
Abstract
Microstructural features and mechanical properties of an Al-Zn-Mg-Cu alloy processed by equal-channel angular pressing (ECAP) have been investigated. The equivalent plastic strain obtained from the simulation agrees well with that from the analytical calculation in a way that both increase with an increase in deformation, but the strain distribution is non-uniform, appearing as a strain gradient along the norm direction. Microstructure investigation shows that grain refinement is achieved in frequency of low-angle grain boundaries fabricated by ECAP. The pole density is reduced by ECAP, during which the Brass and Goss type textures are introduced. TEM results show chain-like recrystallized grains formed at the grain boundaries and broken second-phase particles come into being due to the heavy shear force. After ECAP, the hardness and strength increase significantly while the elongation is reduced. Besides, an extreme strengthening is confirmed because of the balance between dynamic hardening and softening. The microstructure evolution mechanism is revealed in terms of grain refinement, precipitate phase breakage and texture evolution.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
The grain size of a polycrystalline metal plays a critical role in determining the mechanical properties of the material through the Hall–Petch relationship. In general, traditional thermomechanical treatments typically refine the grains to a few microns (Ref 1,2,3). However, these procedures cannot refine the grains to the submicrometer or nanometer (< 100 nm) range. For these ultrafine grains, it is necessary to use alternative techniques based on the advantages of severe plastic deformation (SPD) in achieving grain refinement and the related improvement in mechanical property (Ref 4, 5). Currently, one of the most attractive SPD techniques is equal-channel angular pressing (ECAP) that compelled the billet through the die cavity with an equal cross-sectional intersecting at an angle that can alter typically in a wide range of 90°-135° (Ref 6).
The development of ultrafine-grained (UFG) aluminum alloys with grain sizes varying between 0.1 and 1 μm is gaining importance in recent times due to their superior mechanical properties as compared to the conventional coarse-grained alloys. ECAP has been employed to obtain UFG aluminum alloys with enhanced mechanical properties in various kinds of aluminum alloy (Ref 7,8,9). Different from other series of aluminum alloy, Al-Zn-Mg-Cu alloy yields a high strength but low plasticity. The treatment method of solid solution treatment or aging treatment for Al-Zn-Mg-Cu alloy before ECAP has generally led to cracking in our experimental research. The results of the experiment are different from those of references (Ref 10, 11). Therefore, an optimization of formability, strength and ductility of the Al-Zn-Mg-Cu alloy is very much essential for the structural applications.
To achieve fine equiaxed grains (0.2-2.5 μm) with a high degree of homogeneity and good mechanical properties of Al-Zn-Mg-Cu alloy, many investigations have been carried out. For example, Shaeri et al. (Ref 12) applied ECAP to refine Al-7075 alloy with an initial average grain size of about 40 μm down to about 500 nm after 4 passes deformation and the related texture evolution has been investigated. Panigrahi and Jayaganthan (Ref 13) developed a ultrafine-grained high-strength age-hardenable Al 7075 alloy by cryo-rolling, and the hardness, yield strength and tensile strength of the cryo-rolled samples has increased, respectively, but a relatively lower hardness, lower yield strength and lower tensile strength is observed for the room temperature rolled samples with the same strain. Duan et al. (Ref 14) investigated the influence of high-pressure torsion on microstructural evolution in an Al-Zn-Mg-Cu alloy, and microstructural observations revealed the possibility of achieving true nanometer grain sizes of < 100 nm after processing at room temperature. There are variations in hardness with imposed strain due to the fragmentation and subsequent growth of precipitates during processing.
In this paper, based on the actual extrusion process, the finite element simulation for multi-pass extrusion of the samples is applied to predict the strain distribution. The microstructure and corresponding mechanical properties are obtained. This work provides an approach to achieve grain refinement and the related improvement in mechanical property of an Al-Zn-Mg-Cu alloy.
Experimental Procedures
An Al-Zn-Mg-Cu aluminum alloy was used in this study. Typical composition of the alloy was shown in Table 1. Billets were machined into a cylinder with 10 mm in diameter and 30 mm in height. All these cylinders were annealed at 573 K for 2 h and furnace cooling to room temperature to achieve residual stress relieving before ECAP. Microstructure was uniformly distributed in the annealed specimens with an average grain size of 200 μm on three orthogonal sections as in Fig. 1(a). The corresponding true stress-true strain curve was obtained by method of uniaxial tensile test, as shown in Fig. 1(b).

