
Abstract
This study reports biodegradable films composed of corn starch and cellulose nanocrystals (CNC) for food packaging applications. The films were developed using 5% (w/w) CNC and three different plasticizers (glycerol, sorbitol, polyethylene glycol (PEG)), the content of which was based on the dry mass of starch. The CNCs were obtained via ultrafine grinding of a suspension containing 5 wt.% microcrystalline cellulose. After producing the starch films by casting, they were subjected to thickness tests, scanning electron microscopy (SEM), contact angle and tensile strength analyses, X-ray diffraction (XRD), Fourier transform infrared spectroscopy (FTIR), thermogravimetric analysis, and differential scanning calorimetry. The micrographs showed that all films exhibited surfaces without roughness, pores, or cracks. The thermal tests indicated that the sample containing 40% (w/w) glycerol and 5% (w/w) CNC had a thermal degradation temperature of 237.7 °C, implying greater thermal stability. Mechanical tests showed that compared to the film with 40% (w/w) glycerol, the 50% (w/w) glycerol-incorporated film exhibited a lower tensile strength at break (approximately 3.28 MPa) and an increased B-type crystallinity. Furthermore, it was revealed that the starch films incorporated with 40% (w/w) glycerol and 5% (w/w) CNC had improved properties while preserving their chemical structure. These results indicate that balancing the levels of plasticizers in our corn starch/CNC-based films is crucial for ensuring their optimal performance and stability as packaging materials.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Industrial and technological development in the global society have significantly boosted the consumption of packaged products (Hernández-García et al. 2021; Sandoval et al. 2021), thus dramatically increasing the accumulation of packaging waste in nature (Rai et al. 2021). The incorrect disposal and processing of packaging waste poses severe environmental risks, as it can remain in nature for dozens of years until decomposition (Abioye et al. 2019; De Carvalho et al. 2021; Fontes et al. 2021). The rate of plastic waste production usually exceeds the degradation rate of polymeric materials, thus causing imbalances when discarded in biomes (Halimatul et al. 2019a).
The plastics industry is heavily dependent on fossil resources. Polymers used for single-use packaging are not biodegradable and remain intact in nature for years (Johar and Ahmad 2012; Tarique et al. 2022a). These polymers are used because of their excellent mechanical and gas barrier properties, widespread availability, and economic viability (Asgher et al. 2020). However, the use of plastics derived from fossil resources is limited because of their non-recyclable and non-biodegradable nature. Thus, it is necessary to find alternatives to produce plastics using adequate, abundant, and sustainable raw materials (Merino et al. 2019; Mohammed et al. 2021). Single-use disposable plastics contribute to ~ 50% of plastic waste, thus posing a major environmental problem. Only 10% of these materials can be recycled, and the rest are disposed of in landfills, incinerated, or accumulated as waste in the environment, and later, in aquatic ecosystems in the form microplastics (Ballesteros-Mártinez et al. 2020; Tyagi et al. 2021).
The advancement of new technologies, combined with new materials research, has led to the development of biopolymers with properties similar to those of conventional plastics, which renders them as potential replacement candidates. Another possible solution is producing biopolymers from biomass residues (Dahy and Knippers 2017; Tan et al. 2021).
A plastic material is defined as a biopolymer when its origin is bio-based, biodegradable, or both (Hernández-García et al. 2021). The term bio-based means that the product originates from plant biomass, such as wood, corn starch, and sugarcane, among others. Biopolymers formed from starch offer good alternatives for replacing conventional plastics (Ahmed et al. 2018; Tarique et al. 2022a).
Starches are low-cost polysaccharides that are widely available on the market (Xiao et al. 2019). Starch is composed of two polymers, amylose and amylopectin. It can be extracted from various plant sources, such as corn, rice, potato, cassava, sugar palm, and ginger among others (Jiang et al. 2018; Abral et al. 2019; Atiqah et al. 2019; Ilyas et al. 2019b). However, starch-based polymers have high permeability to water vapor and poor mechanical properties, which limit their application range (Alves et al. 2015; De Carvalho et al. 2021; Ahmad et al. 2022). Thus, it is necessary to use plasticizers to improve their mechanical characteristics (Rončević et al. 2020). Other products, such as cellulose nanocrystals (CNCs), can be added to biopolymers to reinforce their structures (Yadav et al. 2018).
CNCs are generally extracted from cellulose fibers by acid hydrolysis and exist in the form of short rods with diameters of 2–20 nm and lengths of 100–500 nm. The amorphous parts are hydrolyzed and removed by acid treatment, whereas the crystalline parts are retained (Azeredo et al. 2017; Csiszár and Nagy 2017; Phanthong et al. 2018). Studies which introduced CNCs into starch films reported improvements in the properties of the films (Ilyas et al. 2018b, 2019b; Silva et al. 2019). CNCs in biodegradable polymers act as reinforcing fillers, interacting with the polymer matrix to improve the mechanical and barrier properties (Slavutsky and Bertuzzi 2014; Alves et al. 2015). In addition to medical- and health-related applications, CNCs have demonstrated great application potential in automotive parts, coating films, optical materials, fabric technology, biomimetic materials, aerogels, sensors, three-dimensional (3D) printing technology, energy harvesters, filtration, textiles, printed and flexible electronics, composites, and also in the paper, packaging, and oil/gas industries (Omran et al. 2021).
