
Abstract
The structure and composition of the arc sprayed coatings formed using a flux cored Fe–C–Si–Mn–Cr–Ni–Mo wire are studied. A carbon-fluorine-containing additive, namely, the gas purification dust of aluminum production ((wt %) 21–46 Al2O3, 18–27 F, 8–15 Na2O, 0.4–6 K2O, 0.7–2.3 CaO, 0.5–2.5 SiO2, 2.1–3.3 Fe2O3, 12.5–30.2 Ctot, 0.07–0.9 MnO, 0.06–0.9 MgO, 0.09–0.19 S, 0.10–0.18 P) is introduced into the charge of the flux cored wire instead of amorphous carbon. The problems of the influence of the carbon–fluorine additive on the weldability and the contamination of the deposited metal with oxide nonmetallic inclusions are considered; the microstructure and the contamination of the deposited metal are studied. The microstructure of the deposited layer formed using a flux cored electrode of the Fe–C–Si–Mn–Cr–Ni–Mo system consists of acicular and lath martensite arranged in the former austenite grains, along the boundaries of which ferrite layers precipitate. Silicates (undeformable) and oxides (point) are found to exist in the deposited metal. According to the results of quantitative analysis of the chemical composition of the nonmetallic inclusions obtained using a Teskan Mira 3 scanning electron microscope, the nonmetallic inclusions in the deposited metal are at most 10 μm in size; their globular shape positively influence the wear resistance of the deposited layer. The chemic composition of the nonmetallic inclusions shows that they mainly consist of silicon, aluminum, and manganese oxides; there are also traces of sulfur, calcium, and magnesium. The metallic matrix contains iron (dominant amount), chromium, manganese, and silicon; the molybdenum content is substantially lower.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
INTRODUCTION
The main flux cored electrodes for wear-resistant surfacing of the mining equipment in the Russian Federation are Fe–C–Si–Mn–Cr–Ni–Mo wires of types A and B according to the IIW classification [1]; for these purposes, domestic wires 40GMFR and 40Kh3G2MF [2–4] and also flux cored wires based on the same principles of alloying [5–10] are widely used.
The quality of an arc sprayed coating depends on steel contamination with nonmetallic inclusions and the chemical composition of the deposited layer. To estimate the influence of a deposited layer on the steel contamination with nonmetallic inclusions, we performed and studied of the deposition of an arc sprayed coating of a developed composition on 09G2S steel plates.
EXPERIMENTAL
The surfacing on plates made of 09G2S steel was carried out using an ASAW-1250 welding tractor and a flux cored wire at a voltage of 28 V, a current of 520 A, and a welding speed of 18 m/h. The wire was manufactured on a laboratory machine. The wire diameter was 6 mm and the shell was made of a St3 steel tape. The filling materials were the following powder materials: PZhV1 iron (GOST 9849–86), FS 75 ferrosilicium (GOST 1415–93), high-carbon FKh900A ferrochromium (GOST 4757–91), FMn 78(A) carbon ferromanganese (GOST 4755–91), PNK-1L5 nickel (GOST 9722–97), FMo60 ferromolybdenum (GOST 4759–91), and PVN tungsten (TU 48-19-72–92). To achieve the required wire composition, the consumption of the powder materials was calculated taking into account the degree of assimilation of each component. As a result, we obtained the following contents of the powder components in the wire (wt %): 0.8 FS ferrosilicium 75, 1.5 FMn 78(A) carbon ferromanganese, 7 FKh900A high-carbon ferrochromium, 0.5 FMo60 ferromolybdenum, 0.5 PNK-1L5 nickel, 2 PVN tungsten, 0.6 carbon–fluorine additive, and PZhV1 iron for balance. The powders were mixed in laboratory rotational mixers for 30 min. The gas purification dust of aluminum production with the chemical composition (wt %) 21–46 Al2O3, 18–27 F, 8–15 Na2O, 0.4–6 K2O, 0.7–2.3 CaO, 0.5–2.5 SiO2, 2.1–3.3 Fe2O3, 12.5–30.2 Ctot, 0.07–0.9 MnO, 0.06–0.9 MgO, 0.09–0.19 S, 0.10–0.18 P was introduced into the wire composition instead of amorphous carbon.
The optimum composition of the flux cored wire of the Fe–C–Si–Mn–Cr–Ni–Mo system for preparing arc sprayed coatings providing the required level of operating properties was determined in [11–17].
The chemical composition of the deposited metal was determined by the X-ray fluorescence method using an XRF-1800 spectrometer and atomic-emission method on a DFS-71 spectrometer. The Rockwell hardness of specimens was measured according to GOST 9013–59. The metallographic study of polished microsections was carried out on an OLYMPUS GX-51 optical microscope in a bright field at magnifications of 100–1000 after etching the polished microsection surface in a 4% nitric acid solution. The grain size was determined according to GOST 5639–82 at a magnification of ×100. The dispersion of martensite was evaluated by comparing the structure with standards of the corresponding scales and martensite needle sizes with the data of GOST 8233–56 (Table 6 of this standard). The studies of longitudinal specimens of the deposited layer to detect nonmetallic inclusions were performed according to GOST 1778–70. A polished surface was studied at a magnification of ×100 using a LaboMet-1I metallographic microscope.
