
Abstract
The Ti–Zr and Ti–Nb coatings fabricated by the electric explosion of conductors are studied by scanning electron microscopy, and the behavior of the coating/substrate interface is theoretically investigated. The results obtained are used to propose a mechanism for the interface relief formation. The wavy interface relief is assumed to be caused by the Rayleigh–Taylor instability. An analysis of a dispersion equation shows that the wavelength corresponding to the maximum increment is 0.92 μm for the Ti–Zr system and 1.67 μm for the Ti–Nb system. The distance between relief ridges detected in experiments is 2.5–8.7 μm for Ti–Zr and 5–11 μm for Ti–Nb. This difference is explained by the fact that the second maximum in the wavelength dependence of the instability increment can be observed in experiments.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
INTRODUCTION
Artificial materials are widely used in modern medicine to replace damaged tissues and organs. They must operate for a long time, withstand erosion wear, and do not contain toxic elements [1]. Volume alloying for improving the properties of implanted materials is not always justified, since a material begins to degrade from its surface. Therefore, the surface of a part should be hardened first of all [2–4].
The required specifications can be met by surface modification, in particular, the formation of a coating on a working surface. Many methods of coating deposition onto the surface of an implant have been developed to date, and gas-phase chemical and physical deposition [5, 6] and the sol gel method [7] are noteworthy. Although these methods can be sued to create coatings with the required properties, the process of their deposition is labor consuming.
Surface modification is often accompanied by coating separation, which is caused by mechanical stresses at the coating/substrate interface because of the difference between their elastic moduli [8, 9]. The stress distribution depends on the interface relief. As follows from [10, 11], a developed surface relief favors the dispersion of stress concentrators. As a result, the functional properties of a coating can be retained without the formation of extended localized plasticity bands in a matrix.
An alternative to the existing coating deposition methods can be an electric explosion of conductors [12–16]. This method can be used to create composite coatings having high adhesion and mechanical erosion resistance. To use this method widely and to search for the treatment conditions that ensure a developed coating/substrate interface relief, it is necessary to know the relief formation mechanism.
The authors of [17] proposed a mechanism, which is based on the appearance of the Rayleigh–Taylor instability, for mixing materials during electric explosion treatment. The essence of this instability consists in the fact that, if the boundary of two media moves at an acceleration directed normal to the interface from the lighter to the heavier medium, this boundary is unstable [18]. The development of the Rayleigh–Taylor instability is a complex process, which includes the formation of sharp protuberances, curtains, and bubbles [19]. Such relief elements were detected during the formation of composite coatings [12, 13, 16].
The purpose of this work is to study the mechanism of formation of the interface between a coating formed by electric explosion alloying and a titanium substrate. Titanium and its alloys are widely used to prepare implants due to their good compatibility with the human body. The Rayleigh–Taylor instability is assumed to occur at the interface during the electric explosion alloying of the titanium surface [12, 13, 16].
EXPERIMENTAL
We studied 20 × 20 × 5-mm samples made of VT1-0 titanium. Zirconium and niobium foils 568 and 134 mg in weight, respectively, were used as conductors to be exploded. To form multiphase plasma jets, we used an EVU 60/10 device, which consists of an end-face coaxial plasma accelerator. The main characteristics of the device are given in Table 1 and the principle of its operation is comprehensively described in [20, 21].
The main parameters of the electric-explosion deposition of conductors are pulse duration τ and power density q absorbed during the thermal action on a surface. The conditions required for this process were specified by the charging voltage of the accelerator energy storage system (U = 1.8 kV), the plasma stream acceleration (g = 6 × 109 m/s2), the nozzle channel diameter (d = 20 mm), and the distance from the nozzle exit section to a sample (s = 20 mm). To choose q for treatment (q = 1.5 gW/m2), we calculated the irradiated surface temperature using the model of heating by a flat thermal source [22].
The modified layers were analyzed by scanning electron microscopy (Zeiss EVO 50 XVP microscope).
