 2008, vol. 42, no. 5, p. 550.
Bairamgulova, R.I. and Trapeznikova, E.F., Catalysts for dehydrogenation of light alkanes, Neftegazov. Delo, 2019, no. 4, p. 173.
Vakhmistrov, V.E., Ponomarev, A.B., Shostakovskii, M.V., Kalinin, V.N., et al., Redox Modification of high-silica zeolites with chromium via multistep cluster synthesis, Inorg. Mater., 2010, vol. 46, no. 9, p. 978.
Tedeeva, M.A., Kustov, A.L., Pribytkov, P.V., Strekalova, A.A., et al., Dehydrogenation of propane in the presence of CO2 on supported monometallic MOy/SiO2 and CrOxMOy/SiO2 (M = Fe, Co, and Ni) bimetallic catalysts, Russ. J. Phys. Chem. A, 2021, vol. 95, no. 1, p. 55.
Agafonov, Yu.A., Gaidai, N.A., and Lapidus, A.L., Propane dehydrogenation on chromium oxide and gallium oxide catalysts in the presence of CO2, Kinet. Catal., 2018, vol. 59, no. 6, p. 744.
Kotel’nikova, A.Yu., Khlybova, N.V., Kotel’nikov, D.A., and Rudnev, N.A., Modeling of propane dehydrogenation in a tubular reactor by computational fluid dynamics, Bashk. Khim. Zh., 2020, vol. 27, no. 3, p. 91.
Pisarenko, E.V., Ponomarev, A.B., Shostakovskii, M.V., and Shevchenko, A.A., Production of propylene on highly efficient nanocatalysts based on modified zeolites of the MFI type, Usp. Khim. Khim. Tekhnol., 2020, vol. 34, no. 3, p. 89.
Nagiev, A.G. and Mamedov, Dzh.I., The synthesis of the optimal spatial pseudostructures of imitations of the porous structure of a catalyst grain based on the concept of fractals, Theor. Found. Chem. Eng., 2010, vol. 44, no. 3, p. 309.
Gorovits, B.I., Toikka, A.M., Pisarenko, Yu.A., and Serafimov, L.A., Thermodynamics of heterogeneous systems with chemical interaction, Theor. Found. Chem. Eng., 2006, vol. 40, no. 3, p. 239.
Volin, Yu.M. and Ostrovskii, G.M., Three phases in the development of computer simulation of chemical engineering systems, Theor. Found. Chem. Eng., 2006, vol. 40, no. 3, p. 281.
Slin’ko, M.G., History of the Development of Mathematical Modeling of Catalytic Processes and Reactors, Theor. Found. Chem. Eng., 2007, vol. 41, no. 1, p. 13.
Dvoretskii, D.S., Dvoretskii, S.I., and Ostrovskii, G.M., Integrated design of power- and resource-saving chemical processes and process control systems: Strategy, methods, and application, Theor. Found. Chem. Eng., 2008, vol. 42, no. 1, p. 26.
Kulov, N.N. and Gordeev, L.S., Mathematical modeling in chemical engineering and biotechnology, Theor. Found. Chem. Eng., 2014, vol. 48, no. 3, p. 225.
CATOFIN propane/butane dehydrogenation, Lummus Technology. https://www.lummustechnology.com/Process-Technologies/Petrochemicals/ Propylene-Production/Propane-Butane-Dehydrogenation. Accessed June 2, 2021.
Kayumov, N.A., Nazarov, A.A., Ponikarov, S.I., and Vilokhina, P.V., Modern industrial processes and equipment for hydrocarbon dehydrogenation, Vestn. Kazan. Tekhnol. Univ., 2013, vol. 16, no. 15, p. 303.
Catalysts for on-purpose propylene production and the dehydrogenation of hydrocarbons, Clariant. https://www.clariant.com/en/Business-Units/Catalysts/Petrochemical-and-Refining-Catalysts/On_Purpose_Propylene. Accessed June 2, 2021.
Clariant to build new production site for CATOFIN™ catalysts in Jiaxing, Digital Refining Processing, Operation & Maintenance (September 18, 2020). www.digitalrefining.com/news/1006181/clariant-to-build-new-production-site-for-catofin-catalysts-in-jiaxing
Honeywell successfully commissions second C3 Oleflex™ unit for Zhejiang Satellite, Honeywell. https://www.honeywell.com/en-s/newsroom/pressreleases/2019/09/honeywell-successfully-commissions-second-c3-oleflex-unit-for-zhejiang-satellite. Accessed June 2, 2021.
