
Abstract
Composite powders with compositions Al–2В and Ti–2B which may be used in self-propagating high-temperature synthesis (SHS) technologies are obtained via mechanical alloying. The evolution of structural and morphological characteristics and the fractional composition of powders during mechanical treatment is studied. A comparative analysis of the kinetics of composite powder formation is performed, and the correlation between the kinetics and properties of the metal component is discussed.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
INTRODUCTION
Boron–metal composite powders are of considerable interest for many practical applications. The powders of such composition are used in the SHS technologies of synthesizing boron-containing compounds for the production of different construction and functional composite materials [1]. The use of the boron-containing composite powders in energy condensed systems is promising [2].
A simple technological way of preparing such powders is based on mechanical treatment of the mixture of inintial powders in cooled activator ball mills [3–5]. The characteristics of the final product are determined by the technological regime, i.e., the intensity and duration of treatment, the rate of cooling, the composition of grinding medium, the particle size, and the physicomechanical properties of the initial powders.
Depending on the mechanical properties and size of the particles of the initial mixture, different scenarios of the formation of the composite particles can be achieved. The initial composition of the system considered in this work contained relatively coarse powders of ductile metals and fine powder of boron characterized by high hardness and strength.
The scheme for synthesizing metal–boron composite powders is general for the processes of mechanical alloying used for the preparation of dispersion hardened composite materials [5, 6]. During treatment of the mixture, hard submicron boron particles are introduced into the surface layers of relatively large and plastic metal particles, and then the composite particles. Two competing processes occur simultaneously: the breakdown and cold welding of particles. A consequence of these alternating processes is homogenization of the composition of the particles with an increase in the processing time. A composite powder with a developed interface between components is formed as a result. Multiple intense mechanical impacts on the powder mixture result in the formation of a highly defective atomic structure of the composite particles that is far from equilibrium.
Studying the effect mechanical activation has on the structure and its ability to react is a fast-growing line of the physical chemistry of energy condensed systems. A review of works in this field was given in [1]. The main problem is to establish the technology–structure–properties dependence of mechanically activated energetic materials.
A detailed quantitative scheme of the process of forming a composite powder must first be formulated. It is necessary to specify this process and compare the quantitative characteristics of the evolution of the composite powder’s composition and structure for metals with different physicomechanical properties in order to develop the theoretical foundations of synthesis technology. From a practical point of view, boron-containing systems are of considerable interest, especially aluminum–boron and titanium–boron composites, which have high heats of combustion in oxidizing atmospheres. The mechanical activation of such systems gives us the fundamental possibility of controlling the rate both of the reaction between components and the combustion of the composite particles. The results from studies of the effect mechanical activation has on the structure and properties of titanium–boron compositions were presented in [1, 7, 8]. The results from studies of mechanically activated aluminum–boron powders with different ratios of the components and properties of compact materials based on them were presented in [5, 8, 9]. However, the available data are insufficient for choosing a rational technology of synthesis and determining the relationship of the processes responsible for the formation of composite powders of this class. It therefore seems appropriate to study the kinetics of the formation of composite powders, and to estimate the effect the physicomechanical properties of the metal component have on the process of synthesis. Below, we present the results from a comparative study of the effect the processing time has on the structure, morphology, and fractional composition of Al–2В and Ti–2B composite powders.
EXPERIMENTAL
Powders of aluminum (ASD-1), titanium (PTS-1), and amorphous boron (B-99V) were used in our experiments. Powder mixtures were treated in an AGO-2U laboratory planetary centrifugal mill-activator with water cooling. The mixture weight was 10 g and a ball load was 100 g. The balls were 6 mm in diameter and made of ShKh-15 steel. The speed of crushing cylinder rotation was 1061.5 rpm. The processing time was 3 to 21 min. Chemically pure hexane was used as the milling medium.
Structural and morphological studies were performed via electron microscopy, X-ray microanalysis, and X-ray diffractometry using a JSM-6460LA electron microscope with an EDAX attachment for energy-dispersive microanalysis. The energy of the primary electron beam was 15 keV, the current on each sample was 1 nA, and the angle between a sample’s surface and the detector was 40°. A ZAF correction program was used to determine the volume concentration of elements. Two types of powder samples were studied: pellets ~1 mm thick, prepared using a handle press, and particles on conductive adhesive tape.