The wear rate of the deposited layer of experimental specimens was determined in wear tests on a 2070 CMT-1 machine by the disc–block scheme at the following parameters: the range of measuring the rotation frequency of the low specimen shaft (range A) 75–750 min–1, and the range of measuring of the friction moment (range I) 1–10 N m. In the wear tests, the deposited layer was placed on the block.
The structure and the elemental and phase compositions of the arc sprayed coatings formed using the flux cored wire of the Fe–C–Si–Mn–Cr–Ni–Mo system were studied by the corresponding methods of scanning electron microscope in the Core Facility of the Tomsk Scientific Center using a LEO EVO 50 scanning electron microscope. The necessity of using these methods is due to their high information content and universality and also the ease and convenience of equipment management. Scanning electron microscopy ensures the possibility of studying comparatively large surface areas using a wide range of magnifications, making it possible to reveal the main elements of the nano- and microstructure of the surface and volume of the hardening zone, whose sizes are no larger than 100 nm and 100 μm, respectively. In our study, images were taken using backscattered (reflected) and secondary electrons. Back-reflected electrons are used when analyzing the composition of materials, since more bright regions indicate an element with a larger mean atomic number. Secondary electrons are important for revealing a surface relief. The number of both secondary and back-reflected electrons increases with the atomic number, and the contrast increases, which is related to the atomic number of the element used to analyze the material composition.
Phase composition was analyzed with a Shimadzu XRD-7000 diffractometer, the PRF 4+ database, and the POWDER CELL full-profile analysis software.
The chemical composition of the nonmetallic inclusions in the deposited layer (a quantitative analysis) was determined on a Teskan Mira 3 SEM according to GOST 1778–78.
RESULTS AND DISCUSSION
The results of determining the chemical composition, the hardness, and the wear rate of an arc sprayed coating specimen on a plate-like blank are given below.
Chemical composition of coating, in wt % | C 0.40 | Si 0.87 | Mn 1.48 |
Cr 5.36 | Mo 0.56 | Ni 0.29 | |
Cu 0.05 | W 0.025 | V 0.005 | |
S 0.04 | P 0.02 | ||
HRC hardness | 56/55–57 | ||
Wear rate, g/rev. | 2.2 × 10–5 |
The contamination of the deposited layers with nonmetallic inclusions is characterized by the following data.
Coating structure | Martensite |
Nonmetallic inclusions, number | 3–4 |
Martensite needle size, μm | 7 |
Austenite grain size, number | 2–6 |
Figure 1 shows the microstructure of the deposited layer, which is represented by acicular and lath martensite located in the former austenite grains, along the boundaries of which ferrite layers precipitate. The mean size of martensitic needles and lathes is 7 μm, and austenite grains belong to number 2–6 according to a standard scale. Obviously, an increased chromium content at 0.4 wt % C leads to the formation of special (Cr,Fe)7C3 carbides according to a section of the ternary Fe–Cr–C phase diagram. The deposited metal was found to contain undeformable silicates and point oxides.

Microstructure (×500) of the deposited layer on a coating sample.
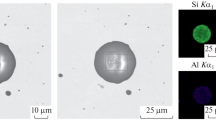
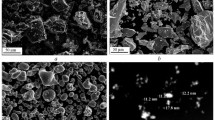
Figure 2 and Table 1 present the results of electron-probe microanalysis of various surface areas of the specimen shown in Fig. 1. From these data, it is seen that nonmetallic inclusions no more than 10 μm in size have a globular shape. The chemical composition of the inclusions mainly consists of silicon, aluminum, and manganese oxides and contains traces of sulfur. In the composition of the inclusion shown in Fig. 2a, traces of calcium and magnesium are also detected. The metallic matrix consists of iron (predominantly), chromium, manganese, and silicon; the molybdenum content is substantially lower.

X-ray diffraction analysis was used to determine lattice parameter a and the coherent domain size of iron and chromium carbide (CrC) having formed upon surfacing (Table 1).
CONCLUSIONS
(1) The contamination of the arc sprayed coating metal with nonmetallic inclusions was studied.
(2) The structural-phase states of the arc sprayed coatings formed using a flux cored wire of the Fe–C–Si–Mn–Cr–Ni–Mo system were analyzed.
(3) Lattice parameter a and the coherent domain sizes of iron and chromium carbide (CrC) having formed upon surfacing were determined by X-ray diffraction.
REFERENCES
Technology of Electric Fusion Welding of Metals and Alloys, Ed. by B. E. Paton (Metallurgiya, Moscow, 1974).
M. V. Teplyashin and V. G. Komkov, “Effect of alloying elements on the wear resistance in alloys intended for electric slag surfacing of hammer mill bits,” Uch. Zametki TOGU 4 (4), 1554–1561 (2013).