A comparative study between propane dehydrogenation (PDH) technologies and plants in Saudi Arabia, Am. Sci. Res. J. Eng., Technol. Sci., 2018, vol. 4, no. 1, p. 49.
STAR process®—Most reliable dehydrogenation technology for propylene and isobutylene production, ThyssenKrupp AG. https:// www.thyssenkrupp-industrial-solutions.com/en/products-and-services/ chemical-plants-and-processes/dehydrogenation-plants. Accessed June 2, 2021.
The Uhde STAR process: Oxydehydrogenation of light paraffins to olefins. http://www.thyssenkrupp-thde.de/fileadmin/documents/brochures/ uhde_brochures_pdf_en_12.pdf.1
Lopez, J., BASF, Linde plan to jointly develop butadiene technology. http://www.icis.com/resources/ news/2014/06/03/9786384/basf-linde-plan-to-jointly-develop-butadienetechnology/. Accessed June 2, 2021.
Dow to retrofit Louisiana cracker with fluidized catalytic dehydrogenation (FCDh) technology to produce on-purpose propylene hydrocarbons, Dow (August 20, 2019). https://investors.dow.com/en/news/news-details/2019/Dowto-Retrofit-Louisiana-Cracker-With-Fluidized-Catalytic-Dehydrogenation-FCDh-Technology-to-Produce-On-Purpose-Propylene/default.aspx.
K-PROTM—KBR propane dehydrogenation. http://211.81.63.130/cache/9/03/www.refpet.com/ e287efcbfeedd5379272-cb0e86272745/TS-VII-houvikSarkar.pdf.
Ivanushkin, G.G., Smirnov, A.V., Kots, P.A., and Ivanova, I.I., Modification of the acid properties of the support for propane dehydrogenation catalysts Pt–Sn/BEA, Neftekhimiya, 2019, vol. 59, no. 4, p. 453.
Wang, Y., Hu, Z.-H., Lv, X., Chen, L., and Yuan, Z.-Y., Ultra small PtZn bimetallic nanoclusters encapsulated in silicalite-1 zeolite with superior performance for propane dehydrogenation, J. Catal., 2020, vol. 385, p. 61.
Zhou, W., Liu, J., Wang, J., Lin, L., et al., Transformation of propane over ZnSnPt modified defective HZSM-5 zeolites: The crucial role of hydroxyl nests concentration, Catalysts, 2019, vol. 571, p. 1.
Li, Y.-X., Li, J., Yang, X., Wang, X., et al., Preparation of CeO2-modified Mg(Al)O-supported Pt–Cu alloy catalysts derived from hydrotalcite-like precursors and their catalytic behavior for direct dehydrogenation of propane, Trans. Tianjin Univ., 2019, vol. 25, p. 169.
Sun, G., Zhao, Z.-J., Mu, R., Zha, S., et al., Breaking the scaling relationship via thermally stable Pt/Cu single atom alloys for catalytic dehydrogenation, Nat. Commun., 2018, vol. 9, p. 4454.
Naseri, M., Zangeneh, F.T., and Taeb, A., The effect of Ce, Zn and Co on Pt-based catalysts in propane dehydrogenation, React. Kinet., Mech. Catal., 2019, vol. 126, p. 477.
Rimaz, S., Luwei, C., Sibudjing, K., and Borgna, A., Promoting effect of Ge on Pt-based catalysts for dehydrogenation of propane to propylene, Appl. Catal. A, 2019, vol. 588, p. 117.
Bel’skaya, O.B., Nizovskii, A.I., Gulyaeva, T.I., Leont’eva, N.N., and Bukhtiyarov, V.I., Catalysts Pt/(Ga)Al2O3 obtained using aluminum metal activated with gallium, Russ. J. Appl. Chem., 2020, vol. 93, no. 1, p. 118.
Tolek, W., Suriye, K., Praserthdam, P., and Panpranot, J., Enhanced stability and propene yield in propane dehydrogenation on PtIn/Mg(Al)O catalysts with various In loadings, Top. Catal., 2018, vol. 61, p. 1624.
Long, L.-L., Xia, K., Lang, W.-Z., Shen, L.-L., et al., The comparison and optimization of zirconia, alumina, and zirconia–alumina supported PtSnIn trimetallic catalysts for propane dehydrogenation reaction, J. Ind. Eng. Chem., 2017, vol. 51, p. 271.
Yang, C., Wu, Z., Zhang, G., Sheng, H., et al., Promotion of Pd nanoparticles by Fe and formation of a Pd3Fe intermetallic alloy for propane dehydrogenation, Catal. Today, 2019, vol. 323, p. 123.
