
Abstract—
Low-porosity layered calcium cobaltite-based ceramics with copper additions have been prepared by hot pressing and their microstructure and electrical transport and thermoelectric properties have been studied. The results demonstrate that the addition of copper particles to the ceramics reduces the average particle size of the Ca3Co4O9 + δ phase and the thermoelectric power and porosity of the samples and increases the electrical conductivity and thermoelectric power factor (P) of the ceramics. The highest thermoelectric power factor is offered by the hot-pressed ceramic with the composition Ca3Co4O9 + δ + 2 wt % Cu (P1100 = 521 μW/(m K2)), which is a factor of 1.4 higher than that of the basic material Ca3Co4O9 + δ having the same thermal history (P1100 = 363 μW/(m K2)) and more than five times the thermoelectric power factor of low-density Ca3Co4O9 + δ ceramics prepared by conventional solid-state reactions.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
INTRODUCTION
The layered calcium cobaltite Ca3Co4O9 + δ is the most promising basic component for designing p-leg materials for high-temperature thermoelectric generators because it offers high electrical conductivity (σ) and thermoelectric power (S) in combination with low thermal conductivity (λ) and is stable in air at high temperatures [1]. The functional characteristics (thermoelectric power factor (P) and thermoelectric figure-of-merit (ZT)) of Ca3Co4O9 + δ-based ceramics are significantly inferior to those of single crystals but can be appreciably improved by using low-temperature (solution phase) synthesis (an alternative to ceramic processing route) [2–5], the preparation of ceramics via hot pressing [3, 6–8] or spark plasma sintering [4, 9, 10], partial bismuth [6, 11, 12] or rare earth [13, 14] substitution for calcium and transition or heavy metal substitution for cobalt [15, 16], and generation of chemical [17] or phase inhomogeneities [18, 19].
Phase inhomogeneities in layered calcium cobaltite-based ceramics can be produced by annealing them at temperatures above the peritectoid decomposition temperature of the Ca3Co4O9 + δ phase (Tp = 1199 K in air [20]); varying the cation stoichiometry of the starting mixture so as to bring the composition of the ceramic beyond the homogeneity range of Ca3Co4O9 + δ [21] (according to Sedmidubsky et al. [20], in air a single-phase layered calcium cobaltite exists in the composition range Ca3Co3.87O9 + δ–Ca3Co4.07O9 + δ); and adding a second phase, such as a binary or mixed metal oxide [19, 22, 23] or metallic silver [6, 8, 24].
In the last case, the addition of Ag, a highly conducting phase, to ceramics makes it possible to considerably increase the electrical conductivity of the resultant composites and, as a consequence, improve their thermoelectric characteristics (P and ZT). In particular, according to Xiang et al. [8] the thermoelectric power factor of a Ca3Co4O9 + δ/7.5 vol % Ag composite at a temperature of 1000 K is 0.47 mW/(m K2), which is 40% above that of silver-free Ca3Co4O9 + δ ceramics. Kahraman et al. [24] investigated the thermoelectric properties of Ca3Co4O9 + δ + x wt % Ag (x = 0, 1, 3, 5, 10) composites and found that the highest P was offered by the material with the composition Ca3Co4O9 + δ + 10 wt % Ag, which had P = 0.43 mW/(m K2) at a temperature of 1073 K, that is, 40% above that of the basic material Ca3Co4O9 + δ.
The purpose of this work was to study the feasibility of improving functional characteristics of Ca3Co4O9 + δ-based ceramics produced by hot pressing via modification of them with copper particles.
EXPERIMENTAL
Layered calcium cobaltite powder was prepared by the glycine–citrate–nitrate process. Aqueous 2 M solutions of calcium and cobalt nitrates prepared from Ca(NO3)2 ⋅ 4H2O (analytical grade) and Co(NO3)2 ⋅ 6H2O (analytical grade) were mixed with appropriate amounts of amino acetic acid (NH2–CH2–COOH) (analytical grade) and citric acid (C6H8O7) (reagent grade) at a molar ratio of the components Σn(M2+) : n(NH2–CH2–COOH) : n(C6H8O7) = 10 : 1 : 3. The resultant solution was boiled down with constant stirring on an IKA C-MAG HS-7 magnetic stirrer at a temperature near 373 K until gel formation. The resultant gel was further boiled down in an ITNS 1000 heating mantle at 673 K without stirring, which was accompanied by gel caramelization, foaming, and self-ignition in a separate point, with instantaneous combustion front propagation. The combustion of the xerogel led to the formation of a gray-brown powder, which turned black after calcination in air at 1073 K for 6 h.