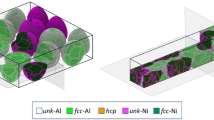
Special samples were prepared to determine the nature of the boron particle distribution in the volume of the composite particles and make a quantitative estimate of the amount of boron in them. Composite powders were mixed with a polymer powder, the mixture was pressed and solidified at an elevated temperature, and cross-sections were polished and etched with a stream of argon ions.
Diffractometric measurements were made using an EMPYREAN X-ray diffractometer with CuKα radiation in the 5°–140° range of angles. Two wavelengths, 1.5406 and 1.5444 nm, with a ratio of intensity in the spectrum of 2 : 1 were considered in our calculations. All powder diagrams were subjected to full-profile Rietveld refinement.
The fractional composition of the powders was determined using a Microtrac S3500 liquid-phase laser diffraction analyzer with high resolution. To eliminate weakly coupled aggregates, powder samples were ultrasonicated for 3 min.
The results from our X-ray microanalysis of pressed samples depending on the duration of treatment in hexane are presented in Figs. 1 and 2. It should be noted that the formal values of the relative content of components obtained for the pressed samples do not correspond to the real ones, which were around 55% Al–45% В and 69% Ti–31% В, regardless of the duration of treatment. The given dependences show the kinetics of introducing boron into the metal and homogenizing the composite powder. At the initial stage, both mixtures contained a high amount of free boron, the powder of which has low bulk density, occupies a large relative volume, and has a substantially lower coefficient of absorption of X-ray radiation than aluminum or titanium. As a result, the apparent total boron content was considerably higher than the real one. When the processing time was extended, the content of free boron fell, and the content of boron in the volume of the composite particles approached the ultimate value.

Nominal relative content of elements (С) in the pressed samples of the Al–2B composition, depending on the processing time (t).

Nominal relative content of elements in the pressed samples of the Ti–2B composition, depending on the processing time.
The rate of change in the apparent ratio of the components is a natural characteristic of homogenization kinetics. We must consider this even when the ultimate saturation of the composite particles with boron is attained. The concentrations obtained via X-ray microanalysis of the pressed samples can differ substantially from real ones [10].
It is seen from a comparison of dependences presented in Figs. 1 and 2 that the rates of homogenization of the studied systems differ considerably. In the Al–2B system, the apparent ratio of the components stabilized at a processing time of 7 min and remained virtually constant upon further treatment. The tendency toward an increase in the apparent titanium content in the Ti–2B systems continues up to the maximum processing time (21 min), although the rate of homogenization falls considerably, compared to the initial stage when the processing time grew.
The results from diffractometric studies indicate there was no appreciable amount of crystalline titanium or aluminum borides in the composite powders. Nevertheless, the possibility of a negligible amount of such phases being in the amorphous state cannot be excluded. Note that the weak narrow peak at angle 2θ = 28.10° observed in the XRD patterns of the powder of the initial mixtures corresponds to crystalline boron hydroxide and disappeared completely at a minimal processing time of 3 min.
In processing the Ti–2B powder mixture, we observed the emergence of small amounts of cubic phases: an X-phase close to the structure of Zr0.4Ti1.0 and a Y-phase close to С0.3N0.7Ti. The emergence of the X-phase was registered at processing times longer than 5 min, and the Y-phase appeared after 9 min of treatment. The content of X-phase remained the same when the processing time was increased, and the content of the Y-phase grew gradually. The volume fractions of the impurity phases became equal when the processing time was 21 min. The total content of these phases did not exceed several volume percents. The reason for the emergence of the cubic phases and their real composition needs clarification. The X-phase probably appeared as a result of the decomposition of a solid solution of impurities originally contained in the titanium, while that of the Y-phase was due to interaction between titanium and components of the grinding medium.
Boron particles in both the initial and composite powders were X-ray amorphous. The dependences of the main characteristics of the microstructure of aluminum and titanium components on the processing time in hexane are given in the Table 1. At the initial stage of processing, the size of the coherent scattering regions (CSRs) and the value of the lattice constant of the aluminum matrix fell sharply, and the second type of microdeformations characterizing the stresses in subgrains and blocks of the mosaic grew. When the processing time was increased, the changes in the microstructure parameters became nonmonotonous.