Numerous CNC extraction methods for isolating nanosized crystal particles from natural fibers have been developed. It should be noted that the most commonly used techniques for nanofiber preparation are chemical treatment (Ilyas et al. 2018a, 2019b), high-shear mechanical techniques (Ilyas et al. 2019a, c), and ultrasound treatment (Abral et al. 2019; Halimatul et al. 2019a). Particularly in the ultrafine friction grinding mechanical technique, the material is forced to pass between two stones (one of them at high rotation), which causes the high mechanical shear of the material and consequently reduces its size; as such, this method is suitable for obtaining nanocellulose crystals (Gemmer et al. 2021).
To serve as effective food packaging materials and increase the shelf life of products, starch films must have good transparency, high strength, and low moisture absorption. Therefore, the casting method is one of the most common methods for starch film preparation, especially at the laboratory level (Ilyas et al. 2018b; Abral et al. 2019). In the study by Halimatul et al. (2019b) the authors investigated the effect of adding sugar palm particles (SPP) on the water absorption properties of films composed of thermoplastic sago starch biopolymer. They found that SPP addition successfully reduced water absorption and increased the barrier properties of the composite sago starch thermoplastic biopolymer against water penetration, resulting in more durable biocomposite films. Another work analyzed the effect of sago starch and plasticizer concentrations on the tensile and tear strength of starch films. The results showed that the contents of sago starch and plasticizer significantly affected the mechanical properties of these films, where the increase in starch concentration caused a significant increase in tensile strength (Halimatul et al. 2019a).
Therefore, in this study, we attempted to develop biodegradable films with CNCs using corn starch and different plasticizers (glycerol, sorbitol, and polyethylene glycol (PEG)), and evaluate their morphological, mechanical, physical, chemical, and thermal properties.
Materials and methods
Materials
The powdered microcrystalline cellulose (MCC) used in this study had an average particle diameter of 20 μm (batch MKCJ3222) and was purchased from Sigma-Aldrich (Barueri city, Brazil). Glycerol (purity ≥ 99%, batch SHBN1134) and sorbitol (purity ≥ 98%, batch BCCF3813) were purchased from Sigma-Aldrich (Barueri city, Brazil), and PEG 400 (CARBOWAX 400, batch 37814) was purchased from Synth (Diadema city, Brazil). Modified corn starch (AMD 12), produced from the partial acid hydrolysis of corn, was supplied by Adicel Indústria e Comércio LTDA (Liberdade city, Brazil) and had a maximum moisture content of 14% and a pH of 4.5–6.0.
Methods
Production of CNCs
A suspension containing 5% (w/w) MCC in deionized water was ground in an Supermass Colloider-type ultrafine friction mill (MKCA6-2, Masuko Sanguo, Japan), with 150 passes performed at a rotation of 1500 rpm (central electrical control box). The ground suspension was refrigerated at 4 °C, until use.
Production of starch films
The corn starch films were obtained using the casting method, which involved the distribution of the film-forming suspension in a Petri dish, followed by evaporating the solvent in a tray dryer. The methodology was adapted from the works of Boonsuk et al. (2020), Othman et al. (2021), and Ballesteros-Mártinez et al. (2020). Table 1 presents the composition of the samples developed in this study. It is noteworthy that all films developed here contained a fixed concentration of 3.50% (w/v) dry corn starch in an aqueous solution. The other components (CNCs and plasticizers) were added in mass percentages to the dry starch. The adopted nomenclature relates to the presence of compounds, where G = glycerol, N = CNCs, S = sorbitol, and P = PEG.
First, 96.5 mL of deionized water were heated to 70–80 °C. The corn starch was then added under magnetic stirring (Scientific VELP) and stirred for 15 min. Thereafter, the plasticizer was added to each sample, according to Table 1, and the temperature of the sample was raised to 85 °C, remaining under magnetic stirring for 5 min. For the films with CNCs, the temperature of the mixture was raised to 90 °C and magnetic stirring continued for 5 min after adding the CNCs. Then, the samples were placed in petri dishes (diameter = 145 mm) and dried in a tray dryer with air circulation (DeLeo) at a temperature of 35 °C for 24 h. After removing the films from the petri dishes, they were placed in an environment isolated from light until future use.
Characterization of starch films
Scanning electron microscopy (SEM)
Morphological characterization of the starch films was performed using SEM (CARL ZEISS LS-10, Germany) at an accelerating voltage of 10 kV. The analysis was conducted under low vacuum conditions without metallization. A VP 100 µm aperture and backscattered electron detector (BSD) were also used.
Contact angle
The contact angles of the samples were determined using the sessile drop method. A drop of deionized water was deposited on the samples using a Yale 3D B-D syringe. The assays were performed at a temperature of 23 °C and with a droplet volume of 10 µL. The deposited water drops on the sample surfaces were photographed and the images were evaluated using the Surftens 4.5 software to measure the formed angle. The contact angle was defined as the angle between the plane tangent to the water drop and the plane of the surface where the liquid was deposited. All measurements were performed in triplicate with three drops deposited on each sample at different points on the surface.
Thickness analysis
The thicknesses of the starch films were measured using a micrometer (Pantec Digital 0–25 mm) at five different points on each sample. Measurements were performed in triplicate.