The procedures used to synthesize copper nanoparticles (via reduction of copper nitrate with sodium borohydride in aqueous solution) and Ca3Co4O9 + δ + x wt % Cu (x = 1, 2, 5) composites were described previously [25].
Sintered ceramics in the form of disks 20 mm in diameter and 2–5 mm in thickness were produced by hot pressing on a DSP-507 sintering press (Dr. Fritsch, Germany) in an argon atmosphere at a temperature of 1173 K and pressure of 16.7 MPa for 15 min. For electrical conductivity and thermoelectric power measurements, samples in the form of rectangular parallelepipeds 4 × 4 × 7 and 4 × 4 × 20 mm in dimensions were cut from the sintered ceramics and Ag electrodes were made on their end faces [26].
The phase composition of the samples was determined by X-ray diffraction on a STOE Theta/Theta diffractometer (Germany) with CoKα radiation. Their microstructure was examined by scanning electron microscopy (SEM) on a JEOL JSM-7500F (Tokyo, Japan). The apparent density (ρapp) of the sintered ceramics was determined by measuring the mass and dimensions of the samples, and their porosity was calculated as Π = (1 – ρapp/ρx) × 100%, where ρx is the X-ray density of the samples (ρx = 4.677 g/cm3 [27]).
The electrical conductivity and thermoelectric power of the materials were determined in air at temperatures from 300 to 1100 K in a direction perpendicular to the pressing axis, as described previously [26]. The activation energy (Ea) for electrical conduction in the samples was evaluated using linear portions in plots of ln(σT) against 1/T. The thermoelectric power factor was calculated as P = S2σ [1]. The thermal diffusivity (η) of the Ca3Co4O9 + δ + x wt % Cu (x = 1, 2, 5) samples was measured at 300 K in a direction parallel to the pressing axis by the laser flash method with a Linseis LFA 1000 instrument (Germany). The thermal conductivity (λ) of the samples was found using the relation λ = ηρappcsp, experimentally determined thermal diffusivity and apparent density, and specific heat (csp) evaluated from data reported by Sedmidubsky et al. [20]. The phonon (λph) and electron (λe) contributions to the thermal conductivity of the ceramics were evaluated using the relations λ = λph + λe and λe = σLT, where σ is the electrical conductivity of the ceramics and L is the Lorenz number (L = 2.45 × 10–8 V2/K2). The ZT of the materials was determined as ZT = (PT)/λ [1].
RESULTS AND DISCUSSION
The powder obtained as a result of the combustion of the xerogel was formed by agglomerated particles ranging in size from 200 to 500 nm (Fig. 1a). According to X-ray diffraction data, they consisted of calcium carbonate (CaCO3) (ICDD PDF-2, release 2004, card no. 01-086-2341) and the cobalt oxides Co3O4 (ICDD PDF-2, release 2004, card no. 01-080-1539) and CoO (ICDD PDF-2, release 2004, card no. 01-089-7099) (Fig. 1c, scan 1; Table 1). After calcination, the powder particles had the form of well-crystallized platelets ranging in size from 500 nm to 1 μm, with a habit characteristic of the layered calcium cobaltite (Fig. 1b). In the X-ray diffraction pattern of the powder, we identified reflections from only one phase, Ca3Co4O9 + δ (Fig. 1c, scan 2; Table 2) [28]. Its unit cell parameters were a = 0.4832 nm, b1 = 0.4567 nm, b2 = 0.2843 nm, c = 1.083 nm, and β = 98.24(1)°, in agreement with those reported by Masset et al. [28]: a = 0.48376(7) nm, b1 = 0.45565(6) nm, b2 = 0.28189(4) nm, c = 1.0833(1) nm, and β = 98.06(1)°.

(a, b) Electron micrographs and (c) X-ray diffraction patterns of the layered calcium cobaltite powder prepared by the glycine–citrate–nitrate process (a; c, scan 1) after xerogel combustion and (b; c, scan 2) additional calcination at 1073 K for 3 h. The numbers at scan 2 are the Miller indices of the reflections from the Ca3Co4O9 + δ phase.
