
Abstract
In this article, an effort has been made to investigate the evolution of microstructure, texture and mechanical properties of AA 7075 alloy during equal channel angular pressing (ECAP) by route BC at room temperature at a pressing speed of 1 mm/min. Transmission electron microscopy (TEM) revealed the presence of rod-like (MgZn2) precipitates in annealed conditions which were broken after two ECAP passes along with remarkable grain refinement due to high imposed strain after the second pass. After two consecutive ECAP passes, hardness, yield strength, and tensile strength of the alloy increased significantly in comparison to initial annealed condition. The fraction of high angle boundaries (HABs) and grain misorientation angle significantly increased after ECAP passes compared to the initial condition. Texture measurements were performed by X-ray diffractometer (XRD), on TD plane (parallel to extrusion direction). Texture results revealed the dominance of \(C_{\theta }\) and \(A_{2\theta }^{*}\) components after the first pass and the presence of strong \(B_{\theta }\), \(\bar{B}_{\theta }\) and \(\bar{A}_{\theta }\) components along with weaker \(A_{2\theta }^{*} ,\;C_{\theta }\) components after the second pass. Scanning electron microscopy (SEM) revealed that the average dimple size was gradually reduced with increasing the ECAP passes.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
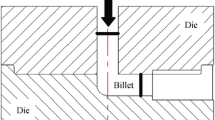
During the last two decades, severe plastic deformation (SPD) processes have been established as an effective metal forming technique for producing very fine grain size (sub-micrometre or nanometer) structures in bulk materials [1,2,3]. Lee and his co-workers [1] together with Stoica [2], Ferrasse [3] and their research group in different efforts made extensive studies on accumulative roll bonding (ARB) and ECAP for different Al alloys. Strength, hardness, toughness and fatigue resistance increase drastically due to the development of ultra-fine grain (UFG) structures [4,5,6]. Kim [4], Shadabroo [5] and Roven et al. [6] have revealed the formation of UFG by the combined effect with post-ECAP treatment in detail. Some well-known SPD processes like ECAP, high-pressure torsion (HPT), ARB have been extensively investigated for fabricating UFG structures for different types of metals, alloys, and composites as reported by Lee et al. and Ebrahimi et al. [1, 7]. Among the various SPD processes, ECAP is considered as one of the most attractive techniques for developing micro or nanostructured materials by imposing extensive plastic strain to materials [8]. Dadbakhsh et al. [8] verified the effectiveness of ECAP process for EN AW 6082 alloy when treated combined with ageing treatment. Cardoso et al. [9] reported the main advantage of ECAP is its low processing cost and easy handling due to the simplicity of operation. The reasons for ECAP being the most efficient process among the all SPD processes have been unanimously put forward by many researchers [10,11,12,13,14]. Pirgazi et al. [10] compared ARB with ECAP for EN AW 1100 alloy, Nagasekhar et al. [11] analysed the results with the help of Finite Element Measurement (FEM), Cepeda [12], Kumar [13] and Cardoso et al. [14] unveiled the mechanisms of grain refinement, in association with development of high dislocation density as being the prevailing driving force during ECAP to attain high strength in materials. A detailed description about the ECAP process has been discussed by Li [15] and Djavanroodi et al. [16] for face-centred cubic (FCC) and body-centred cubic (BCC) materials. During ECAP, a well-lubricated billet is extruded through a die with two channels of equal cross-sections, with a corner angle and outer corner curvature angle [15, 16]. Under this condition, the billet will move as a rigid body and experience shear deformation at the intersection point of the two channels, without a change in sample geometry. Thus, the intense plastic strain is being imposed on the materials by applying one or multiple ECAP passes as demonstrated by Ebrahimi et al. [17]. The common routes of ECAP process are A, BA, BC, C; these denominations refer to the rotations of the ECAP billet’s longitudinal axis after each repeated passes [18,19,20,21]. Valiev et al. [18], Leo et al. [19], Serban et al. [20] and Suwas et al. [21] in their work elaborately demonstrated different routes of ECAP for varieties of alloy systems. According to Shaeri et al. [22], the die angles, the number of ECAP passes, the processing route, processing temperature, and back pressure are the important parameters that influence the final mechanical properties, microstructure, and crystallographic texture.
Recently, high-strength 7075 aluminium alloys have gained momentum in the field of automobile, aircraft, marine and general structural engineering applications, owing to their high strength, low density, high fracture toughness, and excellent corrosion-resistance properties at ambient temperature [23,24,25]. Among the numerous researchers, the authors took the privilege to refer the work of Esmaeilia [23], Zhao [24], and Ghosh [25] and their co-workers to efficiently mention the utility of 7075 alloy. It was well reported by Zhao [24], Ghosh [25], Islamgaliev [26] and Zhenga et al. [27] and associated researchers that heat-treatable Al alloys can be strengthened through the solid solution and precipitation hardening by selecting an appropriate heat treatment cycle. It was shown that conventional age-hardening could be combined with SPD, as shown by Vaseghi et al. [28], as they reported the distribution of fine nano-sized precipitates dispersed in a UFG microstructure after age hardening. According to Zheng et al. [27], the ultimate tensile strength (UTS) can be approximately 150 MPa higher after ECAP in comparison to conventional T6 condition for 7xxx series alloys. Grain refinement, in combination with age-hardening, is the predominant mechanism for increment of strength of the material. Moreover, this increment in strength can be attained without appreciable loss in ductility. High-strength Al alloys, including EN AW 7075, are difficult to be formed at room temperature due to the formation of failure cracks or segments during ECAP as reported by Shaeri et al. [29]. Therefore, room temperature ECAP imposes some serious restrictions and consequently, annealing is recommended to increase the formability. Additionally, Wang et al. [30] clarified the application of backpressure from the outlet of the ECAP channel, which aids to prevent failure during ECAP by blunting the crack tip. Besides, application of back pressure can restrict the amount of dead zones by forcing the metal flow at the outer corners of the ECAP die making the microstructure refined and uniform, especially at the bottom surface of the billets [31]. Valiev and Langdon [31] in their review article discussed elaborately the reasons for generation of refined grain structure along with the influence of back pressure.