Tensile strength analysis
A DMA Q800 (TA Instruments) from the Polymer Laboratory of the University of Caxias do Sul was used for the stress–strain analysis. The testing parameters were an isothermal temperature of 25 ± 2 °C, a ramp force of 0.5 N/min, and a force range of 0.001–18 N, using the clamp film tension. Ten replicates of each sample were used, with dimensions of approximately 10 × 5.3 mm. The film thickness (average of three measurements) was measured using a micrometer.
X-ray diffractometry (XRD)
XDR analysis was performed using a SHIMADZU XRD-6000 diffractometer, with the following parameters: 40 kV, 40 mA, and Cu-Kα radiation (λ) = 1.5406 Å. Data were obtained in the scanning range of 5–40°, at a speed of 1°/min and a step of 0.02°. The crystallinity index (CI) of the films was calculated based on the ratio between the crystalline peak height (B-type and Vh-type) and the baseline, according to Hulleman et al. (1999).
Fourier-transform infrared spectroscopy (FTIR)
The surface of the films was analyzed using FTIR spectroscopy (Perkin Elmer Frontier, USA) over the range of 400–4000 cm−1, applying 32 scans and a resolution of 4 cm−1. The attenuated total reflectance (ATR) technique was adopted.
Thermogravimetric analysis (TGA)
Approximately 10 mg of each sample were used for TGA analysis (Shimadzu TGA-50). The samples were heated from 25 to 650 °C using N2 gas (50 mL/min) at a constant heating rate of 10 °C/min.
Differential scanning calorimetry (DSC)
DSC analysis was performed using a Perkin Elmer instrument (DSC 4000 model). Approximately 10 mg of each sample were subjected to two stages of heating and one of cooling at a rate of 10 °C/min in the range of 20–200 °C under a N2 atmosphere.
Results and discussion
Morphological and visual analysis
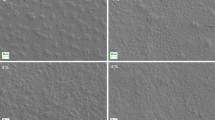
Figure 1 shows a visual analysis and micrographs of the developed starch films. None of the films showed roughness, pores, or cracks. Additionally, the films exhibited translucent and flexible features. According to González-Torres et al. (2021), the same polarity of starch and plasticizers allows them to form strong bonds and produce clear and homogeneous films. As also reported in the work of Wang et al. (2022), our starch films had a flat surface with a compact and uniform appearance, with no major defects or voids. This was attributed to the strong interactions between the glycerol/sorbitol/PEG plasticizers and corn starch.

Visual (right) and morphological (left, 600 × magnification) analysis of developed starch films
Plasticizers are extremely important in the formation and quality of starch films. According to Mohammed et al. (2021), the micrographs of non-plasticized films usually show cracks or pores and some undissolved particles, which could make it easier for water vapor to pass through the film. Plasticizing the films with glycerol mitigates the formation of such cracks and pores, while also improving the adhesion between the particles of the material. (Syafiq et al. 2022) also highlighted the importance of introducing plasticizers in sugar palm nanocellulose/cinnamon essential oil-reinforced starch films. According to the authors, the bionanocomposite films without plasticizers exhibited a wavy, brittle, fragile, and rigid morphology, along with numerous cracks on their surface.
The flawless and homogeneous surfaces observed in the SEM micrographs were ascribed to the incorporation of different plasticizers that contributed to the complete gelatinization of the starch granules, improving the smoothness and consistency of the film microstructures (Hazrati et al. 2021). The results obtained in this study corroborate the results obtained by (Hazrati et al. 2021), who evaluated Dioscorea hispida starch films with different plasticizers, namely glycerol and sorbitol, in proportions of 30, 45, and 60% (w/w). The authors observed that regardless of the plasticizer used or its proportion, all starch films obtained were flexible, homogeneous, and had a smooth texture. Basiak et al. (2018) reported that the homogeneity of the films is an indicator of their physical integrity and that the addition of plasticizers in corn starch films at adequate concentrations leads to the total dissolution of starch molecules, increasing the coherence and integrity of the surface structure of the films.
Contact angle, thickness, crystallinity index, and mechanical properties of the films
Table 2 presents the results of the contact angles, thicknesses, mechanical properties, and crystallinity indexes of the starch films developed with different plasticizers.
Different thicknesses have been reported in the literature for starch films, with values varying between 250 (Sudhakar et al. 2021), 83 (Aisyah et al. 2018), 110–190 (Hazrati et al. 2021), 125–156 (De Carvalho et al. 2021), 84 (Ahmad et al. 2022), and 70–150 µm (Alves et al. 2015). In this study, the thicknesses of the different starch films ranged between 115 and 127 µm. Similar results were found in studies by (Alves et al. 2015) who evaluated the effect of inserting CNCs and gelatin in films plasticized with corn starch, and (Hazrati et al. 2021) who studied the effect of plasticizers on the properties of films based on Dioscorea hispida starch. However, it was observed that the insertion of CNCs caused an increase in the thickness of the films owing to the greater amount of suspended solids in the film-forming solution. Among the corn starch films with CNCs, the one with the highest thickness value was GSN50 (126.8 µm). A similar behavior was observed by Punia Bangar et al. (2022) when evaluating the production of starch-based films reinforced with CNCs obtained from the Kudzu vine (Pueraria montana) and De Carvalho et al. (2021) when evaluating the production of starch-based films reinforced by cassava bagasse.