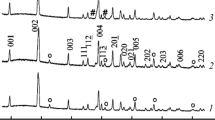
The X-ray diffraction patterns of the Ca3Co4O9 + δ + x wt % Cu (x = 1, 2, 5) composites (Fig. 2, Table 2) showed sharp reflections from the layered calcium cobaltite as the major phase and weak reflections from copper as an impurity phase (ICDD PDF-2, release 2004, card no. 01-089-2838). The intensity of the weak reflections was found to increase with increasing x.

X-ray diffraction patterns of the Ca3Co4O9 + δ + x wt % Cu composites with x = (1) 1, (2) 2, and (3) 5. The numbers at scan 3 are the Miller indices of the reflections from the Ca3Co4O9 + δ phase.
The apparent density of the Ca3Co4O9 + δ ceramic prepared by hot pressing was 3.480 g/cm3, considerably exceeding that of ceramics produced by conventional solid-state reactions (2.47 g/cm3 [18]). The density of the Ca3Co4O9 + δ + x wt % Cu composites was much higher, ranging from 4.378 to 4.524 g/cm3, which corresponded to porosities from 3 to 6% (Table 3). Thus, the addition of copper particles to layered calcium cobaltite-based ceramics produced by hot pressing allows one to obtain low-porosity (Π < 7%) ceramics whose apparent density approaches their X-ray density.
As seen in Fig. 3a, the Ca3Co4O9 + δ ceramic had a layered microstructure and consisted of well-crystallized platelets (“flakes”) 2–10 μm in size and 500 nm to 1 μm in thickness, oriented predominantly in a direction perpendicular to the pressing axis. The particle size of the major phase, that is, the layered calcium cobaltite, in the Ca3Co4O9 + δ + x wt % Cu composites was considerably smaller, in the range 1–5 μm (Figs. 3b, 3c). The present SEM results lead us to conclude that the addition of copper nanoparticles to layered calcium cobaltite-based ceramics significantly hinders grain growth during the sintering process and makes it possible to obtain finer crystalline and lower porosity ceramics.

Electron micrographs of fracture surfaces (perpendicular to the pressing axis) in the Ca3Co4O9 + δ + x wt % Cu ceramics with x = (a) 0, (b) 1, (c) 2, and (d) 5.
Near room temperature, the electrical conductivity of the ceramics exhibited metallic behavior (∂σ/∂T < 0), which changed to semiconducting behavior (∂σ/∂T > 0) near 500 K (Fig. 4a). The electrical conductivity of the Ca3Co4O9 + δ ceramic was considerably higher (σ300 ≈ 45 S/cm) than that of materials produced by standard solid-state reactions or citrate processes (σ300 ≈ 20–25 S/cm [5, 12, 14, 16, 18]), which was due to its lower porosity. The addition of copper particles to the ceramic increased its electrical conductivity more than twofold, which increased further as the copper content of the composites increased (Fig. 4a). The activation energy for electrical conduction in the Ca3Co4O9 + δ sample was 0.137 eV, and that in the copper-modified materials was markedly lower: 0.092–0.111 eV (Table 3). Thus, as would be expected the addition of copper particles to the layered calcium cobaltite leads to an increase in the electrical conductivity of the forming materials and a decrease in the activation energy for electrical transport.

(a) Electrical conductivity, (b) thermoelectric power, and (c) thermoelectric power factor as functions of temperature for the Ca3Co4O9 + δ + x wt % Cu samples with x = (1) 0, (2) 1, (3) 2, and (4) 5.
The ceramics studied in this work had a positive thermoelectric power, which led us to conclude that the majority carriers in them were holes. Their thermoelectric power was found to increase with increasing temperature and decrease with increasing copper content (Fig. 4b). This correlates with results obtained by Xiang et al. [8] and Kahraman et al. [24], who reported the S of Ca3Co4O9 + δ/Ag composites to decrease with increasing silver content.
The thermoelectric power factor of the materials studied here was found to increase with increasing temperature. Moreover, the P of the Ca3Co4O9 + δ + x wt % Cu composites considerably exceeded that of the basic material with the composition Ca3Co4O9 + δ (Fig. 4c), which was due to their high electrical conductivity. The highest thermoelectric power factor was offered by the Ca3Co4O9 + δCa3Co4O9 + δ + 2 wt % Cu composite: P1100 = 521 μW/(m K2). This is a factor of 1.4 higher than that of the Ca3Co4O9 + δ matrix material (P1100 = 363 μW/(m K2)) and more than five times the thermoelectric power factor of low-density Ca3Co4O9 + δ ceramics produced by conventional solid-state reactions (P1100 = 100 μW/(m K2)) [18].
