
We study the influence of modification of the surface of VT-6 titanium alloy by interstitial elements (nitrogen and oxygen) on the friction coefficient in a couple with a plate of Kh18N10T stainless steel under the conditions of dry sliding friction under a specific load of 1.0 MPa for 600 sec. It is established that the values of the friction coefficients of nitride and oxide coatings with ion-sprayed carbon are stable, while the friction coefficient of the oxynitride coatings is ∼ 0.18.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Titanium alloys have significant advantages over steel in the case of their application in products of the aerospace, chemical, medical, and other industries. In particular, they are lighter, have high corrosion resistance, and are characterized by high specific strength. Moreover, they are softer than steel, have hexagonal closepacked (HCP) structures, and are always covered with very thin oxide layers due to their high chemical activity. Unfortunately, as a rule, titanium alloys are unsuitable for tribological applications in view of their low hardness and susceptibility to adhesion under the conditions of friction (seizure and microwelding) [1]. This is why the components of untreated alloys rapidly seize in tribological couples. To overcome this disadvantage, the coatings are deposited by using different methods [2]. At present, the researchers focus their attention on the twolevel (hybrid) engineering of the surfaces of titanium alloys with successive application of two or more technologies of surface treatment with an aim to get a composite with combined properties, which cannot be obtained with the use of any individual technology of modification of the metal surfaces [3]. The procedure of two-level surface engineering can use two different processes [4, 5]. The friction coefficient in friction couples is noticeably reduced as a result of oxidation and nitriding of titanium alloys [6, 7]. In addition, the process of spraying of amorphous carbon enhances this effect [7].
The aim of the present investigation is to improve the antifriction characteristics of VT6 titanium alloys by applying combined wear-resistant coatings.
Material and Methods
We used specimens of (α+β)-VT6 titanium alloy (GOST 19807-74) of the Ti–6Al–4V system containing the following alloying elements (wt.%): 5.3–6.8 Al and 3.5–5.0 V and admixtures (at most): 0.10 С, 0.30 Fe, 0.15 Si, 0.20 O, 0.05 N, and 0.015 H.
The surface layer of the specimens was modified by using different modes of thermochemical treatment (TCT):
-
oxidation: heating to 750°С in a vacuum P = 0.6 mPа, holding for 5 h in a vacuum of 0.1 Pа, cooling down to 350°С, and delivery of atmospheric air with subsequent cooling down to room temperature; as a result, we get TiO2 oxide coatings (Fig. 1a);
-
nitriding: heating to 850°С in a vacuum P = 0.6 mPа, delivery of purified commercially pure nitrogen up to P = 105Pa , holding for 3 h, cooling in nitrogen down to 250°С, evacuation, and cooling down to room temperature; as a result, we get nitride coatings whose composition is close to the stoichiometric composition (∼ TiN0.83) (Fig. 1b);
-
oxynitriding: heating to 650°С in a vacuum P = 0.6 mPа, delivery of nitrogen–oxygen mixture (80% N2 + 20% O2) up to a pressure P = 0.01 Pа, heating to 850°С and holding for 3 h, termination of the delivery of mixture, evacuation with holding for 0.5 h, and cooling; as a result, we get oxynitride whose composition is close to the equiatomic composition (∼ TiN0.46O0.54) (Fig. 1c).

Phase composition of the surface of specimens of VT6 titanium alloy after: (a) oxidation; (b) nitriding; (c) oxynitriding.
Ion spraying of carbon on the surface layers of alloy modified by using different modes of TCT was performed in the “Plazmoteg” Scientific Engineering Center at the Physicotechnical Institute of the Belarus National Academy of Sciences. The surface roughness was measured with the help of a profilometer (model 17062) and the degree of its hardening was found by measuring microhardness in a PMT-3М device under a load applied to the indenter of 0.49 N.
The tribological characteristics of the “end face of the cylinder –plate” couple were studied on a linear tribometer under the conditions of reciprocating motion [8]. Friction was realized under the conditions of linear contact of the specimens according to the “end face of immobile cylinder (body)–oscillating plate (counterbody)” scheme. The role of the body was played by nitrided, oxidized, and oxynitrided VT6 titanium alloy, and the same coatings with carbon ion-sprayed over the coatings. A plate of Kh18N10T stainless steel served as a counterbody. The frictional behavior of the alloy with coatings was studied under the conditions of friction without lubricant (dry friction), for an amplitude of displacements of 10 mm under a specific load of 1 MPa. The results of the test were processed by the methods of mathematical statistics.
The phase composition of the surface layers of the metal was determined on a DRON-3.0 X-ray diffractometer in the monochromatic CuKα -radiation with focusing the tube according to the Bragg–Brentano scheme. The voltage on the anode of the X-ray tube was equal to 30 kV at a current of 20 mA. Scanning was performed with steps of 0.05°. We used the Sietronix, Powder Cell 2.4, and FullProf software packages in order to perform the Fourier processing of X-ray diffraction patterns and determine the locations of reflection diffraction maxima and the lattice constants identified according to the data of the JCPDS-ASTM file of phases.
The state of the surface after diffusion saturation and fretting was studied with the help of an EVO-40XVP scanning electron microscope, while the chemical composition of the surface layer was studied with the use of an INCA Energy 350 system for microanalysis.
Results and their Discussion
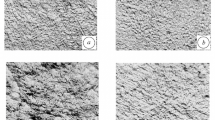
The frictional behavior of the alloy was studied in a couple with Kh18N10T stainless steel (with a surface roughness Ra = 0.067 ± 0.005 μm and a hardness of 194.6 ± 3.3 HV0.49) in the process of dry friction. For this purpose, we deposited (∼ TiO2) oxide coatings, nitride coating whose compositions are close to stoichiometric (∼ TiN0.83), and oxynitride coatings whose compositions are close to equiatomic (∼ TiN0.46O0.54 ) (Fig. 1). The specimens with the same coatings subjected to additional ion spraying with carbon were also investigated. The surface of nitrided specimens of the alloy is fairly developed and rough (Table 1 and Fig. 2a). Thus, the subsequent ion spraying makes its surface topography more pronounced by elevating the surface roughness (Fig. 2b).