Microstructure and mechanical property of annealed sample
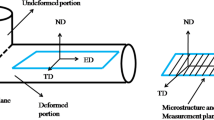
In order to characterize the microstructure and mechanical properties, it was necessary to deal with the ECAP-ed samples using the means in Fig. 2(a). The structural characterization was performed by optical microscope (OM), transmission electron microscope (TEM) and electron back-scattered diffraction (EBSD). The mechanical property was evaluated using a HVS-1000 Digital MicroVickers Hardness (MIC-H) Tester and a 3382 Instron testing machine.

Schematic diagram of experiment and simulation process: (a) sampling and testing; (b) cavity structure; (c) extrusion route
For OM observation, the samples were etched with a Keller reagent for 10 s. Specimens for TEM analysis were prepared by twin-jet electropolishing in a solution of 30% nitric acid and 70% methanol solution with the temperature up to − 30 °C at 20 V (Ref 15). The Vickers microhardness tests were employed with a load of 100 g and a dwell time of 15 s. Prior to EBSD analyses, samples were mechanically polished and then prepared by electropolishing in a solution of 10% perchloric acid and 90% alcohol at low temperature. The samples were examined using scanning electron microscopy equipped with EBSD.
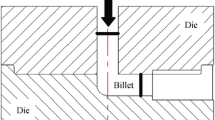
Samples were extruded through ECAP die channel with Φ = 90° and Ψ = 34° in Fig. 2(b). A single pressing gave a von Mises equivalent strain of ~ 1 (Ref 16). Samples were treated from 1 to 6 passes using route A (Fig. 2c) with extrusion speed of 1 mm/s and lubricated by MoS2 at room temperature.
The geometric sketch of specimen for tensile test was shown in Fig. 3(a), and the machined sample was shown in Fig. 3(b). ECAP-ed samples were shown in Fig. 4(a). The fractured samples were shown in Fig. 4(c) and the special fixture tools were shown in Fig. 4(b). The tensile rate was 1 mm/min, corresponding to strain rate of ~ 3.5 × 10−5 s−1.

Schematic diagram of uniaxial tension sample: (a) geometrical dimension; (b) test sample

The aluminum alloy specimens prepared by ECAP and its mechanical properties test: (a) produced specimens; (b) stretching fixture; (c) tensile fracture
Simulated Deformation Procedures
In order to investigate the effects of strain distribution on the microstructure evolution of workpieces, the commercial rigid-plastic finite elements code, DEFORM V10.2, was employed to simulate the deformation behavior of billets during ECAP. Taking the actual extrusion process into account, the meshed model of ECAP was established in Fig. 5, in which the as-deformed billet was extruded out the die channel by the original billet, which was different from the finite element model from references (Ref 17, 18). The plastic deformation behavior of the material was obtained from the uniaxial tension test, and the curve was in Fig. 1(b). The simulations were carried out at room temperature (20 °C) and the friction coefficient between the workpieces and the dies was assumed to be a constant value of 0.12, which was a generally used value in cold metal forming. The punch and ECAP die were defined as rigid bodies, whereas the specimen was described with 30,000 tetrahedral deformable elements. Adaptive meshing was used to accommodate large strain during the simulations.

Finite element meshes model of multi-pass ECAP process
Results and Discussion
Equivalent Strain Distribution
The simulated equivalent strain distribution (unit: mm/mm) is shown in Fig. 6. To evaluate the capacity of plastic deformation, the local equivalent strain is selected uniformly, represented by red star in Fig. 6, and the average equivalent strain (AES) is calculated by the following equation.
where \({\text{ES}}_{i}\) (i = 1, 2, 3, 4) represents four local equivalent strain values. The AES values of the produced specimens after multi-pass deformation are shown in Fig. 7, where the extrusion direction is from up to bottom. The simulation results agree well with the analytical solutions.