The contact angle is a quantitative measure of the wettability of a solid by a liquid. A smaller contact angle indicates a hydrophilic surface (Fang et al. 2020). The value of the contact angle is equivalent to the value at time zero, that is, it is the initial contact angle at the first contact of the drop. It was observed that the higher the plasticizer content, the greater the surface polarity and the smaller the contact angle, favoring water scattering, that is, the surface wettability (Basiak et al. 2018). With the incorporation of CNCs, no pattern in the behavior of the films was observed; therefore, it was not possible to observe an improvement in the hydrophobicity of the films. All starch films with different plasticizers and CNCs showed contact angles varying between 28 and 41°, indicating hydrophilicity. Therefore, films with a contact angle of less than 65° are classified as hydrophilic (Medina-Jaramillo et al. 2017; De Carvalho et al. 2021).
It was observed that the tensile strength of films with 40% (w/w) of glycerol plasticizer, regardless of the use of CNCs, was higher than the other films, presenting values of 8.3 and 8.15 MPa for samples G40 and GN40, respectively. When the plasticizer concentration was increased in the films, the tensile strength decreased. The presence of a plasticizer reduces the strong intramolecular attraction between the starch chains, impairing the interaction between the hydrogen bonds (Tarique et al. 2021). However, it was observed that the insertion of CNCs caused an increase in the tensile strength of all the films with 50% (w/w) glycerol and different plasticizers. These results show that CNCs act as reinforcements in the film matrix, improving their mechanical properties and suggesting the formation of a fibrillar network within the matrix. Film samples with sorbitol plasticizer also showed higher tensile strength values than those with only glycerol, or glycerol and PEG, indicating that sorbitol strongly binds to starch chains, increasing the degree of interaction and, consequently, the mechanical strength and rigidity of these materials.
The elongation at break decreased with the incorporation of CNCs, except for the GPN50 sample. This result may be related to the restriction of chain movements in the starch polymer matrix with the incorporation of nanofillers. Thus, the samples without CNCs and the GPN50 sample were more flexible, presenting a greater elongation at break. Similar results have been reported previously Ahmad et al. (2022 and Punia Bangar et al. (2022). The increase in the elongation of the films may be related to the fact that plasticizers reduce the molecular interactions between amylose, amylose-amylopectin, and amylopectin from the original phase and the hydrogen bonds of the starch molecules. Consequently, there is a reduction in stiffness, resulting in greater mobility of the chains and flexibility of the films (Hazrati et al. 2021).
Mechanical characteristics, such as tensile strength and elongation at break, depend on properties such as shape, particle size, quantity, disposition, and the ability of starch to transfer the energy received (Punia Bangar et al. 2022). The proper dispersion and interaction between the CNCs and matrix are determining factors for improving the mechanical properties of the films (Johar and Ahmad 2012). This improvement is related to the good interaction between the CNCs and starch matrix, confirming the reinforcement effect provided by the CNCs. This result corroborates the uniform dispersion of nanofillers in the starch matrix, and because of the similar structures of cellulose and starch, a strong interaction occurs between the continuous and dispersed phases. Similar results have been reported in the literature for CNCs or nanofibers from different sources (Johar and Ahmad 2012; Slavutsky and Bertuzzi 2014; Ahmad et al. 2022; Punia Bangar et al. 2022).
X-ray diffractometry
Figure 2 and Table 2 present the diffractogram and crystallinity index values of the developed starch films, respectively. The starch films showed characteristic B-type and VH-type (V-hydrate) crystallinity peaks, with similar values in the CI reported by Hulleman et al. (1999) for potato starch and Sousa et al. (2022) for Cassava starch. Several factors are related to the crystallinity of starch films, including the drying and storage conditions, and plasticizer content (La Fuente et al. 2019). The constituents of the films and the composition of the starch also play important roles, since amylopectin is related to starch crystallinity and amylose represents the starch's amorphous part (De Moura et al. 2021). However, individual amylose molecules can also be dispersed in the crystalline and amorphous phases of amylopectin clusters (Surendren et al. 2022).

XRD diffractograms of starch films with different plasticizers and absence or presence of CNCs
Our films showed diffraction peaks (2θ) at 15.07, 16.88, 19.67 and 22.45°. According to La Fuente et al. (2019) and Mendes et al. (2016), the peak located at 2θ = 19.8 is related to the VH-type structure, so with the use of the glycerol plasticizer, the formation of the glycerol-amylose complex occurs as a result of the double helix conformations being disrupted by the formation of stable single chain V-conformation helices. Although amylose is not a crystalline material, it can recrystallize (VH-type) by complexing with molecules incorporated into films (Surendren et al. 2022). The peak at 16.8° (B-type) is characteristic of amylopectin recrystallization indicating residual crystallization of the starch granules (Teixeira et al. 2011; Surendren et al. 2022).