State of the surface of VТ6 alloy with coatings: (a) TiN; (b) TiN + C; (c) TiO; (d) TiO + C; (e) TiNO; (f) TiNO + C.
The surfaces of oxynitrided specimens inherit the structure of the surface layer with clearly visible grains (Fig. 2c). After ion spraying with carbon, the roughness of the surface deteriorates and the grain boundaries become blurred (Table 1 and Fig. 2d). The oxynitride specimens are coated with continuous oxynitride layers (Fig. 2e). After ion spraying with carbon, these layers take the form of granular structures with blurred boundaries (Fig. 2f). It should be emphasized that the roughness deteriorates most noticeably as a result of spraying of carbon over the oxynitride coating (Table 1).
The elemental compositions of the surface layers of the specimens are presented in Tables 2 and 3. It should be emphasized that the number of constituent elements of stainless steel (Fe, Cr, Ni) on the surface of the specimens is equal to the number of constituents for VT6 alloy.
It is clear that different states of the surface affect the parameters of dry sliding friction. It was established that, as a result of dry sliding friction of the specimens of VT6 alloy with nitride coatings against a plate of Kh18N10T steel, the friction coefficient, starting from 0.15, increased after 100 sec and attained 0.55 after 600 sec (Fig. 3a). This was explained by the fact that, after the stage of running-in, we observe the onset of the process of abrasive wear of the counterbody, i.e., the steel plate, due to the high roughness and hardness of the nitride coating (Table 2 and Fig. 4).

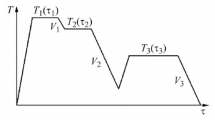
Behavior of the friction coefficient f with time in the process of dry sliding friction of the specimens of VT6 alloy with coatings against a plate of Kh18N10T steel under a specific load of 1.0 MPa: (a) TiN; (b) TiN + C; (c) TiO; (d) TiO + C; (e) TiNO; (f) TiNO + C.

Specimen surfaces coated with TiN (a) and TiN + C (b) and the elemental composition after friction in a couple with stainless steel.
The procedure of spraying of carbon over the nitride layer insignificantly affects the character of friction, in particular, the friction coefficient: starting from 0.45, it gradually decreases to 0.38 for 600 sec (Fig. 3b). On the surfaces with coatings (Figs. 4a, c), we discovered the elements Cr, Fe, and Ni of stainless steel (Figs. 4b, d).
The behavior of the oxide coating on the VT6 alloys is different. The friction coefficient whose initial value is 0.22 attains 0.48 for 100 sec (Fig. 2c), monotonically decreases within the next 300 sec, becomes equal to 0.28 after 400 sec, and does not change up to the 600 sec of testing. After friction, on the surfaces of the specimens, we observe the presence of islets (Fig. 5a) containing the elements (Cr, Fe, Ni) of stainless steel (Fig. 5b). After ion-spraying with carbon, the frictional behavior of the oxide coating somewhat changes because the friction coefficient whose initial value is equal to 0.52 monotonically decreases down to 0.4 within the first 100 sec of friction, and preserves this value for the next 500 sec of testing (Fig. 3d). As a result of abrasive wear, the elements (Cr, Fe, Ni) of stainless steel were recorded on the surfaces of the coatings.