Equivalent strain distribution on the cross section of different-pass deformation samples after ECAP

The evolution curve of AES after different-pass ECAP
The equivalent strain increases with the increase in deformation pass. Specimens yield an equivalent strain value of ~ 6 after 6-pass deformation, which is about six times that after 1-pass deformation. However, it can be also seen that strain distribution is non-uniform with a strain gradient from the upper end to the bottom end along the ND. ECAP imposes severe shear (simple shear) deformation on the billet in the inner corner but small shear (pure shear) deformation in the outer corner. Simultaneously, the severe shear deformation introduces the crack to the billet surface, resulting in a poor surface morphology with deformation pass increasing in Fig. 4(a). The simulation results can well predict the strain accumulation and deformation defects.
Microstructures Evolution
Figure 8 shows the microstructure evolution of multi-pass ECAP-ed billets on the candidate regions. The microstructure of the samples is distinguished with the increase in the deformation. For example, after 1-pass deformation, the grains are elongated and the grain boundaries are visible. However, with continuous deformation, the fibrous character is more obvious, and the grain boundaries become blurred. It is found that the grain morphology is very similar after ECAP from 3-pass to 6-pass as all of them show an obvious fiber structure. It can be seen that the samples after the first pass through shear planes introduced by ECAP corner, trend to construct a sort of rearrangement in grouped elongated grains. For the second pass, however, multiple directional distributions are detected, and grains seem to be grouped following them. After the third pass, the microstructure becomes highly refined and could not be distinguished by OM. In addition, there was little difference in microstructure on three sections.

3-D metallographic microstructure of aluminum alloy prepared by ECAP
In order to clarify the effect of ECAP on the grain boundary characteristics of aluminum alloy, EBSD test was carried out and the test positions were distributed along ED section in Fig. 2(a). The results are shown in Fig. 9. The initial annealed samples consist of low-angle grain boundaries with a proportion of ~ 90%, which contains a large number of recrystallized microstructure, and even the recrystallization fraction is up to 40%. 6-pass deformed specimens still retain a large number of low-angle grain boundaries (58%), but the fraction of high-angle grain boundaries increases significantly. Besides, the grain size decreases obviously, and the grain shape evolves from the initial coarse round to the fibrous form. This is in good agreement with the metallographic observations in Fig. 8.

Grain boundary misorientation distribution of aluminum alloy after: (a) annealing treatment; (b) 6-pass ECAP
Similarly, during ECAP process, the texture type of aluminum alloy will change, exerting an important influence on the mechanical properties and corrosion resistance. Figure 10 shows the polar diagram of the annealed and 6-pass deformed specimen. As can be seen from Fig. 10(a), the texture of the annealed alloy is composed of {001}〈100〉 (cube, marked by red rectangle), {001}〈110〉 (rotated cube, marked by red star) and {011}〈100〉 (Goss, marked by red circle) components, among which cubic texture and rotated cube are dominant. After 6 passes, the sample yields the texture types of {011}〈111〉 (marked by red triangle), Goss texture (red circle) and {011}〈211〉 (Brass texture, marked by red diamond). The presence of cube texture, one of recrystallization textures, means a significant recrystallization during annealing process before ECAP. In comparison with the annealed samples (max. densities: 19.50), the pole density of ECAP-6 sample (max. densities: 11.57) is much smaller, and a large number of Brass and Goss textures are introduced during ECAP process. With the gradual increasing strain, more complex deformation modes and the uncertainty of slip direction introduce increased maximum diffraction intensity in samples accompanying whose strength is reduced.