The thermal diffusivity of the Ca3Co4O9 + δ + x wt % Cu materials at a temperature of 300 K varies in the range (5.25–5.75) × 10–7 m2/s, and the thermal conductivity evaluated from these data is ~2.2–2.5 W/(m K) (Table 3), which is typical of low-porosity layered calcium cobaltite-based ceramics [5]. The electron component of the thermal conductivity is rather low (λe/λ ≈ 3%), and the phonon thermal conductivity prevails (λph/λ ≈ 97%) (Table 3), which is characteristic of this type of material [12, 14].
The 300 K ZT (ZT300) of the layered calcium cobaltite-based ceramics modified with copper particles is 0.0228–0.0275, and estimated ZT1100 (evaluated with no allowance for the temperature dependence of λ) exceeds 0.2 (Table 3), which is considerably higher than that of Ca3Co4O9 + δ materials produced by standard solid-state reactions and approaches the ZT of high-density ceramics produced by hot pressing or spark plasma sintering [5].
CONCLUSIONS
High-density Ca3Co4O9 + δ-based ceramics containing copper particles have been produced by hot pressing and their microstructure and electrical transport, thermophysical, and thermoelectric properties have been investigated.
The results demonstrate that modifying hot-pressed layered calcium cobaltite with copper particles makes it possible to obtain high-density, fine-grained ceramics having high electrical conductivity and improved functional (thermoelectric) characteristics.
Among the samples studied here, the highest thermoelectric power factor is offered by the ceramic with the composition Ca3Co4O9 + δ + 2 wt % Cu, 521 μW/(m K2) at a temperature of 1100 K, which is a factor of 1.4 higher than that of the basic material Ca3Co4O9 + δ having the same thermal history (P1100 = 363 μW/(m K2)) and a factor of 5.2 higher than the thermoelectric power factor of Ca3Co4O9 + δ ceramics produced by a conventional processing route (P1100 = 100 μW/(m K2) [16]).
REFERENCES
Oxide Thermoelectrics, Koumoto, K., Terasaki, I., and Murayama, N., Eds., Trivandrum: Research Signpost, 2002.
Sotelo, A., Constantinescu, G., Rasekh, Sh., Torres, M.A., Diez, J.C., and Madre, M.A., Improvement of thermoelectric properties of Ca3Co4O9 using soft chemistry synthetic methods, J. Eur. Ceram. Soc., 2012, vol. 32, pp. 2415–2422. https://doi.org/10.1016/j.jeurceramsoc.2012.02.012
Katsuyama, S., Takiguchi, Y., and Ito, M., Synthesis of Ca3Co4O9 ceramics by polymerized complex and hydrothermal hot-pressing processes and the investigation of its thermoelectric properties, J. Mater. Sci., 2008, vol. 43, pp. 3553–3559. https://doi.org/10.1007/s10853-008-2561-x
Wu, N.Y., Holgate, T.C., Nong, N.V., Pryds, N., and Linderoth, S., High temperature thermoelectric properties of Ca3Co4O9 + δ by auto-combustion synthesis and spark plasma sintering, J. Eur. Ceram. Soc., 2014, vol. 34, no. 4, pp. 925–931. https://doi.org/10.1016/j.jeurceramsoc.2013.10.022
Królicka, A.K., Piersa, M., Mirowska, A., and Michalska, M., Effect of sol–gel and solid-state synthesis techniques on structural, morphological and thermoelectric performance of Ca3Co4O9, Ceram. Int., 2018, vol. 44, no. 12, pp. 13736–13743. https://doi.org/10.1016/j.ceramint.2018.04.215