The main aim of this paper is to investigate the effect of a particular processing route (BC) of ECAP, deformed at room temperature, on mechanical properties and crystallographic texture for EN AW 7075 alloy in annealed condition. Route BC, which is 90° clockwise rotations of the billet around its longitudinal axis after each repeated pass, has already been proven to produce a homogeneous equi-axed grain structure with a large fraction of high angle grain boundaries and has been evidently established by Valiev et al. [31] and Shaeri et al. [32, 33]. Since the production of a UFG for EN AW7075 alloy with superior mechanical properties is strongly dependent on the crystal orientation, effort has been made to examine the macro-texture of the deformed material by bulk XRD technique and subsequently correlate microstructure and mechanical properties for greater scientific perspective.
2 Materials and methods
The material used in this work is a commercial EN AW 7075 Al alloy and the nominal chemical composition is given in Table 1. An as received extruded bar of 7075 alloy was machined with a final dimensions of 11.9 mm diameter and 60 mm length. Prior to ECAP, these billets were annealed for 5 h at 415 °C. Annealing was performed to avoid any catastrophic crack formation during subsequent ECAP processing, and were used as the starting material for this work. The ECAP facility used for the present investigation was constituted with a die angle of Φ = 90° and an outer corner curvature angle of Ψ = 20° [18, 22]. The billets and the die were well lubricated using MoS2 containing grease. ECAP was carried out in two subsequent passes following BC route, at a pressing speed of 1 mm/min. The true nominal plastic strain for each pass through the die was calculated to be 1.192 [31].
The micro-hardness of the extruded billet was measured by a Vickers hardness tester (Leica-VMHT®), applying a load of 300 gf for 20 s dwelling time. Average hardness values were calculated from five indentations maintaining a confidence index of 0.92. Tensile tests were performed at ambient temperature with an Instron® universal machine applying a constant strain rate of 10−3 s−1.The test specimens were prepared with a gauge length of 10 mm and a cross-section of 2.0 mm × 1.5 mm, following ASTM E-8 M standard [29]. The tensile specimens were extracted from the ECAP billets maintaining tensile direction parallel to the extrusion direction. Machining was performed in such a way that the middle of the ECAP billet coincided with the gauge length of the tensile sample.
Microstructural characterization of the samples was performed by transmission electron microscopy (TEM) and electron backscatter diffraction (EBSD) techniques. For TEM characterization, the thick foils were mechanically grounded and then 3 mm diameter thin samples were punched out from thin foils before they were reduced to a final thickness to 0.1 mm and subsequently polished by twin-jet electropolishing facility, using 30% HNO3 in methanol at − 25 °C at an operating voltage of 35 kV. TEM samples were examined in a Cs corrected JEOL® microscope of type JEM2200FS/Cs, operated at 200 kV. EBSD measurements were carried out in a FEG-SEM of type FEI-Quanta 450®, equipped with an EBSD attachment of type EDAX-TSL®. The EBSD scans were carried out with a step size of 5 µm and 0.1 µm for annealed and ECAPed samples, respectively. For sample preparations, the surface of the ED-TD cross-sectional area (cf. Fig. 1) was mechanically grounded by 4000 SiC emery papers, then cloth polished with 3 and 1 µm, followed by electropolishing with A2 Struers electrolyte with an accelerating voltage of 10 V for 10 s. Texture measurements were performed with the X-ray diffraction method, using a Bruker D8 discover texture goniometer using CuKα radiation. Four incomplete pole figures for (111), (200), (220), (311) planes were measured on the mid-thickness plane, parallel to the extrusion direction shown in Fig. 1 [34]. The orientation distribution function (ODF) was calculated from the measured pole figure using the method of Bunge [34] applying triclinic symmetry. Suwas et al. elucidated the detail procedures of texture measurement. The volume fractions of different shear components were calculated from the ODFs, considering an angular spread of 11° from the ideal locations in Euler space.

Texture measurement planes (ED-TD) with reference of ECAP die geometry
3 Results and discussion
3.1 Microstructural characterization
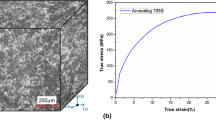
Figure 2a shows the microstructure of the annealed specimens before ECAP. In annealed condition the materials exhibited equi-axed grains with an average grain size of 70 µm, carrying the signature of the almost fully recrystallized matrix. In Fig. 2b the TEM microstructure of 7075 alloys in the annealed condition, revealed the presence of a large number of precipitates, which were homogeneously distributed throughout the material. The morphology of the precipitates was mainly of two types (i) rod-like precipitates (Fig. 2b) [13] with a size in the range of 190–220 nm and (ii) spherical particles with a diameter in the range of 40–82 nm. The TEM based EDS analysis revealed the presence of Mg and Zn in the precipitates, indicating a possible presence of MgZn2 particles [25]. The presence of small amount of Cu can also be noticed in Fig. 2c.

a Starting material, before ECAP. b Presence of different precipitate morphology in the annealed condition of Al 7075 alloy. c Energy dispersive spectroscopy (EDS) analysis of precipitates
Noticeably, the deformed grains were well aligned along the shear direction (Fig. 3a) after first ECAP pass. While the grains become smaller and homogeneous (Fig. 3b, c) after second pass, which is in line with the observation of Cardoso et al. [9]. It was also indicated that after the second pass, the material contained uniformly distributed deformation bands having width in the range of 220–250 nm (Fig. 3c). These deformations bands were associated with dislocation cells and sub-grain formation. It can also be observed that the rod-like precipitates were fragmented due to the high imposed strain after 2nd passes of ECAP showed in Fig. 3c. The average grain size after the first pass was 2.6 µm, while that after the second pass was 650 nm, making a reduction in grain size with two orders of magnitude (Fig. 4a).Understandably, majority of the grain refinement has happened during the first pass, grain refinement continued during the second pass making the grain size in the range of nano meter, by the mechanism of cell formation, rearrangements and creation of new Geometrically Necessary Dislocations (GNDs). As seen in Fig. 4b, the microstructure of all samples mainly consists of high angle boundaries (HABs) and the fraction of the HABs has increased with each subsequent ECAP passes starting from the annealed condition. At high accumulated straining after the two passes, the dislocations substructure developed due to repetitive processing by ECAP and therefore the fraction of HABs was much higher after the second pass than in the annealed condition. At the same time, the fraction of LABs was decreased from the initial annealed condition till the first pass, which indicates the occurrence of severe grain fragmentation, probably due to the activation of different slip systems in adjacent volume elements within a grain. The natural consequence being lattice rotation gradients between the neighboring elements producing newly volume elements separated by HABs [35].