The film with 50% (w/w) glycerol (G50) showed a sharper peak between 15 and 20°, and therefore an increase in CI compared to the G40 sample. According to Sousa et al. (2022) the increase in CI indicates films with a more crystalline structure, resulting from the recrystallization of amylopectin. This increase in the crystallinity of the B-type of films corroborates the result of the mechanical analysis, since the increase in crystallinity causes a decrease in resistance to deformation at rupture, which corroborates studies by Hulleman et al. (1999). The more amorphous structure of the GP50 film can be explained because PEG has a more complex chemical structure compared to glycerol. This results in the reduction of molecular interactions between the polymeric chains, due to the increase in free volume in the starch structure (Sousa et al. 2022).
The presence of the CNC caused an increase in the B-type crystallinity of the films incorporated with PEG plasticizer, which was attributed to the formation of new hydrogen bonds between cellulose and starch. The CNC incorporation increased the peak intensity at 2θ = 22.45° due to the trans-crystallization effect, in which this behavior is proportional to the orientation of the semi-crystalline matrix, with rearrangement of the starch chain due to the crystallization of amylose and amylopec]tin on the surface of the nanofiller (Teixeira et al. 2011; Fitriani et al. 2022). However, this effect causes a reduction in VH-type crystallinity as observed by (Teixeira et al. 2011).
FTIR spectroscopy
Figure 3 presents the FTIR analysis results of the developed films, in which it is possible to observe an overlap of the characteristic peaks of the constituents of the film (glycerol, sorbitol, CNCs, starch, and PEG) because of the chemical similarity between the components. The corn starch and cellulose chemical structure is C6H10O5, while sorbitol and glycerol are C6H14O6 and C3H8O3, respectively, and the PEG400 structure is H(OCH2CH2)nOH. The chemical compositions of starch and cellulose are identical, differing only in the orientation of the monomers adjacent to the 1–4 bond of the glucose molecules (Punia Bangar et al. 2022). Regardless of the plasticizer used or its concentration, the spectra of the films were very similar. The same behavior was observed by Punia Bangar et al. (2022), when evaluating the incorporation of 1–7% CNCs in corn starch (pearl millet starch) using 30% glycerol as a plasticizer, and by Hazrol et al. (2021), when evaluating different concentrations of glycerol and sorbitol in films using corn starch. Abotbina et al. (2021) also reported in their research that the similarity observed in FTIR spectra of the film non-plasticized and plasticized films was due to the fact that starch and the used plasticizers have the same functional groups (polyols).

FTIR spectra and relationship between 1047/1022 regions of starch films with different plasticizers and absence or presence of CNCs
According to García-Ramón et al. (2021) and Pourfarzad et al. (2021), the molecular organization of starch chains can be quantified by the ratio between the intensities in the regions of 1047 and 1022 cm−1, as these bands are related to the ordered and amorphous structures of starch, respectively. Thus, lower values indicate a more amorphous (disordered) material. Cellulose hydroxyl groups probably interact with amylose, preventing interactions between amylose-amylose chains and decreasing the formation of a continuous network structure, thus reducing cross-links, and increasing the mobility of starch chains. The G50 film presented the highest ratio between the 1047/1022 regions, with a value of 0.579, indicating a more ordered structure. The GP50 film presented the lowest ratio value (0.371) and was consequently more amorphous.
The region at 1640 cm−1, highlighted in Fig. 3, is related to water bound to starch and cellulose, in which it was observed that in samples containing only glycerol (G40 and G50), the incorporation of CNCs decreased the band intensity. The higher intensity observed may be related to hydrogen bonds within the hydroxyl groups, which are influenced by the amount of water (Pourfarzad et al. 2021).
The region between 3800 and 3000 cm−1 was assigned to the hydroxyl group (–OH), in which discreet changes were observed, especially when adding CNC. This analysis corroborates the analysis of the contact angle, as a reduction in this region of the spectrum was not verified, which would be related to the reduction of the hydrophilicity of the films. Therefore, the incorporation of the CNC causes the rupture of the bonds between the starch leaders and the available –OH groups (De Carvalho et al. 2021). This result was in good agreement with the research of (Tarique et al. 2022b), where fiber reinforcement promoted changes in the same spectrum range, indicating an enhancement in the intramolecular hydrogen bond between the starch and fiber molecules.
Thermal analysis
Figure 4 presents the TGA and derivative curves of the developed starch films. Table 3 shows the mass loss temperatures at 5 and 20% (i.e., T5% and T20%, respectively), the maximum degradation temperature (Tmax), and the amount of residue at 650 °C, in addition to the glass transition temperature (Tg) and the enthalpy of gelatinization of the starch films, as obtained by DSC.

TGA and DTG results of starch films with different plasticizers and absence or presence of CNCs
According to Table 3, the samples with CNC incorporation exhibited an increase in the thermal stability, verified by the TG curves. CNCs have higher degradation temperatures than starch because cellulose begins to degrade at 250–300 °C (Yeo et al. 2017). Thus, an improvement in the thermal stability of the starch films (GN40, GN50, and GPN50) using CNCs with the glycerol and PEG was evidenced. CNCs have a degradation temperature close to that of starch, and generally, the degradation of CNC-added starch films starts at higher temperatures than that of non-CNC starch films. Terrazas-Hernandez et al. (2015) and Ahmad et al. (2022) demonstrated that the addition of CNCs and cellulose nanofibers to starch films can increase the thermal stability, which is conditioned to the better stability of CNCs compared to starch, and to the good interaction between CNCs and plasticized starch.