Song, Y., Sun, Q., Zhao, L., Wang, F., and Jiang, Z., Synthesis and thermoelectric power factor of (Ca0.95Bi0.05)3Co4O9/Ag composites, Mater. Chem. Phys., 2009, vol. 113, nos. 2–3, pp. 645–649. https://doi.org/10.1016/j.matchemphys.2008.08.029
Torres, M.A., Garcia, G., Urrutibeascoa, I., Madre, M.A., Diez, J.C., and Sotelo, A., Fast preparation route to high-performances textured Sr-doped Ca3Co4O9 thermoelectric materials through precursor powder modification, Sci. China Mater., 2019, vol. 62, no. 3, pp. 399–406. https://doi.org/10.1007/s40843-018-9339-1
Xiang, P.-H., Kinemuchi, Y., Kaga, H., and Watari, K., Fabrication and thermoelectric properties of Ca3Co4O9/Ag composites, J. Alloys Compd., 2008, vol. 454, nos. 1–2, pp. 364–369. https://doi.org/10.1016/j.jallcom.2006.12.102
Zhang, Y. and Zhang, J., Rapid reactive synthesis and sintering of textured Ca3Co4O9 ceramics by spark plasma sintering, J. Mater. Process. Technol., 2008, vol. 208, nos. 1–3, pp. 70–74. https://doi.org/10.1016/j.jmatprotec.2007.12.093
Liu, Y., Lin, Y., Shi, Z., and Nan, C.-W., Preparation of Ca3Co4O9 and improvement of its thermoelectric properties by spark plasma sintering, J. Am. Ceram. Soc., 2005, vol. 88, no. 5, pp. 1337–1340. https://doi.org/10.1111/j.1551-2916.2005.00284.x
Li, S., Funahashi, R., Matsubara, I., Ueno, K., Sodeoka, S., and Yamada, H., Synthesis and thermoelectric properties of the new oxide materials Ca3– xBixCo4O9 – δ (0.0 < x < 0.75), Chem. Mater., 2000, vol. 12, no. 8, pp. 2424–2427. https://doi.org/10.1021/cm000132r
Matsukevich, I.V., Klyndyuk, A.I., Tugova, E.A., Kovalenko, A.N., Marova, A.A., and Krasutskaya, N.S., Thermoelectric properties of Ca3 –xBixCo4O9 + δ (0.0 ≤ x ≤ 1.5) ceramics, Inorg. Mater., 2016, vol. 52, no. 6, pp. 593–599. https://doi.org/10.1134/S0020168516060091
Prevel, M., Perez, O., and Noudem, J.G., Bulk textured Ca2.5(RE)0.5Co4O9 (RE: Pr, Nd, Eu, Dy and Yb) thermoelectric oxides by sinter-forging, Solid State Sci., 2007, vol. 9, nos. 3–4, pp. 231–235. https://doi.org/10.1016/j.solidstatesciences.2007.01.003
Klyndyuk, A.I. and Matsukevich, I.V., Synthesis and properties of Ca2.8Ln0.2Co4O9 + δ (Ln = La, Nd, Sm, Tb–Er) solid solutions, Inorg. Mater., 2012, vol. 48, no. 10, pp. 1052–1057. https://doi.org/10.1134/S0020168512090099
Wang, Y., Sui, Y., Ren, P., Wang, L., Wang, X., Su, W., and Fan, H., Strongly correlated properties and enhanced thermoelectric response in Ca3Co4 –xMxO9 (M = Fe, Mn, and Cu), Chem. Mater., 2010, vol. 22, no. 3, pp. 1155–1163. https://doi.org/10.1021/cm902483a
Klyndyuk, A.I. and Matsukevich, I.V., Synthesis, structure, and properties of Ca3Co3.85M0.15O9 + δ (M = Ti–Zn, Mo, W, Pb, Bi) layered thermoelectrics, Inorg. Mater., 2015, vol. 51, no. 9, pp. 944–950. https://doi.org/10.1134/S0020168515080105
Carvillo, P., Chen, Y., Boyle, C., Barnes, P.N., and Song, X., Thermoelectric performance enhancement of calcium cobaltite through barium grain boundary segregation, Inorg. Chem., 2015, vol. 54, no. 18, pp. 9027–9032. https://doi.org/10.1021/acs.inorgchem.5b01296
Matsukevich, I.V., Klyndyuk, A.I., Tugova, E.A., Tomkovich,M.V., Krasutskaya, N.S., and Gusarov, V.V., Synthesis and properties of materials based on layered calcium and bismuth cobaltites, Russ. J. Appl. Chem., 2015, vol. 88, no. 8, pp. 1241–1247. https://doi.org/10.1134/S1070427215080030