a Typical EBSD maps after the first pass b after second pass showing the preferred alignment of the grains after second ECAP pass and c TEM depicting the formation of elongated grains

The effect of accumulated ECAP passes on a grain size b fraction of high- and low-angle grain boundaries
The misorientation profiles for annealed and subsequent ECAPed samples are shown in Fig. 5a–c. Relatively large fractions of highly misoriented grains are formed after the first ECAP pass compared to the initial condition. This tendency, however, became sluggish during the second pass. It was reported by Naghdy and Eldanaf et al. [35, 36] that with increasing deformation, the misorientation angles of the grains increased and this finally resulted in the formation of new ultra-fine grains, which were separated by high-angle grain boundaries. The misorientation profiles of the ECAP-processed samples have been illustrated in Fig. 6a–f (relative point to point and point to origin) along the longitudinal and transverse directions for the annealed sample (marked A1 and A2 in Fig. 2a), after the first pass (marked A3 and A4 in Fig. 3a) and after the second pass (marked in A5 and A6 in Fig. 3b). As can be seen in the annealed sample, the misorientation was very small in both longitudinal and transverse directions (Fig. 6a, b). In comparison to the initial annealed condition, the misorientation angles of the grains for first and second pass ECAP samples were higher due to higher accumulation of dislocations produced by subsequent ECAP deformations. It can also be noticed that degree of misorientation was increased to a certain extent with increasing the number of ECAPed passes. Furthermore, in the transverse direction (A4, A5) the overall misorientations gradients were slightly higher compared to the longitudinal direction (A3, A5) for both ECAPed passes (Fig. 6c–f), although the point-to-point misorientations remained lower for both samples. Large misorientation gradients actually provided sufficient driving force for the transformation of LABs to HABs and favor further grain refinement, which is consistent with EBSD results shown in Fig. 4 a, b. As the misorientation angles increased with increasing deformation, coarse grains were converted to fine grains surrounded by HABs [37]. Zha et al. [37] clarified in detail that the existence of large misorientation during ECAP is responsible for grain subdivision. Kernel average misorientation (KAM) analysis was performed to measure the local misorientation or intra-granular misorientation distribution for ECAP processed samples. Naghdy [35] and Ghosh et al. described that [38] KAM value gives the average misorientation between a pixel and the surrounding neighboring pixels. This analysis helps to understand the localized plastic deformation and evolution of GNDs in deformed materials. As KAM value generates information related to formation of very low angle misorientation to accommodate the GNDs within the grains, the analysis was performed up to 5° misorientation [38]. Further calculation beyond 5° did not bring any perceivable change in intensity or frequency for the present research. From the KAM distribution (Fig. 7), it can be seen that first pass ECAPed samples shifted to a higher angle of misorientations due to increase in strain compared to annealed sample. The KAM distribution was reduced after the second pass, probably because of the formation of energetically homogenous microstructure [39]. Bracke et al. [39] obtained similar homogenous deformation structure after cold rolled in FCC system. It has been noticed that higher KAM value was observed, for samples with first ECAP pass due to the presence of more number of GNDs. Whereas for the samples with second pass smaller KAM value can be justified due to presence of finer homogenous grains throughout the matrix.

The misorientation distribution plots for a annealed b first pass c second pass samples


Distribution of KAM maps with misorientation angles less than 5 degrees for samples a annealed b first c the second pass and d graphical representation of KAM angles
3.2 Mechanical properties
The mechanical properties of the initial annealed and ECAPed samples were summarized in Table 2. Figure 8 illustrated the engineering stress–strain curves which exhibited the continuous yielding behaviour in all investigated samples. The hardness, yield strength, and ultimate tensile values were increased after ECAP. Hardness increased from 73 VHN in annealed condition to 127 VHN after the second ECAP pass, which corresponds to an increase of approximately 74%. Yield strength and ultimate tensile strength after two ECAP passes have increased by 107 and 39%, respectively, compared to the annealed condition. Although, the maximum strength was achieved after the second ECAP pass, the elongation was at its lowest compared to the annealed and first ECAP conditions (Table 2). It can be noticed that the decrease in ductility after the second ECAP pass compared to the annealed condition was nearly 66% and compared to the first pass a reduction of 37% was observed. The above finding corroborates with the fact that with increasing ECAP strain, strength and ductility change inversely. The contribution of the overall strength of the AA7075 alloy may come from (i) grain refinement (ii) dislocation strengthening and (iii) the presence of precipitates and fragmentation of precipitations during the ECAP process. The enhancement of dislocation density with increasing ECAP passes refined the grains and created high-angle grain boundaries. The glissile dislocations now face more hindrance from newly formed dislocations and grain boundaries along with the already existed grain boundaries. The presence of fine dispersed MgZn2 precipitates also effectively pin the grain boundaries and dislocations movement [25]. As deformation progressed during ECAP, fragmentation of said precipitates also contributed to overall strengthening by restricting dislocation motions [9, 40,41,42]. Zhang [40] and Tang et al. [41, 42] explored similar observation in their work and subsequently correlated by tensile and TEM analysis.