Surfaces of the specimens coated with TiO (a), TiO + C (b), TiNO (с), and the elemental compositions after friction in couples with stainless steel. Surfaces of the specimens coated with TiNO + C (d) and the elemental compositions after friction in couples with stainless steel.
The outward appearance and behavior of the oxynitride coating in the course of dry sliding friction differ from the appearance and behavior of the other coatings. Thus, in particular, for 700 sec, the friction coefficient varies within the range 0.18–0.22 (Fig. 3e). This can be explained by the fact that this coating has the lowest hardness as compared with the other coatings and, hence, the running-in process in the course of friction runs much faster (Fig. 5c). After spraying with carbon, the friction coefficient whose initial value is 0.24, decreases to ∼ 0.18 within the first 50 sec of friction and remains on this level up to the end of the tests (see Fig. 3f). This can be explained by the presence of carbon in the valleys of the surface topography, which begins to work as a solid lubricant after deformation or fracture of microasperities (Fig. 5d). Friction is realized according to the abrasive mechanism, as shown by the components (Cr, Fe, Ni) of the stainless steel on the friction surface of the coating.
It should be emphasized that, as the hardness of the surface increases as a result of TCT and subsequent ion spraying with carbon, the tribological characteristics of the investigated tribocouples change, namely, the higher the hardness of the coating, the lower the degree of wear. This is why the formed hard microasperities suffer less intense wear as a result of which the abrasive damage to the material of the counterbody (Kh18N10T steel) is intensified and, hence, the friction coefficient increases and the period of running-in of the tribocouples changes until filling the valleys between microasperities with wear products.
It was established that, for all types of the coatings, the process of wear occurs by the abrasive mechanism (see Figs. 4a, b and 5), i.e., the softer stainless steel wears as a result of friction against hard microasperities of the coating. This is corroborated by the elemental analysis of friction surfaces of the coatings (Figs. 4b, d and 5), where we detected the elements of stainless steel (Fe, Cr, and Ni) whose amount in the intact state was equal to the content of additives in the alloy (Tables 2 and 3).
Thus, the ion-spraying of the nitride, oxide, and oxynitride coatings of titanium with carbon affects their behavior in the process of dry sliding friction against a plate of Kh18N10T stainless steel and, in particular, stabilizes the value of the friction coefficient. This is explained by the fact that carbon, together with the wear products, plays the role of a solid lubricant, stabilizing the value of friction coefficient in the investigated tribocouples. The ion spraying of the nitride and oxide coatings with carbon removes the difference between them in the initial state and guarantees the value of the coefficient of sliding friction in the process of dry friction against the steel plate on a level of 0.18–0.22. At the same time, as a result of ion spraying of the surface of oxynitride coating with carbon, the friction coefficient stabilizes on a level of ∼ 0.18.
Conclusions
By using nitride, oxide, and oxynitride coatings on VT6 alloy, it is possible to prevent the phenomenon of local grip (seizure) with the counterbody in the course of dry sliding friction. The ion spraying of these coatings with carbon affects the behavior of titanium in the process of dry sliding friction against the plate of Kh18N10T stainless steel and, in particular, stabilizes the friction coefficient of nitride and oxide coatings on a level of 0.38–0.4 and the friction coefficient of oxynitride coatings on a level of ∼ 0,18. At the same time, without spraying of the oxynitride surface with carbon, the friction coefficient varies within the range 0.18–0.26.
References
K. G. Budinski, “Tribological properties of titanium alloys,” Wear, 151, 203–217 (1991).
D. G. Bansal, O. L. Eryilmaz, and P. J. Blau, “Surface engineering to improve the durability and lubricity of Ti–6Al–4V alloy,” Wear, 271, 2006–2015 (2011).
T. Bell, H. Dong, and Y. Sun, “Realizing the potential of duplex surface engineering,” Tribol. Int., 31, Nos. 1-3, 127–137 (1998).
D. G. Bansal, M. Kirkham, and P. J. Blau, “Effects of combined diffusion treatments and cold working on the sliding friction and wear behavior of Ti–6Al–4V,” Wear, 302, 837–844 (2013).
E. Marin, R. Offoiach, M. Regis, S. Fusi, A. Lanzutti, and L. Fedrizzi, “Diffusive thermal treatments combined with PVD coatings for tribological protection of titanium alloys,” Mater. Des., 89, 314–322 (2016).
I. M. Pohrelyuk, V. M. Fedirko, and V. M. Dovhunyk, “Influence of nitriding and oxidation on the wear of titanium alloys,” Fiz.-Khim. Mekh. Mater., 36, No. 3, 123–126 (2000); English translation: Mater. Sci.,, 36, No. 3, 466–471 (2000).
M. Łępicka and M. Grądzka-Dahlke, “Surface modification of Ti–6Al–4V titanium alloy for biomedical applications and its effect on tribological performance—a review,” Rev. Adv. Mater. Sci., 46, 86–103 (2016).
I. N. Pohrelyuk, S. V. Skvortsova, V. N. Fedirko, A. G. Lukyanenko, V. S. Spektor, and O. V. Tkachuk, “Effect of hydrogen heat treatment on antifriction properties of nitrided VT6 titanium-based alloy,” J. Frict. Wear, 37, No. 3, 274–281 (2016).
The present work contains the results of the tests performed under the financial support of the Grant of the State Foundation for Fundamental Research according to the Competitive Project F73/22194.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Fizyko-Khimichna Mekhanika Materialiv, Vol. 54, No. 1, pp. 38–45, January–February, 2018.
Rights and permissions
About this article

Cite this article
Luk’yanenko, О.H., Pohrelyuk, І.М., Pobol’, І.L. et al. Improvement of the Antifriction Properties of VT6 Titanium Alloy. Mater Sci 54, 30–39 (2018). https://doi.org/10.1007/s11003-018-0153-8
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11003-018-0153-8