Delorme, F., Diaz-Chao, P., Guilmeau, E., and Giovannelli, F., Thermoelectric properties of Ca3Co4O9–Co3O4 composites, Ceram. Int., 2015, vol. 41, no. 8, pp. 10038–10043. https://doi.org/10.1016/j.ceramint.2015.04.091
Sedmidubsky, D., Jakeš, V., Jankovsky, O., Leitner, J., Sofer, Z., and Hejtmanek, J., Phase equilibria in Ca–Co–O system, J. Solid State Chem., 2012, vol. 194, pp. 199–205. https://doi.org/10.1016/j.jssc.2012.05.014
Zhou, X.-D., Pederson, L.R., Thomsen, E., Nie, Z., and Coffey, G., Nonstoichiometry and transport properties of Ca3Co4 ±xO9 + δ (x = 0–0.4), Electrochem. Solid-State Lett., 2009, vol. 12, no. 2, pp. F1–F3. https://doi.org/10.1149/1.3039948
Jankowski, O., Huber, S., Sedmidubsky, D., Nadherny, L., Hlasek, T., and Sofer, Z., Towards highly efficient thermoelectric: Ca3Co4O9 + δ · nCaZrO3 composite, Ceram. Silik., 2014, vol. 58, no. 2, pp. 106–110.
Gupta, R.K., Sharma, R., Mahapatro, A.K., and Tandon, R.P., The effect of ZrO2 dispersion on the thermoelectric power factor of Ca3Co4O9, Phys. B (Amsterdam, Neth.), 2016, vol. 483, pp. 48–53. https://doi.org/10.1016/j.physb.2015.12.028
Kahraman, F., Madre, M.A., Rasekh, Sh., Salvador, C., Bosque, P., Torres, M.A., Diez, J.C., and Sotelo, A., Enhancement of mechanical and thermoelectric properties of Ca3Co4O9 by Ag addition, J. Eur. Ceram. Soc., 2015, vol. 35, no. 14, pp. 3835–3841. https://doi.org/10.1016/j.jeurceramsoc.2015.05.029
Matsukevich, I.V., Atkinson, I., Basarab, S.V., Petcu, G., Petrescu, S., Pârvulescu, V., and Fruth, V., Composite materials based on MgO and metallic nanoparticles for catalytic applications, Roman. J. Mater., 2019, vol. 49, no. 4, pp. 483–490.
Klyndyuk, A.I. and Chizhova, Ye.A., Thermoelectric properties of the layered oxides LnBaCu(Co)FeO5 + δ (Ln = La, Nd, Sm, Gd), Funct. Mater., 2009, vol. 16, no. 1, pp. 17–22.
Madre, M.A., Costa, F.M., Ferreira, N.M., Sotelo, A., Torres, M.A., Constantinescu, G., Rasekh, Sh., and Diez, J.C., Preparation of high-performance Ca3Co4O9 thermoelectric ceramics produced by a new two-step method, J. Eur. Ceram. Soc., 2013, vol. 33, no. 10, pp. 1747–1754. https://doi.org/10.1016/j.jeurceramsoc.2013.01.029
Masset, A.C., Michel, C., Maignan, A., Hervieu, M., Toulemonde, O., Studer, F., and Raveau, B., Misfit-layered cobaltite with an anisotropic giant magnetoresistance: Ca3Co4O9, Phys. Rev. B: Condens. Matter. Mater. Phys., 2000, vol. 62, no. 1, pp. 166–175. https://doi.org/10.1103/PhysRevB.62.166
Funding
This work was supported by the National Academy of Sciences of Belarus and the Ministry of Education of the Republic of Belarus through the Materials Physics, Novel Materials, and Advanced Technologies National Research Program (Materials Research and Technologies Subprogram, task no. 1.55: Development and Characterization of Layered Calcium Cobaltite-Based Composite Thermoelectrics) and by the Ministry of Education, Science, Research, and Sport of the Slovak Republic through the National Scholarship Programme of the Slovak Republic.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Klyndyuk, A.I., Matsukevich, I.V., Janek, M. et al. Effect of Copper Additions on the Thermoelectric Properties of a Layered Calcium Cobaltite Prepared by Hot Pressing. Inorg Mater 56, 1198–1205 (2020). https://doi.org/10.1134/S0020168520110059
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0020168520110059