Engineering stress–strain diagram of AA 7075 alloy before and after ECAP passes
In this investigation, the following two main strengthening mechanisms were considered: (a) grain refinement (b) work hardening due to increase of dislocation density. The fragmented precipitates were too small to be resolved in TEM images, which lead to uncertainty in strength calculation from precipitation hardening. The strengthening effect induced by grain refinement hardening \((\sigma_{\text{g}} )\), can be expressed by the Hall–Petch equation,
where, \(\sigma_{0}\) is the lattice friction stress against the movement of dislocations and its value is ∼ 20 MPa for Al [25, 32], the Hall–Petch coefficient \(\left( k \right)\) is a structure sensitive constant that represents the contribution of the grain boundaries to the related strengthening and is approximately equal to 0.12 MPa \(\sqrt m\), where d is the average grain size. The average grain sizes after the first and second ECAP passes were 2.6 µm and 650 nm. Dislocation strengthening can be described by the Taylor equation (Eq. 2),
where \(\alpha\) is a shape factor normally ~ 0.3, \(M\) is the average Taylor factor assuming its value as 3.06 for a random textured material, \(G\) is the shear modulus and its value can be taken as 26 GPa, \(b\) is the length of burgers vector of dislocations, which is equal to 0.286 nm for octahedral slip in pure Al [25], \(\rho\) is the dislocation density. The value of \(\rho\) after first and second ECAP pass was taken as 3.98 × 1414, 4.8 × 1414 (m−2), respectively, for 7075 alloy at room temperature [32].Therefore, the estimation of total strength \((\sigma_{\text{total}} )\) can be written as follows:
Applying the values for average grain size and dislocation density in Eq. 3 after first ECAP pass, the grain refining and dislocation strengthening were found to be 117 and 141 MPa, respectively. Similarly, for the second ECAP pass, the values were found to be 169 and 148 MPa, respectively. Considering yield strength as simple summation of contributions from grain size and dislocation density, the total yield strength of the material became 258 and 317 MPa for first and second ECAP pass, respectively, which were close to the experimental value of 285 and 328 MPa. The contribution from dislocations strengthening (141 MPa out of 258 MPa, ~ 55% of total yield strength) was slightly higher than that from grain refinement (45% of total yield strength) for first ECAP pass. Whereas, the contribution from grain refinement (169 MPa out of 317 MPa, 53% of total yield strength) was slightly higher than the contribution of dislocations (47% of total yield strength) for second pass.
In previous literature by Dieter [43], the total area under the tensile curve, considered as a measure for tensile toughness mentioned, was found to be higher for annealed condition compared to that after the second ECAP pass. The tensile stress–strain curves have been further analyzed to understand the strain hardening behaviour of the investigated specimens. The strain hardening phenomena that occur due to the continuous generation of dislocations further increases the dislocations density within the materials as the deformation progresses. The dislocation motion was hindered by the presence of other dislocations, grain boundaries or precipitates. According to Mandal et al. [44], this resistance to dislocation motion is essentially a resistance to plastic deformation itself and hence it characterizes material strengthening.
In earlier literature [43], Hollomon proposed an empiric relationship between true stress and true plastic strain for a tensile test:
where \(\sigma\) is true stress, \(K\) is strength index, ε is the true plastic strain and \(n\) is strain hardening exponent [43]. A linear regression function was applied using the following Eq. 5, to obtain the strain hardening exponent:
Figure 9 displays a response of \(\ln \sigma\) versus \(\ln \varepsilon\), of which the slope determines the hardening exponent (n), cf. Table 3. It was observed that the n-value decreased with the increasing number of ECAP passes and the change is dependent mainly on grain size and dislocation density. Therefore, the large difference in n-values between the annealed and ECAPed samples can be substantiated by the fact that grain size became smaller and dislocation density increased considerably after ECAP. Higher dislocation interaction and shorter mean free path of dislocations improved the resistance against further deformations for the second pass ECAPed sample.

The ln σ vs. ln ε plots for determining the strain hardening exponent (n)
Figure 10 demonstrated the strain hardening as a function of true strain, derived from the engineering stress–strain curve (Fig. 8), under different conditions. The strain hardening curves revealed presence of two distinct stages, denominated as stage II and stage III. Stage II corresponds to the beginning of yielding from elastic to plastic state with an increase in true strain for all three samples. In this stage, movements of dislocations are relatively difficult compared to stage I. During stage III, the 2nd pass ECAP sample exhibited a pronounced decrease in strain hardening rate in the range of 0.025–0.04 true strain. Strain hardening rate decreased slowly and remain almost constant with true strain for the annealed condition because of the presence of a stable coarse grain microstructure. The strain hardening rate decreased moderately with true strain for the first-pass ECAP sample. However, it was imperative to mention that the work hardening rate for annealed and first-pass ECAP sample does not decrease to zero at failure, indicating that failure has occurred by necking. Different stages and mechanism of work hardening rate curve has been explained by Ozturk [45] and Byun et al. [46]. Stage III was relatively smaller for the second pass ECAP sample due to its little elongation property. The deformation imposed during ECAP is responsible for the increase of dislocation density and subsequent pile-ups at the grain boundaries, causing an increase in work hardening. Decrease of grain size from 70 μm to 650 nm during transformation from annealing to second pass was mainly responsible for increased strain hardening rate. Whereas, for annealed samples the rate of dynamic recovery becomes predominant and outbalance the rate of dislocation generation making work hardening sluggish. Hence, it exhibited a linear decreased of work hardening behaviour and pronounced ductility.

Strain hardening rate versus true strain of tensile deformed annealed and ECAPed specimens
3.3 Crystallographic texture evolution
Detailed analyses of deformation texture were done by calculating orientation distribution function (ODF), imposing triclinic symmetry. The texture analysis was done on the transverse direction (TD) plane (z axis), which was parallel to the extrusion direction. For ECAP textures, the Miller indices {hkl} < uvw > are used for referring to specific crystal orientation, whereby {hkl} indicates the normal direction (ND) to the shear plane and < uvw > indicates the extrusion direction (ED) (Fig. 1). The experimental (111) pole figures, of annealing sample (starting material) and ECAPed materials for the first and second pass, are shown in Fig. 11a–c. According to Beyerlein et al. [47] report, the ideal orientations of ECAP can be used for the purpose of interpreting these experimental ECAP pole figures (Fig. 11d). It was clear from the pole figure and ODF that the texture of the starting material was random (Figs. 11a and 12a).In the ECAP process, simple shear deformation was achieved at the intersection planes of the two channels. The ideal ECAP texture components were equivalent to simple shear conditions, only rotated by 45° with respect to the ECAP reference system (Fig. 11d). It can be concluded from the (111) pole figure (Fig. 11b, c) that the textures after the first ECAP pass exhibited a near-ideal shear texture, whereas after the second pass the texture deviated a lot. This is due to the consecutive change of shear plane and retained texture with the number of ECAP passes and this phenomenon has been explained by Eldanaf [48] during the processing of aluminium by ECAP process. The simple shear texture is normally described by two types of partial fibres: (i) the {111} shear plane (A fibre) containing \(A_{\theta } ,\bar{A}_{\theta } , A_{1\theta }^{*} , A_{2\theta }^{*}\) texture components and the < 110 > ║shear direction (B fibre) containing \(A_{\theta } ,\bar{A}_{\theta } , B_{\theta } ,\bar{B}_{\theta } , C_{\theta }\) texture components [47]. ODFs were plotted in Euler’s space in the triclinic domain with 0 < φ1 < 360° and 0 < Φ<90° (Fig. 12a–c). The Euler angles and Miller indices of the ideal orientations of ECAP processed (FCC) materials for die angle of Φ = 90° were summarized in Table 4 and Fig. 12d [33, 47]. Based on the ideal ECAPed orientations, the experimental ECAP texture components were identified in the ODFs. However, the texture components were not located in their ideal positions on the ODFs. Their deviations from their ideal positions were listed in Table 5. The deviations were noticed along φ1 direction, which indicates the rotation of texture components around the TD axis.