RESULTS AND DISCUSSION
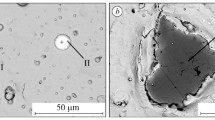
Under the chosen deposition conditions, the interface between Ti–Zr and Ti–Nb coatings and the base is wavy (Figs. 1, 2). The wavy character of the Ti–Nb coating is more pronounced. The shape of the ridges (indicated by the arrow in Fig. 2) is similar to the picture that is observed when the Rayleigh–Taylor instability was studied [18, 19]. It is logically to assume that this instability is the relief formation mechanism. The distance between ridges is 2.5–8.7 μm in the case of a Ti–Zr coating and 5–11 μm in the case of a Ti–Nb coating.

Structure of the Ti–Zr coating (cross section).

Structure of the Ti–Nb coating (cross section).
We now consider the initial stage of the Rayleigh–Taylor instability, when a flat interface loses its stability at small harmonic perturbations. The important parameters that characterize the instability at this stage are the critical wavelength at which the instability begins and the wavelength corresponding to the maximum instability [23]. To find these parameters, we have to analyze a dispersion equation for small harmonic perturbations. We analyze the dispersion equation obtained in [17],
where a = \({{\rho }_{1}}\coth \left( {kh} \right) + {{\rho }_{2}}\coth \left( {kH} \right),\)b = ik2(ρ1ν1 coth(kh)), c = g(ρ2 – ρ1) – σ0k3, ρ is the density, ν is the kinematic viscosity, σ is the surface tension, σ0 = |σ1 – σ2| is the interfacial surface tension, H is the coating thickness, h is the substrate thickness, g is the plasma stream acceleration, k is the wavenumber, and subscripts 1 and 2 belong to the substrate and the coating, respectively.
In the calculations, we use the approximation H → ∞ and h → ∞. Equation (1) was derived in the so-called viscous potential approximation [24], according to which viscosity effects are significant only at the interface. The electric explosion plasma incident on a sample is taken to be an ideal liquid, and the molten substrate layer is taken to be viscous. To find the increment, we write the cyclic frequency as a complex number ω = ωR + iα, where ωR and α are the real and imaginary parts of the complex frequency, respectively. As a result, we have the set of equationsFootnote 1
From the solution to Eq. (2), we find increment α,
To calculate α, we estimate plasma stream velocity v and acceleration g. The plasma stream velocity at the nozzle exit section of the accelerator is calculated by the empirical formula [25]
where C is the battery capacity, U is the charging voltage, m is the exponent dependent on the type of source (m = 0.05 for electric explosion sources), and τ is the pulse duration.
The stream acceleration is estimated as
where s is the distance from the nozzle to the sample surface.
Table 2 gives the physical characteristics of the materials used to find the wavelength dependence of the increment.
Figure 3 shows the increment as a function of the wavelength at the experimental treatment parameters. The wavelength of the maximum increment for the Ti–Zr pair is 0.92 μm (Fig. 3, curve 1) and 1.67 μm for the Ti–Nb pair (Fig. 3, curve 2). A smaller wavelength in the case of zirconium alloying is caused by lower interfacial surface tension. The calculated values are slightly smaller than the experimentally detected inter-ridge distances (see Figs. 1, 2). This difference could be explained by the fact that the temperature-gradient-induced effects manifest themselves during the coating–substrate interaction under real conditions. However, when Eq. (1) was derived in [16], the processes under study were assumed to occur under isothermal conditions. On the other hand, the viscous potential approximation used in this work and the assumption about an infinitely large layer thickness give only one maximum at short waves (see Fig. 3). A second maximum can appear at long wavelengths under experimental conditions. This maximum is likely to manifest itself in electron-microscopic images (see Figs. 1, 2).

Increment s. the wavelength for (1) Ti–Zr and (2) Ti–Nb systems.
Despite these differences, we can conclude that the Rayleigh–Taylor instability is the main mechanism of formation of the coating/substrate interface relief and the viscous potential approximation can be used to predict the surface relief geometry. Indeed, a decrease in the wavelength corresponding to the maximum increment points to a more developed surface relief.