It can be seen in Table 3 that increasing the glycerol concentration increases the thermal degradation of the films. For example, increasing from 40 to 50% one observes at T20% (20% mass loss) a temperature of 196.8 to 171.4 °C, respectively. With this, there is a weakening of the intermolecular bonds in the starch molecule, due to the presence of glycerol, causing an increase in the bonds between glycerol-starch (Tarique et al. 2021). The incorporation of PEG increases the thermal stability (T5%) owing to the presence of more –OH groups, promoting stronger interactions with polar (hydrophilic) molecules (Caicedo et al. 2022).
The thermal degradation can be divided into two stages. The first stage (70–105 °C) is related to mass loss by the dehydration and/or evaporation of weakly bound water and low molecular weight molecules of the starch film (Punia Bangar et al. 2022). The films with the addition of CNCs showed degradation temperatures greater than or equal to those of the films without CNCs in the first stage. The degradation temperature in the first stage remained similar only in the films with glycerol and sorbitol as plasticizers. Hazrati et al. (2021) obtained similar results for Dioscorea hispida starch films with the mixture of glycerol and sorbitol plasticizers, where the degradation temperatures in the first stage remained similar. This behavior can be related to the mixture of plasticizers and not to the addition of the CNCs.
The second stage of thermal degradation occurred at 105–250 °C, where the plasticizing substances (glycerol, sorbitol, and PEG) were evaporated together with the chemically adsorbed water molecules. These results corroborate with studies conducted by Hazrati et al. (2021), when evaluating Dioscorea hispida starch films, glycerol, sorbitol and glycerol plus sorbitol at the degradation temperature of 125–280 °C. Punia Bangar et al. (2022), when evaluating starch-based films reinforced with CNCs obtained from the Kudzu vine (Pueraria montana) at the degradation temperature of 105–225 °C. Tarique et al. (2022a) studied the incorporation of arrowroot fibers in starch films with glycerol and they observed a degradation temperature of 160–280 °C. Temperatures above 290 °C resulted in the highest thermal degradation, indicating a rapid reduction in the mass of the corn starch films. According to Nordin et al. (2020) and Tarique et al. (2022a) the thermal degradation of starch films occurs at approximately 300 °C, and is related to the loss of hydroxyl groups, depolymerization, and decomposition of the starch carbon chain (the main constituent of the films).
Analyzing the results extracted by the DSC analysis, it can be verified that in the films with the incorporation of CNCs, the Tg decreased, except for the sample GSN50. The Tg values for all analyzed films ranged from 83.6 to 101.5 ºC. All samples with 50% glycerol showed higher Tg values compared to G40 and GN40 films. As the concentration of plasticizers increases, Tg also increases because of the greater possibility of hydrogen bond formation between the starch and plasticizers (Mallick et al. 2020). It can also be seen that the increase in the Tg value was more pronounced in the film sample with both plasticizer and CNC (GSN50). The increase in Tg can be related to the increase in temperature at which amylose and amylopectin were loosened, thereby increasing the temperature at which greater mobility of starch molecules occurs (Tarique et al. 2022a).
According to Hazrati et al. (2021), the addition of glycerol to starch films forms additional hydrophilic -OH groups that serve as active sites for water molecules to fill. In the films plasticized with glycerol, Tg decreased as the concentration of plasticizers increased owing to the hygroscopic properties of glycerol, which easily retains water from the starch films. Starch films with higher glycerol concentrations have higher moisture, thus decreasing the Tg value, which corroborates the TGA results, as the G50 sample showed a decrease in thermal stability, as compared to the G40 sample. The addition of sorbitol formed an interaction with the intermolecular starch chains, minimizing the likelihood of plasticizer-water interactions.
Melting temperatures showed similar values among all evaluated films, ranging from 294 to 300 ºC. The melting enthalpies (ΔH) of the films also increased with the CNC insertion, with the exception of GP50 and GPN50 films, where there was a reduction in enthalpy. In the GS50 and GSN50 samples, the values were very similar. The higher enthalpy values observed in Table 3 may be related to the degree of crystallinity or more ordered crystalline regions, providing greater structural stability to the films and indicating strong hydrogen bond interactions, making the granules more resistant to gelatinization (De Souza et al. 2020). In general, the addition of CNC promotes an increase in the degree of crystallinity of the films. As observed to (Ilyas et al. 2018a), the interior structure of the films had become increasingly crystalline and more orderly when the nanofibers was inserted in the gaps between starch molecules. Besides, as higher nanofiller contents were reinforced into the films, the films crystallinity was increased, probably due to the higher nanofibers content displayed higher surface area ratio.
Conclusions
In this work, corn starch films were developed with and without the incorporation of CNCs, and under different formulations and combinations with plasticizers (glycerol, sorbitol, and PEG). SEM analysis revealed that the films did not exhibit imperfections, such as roughness, pores, or cracks, on their surfaces. Furthermore, all corn starch films obtained were flexible, homogeneous, and had a smooth texture, regardless of the plasticizer used or its mass proportion. No improvement in the contact angle was observed with the incorporation of CNCs, but there was a direct relationship between the increase in wettability and the amount of plasticizer used. The corn starch films developed with CNCs and 40% glycerol showed the best mechanical properties and tensile strength among all samples, with their values surpassing by approximately 12% those of the films with 50% sorbitol; further, no changes were observed in their chemical structure, as visualized by the FTIR spectra. The incorporation of CNCs caused an improvement in the thermal stability of the films, a reduction in the Tg value, as well as an increase in the peak intensity at 2θ = 22.45°, due to the effect of trans-crystallization. The X-ray diffractograms also revealed that the presence of CNCs increased the B-type crystallinity of the films with the PEG plasticizer. The general results showed that the appropriate selection and content of plasticizers is crucial when fabricating corn starch films for food packaging applications. Furthermore, the incorporation of CNCs can significantly improve the properties of such films, offering a feasible approach for producing packaging products with advanced durability.