The experimental (111) pole figure of a annealed alloy b after the first ECAP first pass, c after second ECAP pass, (d) ideal ECAP orientations for FCC materials for Φ = 90° [28]

φ2 = 0°, 45° sections of the ODFs for ) annealed b first pass c second pass ECAPed processed samples d key figure showing ideal ECAP orientations for FCC materials for Φ = 90°
It can be seen from φ2 = 0° ODF section (Fig. 12b) that strong and spread \(A^{*}_{2\theta }\) and \(C_{\theta }\) components were present with the weak \(A^{*}_{1\theta }\) component. While in φ2 = 45° section, relatively lower shifts from the ideal components were observed, except for \(\bar{A}_{\theta }\) and \(B_{\theta }\) component. Moreover, the B fibre was not continuous and non-uniformly spread within \(B_{\theta }\) and \(C_{\theta }\) components. After the second ECAP pass, the \(C_{\theta }\) component was insignificant, cf. Figure 12c. It was also observed from ODF of φ2 = 45° section that much higher deviation from the ideal position was found for \(A^{*}_{2\theta }\), \(B_{\theta }\) and \(\bar{A}_{\theta }\) components. The texture deviation of the \(A^{*}_{2\theta }\) component after second pass was founds even times higher compared to the first pass while its intensity has reached almost half. However, the higher intensities were noticed for \(B_{\theta }\), \(\bar{B}_{\theta}\), \(\bar{A}_{\theta }\) and \(A^{*}_{1\theta }\) components. The φ2 = 45° section also displayed the continuous distribution of orientation of \(A_{\theta }\), \(B_{\theta }\), \(C_{\theta }\) texture components on the B fibre. The intensity of the Cθ component on the B fibre was quite low compared to the \(B_{\theta }\) and \(A_{\theta }\) components. Similarly, strong connections of the \(A^{*}_{2\theta }\),\(\bar{B}_{\theta }\) and \(A^{*}_{1\theta }\), \(B_{\theta }\) components were also visible, although they were spread from their ideal locations in the ODF. The B fibre was situated in the φ2 = 45° section at φ1 = 90° and extended from φ1 = 35.3°– 90°, cf. Figure 12. It was also evident that the overall intensity of the B fibre after the first pass was higher compared to that after the second pass.
The volume fraction of each ECAP texture components and texture strength were determined with the MTEX software, as stated by Schaeben et al. [49]. These results were presented in Fig. 13. It was revealed that during the first ECAP pass the \(A^{*}_{2\theta }\), \(C_{\theta }\) texture components were found stronger with moderate \(A_{\theta }\),\(\bar{A}_{\theta }\), \(B_{\theta }\) and \(\bar{B}_{\theta}\) components and weaker \(A^{*}_{1\theta }\) component. Since, the intensities of \(B_{\theta }\),\(\bar{B}_{\theta}\) and \(A_{\theta } ,\bar{A}_{\theta }\) were almost equal, the monoclinic symmetry after first ECAP pass may be considered restored [33].

Volume fractions (%) of different texture components after first and second ECAP pass
On the other hand, after the second ECAP pass, the \(\bar{B}_{\theta }\) and \(\bar{A}_{\theta }\) were found stronger together with the moderate \(B_{\theta }\) and \(A^{*}_{1\theta }\) components. It is imperative to mention that the \(B_{\theta }\) and \(\bar{B}_{\theta }\) components are strengthened with the number of ECAP passes during the rotation of − 90° around the TD axis between each successive pass and also these components are located symmetrically at every 60° in orientation space. The tendency of strengthening \(B_{\theta }\), \(\bar{B}_{\theta }\) components with a number of passes is in general agreement with the literatures [33, 50, 51]. Li [50] and Werenskiold et al. [51] demonstrated in their work about the evolution \(B_{\theta }\),\(\bar{B}_{\theta}\) of texture components for Al alloys. It was also mentioned by Massion [52] Tóth [53] Suwas et al. [54] that the increasing strength of the \(B_{\theta }\) and \(\bar{B}_{\theta}\) components with pass number depend on other factors such as initial texture, grain refinement, and twinning activity. The other texture components \(A_{1\theta }^{*} , A_{2\theta , }^{*}\) Cθ were feeble in strength. So, it can be concluded that after the second ECAP pass the sample did not retain the monoclinic symmetry, as the \(A_{\theta }\) and \(\bar{A}_{\theta }\) as well as \(B_{\theta }\) and \(\bar{B}_{\theta }\) components have different intensities [33].
One of the characteristics of ECAP texture is gradual strengthening of \(B_{\theta }\), \(\bar{B}_{\theta }\) components with increasing ECAP pass. It is generally found from earlier work of Gholinia [55], Ferrasse [56] and their research group that high SFE material like Al and its alloys typically consists of the < 110 > and partially {111} fibre which is indicative of a strong tendency for slip direction to align with the shear direction. In ECAP texture, the C and B components are generally situated with higher orientation density on the < 110 > fibre for Al and its alloys as shown by Li et al. [57], and Skrotzki et al. [58]. However, each rotation during ECAP operation shifts the different texture components from their ideal positions. Therefore, the rotation of texture components occurred in such a way that it will not be too far from \(B_{\theta }\),\(\bar{B}_{\theta}\) components as documented by Suwas et al. [34]. Hence the \(B_{\theta }\),\(\bar{B}_{\theta}\) components are gradually strengthened in every ECAP pass.