The dependence of the wavelength corresponding to the maximum increment on the charging voltage is linear (Fig. 4). An increase in the charging voltage decreases the wavelength corresponding to the maximum increment. Thus, a developed surface relief forms at high charging voltages.

Wavelength corresponding to the maximum increment vs. the charging voltage for the coatings of (1) Ti–Zr and (2) Ti–Nb systems.
CONCLUSIONS
The formation of the coating/substrate interface relief during coating deposition by electric explosion of a conductor was studied for Ti–Zr and Ti–Nb systems. Using scanning electron microscopy, we showed that a developed interface relief formed during electric explosion treatment. A relief formation mechanism, which is based on the appearance of the Rayleigh–Taylor instability during electric explosion treatment, was proposed. An analysis of the initial stage of this instability showed that the wavelength corresponding to the maximum increment was 1.67 μm for the Ti‒Nb pair and 0.92 μm for the Ti–Zr pair. The dependence of the wavelength that corresponds to the maximum increment on the charging voltage is linear and can be used to choose the optimum conditions of electric-explosion coating deposition.
Notes
If the imaginary part of the complex cyclic frequency (increment) is zero, the corresponding wavelength is critical. All wavelengths with λ > λcr are unstable and lead to the formation of vortices. The wavelength at which the instability is maximal indicates the most probable size of vortex structures.
REFERENCES
S. V. Gnedenkov, S. L. Sinebryukhov, O. A. Krisanfova, A. G. Zavidnaya, V. S. Egorkin, A. V. Puz, and V. I. Sergienko, “Formation of bioactive anticorrosion coatings on resorbable implants by plasma electrolytic oxidation,” Protect. Met. Phys. Chem. Surf. 49 (7), 873–878 (2013).
L. Freitag, S. Schafföner, C. Faußauer, and C. G. Aneziris, “Functional coatings for titanium casting molds using the replica technique,” J. Eur. Ceram. Soc. 38, 4560–4567 (2018).
P. Petrov, D. Dechev, N. Ivanov, T. Hikov, S. Valkov, M. Nikolova, E. Yankov, S. Parshorov, R. Bezdushnyi, and A. Andreeva, “Study of the influence of electron beam treatment of Ti5Al4V substrate on the mechanical properties and surface topography of multilayer TiN/TiO2 coatings,” Vacuum 154, 264–271 (2018).
P. Hollmann, G. Gundis, R. Zenker, H. Biermann, K. Weigel, K. Bewilogua, and G. Bräuer, “Investigation of cracking prevention in magnetron-sputtered TiAlN coatings during subsequent electron beam hardening,” Surf. Coat. Technol. 338, 75–83 (2018).
X. Xuanyong Liu, P. K. Chu, and C. Chuanxian Ding, “Surface modification of titanium, titanium alloys, and related materials for biomedical applications,” Mater. Sci. Eng. 47, 49–121 (2004).
V. V. Savich, D. I. Saroka, M. G. Kiselev, and M. V. Makarenko, Surface Modification of Titanium Implants and Its Influence on the Physicochemical and Biomechanical Parameters in Biological Media (Belorusskaya Nauka, 2012).
S. Bagaev, A. Mazurenko, I. Smyaglikov, S. Makarevich, S. Zalepugin, and N. Chekan, “Multifunctional spine fixation device with a biologically inert coating,” Nauka Innov., No. 165, 63–67 (2016).
E. V. Torskaya, I. I. Kurbatov, A. M. Mezrin, A. V. Morozov, T. I. Murav’eva, N. N. Frolov, and V. V. Sakharov, “Mechanical and tribological properties of nanostructured coatings based on multicomponent oxides,” Trenie Iznos 34 (2), 129–137 (2013).
V. D. Sarychev, S. A. Nevskii, and V. E. Gromov, “The theoretical analysis of stress-strain state of materials with gradient structure,” Mater. Phys. Mech. 22, 157–169 (2015).
S. V. Panin, A. V. Koval’, G. V. Trusova, Yu. I. Pochivalov, and O. V. Sizova, “Influence of the geometry and str of an itf on the dvp of plastic deformation on borated structural steel specimens on a mesoscale,” Fiz. Mezomekh. 3 (2), 99–115 (2000).