Pole figure of aluminum alloy after: (a) annealing treatment; (b) 6-pass ECAP
In order to investigate the precipitation and grain evolution during extrusion process, TEM was employed to obtain microstructure of the sample after 6-pass ECAP. The corresponding typical structure characteristics, such as grain morphology, dislocation and precipitates, are shown in Fig. 11. Figure 11(a), (b), and (c) show a large number of recrystallized grains performing as a ‘chain’ distribution in frequency of grain boundaries. The size of the recrystallized grains is about 1 μm and approximately equiaxed. The formation of recrystallized grains is mainly attributed to the concentration of dislocations around grain boundary. Grain boundaries have a high energy in non-equilibrium state, in which it is easy to recrystallize in order to obtain the stable state with a low energy. The dislocation density is rather low in recrystallization zone due to the consumption of dislocations during recrystallization nucleation. Besides, the dislocations continuously annihilate that eventually affects the grain shape. A large number of isolated dislocations emerge in grain, such as grain A in Fig. 11(c). Except for these isolated dislocations in recrystallized grains, a large number of isolated dislocations are also found in the matrix of dislocation free zone in Fig. 11(d).

Typical TEM microstructure characteristics of aluminum alloy after 6-pass ECAP
In addition to the change of grain size, the distribution and interaction of dislocations and second phases will also affect the properties. During deformation, a large number of dislocations are accumulated to form a dislocation wall at low-angle grain boundaries, as shown in Fig. 11(e). Because of the existence of shear bands, it is more difficult for dislocation to slip and accumulate in the shear zone (Fig. 11f). In the process of plastic deformation, shear force often acts on second phases to cause its fracture, as the red arrow shows the broken phase in Fig. 11(g). In Fig. 11(h), there are some coarse polygonal T phase particles within the range of 0.2-2 μm, which has a rod-like and hexagonal structure. Many studies have also revealed the great potential of ECAP in precipitate fragmentation (Ref 19,20,21) and distribution homogenization of the constituent particle (Ref 22, 23). It is shown that the processing up to eight passes by route A usually results in a pancake arrangement of the matrix and precipitates with little difference in orientation, whereas processing by routes BC and C results in the maintenance of the original structure configuration (Ref 24).
Based on TEM observation, the ultrafine-grained microstructure of aluminum alloy cannot be obtained despite the large plastic deformation imposed. The fundamental reason is the lack of effective control of grain growth. In general, the recrystallized microstructure is observed by TEM, and the size is big and usually unstable. Besides, under the condition of cold deformation, the amount of recrystallization is much smaller, so it cannot be fully used to determine the degree of grain refinement.
Mechanical Properties
Figure 12 shows the changes in mechanical properties of aluminum alloy after multi-pass deformation. After 1-pass deformation, the microhardness is about 95 HV, increasing significantly compared to the initial value (~ 62 HV). With the increase in extrusion pass, the microhardness increases continuously. While the billet suffers 6-pass ECAP, the hardness value is about 110 HV, almost 2 times the initial one. Comparison from the slope of hardness curve predicts hardness saturation regardless of the passes increasing, especially evident for billets after 4-pass ECAP. The existence of extreme hardening is attributed to the balance between dynamic hardening and softening.

Macro and micro mechanical properties of multi-pass ECAP deformation of aluminum alloy: (a) micro hardness; (b) strength and plasticity
Similarly, after 1-pass ECAP deformation, the tensile strength of aluminum alloy is 312.6 MPa, and the elongation is 31.89%, which increases 45.5% in strength and decreases 12.6% in elongation in comparison with the annealed samples (tensile strength: 214.8 MPa; elongation: 36.47%). With the processing passes increasing, the tensile strength is increased and the elongation is decreased, such as tensile strength after 6 pass deformation is 390.4 MPa, and the elongation is 20.7%, which improves the strength of about 85% while the elongation decreased to 43% compared to the initial state. It can be seen that ECAP significantly improves the strength but reduces its plasticity. It is worth noting that the tensile strength of the material increases the amplitude of 24 MPa from 4-pass to 6-pass, while an increase by 41 MPa from 1-pass to 3-pass, which illustrate the stable state of strength along with the deformation passes increasing. The result is well consistent with the variation trend of microhardness.
Figure 13 reveals the evolution mechanism of grain, precipitate phase and texture. After annealing treatment, the grain presents an equiaxed pattern in Fig. 13a, where some coarse rod precipitates (generally, η phases) lead to a low strength. Meanwhile, the texture mainly consists of Cube and Goss components, and the dislocation is not clustered, having a low density and random distribution. After 6-pass ECAP deformation, heavy shear force leads to the formation of shear bands and dislocation cells, during which the coarse second phases are broken down into small ones. Hoverer, it is different for coarse T phases that their breakage is difficult due to the high strength, and the significant lattice orientation difference. The fragmentation of rod-like precipitates significantly increases the strength of materials. Meanwhile, the grains become better oriented to form the textures of {011}〈111〉, Goss and Brass. Recrystallization occurs in the dislocation accumulation area, and chain-like recrystallized grains appear at grain boundaries, eventually to achieve the equilibrium between softening for recrystallization and hardening for microstructure refinement including grains and rod-like precipitates.