The texture strength was determined in terms of texture index, as introduced by Bunge following the equation below [33]:
where f(g) is the ODF intensity at g and g is the orientations defined by the Euler angle. It was found that the texture index was 2.40 in the annealed condition. Whereas the texture index was 2.18 and 1.74 after first and second ECAP pass, respectively, indicating that the texture strength was decreasing with the number of ECAP passes (Fig. 12). The texture strength of the material before ECAP was relatively stronger than ECAP processed material. The texture strength variation was attributed to strain formation ability of the MgZn2 precipitates in 7075 alloy (Fig. 2b, c) and fragmentation of these precipitates occurred under higher imposed ECAP process. Presence of MgZn2 precipitates can lead to the higher texture strength of the material in the annealed condition. In contrast, the weak texture strength could be formed due to strain scattering from extensive fragmentation of precipitates after the second pass by the ECAP process and leading to strain relaxation across the deformation zone corroborated by the Venkatachalam et al. [59].
3.4 Fractography
Figure 14a–c displayed the fracture surfaces after tensile test for annealed and first, second pass ECAPed specimens. All three samples exhibited typical ductile fracture mainly consisting of numerous equi-axed dimples over the entire surface. It was noticeable that the dimples of the ECAPed samples were shallow and slightly elongated towards the tensile direction, indicating that the fracture modes were shear ductile rupture (Fig. 14b, c). This type of fracture developed due to nucleation of micro-voids at the tip of the cracks, their growth and coalescence by strong shear deformation and consequently fracture took place on the shear plane [60, 61]. This mechanism of fracture development has also been observed and well reported by Naseri et al. [60] in hybrid composite and during ARB by the same researcher [61] in another investigation with 2024 alloy. Wang et al. [62] have shown that the ductility of materials decreased after ECAP deformation and uniform elongation became very limited and subsequently, a drastic reduction of work hardening ability. After nucleation of dimples, there is no time to grow and accumulate in nearby other dimples around it and encourage developing shallower dimples. It can be observed that the average dimple size of the annealed sample was coarser due to negligible plastic deformation involvement Fig. 14a, while the average dimple size was gradually decreased with increasing the number of ECAP passes and became much finer. This can be related to significant grain refinement, fragmentation of precipitates and as well as higher work hardening of ECAPed samples than initial condition. The similar observation has been corroborated by Fang et al. [63] for Al–Mg alloy.

SEM fractographs of the fracture surfaces of tensile tested samples for a annealed b first pass c second pass samples
4 Conclusions
The main conclusions of the above investigation are as follows:
-
1.
The rod-like precipitates present in the annealed alloy were fragmented due to heavy deformation by ECAP and the microstructure became more homogeneous, refined and contained deformation bands. The average grain size was decreased from 70 µm (annealed condition) to 650 nm after the second pass indicating significant grain refinement occurred. With increasing number of ECAP passes, the fraction of high-angle boundaries (HABs) and grain misorientation angle gradually increased compared to the initial annealed condition.
-
2.
The hardness, yield strength and ultimate tensile strength of the materials were increased by 74%, 107%, and 39%, respectively, after the second pass. These mechanical properties were improved mainly due to the fragmentation of precipitates, sub-micrometer sized grains, and enhancement of dislocation density. Sample processed with ECAP up to two passes showed lower strain hardening exponent in comparison with annealed sample due to grain refinement and accumulation of higher dislocation density at the grain boundaries, which act as a barrier to dislocation motion after the second pass. This behavior can be explained as higher dislocation interactions and small traveling distances for dislocations to meet the neighboring grain boundaries.
-
3.
Evolution of texture investigation after ECAP confirmed that the texture development is strongly depended on the number of ECAP passes. It was also noticeable that during first pass \(C_{\theta }\) and \(A_{2\theta }^{*}\) texture components were found stronger with weak \(A_{1\theta }^{*}\) components, while after second pass \(B_{\theta }\) \(, \bar{B}_{\theta }\) and \(\bar{A}_{\theta }\) were found stronger with \(A_{2\theta }^{*}\) and \(C_{\theta }\) being the weaker components. The texture results of ECAP processed materials demonstrated that texture strengths were decreased gradually with the progress of ECAP deformation. ECAPed samples showed relatively weaker texture due to strain scattering effect after extensive fragmentations of the precipitates when exposed to high strain during ECAP.
-
4.
The fracture surface of all tensile tested samples was characterized by dimples, which indicated that the failure mode was clearly ductile. The size of dimples was decreased with increasing the number of ECAP passes. A combination of shallow and elongated dimples was observed after the second pass of the ECAPed sample.
References
Lee SH, Saito Y, Sakai T, Utsunomiya H. Microstructures and mechanical properties of 6061 aluminum alloy processed by accumulative roll-bonding. Mater Sci Eng A. 2002;325:228–35.
Stoica GM, Fielden DE, McDaniels R, Liu Y, Huang B, Liaw PK, Xu C, Langdon TG. An analysis of the shear zone for metals deformed by equal-channel angular processing. Mater Sci Eng A. 2005;410:239–42.
Ferrasse S, Segal VM, Alford F. Effect of additional processing on texture evolution of Al0.5Cu alloy processed by equal channel angular extrusion (ECAE). Mater Sci Eng A. 2004;372:44–55.
Kim JK, Jeong HG, Hong SI, Kim YS, Kim WJ. Effect of aging treatment on heavily deformed microstructure of a 6061 aluminum alloy after equal channel angular pressing. Scr Mater. 2001;45:901–7.
Shadabroo MS, Eivani AR, Jafarian HR, Razavi SF, Zhou J. optimization of interpass annealing for a minimum recrystallized grain size and further grain refinement towards nanostructured AA6063 during equal channel angular pressing. Mater Charact. 2016;112:160–8.
Roven HJ, Liu M, Werenskiold JC. Dynamic precipitation during severe plastic deformation of an Al–Mg–Si aluminium alloy. Mater Sci Eng A. 2008;483:54–8.
Ebrahimi M, Attarilar S, Shaeri MH, Gode C, Armoon H, Djavanroodi F. An investigation into the effect of alloying elements on corrosion behavior of severely deformed Cu-Sn alloys by equal channel angular pressing. Arch Civ Mech Eng. 2019;19:842–50.
Dadbakhsh S, Taheri AK, Smith CW. Strengthening study on 6082 Al alloy after combination of aging treatment and ECAP process. Mater Sci Eng A. 2010;527:4758–66.