V. E. Panin, A. I. Slosman, and N. A. Antipina, “Mesomechanics of surface-hardened materials,” Izv. Tomsk. Politekhn. Univ., No. 1, 30–36 (2003).
E. A. Budovskikh, V. E. Gromov, and D. A. Romanov, “The formation mechanism providing high-adhesion properties of an electric-explosive coating on a metal base,” Doklady Phys. 58 (3), 82–84 (2013).
D. A. Romanov, V. E. Gromov, E. A. Budovskikh, and S. V. Panin, “Formation of the mesostructure in the coatings deposited by electric explosion,” Deform. Razr. Mater., No. 2, 15–19 (2017).
M. I. Lerner, Modern Technologies for the Production of Nanomaterials (TPU, Tomsk, 2007).
A. Vorozhtsov, N. Rodkevich, M. Lerner, A. Zhukov, S. Bondarchuk, and N. Dyachenko, “Metal nanoparticles in high-energetic materials practice,” Int. J. Energ. Mater. Chem. Propul. 16, 231–241 (2017).
D. A. Romanov, E. N. Goncharova, E. A. Budovskikh, V. E. Gromov, Yu. F. Ivanov, and A. D. Teresov, “Elemental and phase analysis of the TiB2–Mo coating deposited onto steel by electric explosion,” Fiz. Khim. Obrab. Mater., No. 1, 47–52 (2016).
V. D. Sarychev, A. Yu. Granovskii, E. V. Cheremushkina, and V. E. Gromov, “Model for mixing the layers created by electric explosion treatment,” Fundam. Probl. Sovr. Materialoved., No. 4, 558–562 (2013).
D. H. Sharp, “An overview of Rayleigh–Taylor instability,” Physica D 12, 3–18 (1984).
V. V. Kuznetsov and S. V. Ryzhkov, “Radiation-hydrodynamic simulation of the contact boundary of a plasma target in an external magnetic field,” Prikl. Fiz., No. 3, 26–30 (2014).
A. Ya. Bagautdinov, E. A. Budovskikh, Yu. F. Ivanov, and V. E. Gromov, Physical Fundamentals of Electric Explosion Alloying of Metals and Alloys (SibGIU, Novokuznetsk, 2007).
V. D. Sarychev, S. A. Nevskii, S. V. Konovalov, and A. Yu. Granovskii, “Modeling of the initial stages of the formation of heterogeneous plasma flows in the electric explosion of conductors,” Current Appl. Phys. 18, 1101–1107 (2018).
D. A. Romanov, E. A. Budovskikh, V. E. Gromov, and Yu. F. Ivanov, Electric Explosion Deposition Wear- and Electric-Erosion-Resistant Coatings (SibGIU, Novokuznetsk, 2014).
V. K. Andreev, Yu. A. Gaponenko, O. N. Goncharova, and V. V. Pukhnachev, Modern Mathematical Models for Convection (Fizmatlit, Moscow, 2008).
T. Funada and D. D. Joseph, “Viscous potential flow analysis of Kelvin–Helmholtz instability in a channel,” J. Fluid Mech. 445, 263–283 (2001).
A. S. Kamrukov, N. P. Kozlov, and Yu. S. Protasov, “Physical principles of plasma-dynamic high-current radiating systems,” in Plasma Accelerators and Ionic Injectors (Nauka, Moscow, 1984), pp. 5–49.
ACKNOWLEDGMENTS
This work was supported by the Ministry of Education and Science of the Russian Federation (project no. 3.1283.2017/4.6) and the Russian Foundation for Basic Research (project no. 18-32-00075 mol_a).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated by K. Shakhlevich
Rights and permissions
About this article

Cite this article
Sarychev, V.D., Nevskii, S.A., Romanov, D.A. et al. Mechanism of Formation of the Coating/Substrate Interface during the Treatment of Conductors by an Electric Explosion Plasma. Russ. Metall. 2019, 289–293 (2019). https://doi.org/10.1134/S0036029519040281
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0036029519040281