
Abstract
All types of plastic deformation, such as tension–compression, bending, and torsion, are implemented during cold metal forming. Each type of deformation results in specific hardening patterns. Cyclic deformation causes hardening–softening processes and residual stresses (RSs). RSs form due to reversible dislocation movement. A new dislocation structure forms as a result of polygonization during subsequent low-temperature annealing–aging, and thus RSs contribute to hardening. Shear deformation, i.e., torsion, generates the greatest number of dislocations. Tensile–compressive deformation gives no hardening effect at all.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
The cold working of products is accompanied by plastic deformation of all types. Each type of deformation makes an individual contribution to this process. Many papers consider the effect of plastic deformation on the strength of a product during bending and torsion [1–4]. There are also works devoted to workpiece hardening [5–7] and the heat treatment effect during this process for various metals and alloys [8, 9]. Cyclic plastic deformation changes mechanical properties [10–13]. This work considers the hardening and softening of workpieces using grade 40 steel after air-hardening and rail steel after quenching and high tempering for all types of elastic-plastic deformation, such as tension–compression, torsion, and bending. The effect of intermediate heat treatment on the hardening of a workpiece is investigated. Heat treatment was done in the form of low-temperature annealing.
Tension–compression. Tension–compression cycles with and without intermediate heat treatment were performed on a SHIMADZU AG-X-1 machine to a strain no more than 2.5 mm (7%). As a result, we found that tension–compression deformation gives no hardening effect under any heat treatment conditions. Figure 1 shows the primary tensile diagram for a workpiece made of grade 40 steel. The diagram shows no hardening when the specimen is repeatedly stretched.

Primary tension diagram. Grade 40 steel: (1) diagram of the first tension of the specimen and (2) diagram of the repeated tension of the specimen after compression and heat treatment.
Bending. Bending tests were performed on the same machine used for tension–compression tests. Grade 40 steel and rail steel specimens were cyclically bent according to the three-point and pure bending schemes. The conclusions were drawn that cyclic deformation during both bending modes caused hardening only when it was alternated with heat treatment (low-temperature annealing–aging). No hardening took place without heat treatment. Figure 2 shows the bending diagram of the rail steel specimen. The diagram shows the hardening process that occurs during repeated bending after straightening and subsequent heat treatment.

Primary bending diagram: (1) diagram of the first bending of the specimen and (2) diagram of the repeated bending of the specimen after heat treatment and straightening.
A comparison of three-point and pure bending revealed a shift of the neutral line and distortion of the bend line of the specimen during three-point bending. This effect was not observed during pure bending. Figure 3 exemplifies the change in the shape of the specimens tested.

Specimens subjected to bending.
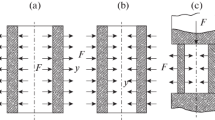
This observation was confirmed by finite element calculations made using the Ansys Workbench software. The results of the calculations are shown in Fig. 4.

Results of the plastic bending calculation using the Ansys Workbench software: (a) three-point bending and (b) pure bending.
Torsion. Standard specimens with a diameter of 10 mm were subjected to torsion on a TNS-DW1 machine. The Bauschinger effect was not observed during torsion, in contrast to the tension–compression and bending tests.
The effect observed during torsion was the same as that observed during cyclic bending. Heat treatment was found to result in significant hardening of the rail steel specimens previously subjected to torsion according to the scheme: torsion by 180° → torsion by 180° → heat treatment → torsion to failure (Fig. 5).

Torsion test results. Rail steel: (1) 180° clockwise torsion, (2) 180° counterclockwise torsion, and (3) torsion to failure after heat treatment.
The results of the torsional tests of the grade 40 steel are shown in Fig. 6. The diagram shows that there is a significant hardening (increase in the torque moment).