The parameters of titanium microstructure exhibited another behavior. When the processing time was increased, the CSRs in the titanium matrix shrank monotonously, reaching 10 nm at the maximum processing time. Parameter а of titanium’s close-packed hexagonal lattice remained virtually the same, while parameter с and the volume of the elementary cell grew considerably.
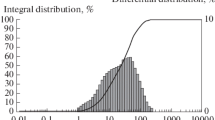
The character of the evolution of the fractional composition of Al–2B and Ti–2B mixtures also differed substantially. When the processing time was increased, the initial bimodal distributions caused by the great difference between the sizes of boron, titanium, and aluminum particles were transformed into unimodal ones. The submicron fraction, which contained mainly free boron not embedded in metals and whose content in the initial mixture was ~5% of total particle volume, disappeared almost completely when the processing time was longer than 7 min. However, a notable amount of the large particles that were missing from the initial mixture appeared in the powder of the Al–2B system, while the particle size of the larger fraction shrank in that of Ti–2B. Figure 3 shows the kinetics of the change in fractional composition, illustrated by the dependences of the main statistical characteristics of the powder systems on the processing time. As is seen, the average size of the Al–2B particles and the median value of the relative volume distribution grew faster in the initial stage of mechanical activation when the processing time was 3–7 min. Growth slowed when the duration was increased, and changes in the main statistical parameters of the fractional composition become nonmonotonous. In contrast, a monotonously falling average particle size and median value of distribution is observed in the Ti–2B system up to the maximum processing time. Figures 4 and 5 show the dependences of specific surface areas of the powders, calculated using the model of spherical particles.

Dependences of volume average particles size and median of the distribution of the relative volume on the processing time. (1, 2) Average and median particle sizes of the Al–2B composition; (3, 4) average and median sizes of the Ti–2B composition.

Dependence of specific surface area of the Al–2В powder composition on the processing time.

Dependence of the specific surface area of the Ti–2B powder composition on the processing time.
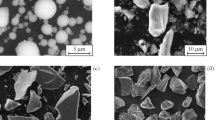
During processing, the morphology of particles of both systems changed substantially. At a processing time of 3–7 min, anisometric plate-shaped particles comprised a considerable volume fraction of the Al–2B powder mixture. When the duration of the treatment was increased, the fraction of such particles fell sharply. When the processing time was 9 min or more, the main volume of the powder system consisted of isometric particles with an acute-angled habit.
In the Ti–2B composite particles, the main mass consisted of isometric particles with irregular shapes, though a small number of relatively large particles remained at all processing times. Unlike the Al–2B system, the particles had a developed microrelief with a characteristic scale of around 1 μm. The images recorded in the natural radiation of the components testify to the high concentration of boron particles in the surface layers of the composite particles.
RESULTS AND DISCUSSION
Our experimental data allowed us to follow the evolution of the structural and morphological characteristics of the composite powders during mechanical treatment. It is clear that the formation of the internal structure and fraction composition of the powders was a result of several interdependent processes, the ratio of the rates of which depended largely on the physicomechanical characteristics of the metal component. Changes in the component composition and parameters of block structure were caused by introducing fine particles of boron into the metal and the competition between grain fragmentation and the dynamic recrystallization of the matrix material. The change in fractional composition was due to the competing processes of particle breakdown and aggregation due to cold welding. The effect the metallic component had on the relative intensity of the above processes can be estimated from a comparative analysis of the kinetics of the formation of Al–2В and Ti–2B composite powders.
At the initial stage of processing the Al–2B mixture (processing time, 3–7 min), consolidation of particles due to the introduction of fine particles of boron into aluminum and cold welding predominated. The density of the relative volume distribution over the particle size shifted to the right. Consolidation was inhibited when the processing time and the portion of large fractions were increased (Fig. 3). The content of boron in the volume of the composite particles and the main statistical characteristics of the fractional composition stabilized almost simultaneously. The morphology of the composite’s powder particles testifies to the quasi-brittle nature of breakdown. A comparison of the morphology of the mechanically activated particles of pure aluminum and the composite’s powder leads us to conclude this was due to saturation of the composite particles with boron.