Fan, D., et al., Mn-doping induced changes in Pt dispersion and PtxMny alloying extent on Pt/Mn–DMSN catalyst with enhanced propane dehydrogenation stability, J. Catal., 2020, vol. 389, p. 450.
Nakaya, Y., Hirayama, J., Yamazoe, S., et al., Single-atom Pt in intermetallics as an ultrastable and selective catalyst for propane dehydrogenation, Nat. Commun., 2020, vol. 11, no. 1, p. 28.
Gorczyca, A., Raybaud, P., Moizan, V., Joly, Y., and Chizallet, C., Atomistic models for highly-dispersed PtSn/γ-Al2O3 catalysts: Ductility and dilution affect the affinity for hydrogen, ChemCatChem, 2019, vol. 11, p. 3941.
Lee, M.-H., Nagaraja, B.M., Lee, K.Y., and Jung, K.-D., Dehydrogenation of alkane to light olefin over PtSn/γ-Al2O3 catalyst: Effects of Sn loading, Catal. Today, 2014, vol. 232, p. 53.
Srisakwattana, T., Suriye, K., Praserthdam, P., and Panpranot, J., Preparation of aluminum magnesium oxide by different methods for use as PtSn catalyst supports in propane dehydrogenation, Catal. Today, 2020, vol. 358, p. 90.
Shi, Y., Li, X., Rong, X., Gu, B., et al., Influence of support on the catalytic properties of Pt–Sn–K/θ-Al2O3 for propane dehydrogenation, RSC Adv., 2017, vol. 32, no. 7, p. 19841.
Xu, Z., Yue, Y., Bao, X., et al., Propane dehydrogenation over Pt clusters localized at the Sn single-site in zeolite framework, ACS Catal., 2020, vol. 10, no. 1, p. 818.
Wu, X., Zhang, Q., Chen, L., et al., Enhanced catalytic performance of PtSn catalysts for propane dehydrogenation by a Zn-modified Mg(Al)O support, Fuel Process. Technol., 2020, vol. 198, p. 106.
Wang, Y., Zhou, Y., Zhou, S., He, Q., and Zhong, Y., Effect of morphological structure of PtSnNa/ZSM-5 on its catalytic performance in propane dehydrogenation, China Pet. Process. Petrochem. Technol., 2020, vol. 22, no. 1, p. 87.
Liu, L., Lopez-Haro, M., Lopes, C.W., Meira, D.M., et al., Atomic-level understanding on the evolution behavior of subnanometric Pt and Sn species during high-temperature treatments for generation of dense PtSn clusters in zeolites, J. Catal., 2020, vol. 391, p. 11.
Shanlei, H., Otroshchenko, T., Dan, Z., Lund, H., and Kondratenko, E.V., The effect of ZrO2 crystallinity in CrZrOx/SiO2 on non-oxidative propane dehydrogenation, Appl. Catal. A, 2020, vol. 590, p. 117.
Hu, Z.-P., Wang, Z., Yuan, Z.-Y., et al., Cr/Al2O3 catalysts with strong metal–support interactions for stable catalytic dehydrogenation of propane to propylene, Mol. Catal., 2020, vol. 493, p. 111.
Wegrzyniak, A., Rokicińska, A., Hędrzak, E., Michorczyk, B., et al., High-performance Cr–Zr–O and Cr-Zr-K-O catalysts prepared by nanocasting for dehydrogenation of propane to propene, Catal. Sci. Technol., 2017, vol. 7, no. 24, p. 6059.
Gao, X.-Y., Lu, W.-D., Hu, S.-Z., Li, W.-C., and Lu, A.-H., Rod-shaped porous alumina-supported Cr2O3 catalyst with low acidity for propane dehydrogenation, Chin. J. Catal., 2019, vol. 40, no. 2, p. 184.
Shanlei, H., Otroshchenko, T., Dan, Z., Lund, H., and Kondratenko, E.V., Catalytic non-oxidative propane dehydrogenation over promoted Cr–Zr–Ox: Effect of promoter on propene selectivity and stability, Catal. Commun., 2020, vol. 138, p. 105.
Xie, Z., Ren, Y., Li, J., Zhao, Z., et al., Facile in situ synthesis of highly dispersed chromium oxide incorporated into mesoporous ZrO2 for the dehydrogenation of propane with CO2, J. Catal., 2019, vol. 372, p. 206.