Torsion test results. Grade 40 steel: (1) 180° clockwise torsion and (2) 180° counterclockwise torsion after heat treatment.
Therefore, we can conclude that torsion without intermediate heat treatment leads to softening, whereas heat treatment leads to hardening. The hardening effect manifests itself in an increase in the torque moment. The yield strength becomes equal to the tensile strength.
CONCLUSIONS
(1) Heat treatment between reverse loading cycles considerably changes the picture of the process. Torsional and bending deformation causes rapid hardening. The yield strength becomes equal to the ultimate tensile strength. Each subsequent loading step gives an increase in the strength. No hardening occurs without heat treatment.
(2) Cyclic deformation during pure bending causes no shift of the neutral line in contrast to three-point elastic-plastic deformation and does not change the line shape of the object to be bent in the plastic deformation region.
(3) Torsional hardening (purely shear deformation) can be considered as an effective technique that does not reduce the workpiece thickness [13].
REFERENCES
Khoddam Shahin, P. B. Hodgson, and Parsa Mohammad Habibi. “High pressure torsion process of a cylindrical segment sample,” in Proceedings of the 5th International Biennial Conference on Ultrafine Grained and Nanostructured Materials UFGNSM15 (Procedia Materials Science, Tehran, 2015).
S. Lin et al. “Effect of cyclic plastic deformation on microstructure and mechanical properties of weld metals used for reel-lay pipeline steels,” Mater. Sci. Eng. A 737, 77–84 (2018).
P. Krolo, D. Grandic, and Z. Smolcic, “Experimental and numerical study of mild steel behaviour under cyclic loading with variable strain ranges,” Adv. Mater. Sci. Eng. 2016 (2016).
S. Bennati, P. Fisicaro, and P. S. Valvo, “An elastic-interface model for the mixed-mode bending test under cyclic loads,” Procedia Struct. Integr. 2, 72–79 (2016).
A. A. Kryukov, “Simulation and experimental study of the hardening of cylindrical products by combined elastoplastic strain by tension and torsion,” Izv. Samara Nauchn. Tsentra Russ. Acad. Sci., No. 13 (4–4), 970–974 (2011).
A. A. Kryukov, “Technology of hardening of long cylindrical products by joint tension and reversing torsion,” Metalloobrab. No. 3 (82), 17–23 (2015).
G. A. Malygin, “Mechanism of strain hardening and dislocation-structure formation in metals subjected to severe plastic deformation,” Phys. Solid State 48, 693–699 (2006).
S. V. Grachev, Heat Treatment and Resistance of Alloys to Repeated Loading (Metallurgiya, Moscow, 1976).
S. I. Karatushin, D. A. Khramova, and V. A. Pekhov, “The Bauschinger effect for various types of plastic deformation,” Izv. Vyssh. Uchebn. Zaved., Mashinostr. No. 12, 45–50 (2017).
M. S. Podgaiskii, A. B. Maksimov, and T. M. Nalivaichenko, “Strengthening of 10G2S1 steel in relation to the temperature of cyclic bending deformation,” Met. Sci. Heat Treat. 28 (6), 455–458 (1986).
H. Ikeya and H. Fukutomi, “Cyclic bending deformation and fracture of Al and Al–1.0 mass % Mg alloy,” Procedia Mater. Sci. 12, 42–47 (2016).
J. C. R. Pereira, et al., “ULCF assessment of X52 piping steel by means of cyclic bending tests,” J. Constr. Steel Res. 138, 663–674 (2017).
S. I. Karatushin, D. A. Khramova, and Yu. A. Pleshanova, “Modeling of workpiece hardening by torsion,” Izv. Vyssh. Uchebn. Zaved., Mashinostr., No. 2, 34–39 (2019).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by T. Gapontseva
Rights and permissions
About this article

Cite this article
Khramova, D.A., Karatushin, S.I. Hardening of Workpieces Subjected to Various Types of Elastoplastic Deformation. Russ. Metall. 2021, 1743–1745 (2021). https://doi.org/10.1134/S0036029521130085
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0036029521130085