The evolution of the block structure of the aluminum component began with a sharp drop in the size of the CSR. The shrinking block size was coupled with the emergence of high compressive stresses in the volume of the crystallites, reducing the lattice constant. The strongest compressive stresses occurred at a 7 min processing time and the minimum size of the CSR. Assuming that the crystallites shrank uniformly, the estimated value of the maximum stress was around 380 MPa. The corresponding energy of elastic deformation was ~0.32 J/g. At the stage of nonmonotonic changes in structural parameters (processing time, 9–21 min), the stresses changed in the range of 50–100 MPa, corresponding to a specific energy of elastic deformation of 0.005–0.020 J/g.
A monotonous drop in particle size occurred upon treating the Ti–2B mixtures. The average volume size fell from 32 μm for the initial mixture to 14 μm at a 21 min processing time. The median value of the distribution of the relative volume and decile index D90 fell from 30 and 60 to 10 and 28 μm, respectively. The morphology of the composite particles testifies to the predominantly viscous nature of breakdown. The large fraction (~10% of the total volume) contained mainly lamellar anisometric particles. When the processing time was longer than 9–12 min, the content of free boron in the system was low, as was shown by sedimentation separation and X‑ray microanalysis of the fine fraction. However, the distribution of boron particles in the volume of the composite particles was uneven, and the surface layers were re-enriched with boron.
In contrast to aluminum, a change in the block structure of titanium was accompanied by the emergence of high tensile stresses. According to estimates made within elasticity theory (Table 1), the maximum stress directed along the hexagonal axis rose from 120 MPa (processing time, 7–9 min) to 560 and 870 MPa for processing times of 15 and 21 min, respectively. The energy of elastic deformation grew from 0.04 to 0.27 and 0.66 J/g, respectively.
Defects in the crystallite volume and interphase and intergranular boundaries contributed to the excess free energy of the composite’s powder. The contribution from defects in the volume of nanocrystallites was negligible, since the high stresses during the formation of the block structure extruded mobile defects to the boundaries.
Ignoring adhesion, the sum of the surface energies of the components can be used to estimate the specific energies of interphase boundaries. When the average size of boron particles is 0.5 μm, which agrees with the scanning electron microscopy data, the values are around 5–8 J/g for both systems. When the free boron content in the system is low, the contribution from interphase boundaries should be almost constant.
Our experimental data are not enough for a direct estimate of the free energy of intercrystallite grains. However, we can estimate the values of boundary specific areas. In the Al–2B system, the specific surface area of intercrystallite boundaries reaches a maximum value of 30 m2/g at a processing time of 7 min. Its value is 14 m2/g at a duration of 12 min, and it then grows again to 28 m2/g at a duration of 21 min. The initial stage ends with the formation of thoroughly ground block structure of the aluminum component. The boundary area then changes nonmonotonously. In the Ti–2B system, the specific area of intercrystalline boundaries grows from 37 m2/g (processing time, 7 min) to 53 and 85 m2/g at durations of 12 and 21 min, respectively. Using typical values of the energy of activation for the grain boundaries in aluminum and titanium obtained using the model from [11], we may assume that the contribution from boundaries to the excess energy of the composite powders is less than 20–25 J/g for the Al–2B system and 50–60 J/g for the Ti–2B system.
These estimates cannot be considered a more or less accurate quantitative description of the evolution of the structure and energy characteristics of the composite particles. However, they do help to clarify the reasons for and correlations of the processes that result in the formation of the internal particle structure and fractional composition of the composite powder.
It is well known that the intensity of cold welding is determined by the plasticity of the metal component, all other things being equal [5]. The agglomeration of particles of the Al–2B mixture at the initial stage of processing is explained by the low yield strength of aluminum. However, increasing the concentration of boron in the composite particles increases the yield strength (dispersion hardening). On the other hand, an increase in boron content should reduce the ultimate strength of the composite material, due to the weak adhesion between components. As a result, the processes of breakdown and cold welding are balanced. Our results show this occurs at a content of boron close to the ultimate one.