Oliveira, J., Volanti, D.P., Bueno, J., and Ferreira, A.P., Effect of CO2 in the oxidative dehydrogenation reaction of propane over Cr/ZrO2 catalysts, Appl. Catal. A, 2018, vol. 558, p. 55.
Michorczyk, P., Zenczak-Tomera, K., Michorczyk, B., et al., Effect of dealumination on the catalytic performance of Cr-containing beta zeolite in carbon dioxide assisted propane dehydrogenation, J. CO 2 Util., 2020, vol. 36, p. 54.
Hu, Z.-P., Wang, Y., Yang, D., and Yuan, Z.-Y., CrOx supported on high-silica HZSM-5 for propane dehydrogenation, J. Energy Chem., 2020, vol. 47, p. 225.
Wang, H.-M., Chen, Y., Yan, X., Lang, W.-Z., and Guo, Y.-J., Cr doped mesoporous silica spheres for propane dehydrogenation in the presence of CO2: Effect of Cr adding time in sol–gel process, Microporous Mesoporous Mater., 2019, vol. 284, p. 69.
Jeon, N., Seo, O., et al., Non-oxidative propane dehydrogenation over alumina-supported Co–V oxide catalysts, Appl. Catal. A, 2021, vol. 614, p. 118.
Shan, Y.-L., Zhao, W.-T., Zhao, S.-L., et al., Effects of alumina phases on the structure and performance of VOx/Al2O3 catalysts in non-oxidative propane dehydrogenation, Mol. Catal., 2021, vol. 504, p. 111.
Gu, Y., Liu, H., Yang, M., et al., Highly stable phosphine modified VOx/Al2O3 catalyst in propane dehydrogenation, Appl. Catal. B, 2020, vol. 274, p. 119.
Hu, P., Chen, Y., Yan, X., Lang, W.-Z., and Guo, Y.-J., Correlation of vanadium precursor and structure-performance of porous VOx/SiO2 solids for catalytic dehydrogenation of propane, Ind. Eng. Chem. Res., 2019, vol. 58, no. 10, p. 4065.
Liu, Q. Yang, Z., et al., Vanadium-containing dendritic mesoporous silica nanoparticles: Multifunctional catalysts for the oxidative and non-oxidative dehydrogenation of propane to propylene, Microporous Mesoporous Mater., 2019, vol. 282, p. 133.
Chen, C., Sun, M., Hu, Z., et al., Nature of active phase of VOx catalysts supported on Si Beta for direct dehydrogenation of propane to propylene, Chin. J. Catal., 2020, vol. 41, no. 2, p. 276.
Farsad, A., Lawson, S., Rezaei, F., and Rownaghi, A.A., Oxidative dehydrogenation of propane over 3D printed mixed metal oxides/H-ZSM-5 monolithic catalysts using CO2 as an oxidant, Catal. Today, 2021, vol. 374, p. 173.
Djinović, P., Zavašnik, J., Teržan, J., and Jerman, I., Role of CO2 during oxidative dehydrogenation of propane over bulk and activated-carbon supported cerium and vanadium based catalysts, Catal. Lett., 2021, vol. 151, p. 2816.
Miranda, G.P., Martins, V.J., Neto, F., et al., Oxidative dehydrogenation of propane: developing catalysts containing VOx, V–P–O and V–Mg–O species supported on MCM-41 and activated carbon, Catal. Today, 2020, vol. 348, p. 148.
Han, Z.-F., Xue, X.-L., Wu, J.-M., et al., Preparation and catalytic properties of mesoporous nV-MCM-41 for propane oxidative dehydrogenation in the presence of CO2, Chin. J. Catal., 2018, vol. 39, no. 6, p. 1099.
Dai. Y., Gu. J., Tian. S., Wu. Y. et al., γ-Al2O3 sheet-stabilized isolate Co2+ for catalytic propane dehydrogenation, J. Catal., 2020, vol. 381, p. 482.
Li, X., Wang, P., Wang, H., and Li, C., Effects of the state of Co species in Co/Al2O3 catalysts on the catalytic performance of propane dehydrogenation, Appl. Surf. Sci., 2018, vol. 441, p. 688.
Sun, Y., Wu, Y., Shan, H., and Li, C., Studies on the nature of active cobalt species for the production of methane and propylene in catalytic dehydrogenation of propane, Catal. Lett., 2015, vol. 145, p. 1413.
He, Y., Song, Y., Cullen, D.A., and Laursen, S., Selective and stable non-noble metal intermetallic compound catalyst for the direct dehydrogenation of propane to propylene, J. Am. Chem. Soc., 2018, vol. 140, no. 43, p. 14010.