Cardoso KR, Travessa DN, Botta WJ, Jorge AM. High Strength AA7050 Al alloy processed by ECAP: microstructure and mechanical properties. Mater Sci Eng A. 2011;528:5804–11.
Pirgazi H, Akbarzadeh A, Petrov R, Kestens L. Microstructure evolution and mechanical properties of AA1100 aluminum sheet processed by accumulative roll bonding. Mater Sci Eng A. 2008;497:132–8.
Nagasekhar AV, Tickhon Y. Optimal tool angles for equal channel angular extrusion of strain hardening materials by finite element analysis. Comput Mater Sci. 2004;30:489–95.
Cepeda-Jiménez CM, García-Infanta JM, Ruano OA, Carreño F. High strain rate superplasticity at intermediate temperatures of the Al 7075 alloy severely processed by equal channel angular pressing. J Alloys Compd. 2011;509:8649–56.
Kumar SR, Gudimetla K, Venkatachalam P, Ravisankar B, Jayasankar K. Microstructural and mechanical properties of Al 7075 alloy processed by equal channel angular pressing. Mater Sci Eng A. 2012;533:50–4.
Cardoso KR, Travessa DN, Jorge AM, Botta WJ. Microstructure evolution of AA7050 Al alloy during equal-channel angular pressing. Mater Res. 2012;5:1732–8.
Li S, Beyerlein IJ, Bourke MAM. Texture formation during equal channel angular extrusion of fcc and bcc materials: comparison with simple shear. Mater Sci Eng, A. 2005;394:66–77.
Djavanroodi F, Ahmadian H, Naseri R, Koohkan K, Ebrahimi M. Experimental investigation of ultrasonic assisted equal channel angular pressing process. Arch Civ Mech Eng. 2016;16:249–55.
Ebrahimi M, Shaeri MH, Naseri R, Gode C. Equal channel angular extrusion for tube configuration of Al-Zn-Mg-Cu alloy. Mater Sci Eng, A. 2018;731:569–76.
Valiev RZ, Estrin Y, Horita Z, Langdon TG, Zehetbauer MJ, Zhu YT. Producing bulk ultrafine-grained materials by severe plastic deformation. JOM. 2006;58:33–9.
Leo P, Cerri E, Marco PPD, Roven HJ. Properties and deformation behaviour of severe plastic deformed aluminium alloys. J Mater Process Technol. 2007;182:207–14.
Serban N, Ghiban N, Cojocaru V. Mechanical behavior and microstructural development of 6063-T1 aluminum alloy processed by equal-channel angular pressing (ECAP): pass number influence. JOM. 2012;64:607–14.
S. Suwas, B. Beausir, L.S. Toth, J.J. Fundenberger, G. Gottstein. Texture evolution in commercially pure titanium after warm equal channel angular extrusion. Acta Mater. 2011;59:1121–33.
Shaeri MH, Shaeri M, Salehi MT, Seyyedein SH, Djavanroodi F. Microstructure and texture evolution of Al-7075 alloy processed by equal channel angular pressing. Trans Nonferrous Met Soc China. 2015;25:1367–75.
Esmaeilia A, Noghania MT, Shaeria MH, Razzaghiana A. 5th International biennial conference on ultrafine grained and nanostructured materials. In: Proc.UFGNSM15., 2015.
Zhao YH, Liao XZ, Jin Z, Valiev RZ, Zhu YT. Microstructures and mechanical properties of ultrafine grained 7075 Al alloy processed by ECAP and their evolutions during annealing. Acta Mater. 2004;52:4589–99.
Ghosh A, Ghosh M, Shankar G. On the role of precipitates in controlling microstructure and mechanical properties of Ag and Sn added 7075 alloys during artificial ageing. Mater Sci Eng A. 2018;738:399–411.
Islamgaliev R, Yunusova N, Sabirov I, Sergueeva A, Valiev RZ. Deformation behavior of nanostructured aluminum alloy processed by severe plastic deformation. Mater Sci Eng A. 2001;319:877–81.
Zhenga LJ, Chena CQ, Zhoua TT, Liua PY, Zeng MG. Structure and properties of ultrafine-grained Al-Zn-Mg-Cu and Al-Cu-Mg-Mn alloys fabricated by ECA pressing combined with thermal treatment. Mater Character. 2003;49:455–61.
Vaseghi M, Kim HS. A combination of severe plastic deformation and ageing phenomena in Al–Mg–Si Alloys. Mater Des. 2012;36:735–40.
Shaeri MH, Salehi MT, Seyyedein SH, Abutalebi MR, Park JK. Microstructure and mechanical properties of Al-7075 alloy processed by equal channel angular pressing combined with aging treatment. Mater Des. 2014;57:250–7.
Wang SC, Starink MJ, Gao N, Qiao XG, Xu C, Langdon TG. Texture evolution by shear on two planes during ECAP of a high-strength aluminum alloy. Acta Mater. 2008;56:3800–9.
Valiev RZ, Langdon TG. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog Mater Sci. 2006;51:881–981.
Shaeri MH, Shaeri M, Ebrahimi M, Salehi MT, Seyyedein SH. Effect of ECAP temperature on microstructure and mechanical properties of Al–Zn–Mg–Cu alloy. Prog Mater Sci. 2016;26:182–91.
Shaeri MH, Salehi MT, Seyyedein SH, Abutalebi MR, Park JK. Characterization of microstructure and deformation texture during equal channel Angular pressing of Al–Zn–Mg–Cu alloy. J Alloys Compd. 2013;576:350–7.
Suwas S, Toth LS, Fundenberger JJ, Eberhardt A, Skrotzki W. Evolution of crystallographic texture during equal channel angular extrusion of silver. Scripta Mater. 2003;49:1203–8.
Naghdy S, Kestens L, Hertelé S, Verleysen P. Evolution of microstructure and texture in commercial pure aluminium subjected to high pressure torsion processing. Mater Character. 2016;120:285–94.
Eldanaf EA, Soliman MS, Almajid AA, El-Rayes MM. Enhancement of mechanical properties and grain size refinement of commercial purity aluminum 1050 processed by ECAP. Mater Sci Eng A. 2007;458:226–34.