Microstructure evolution mechanism of aluminum alloy after: (a) annealing; (b) ECAP; (c) symbol identification
Conclusions
The microstructure evolution and mechanical property of an Al-Zn-Mg-Cu alloy through ECAP up to 6 passes using route A are analyzed. The conclusions are drawn as follows:
-
1.
A particular multi-pass extrusion model was established to simulate the equivalent strain and its distribution. The simulation results agreed with analytical calculation as the strain was increased with the deformation increasing. A strain gradient was also well predicted.
-
2.
With continuous deformation, OM observations suggested that the grains were significantly refined as fibrous structures, and grain morphology on three orthogonal planes was quite close. Further, the fraction of high-angle grain boundaries increased after ECAP, but the low-angle grain boundaries were still in domain. ECAP reduced the pole density of as-annealed sample by introducing Brass and Goss type textures.
-
3.
After 5-pass and 6-pass ECAP, texture strength was decreased and no obvious preferred orientations were detected. TEM showed some chain-like recrystallized grains formed at the grain boundaries. The second-phase particles were broken due to the shear stress.
-
4.
After ECAP, the microhardness increased significantly compared to the annealed hardness. Hardness saturation was predicted based on the slope of microhardness curve. After 1-pass ECAP, the mechanical property increased 45.5% in strength and decreased 12.6% in elongation. The strengthening limit was confirmed by the slope values of strength and microhardness curves with the deformation passes increasing.
References
K.Y. Ng and A.H.W. Ngan, Effects of Pore-Channel Ordering on the Mechanical Properties of Anodic Aluminum Oxide Nano-honeycombs, Scr. Mater., 2012, 66(7), p 439–442
P. Lehto et al., Influence of Grain Size Distribution on the Hall–Petch Relationship of Welded Structural Steel, Mater. Sci. Eng. A, 2014, 592(3), p 28–39
K. Ma et al., Mechanical Behavior and Strengthening Mechanisms in Ultrafine Grain Precipitation-Strengthened Aluminum Alloy, Acta Mater., 2014, 62(5), p 141–155
Y. Estrina, Extreme Grain Refinement by Severe Plastic Deformation: A Wealth of Challenging Science, Acta Mater., 2013, 61(3), p 782–817
R.Z. Valiev and T.G. Langdon, Achieving Exceptional Grain Refinement Through Severe Plastic Deformation: New Approaches for Improving the Processing Technology, Metall. Mater. Trans. A, 2011, 42(10), p 2942–2951
R.Z. Valiev, R.K. Islamgaliev, and I.V. Alexandrov, Bulk Nanostructured Materials from Severe Plastic Deformation, Prog. Mater. Sci., 1999, 45(2), p 103–189
E.A. El-Danaf, Mechanical Properties, Microstructure and Texture of Single Pass Equal Channel Angular Pressed 1050, 5083, 6082 and 7010 Aluminum Alloys with Different Dies, Mater. Des., 2011, 32(7), p 3838–3853
N. Haghdadi et al., The Semisolid Microstructural Evolution of a Severely Deformed A356 Aluminum Alloy, Mater. Des., 2013, 49, p 878–887
G. Ramu and R. Bauri, Effect of Equal Channel Angular Pressing (ECAP) on Microstructure and Properties of Al-SiC Composites, Mater. Des., 2009, 30(9), p 3554–3559
C.M. Cepeda-Jiménez et al., High Strain Rate Superplasticity at Intermediate Temperatures of the Al 7075 Alloy Severely Processed by Equal Channel Angular Pressing, J. Alloy. Compd., 2011, 509(40), p 9589–9597