The yield strength of titanium is an order of magnitude higher than that of aluminum. The intensity of cold welding in the Ti–2B system is therefore relatively low. The introduction of boron particles further reduces the role of cold welding. As a result, not only the fractional composition but the internal structure of the Ti–2B and Al–2B composite particles is differ considerably. According to the data from an X-ray microanalysis of the cross sections of our samples, the content of boron in the center and at the edges of Al‒2B particles was nearly the same, though it was not uniform. In the Ti–2B particles, the content of boron in the surface was appreciably higher than the average one. The difference in the character of block structure evolution is also explained by the high plasticity of aluminum, relative to titanium. In the Al–2B system, a dynamic equilibrium between the processes of fragmentation and recrystallization was established at a relatively short processing time. The change in the size of the CSR and internal stresses then become oscillatory with periods of no more than 3 min. Small but noticeable oscillations of the parameters of fractional composition correlated with the changing block structure parameters, due apparently to the dependence of the yield strength of aluminum on the latter. The processes of relaxation in the Ti–2B system are relatively slow, and they do not prevent the grinding of blocks up to a maximum processing time of 21 min.
Where the energy characteristics are concerned, the total excess energy of the powder was considerably lower than the heat of the reaction between components and cannot be essential to the energy balance of SHS transformation. However, the excess energy of the defect structure is an indicator of the increase in chemical activity and change in the thermophysical characteristics of the metal component.
CONCLUSIONS
Quantitative patterns were identified for the formation of structural and morphological characteristics and fractional composition of Al–2B and Ti–2B composite powders. It was established that the internal structure of the composite particles of the studied systems and the kinetics of its formation differ greatly, due to the difference between the mechanical behaviors of metallic components. The ratio of rates of main processes that determine the evolution of the powder is controlled by the degree to which the composite particles are saturated with boron. Saturation in the Al–2B system lowers the intensity of cold welding and stabilizes the fractional composition and oscillations of the block structure parameters due to the dynamic equilibrium between the processes of block fragmentation and recrystallization. There is monotonous grinding of both the composite particles and their block structure in the Ti–2B system, which has a relatively high yield strength.
REFERENCES
A. S. Rogachev and A. S. Mukas’yan, Combustion for the Synthesis of Materials: An Introduction to Structural Macrokinetics (Fizmatlit, Moscow, 2013) [in Russian].
V. E. Mel’nikov, Modern Pyrotechnics (Moscow, 2014) [in Russian].
P. S. Gilman and J. S. Benjamin, Ann. Rev. Mater. Sci. 13, 279 (1983).
P. S. Gilman and W. D. Nix, Metall. Trans. A 12, 813 (1983).
Yu. V. Kuz’mich, I. G. Kolesnikova, V. I. Serba, and B. M. Freidin, Mechanical Alloying (Nauka, Moscow, 2005) [in Russian].
K. B. Shelimov and P. Yu. Butyagin, Dokl. Akad. Nauk 316 (6) (1991).
P. Yu. Butyagin, Dokl. Akad. Nauk 331 (3) (1993).
B. M. Freidin, Yu. V. Kuz’min, V. E. Leif, et al., Metally, No. 6, 40 (1991).
B. M. Freidin, Yu. V. Kuz’min, V. I. Serba, et al., Vopr. Mater., No. 1, 415 (2002).
F. A. Gimmel’farb, X-ray Microanalysis of Layered Materials (Metallurgiya, Moscow, 1986) [in Russian].
V. N. Chuvil’deev, Nonequilibrium Grain Boundaries in Metals. Theory and Applications (Fizmatlit, Moscow, 2004) [in Russian].
ACKNOWLEDGMENTS
The authors are grateful to A.D. Aliev and A.A. Shiryaev for their assistance in our scanning electron micro-scopy and X-ray diffraction measurements. The experiments were performed using facilities at the Physical Methods of Investigation shared resource center of the Russian Academy of Sciences’ Institute of Physical Chemistry and Electrochemistry.
Author information
Authors and Affiliations
Corresponding author
Additional information
On the 90th Anniversary of the Russian Academy of Sciences’ Frumkin Institute of Physical Chemistry and Electrochemistry
Translated by N. Saetova
Rights and permissions
About this article

Cite this article
Malkin, A.I., Klyuev, V.A., Popov, D.A. et al. Physical and Chemical Mechanics of the Synthesis of Boron-Containing Composite Powders. Russ. J. Phys. Chem. 94, 490–495 (2020). https://doi.org/10.1134/S0036024420030206
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0036024420030206