Zha M, Li Y, Mathiesen RH, Bjørge R, Roven HJ. Microstructure evolution and mechanical behavior of a binary Al–7 Mg alloy processed by equal-channel angular pressing. Acta Mater. 2015;84:42–54.
Ghosh A, Ghosh M. Tensile and impact behaviour of thermo mechanically treated and micro-alloyed medium carbon steel bar. Constr Build Mater. 2018;192:657–70.
Bracke L, Verbeken K, Kestens L, Penning J. Microstructure and texture evolution during cold rolling and annealing of a high Mn TWIP steel. Acta Mater. 2009;57:1512–24.
Zhang Y, Jin S, Trimby PW, Liao X, Murashkin MY, Valiev RZ, Liu J, Cairney JM, Ringer SP, Sha G. Dynamic precipitation, segregation and strengthening of an Al-Zn-Mg-Cu alloy (AA7075) processed by high-pressure torsion. Acta Mater. 2019;162:19–32.
Tang L, Xu G, Deng Y, Gan H, Ma A, Yin Z. Mechanical properties and microstructure of an Al-Zn-Mg-Sc-Zr alloy processed by warm equal channel angular pressing and subsequent aging. JOM. 2018;70:2684–91.
Tang L, Peng X, Huang J, Ma A, Deng Y, Xu G. Microstructure and mechanical properties of severely deformed Al-Mg-Sc-Zr alloy and their evolution during annealing. Mater Sci Eng A. 2019;754:295–308.
Dieter GE. Mechanical metallurgy, SI metric edition. Singapore: McGraw-Hill Book Company; 1988.
Mandal G, Roy C, Ghosh SK, Chatterjee S. Structure-property relationship in a 2 GPa grade micro-alloyed ultrahigh strength steel. J Alloys Compd. 2017;705:817–27.
Ozturk F, Polat A, Toros S, Picu RC. Strain Hardening and Strain Rate Sensitivity Behaviors of Advanced High Strength Steels. J Iron Steel Res Int. 2013;20:68–74.
Byun TS, Kim IS. Tensile properties and inhomogeneous deformation of ferrite-martensite dual-phase steels. J Mater Sci. 1993;28:2923–32.
Beyerlein IJ, Tóth LS. Texture evolution in equal-channel angular extrusion. Prog Mater Sci. 2009;54:427–510.
Eldanaf EA. Texture evolution and fraction of favorably oriented fibers in commercially pure aluminum processed to 16 ECAP passes. Mater Sci Eng A. 2008;492:141–52.
Schaeben H, Hielscher R, Bachmann F. Texture analysis with MTEX—free and open source software toolbox. Solid State Phenom. 2010;160:63–8.
Li S, Beyerlein IJ, Necker CT, Alexander DJ, Bourke M. Heterogeneity of deformation texture in equal channel angular extrusion of copper. Acta Mater. 2004;52:4859–75.
Werenskiold JC, Roven HJ. Microstructure and texture evolution during ECAP of an AlMgSi alloy: observations, mechanisms and modelling. Mater Sci Eng A. 2005;410:174–7.
Massion RA, Suwas S, Tóth LS, Skrotzki W, Fundenberger JJ, Eberhardt A. Experiments and modelling of ECAE textures of fcc polycrystals. Mater Sci Forum. 2005;495:839–44.
Tóth LS, Massion RA, Germain L, Baik SC, Suwas S. Analysis of texture evolution in equal channel angular extrusion of copper using a new flow field. Acta Mater. 2004;52:1885–98.
S. Suwas, R.A. Massion, L.S. Tóth, J.J. Fundenberger, A. Eberhardt. Evolution of crystallographic texture during equal channel angular extrusion of copper: the role of material variables. Mater Trans A. 2006;37:739–53.
Gholinia A, Bate P, Prangnell PB. Modelling texture development during equal channel angular extrusion of aluminium. Acta Mater. 2002;50:2121–36.
Ferrasse S, Segal VM, Kalidindi SR, Alford F. Texture evolution during equal channel angular extrusion: Part I. Effect of route, number of passes and initial texture. Mater Sci Eng A. 2004;368:28–40.
Li S, Beyerlein IJ, Alexander DJ, Vogel SC. Texture evolution during equal channel angular extrusion: effect of initial texture from experiment and simulation. Scr Mater. 2005;52:1099–104.
Skrotzki W, To’th LS, Klöden B, Brokmeier HG, Arruffat-Massion R. Texture after ECAP of a cube-oriented Ni single crystal. Acta Mater. 2008;56:3439–49.
Venkatachalam P, Roy S, Ravisankar B, Thomas Paul V, Vijayalakshmi M, Suwas S. Texture evolution in an Al–Cu alloy during equal channel angular pressing: the effect of starting microstructure. J Mater Sci. 2011;46:6518–27.
Naseri M, Hassani A, Tajally M. Fabrication and characterization of hybrid composite strips with homogeneously dispersed ceramic particles by severe plastic deformation. Ceram Int. 2015;41:3952–60.
Naseri M, Reihanian M, Borhani E. A new strategy to simultaneous increase in the strength and ductility of AA2024 alloy via accumulative roll bonding (ARB). Mater Sci Eng A. 2016;656:12–20.
Wang JW, Duan QQ, Huang CX, Wu SD, Zhang ZF. Tensile and compressive deformation behaviors of commercially pure Al processed by equal-channel angular pressing with different dies. Mater Sci Eng A. 2008;496:409–16.
Fang DR, Duan QQ, Zhao NQ, Li JJ, Wu SD, Zhang ZF. Tensile properties and fracture mechanism of Al–Mg alloy subjected to equal channel angular pressing. Mater Sci Eng A. 2007;459:137–44.
Acknowledgements
The authors would like to express their sincere gratitude to NRCM, IISC, Bangalore and Dr. Satyam Suwas, Professor, IISc, Bangalore for extending the X-ray texture facility at IISc, Bangalore. The authors also acknowledge Dr. Karabi Das, Professor, IIT, Kharagpur and the staff members of NIT Trichy for their enormous help.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ghosh, A., Ghosh, M., Gudimetla, K. et al. Development of ultrafine grained Al–Zn–Mg–Cu alloy by equal channel angular pressing: microstructure, texture and mechanical properties. Archiv.Civ.Mech.Eng 20, 7 (2020). https://doi.org/10.1007/s43452-019-0003-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43452-019-0003-y