M.H. Shaeri et al., Characterization of Microstructure and Deformation Texture During Equal Channel Angular Pressing of Al-Zn-Mg-Cu Alloy, J. Alloy. Compd., 2013, 576(5), p 350–357
M.H. Shaeri et al., Microstructure and Mechanical Properties of Al-7075 Alloy Processed by Equal Channel Angular Pressing Combined with Aging Treatment, Mater. Des., 2014, 57(5), p 250–257
S.K. Panigrahi et al., Development of Ultrafine Grained High Strength Age Hardenable Al 7075 Alloy by Cryorolling, Mater. Des., 2011, 32(6), p 3150–3160
Z.C. Duan et al., Influence of High-Pressure Torsion on Microstructural Evolution in an Al-Zn-Mg-Cu Alloy, J. Mater. Sci., 2010, 45(17), p 4621–4630
Y. Duan et al., Microstructure and Mechanical Properties of 7005 Aluminum Alloy Processed by Room Temperature ECAP and Subsequent Annealing, J. Alloy. Compd., 2016, 664, p 518–529
R.Z. Valiev and T.G. Langdon, Principles of Equal-Channel Angular Pressing as a Processing Tool for Grain Refinement, Prog. Mater. Sci., 2006, 51(7), p 881–981
L. Bao et al., Simulation of Multi-Pass ECAP by 3D Finite Element Method, 5th International Conference on Nanomaterials by Severe Plastic Deformation, Materials Science Forum, vol. 667–669, Nanjing University of Science and Technology, Nanjing, People’s Republic of China, Mar 21–25, 2011, p 115–120
T. Guo et al., Study on the Materials Flowing and Deformation Behavior by Equal Channel Angular Pressing (ECAP), Mater. Rev., 2009, 23(18), p 93–96
V.L. Sordi, C.A. Feliciano, and M. Ferrante, The Influence of Deformation by Equal-Channel Angular Pressing on the Ageing Response and Precipitate Fracturing: Case of the Al-Ag Alloy, J. Mater. Sci., 2015, 50(1), p 138–143
C. Xu et al., Using ECAP to Achieve Grain Refinement, Precipitate Fragmentation and High Strain Rate Superplasticity in a Spray-Cast Aluminum Alloy, Acta Mater., 2003, 51(20), p 6139–6149
C. Xu et al., Influence of ECAP on Precipitate Distributions in a Spray-Cast Aluminum Alloy, Acta Mater., 2005, 53(3), p 749–758
K.T. Park et al., Size and Distribution of Particles and Voids Pre-existing in Equal Channel Angular Pressed 5083 Al Alloy: Their Effect on Cavitation During Low-Temperature Superplastic Deformation, Mater. Sci. Eng. A, 2004, 371(1–2), p 178–186
I. Sabirov et al., Equal Channel Angular Pressing of Metal Matrix Composites: Effect on Particle Distribution and Fracture Toughness, Acta Mater., 2005, 53(18), p 4919–4930
J.M. García-Infanta et al., Effect of the Deformation Path on the Ductility of a Hypoeutectic Al-Si Casting Alloy Subjected to Equal-Channel Angular Pressing by Routes A, B, B and C, Scr. Mater., 2008, 58(2), p 138–141
Acknowledgments
The authors would like to express their sincere thanks for the research grants supported by the National Natural Science Foundation of China (Grant Nos. 51275414, 51605387), Project supported by the Research Fund of the State Key Laboratory of Solidification Processing (NWPU), China (Grant No. 130-QP-2015), Province Natural Science Foundation of Shaanxi (2015JM5204) and the Graduate Starting Seed Fund of Northwestern Polytechnical University (No. Z2017098).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Li, J., Li, F., Wang, W. et al. Achieving Grain Refinement and Related Mechanical Property Improvement of an Al-Zn-Mg-Cu Alloy Through Severe Plastic Deformation. J. of Materi Eng and Perform 27, 6690–6700 (2018). https://doi.org/10.1007/s11665-018-3758-z
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-018-3758-z