M. V. Teplyashin, V. G. Komkov, and V. A. Starienko, “Development of an economically alloyed alloy for the restoration of hammer mill bits,” Uch. Zametki TOGU 4 (4), 1543–1549 (2013).
V. A. Lugovaya and V. V. Yaroshik, “Peculiarities of surfacing of composite alloys when strengthening operating surfaces of bodies of revolution,” Vestn. Volgograd Gos. Arkhitekt.-Stroit. Univ. Stroit. Arkhitekt. 40 (59), 166–173 (2015).
A. E. Eremin, E. N. Eremin, Yu. O. Filippov, A. E. Matalasova, and V. C. Kats, “Structure and properties of high-chromium metal of shut-off valves deposited by serial welding wires,” Omsk. Nauch. Vestn. 1 (127), 55–58 (2014).
A. N. Emelyushin, E. V. Petrochenko, and S. P. Nefed’ev, “Structure and the impact–abrasive wear-resistance of coating of the Fe–C–Cr–Mn–Si system additionally alloyed with nitrogen,” Svaroch. Proizvodstvo, No. 10, 18–22 (2011).
A. A. Babinets and I. A. Ryabtsev, “Fatigue life of multilayer deposited samples,” Svaroch. Proizvodstvo, No. 4, 15–19 (2015).
M. V. Teplyashin, V. G. Komkov, and V. A. Starienko, “Development of an economically alloyed alloy for the restoration of hammer mill bits,” Sci. Notes of TOGU 4 (4), 1543–1549 (2013).
Yu. Zhuk, “Super-hard wear resistant coating systems,” Mater. Technol. 14, 126–129 (1999).
H. R. Ma, X. Y. Chen, J. W. Li, C. T. Chang, G. Wang, H. Li, X. M. Wang, and R. W. Li, “Fe-based amorphous coating with high corrosion and wear resistance,” Surf. Eng. 46, 1–7 (2016).
A. I. Gusev, A. A. Usol’tsev, N. A. Kozyrev, N. V. Kibko, and L. P. Bashchenko, “Development of flux cored wire for surfacing of parts operating under wear conditions,” Izv. Vyssh. Uchebn. Zaved., Chern. Metall. 61 (11), 898—906 (2018).
A. I. Gusev, N. A. Kozyrev, V. E. Khomicheva, A. A. Usol’tsev, and R. E. Kryukov, “Development of a flux cored wire for surfacing of parts operating under wear conditions,” Vestn. RAEN (West Sib. Otd.), No. 21, 109–123 (2018).
N. A. Kozyrev, A. A. Usol’tsev, R. E. Kryukov, A. I. Gusev, and I. V. Osetkovskiy, “Operational factors of new flux cored wires of the Fe–C–Si–Mn-Cr–Ni–Mo system for surfacing of protective plates of shearer cutting drums,” in Proceedings of Conference on Earth and Environmental Science. International Scientific and Research Conference on Knowledge-Based Technologies in Development and Utilization of Mineral Resources KTDUMR 2019 (2019), p. 012022.
N. A. Kozyrev, A. A. Usol’tsev, R. E. Kryukov, A. I. Gusev, and I. V. Osetkovskii, “Operational factors of new powder wires of the Fe–C–Si–Mn–Cr–Ni–Mo system for surfacing of protective plates of shearer augers,” in Knowledge-Based Technologies in Development and Utilization of Mineral Resources, Ed. by V. N. Fryanov (Sib. Gos. Industr. Univ. 2019), No. 5, pp. 195–202.
A. I. Gusev, N. A. Kozyrev, N. V. Kibko, M. V. Popova, and R. E. Kryukov, “Structure and properties of metal deposited by powder wire of the Fe–C–Si–Mn–Cr–Mo–Ni–V–Co system,” Aktual. Probl. Mashinostr. 4 (2), 113–119 (2017).
A. I. Gusev, N. V. Kibko, M. V. Popova, N. A. Kozyrev, and I. V. Osetkovskii, “Surfacing of mining equipment parts by powder wire of the C–Si–Mn–Mo–V–B and C–Si–Mn–Cr–Mo–V system,” Izv. Vyssh. Uchebn. Zaved., Chern. Metall. 60 (4), 318–323 (2017).
A. I. Gusev, N. V. Kibko, N. A. Kozyrev, M. V. Popova, and I. V. Osetkovsky, “A study on the properties of the deposited metal by flux cored wires 40GMFR and 40H3G2MF,” IOP Conf. Ser.: Nater. Sci. Eng. 150, 012033–012042 (2016). https://doi.org/10.1088/1757-899X/150/1/012033
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
The authors declare that they have no conflicts of interest.
Additional information
Translated by Yu. Ryzhkov
Rights and permissions
About this article

Cite this article
Kozyrev, N.A., Usol’tsev, A.A., Polevoi, E.V. et al. Structure and Composition of the Arc Sprayed Coatings Formed Using a Flux Cored Wire of the Fe–C–Si–Mn–Cr–Ni–Mo System. Russ. Metall. 2022, 541–545 (2022). https://doi.org/10.1134/S003602952205007X
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S003602952205007X