Zhang, L., Wang, Z.-Y., Song, J., et al., Facile synthesis of SiO2 supported GaN as an active catalyst for CO2 enhanced dehydrogenation of propane, J. CO 2 Util., 2020, vol. 38, p. 306.
Tan, S. Gil, L.B., et al., Catalytic propane dehydrogenation over In2O3–Ga2O3 mixed oxides, Appl. Catal. A, 2015, vol. 498, p. 167.
Chen, C., Zhang, S., Wang, Z., and Yuan, Z.-Y., Ultrasmall Co confined in the silanols of dealuminated beta zeolite: A highly active and selective catalyst for direct dehydrogenation of propane to propylene J. Catal. 2020, vol. 383, p. 77.
Wang, L., Ao, C., Zhai, Y., et al., Highly active and stable Co3O4 catalyst for the low-temperature oxidative dehydrogenation of propane, Inorg. Chem. Commun., 2020, vol. 112, p. 107.
Huang, C., Han, D., Guan, L., et al., Bimetallic Ni–Zn site anchored in siliceous zeolite framework for synergistically boosting propane dehydrogenation, Fuel, 2022, vol. 307, p. 121.
Choi, S.-W., Kim, W.-G., So, J.-S., et al., Propane dehydrogenation catalyzed by gallosilicate MFI zeolites with perturbed acidity J. Catal., 2017, vol. 345, p. 113.
Cao, L., Dai, P., Zhu, L., et al., Graphitic carbon nitride catalyzes selective oxidative dehydrogenation of propane, Appl. Catal. B, 2020, vol. 262, p. 118.
Pan, S.-F., Yin, J.-L., Zhu, X.-L., et al., P-modified microporous carbon nanospheres for direct propane dehydrogenation reactions, Carbon, 2019, vol. 152, p. 855.
Hu, Z.-P., Ren, J.-T., Yang, D., et al., Mesoporous carbons as metal-free catalysts for propane dehydrogenation: Effect of the pore structure and surface property, Chin. J. Catal., 2019, vol. 40, no. 9, p. 1385.
Węgrzyniak, A., Jarczewski, S., Kuśtrowski, P., and Michorczyk, P., Influence of carbon precursor on porosity, surface composition and catalytic behaviour of CMK-3 in oxidative dehydrogenation of propane to propene, J. Porous Mater., 2018, vol. 25, p. 687.
Li, Y., Zhang, Q., Yu, X., et al., Efficient Fe based catalyst with nitrogen doped carbon material modification for propane non-oxidative dehydrogenation, Carbon Resour. Convers., 2020, vol. 3, p. 140.
Hu, Z.-P., Zhao, H., Chen, C., and Yuan, Z.-Y., Castanea mollissima shell-derived porous carbons as metal-free catalysts for highly efficient dehydrogenation of propane to propylene, Catal. Today, 2018, vol. 316, p. 214.
Hu, Z.-P., Chen, C., Ren, J.-T., and Yuan, Z.-Y., Direct dehydrogenation of propane to propylene on surface-oxidized multiwall carbon nanotubes, Appl. Catal. A, 2018, vol. 559, p. 85.
Ponomarev, A.B., Smirnov, A.V., Shostakovskii, M.V., and Pisarenko, E.V., A catalyst for propane dehydrogenation and a method to produce propylene using this catalyst, RF Patent 2751701, Byull. Izobret., 2021, no. 20.
Ponomarev, A.B., Smirnov, A.V., Shostakovskii, M.V., and Pisarenko, E.V., A zeolite catalyst for propane dehydrogenation and a method to produce propylene using this catalyst, RF Patent 2751703, Byull. Izobret., 2021, no. 20.
Ponomaryov, A.B., Smirnov, A.V., Pisarenko, E.V., and Shostakovsky, M.V., Enhanced Pt dispersion and catalytic properties of NaCl-promoted Pt/MFI zeolite catalysts for propane dehydrogenation, Microporous Mesoporous Mater., 2022, vol. 339, Article 112010.
Funding
This work (dehydrogenation section) was supported by Ministry of Science and Higher Education of the Russian Federation, contract no. 075-00697-22-00.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by O. Kadkin
Rights and permissions
About this article

Cite this article
Pisarenko, E.V., Ponomarev, A.B., Smirnov, A.V. et al. Prospects for Progress in Developing Production Processes for the Synthesis of Olefins Based on Light Alkanes. Theor Found Chem Eng 56, 687–722 (2022). https://doi.org/10.1134/S0040579522050335
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0040579522050335