Data availability
Not applicable.
References
Abioye AA, Fasanmi OO, Rotimi DO, Abioye OP, Obuekwe CC, Afolalu SA, Okokpujie IP (2019) Review of the development of biodegradable plastic from synthetic polymers and selected synthesized nanoparticle starches. J Phys Conf Ser 1378:042064. https://doi.org/10.1088/1742-6596/1378/4/042064
Abotbina W, Sapuan SM, Sultan MTH, Alkbir MFM, Ilyas RA (2021) Development and characterization of cornstarch-based bioplastics packaging film using a combination of different plasticizers. Polymers (Basel) 13:1–18. https://doi.org/10.3390/polym13203487
Abral H, Basri A, Muhammad F, Fernando Y, Hafizulhaq F, Mahardika M, Sugiarti E, Sapuan SM, Ilyas RA, Stephane I (2019) A simple method for improving the properties of the sago starch films prepared by using ultrasonication treatment. Food Hydrocoll 93:276–283. https://doi.org/10.1016/j.foodhyd.2019.02.012
Ahmad K, Din Z, Ullah H, Ouyang Q, Rani S, Jan I, Alam M, Rahman Z, Kamal T, Ali S, Khan SA, Shahwar D, Gul F, Ibrahim M, Nawaz T (2022) Preparation and characterization of bio-based nanocomposites packaging films reinforced with cellulose nanofibers from unripe banana peels. Starch/Staerke 74:1–10. https://doi.org/10.1002/star.202100283
Ahmed T, Shahid M, Azeem F, Rasul I, Shah AA, Noman M, Hameed A, Manzoor N, Manzoor I, Muhammad S (2018) Biodegradation of plastics: current scenario and future prospects for environmental safety. Environ Sci Pollut Res 25:7287–7298. https://doi.org/10.1007/s11356-018-1234-9
Aisyah Y, Irwanda LP, Haryani S, Safriani N (2018) Characterization of corn starch-based edible film incorporated with nutmeg oil nanoemulsion. IOP Conf Ser Mater Sci Eng 352:0–7. https://doi.org/10.1088/1757-899X/352/1/012050
Alves JS, Dos Reis KC, Menezes EGT, Pereira FV, Pereira J (2015) Effect of cellulose nanocrystals and gelatin in corn starch plasticized films. Carbohydr Polym 115:215–222. https://doi.org/10.1016/j.carbpol.2014.08.057
Asgher M, Qamar SA, Bilal M, Iqbal HMN (2020) Bio-based active food packaging materials: sustainable alternative to conventional petrochemical-based packaging materials. Food Res Int. https://doi.org/10.1016/j.foodres.2020.109625
Atiqah A, Jawaid M, Sapuan SM, Ishak MR, Ansari MNM, Ilyas RA (2019) Physical and thermal properties of treated sugar palm/glass fibre reinforced thermoplastic polyurethane hybrid composites. J Mater Res Technol 8:3726–3732. https://doi.org/10.1016/j.jmrt.2019.06.032
Azeredo HMC, Rosa MF, Mattoso LHC (2017) Nanocellulose in bio-based food packaging applications. Ind Crops Prod 97:664–671. https://doi.org/10.1016/j.indcrop.2016.03.013
Ballesteros-Mártinez L, Pérez-Cervera C, Andrade-Pizarro R (2020) Effect of glycerol and sorbitol concentrations on mechanical, optical, and barrier properties of sweet potato starch film. NFS J 20:1–9. https://doi.org/10.1016/j.nfs.2020.06.002
Basiak E, Lenart A, Debeaufort F (2018) How glycerol and water contents affect the structural and functional properties of starch-based edible films. Polymers (Basel). https://doi.org/10.3390/polym10040412
Boonsuk P, Sukolrat A, Kaewtatip K, Chantarak S, Kelarakis A, Chaibundit C (2020) Modified cassava starch/poly(vinyl alcohol) blend films plasticized by glycerol: structure and properties. J Appl Polym Sci 137:1–13. https://doi.org/10.1002/app.48848
Caicedo C, Díaz-Cruz CA, Jiménez-Regalado EJ, Aguirre-Loredo RY (2022) Effect of plasticizer content on mechanical and water vapor permeability of maize starch/PVOH/chitosan composite films. Materials (Basel). https://doi.org/10.3390/ma15041274
Csiszár E, Nagy S (2017) A comparative study on cellulose nanocrystals extracted from bleached cotton and flax and used for casting films with glycerol and sorbitol plasticisers. Carbohydr Polym 174:740–749. https://doi.org/10.1016/j.carbpol.2017.06.103
Dahy H, Knippers J (2017) Biopolymers and biocomposites based on agricultural residues. Cultiv Build Mater. https://doi.org/10.1515/9783035608922-014
De Carvalho GR, Marques GS, de Matos Jorge LM, Jorge RMM (2021) Effect of the addition of cassava fibers on the properties of cassava starch composite films. Brazilian J Chem Eng 38:341–349. https://doi.org/10.1007/s43153-021-00093-7
De Moura CVR, Da Cruz Sousa D, De Moura EM, Araújo ECED, Sittolin IM (2021) New biodegradable composites from starch and fibers of the babassu coconut. Polimeros. https://doi.org/10.1590/0104-1428.09519
De Souza AG, dos Santos NMA, da Silva Torin RF, dos Santos RD (2020) Synergic antimicrobial properties of Carvacrol essential oil and montmorillonite in biodegradable starch films. Int J Biol Macromol 164:1737–1747. https://doi.org/10.1016/j.ijbiomac.2020.07.226
Fang Y, Wang W, Qian H, Wu K, Xiao M, Ni X, Jiang F, Chen S (2020) Regular film property changes of konjac glucomannan/mung bean starch blend films. Starch-Stärke 72:1900149. https://doi.org/10.1002/star.201900149
Fitriani F, Aprilia S, Bilad MR, Arahman N, Usman A, Huda N, Kobun R (2022) Optimization of biocomposite film based on whey protein isolate and nanocrystalline cellulose from pineapple crown leaf using response surface methodology. Polymers (Basel). https://doi.org/10.3390/polym14153006
Fontes MRV, da Rosa MP, Fonseca LM, Beck PH, da Rosa ZE, Dias ARG (2021) Thermal stability, hydrophobicity and antioxidant potential of ultrafine poly (lactic acid)/rice husk lignin fibers. Brazilian J Chem Eng 38:133–144. https://doi.org/10.1007/s43153-020-00083-1
García-Ramón JA, Carmona-García R, Valera-Zaragoza M, Aparicio-Saguilán A, Bello-Pérez LA, Aguirre-Cruz A, Alvarez-Ramirez J (2021) Morphological, barrier, and mechanical properties of banana starch films reinforced with cellulose nanoparticles from plantain rachis. Int J Biol Macromol 187:35–42. https://doi.org/10.1016/j.ijbiomac.2021.07.112
Gemmer RE, Borsoi C, Hansen B, Dahlem MA Jr, Francisquetti EL, Beltrami LVR, Zattera AJ, Catto AL (2021) Extraction of nanocellulose from yerba mate residues using steam explosion, TEMPO-mediated oxidation and ultra-fine friction grinding. J Nat Fibers 00:1–11. https://doi.org/10.1080/15440478.2021.1994095
González-Torres B, Robles-García MÁ, Gutiérrez-Lomelí M, Padilla-Frausto JJ, Navarro-Villarruel CL, Del-Toro-Sánchez CL, Rodríguez-Félix F, Barrera-Rodríguez A, Reyna-Villela MZ, Avila-Novoa MG, Reynoso-Marín FJ (2021) Combination of sorbitol and glycerol, as plasticizers, and oxidized starch improves the physicochemical characteristics of films for food preservation. Polymers (Basel). https://doi.org/10.3390/polym13193356
Halimatul MJ, Sapuan SM, Jawaid M, Ishak MR, Ilyas RA (2019a) Effect of sago starch and plasticizer content on the properties of thermoplastic films: Mechanical testing and cyclic soaking-drying. Polimery/Polymers 64:422–431. https://doi.org/10.14314/polimery.2019.6.5
Halimatul MJ, Sapuan SM, Jawaid M, Ishak MR, Ilyas RA (2019b) Water absorption and water solubility properties of sago starch biopolymer composite films filled with sugar palm particles. Polimery/Polymers 64:596–604. https://doi.org/10.14314/polimery.2019.9.4
Hazrati KZ, Sapuan SM, Zuhri MYM, Jumaidin R (2021) Effect of plasticizers on physical, thermal, and tensile properties of thermoplastic films based on Dioscorea hispida starch. Int J Biol Macromol 185:219–228. https://doi.org/10.1016/j.ijbiomac.2021.06.099
Hazrol MD, Sapuan SM, Zainudin ES, Zuhri MYM, Abdul Wahab NI (2021) Corn starch (Zea mays) biopolymer plastic reaction in combination with sorbitol and glycerol. Polymers (Basel) 13:1–22. https://doi.org/10.3390/polym13020242
Hernández-García E, Vargas M, González-Martínez C, Chiralt A (2021) Biodegradable antimicrobial films for food packaging: Effect of antimicrobials on degradation. Foods. https://doi.org/10.3390/foods10061256
Hulleman SHD, Kalisvaart MG, Janssen FHP, Feil H, Vliegenthart JFG (1999) Origins of B-type crystallinity in glycerol-plasticized, compression-moulded potato starches. Carbohydr Polym 39:351–360. https://doi.org/10.1016/S0144-8617(99)00024-7
Ilyas RA, Sapuan SM, Ishak MR (2018a) Isolation and characterization of nanocrystalline cellulose from sugar palm fibres (Arenga Pinnata). Carbohydr Polym 181:1038–1051. https://doi.org/10.1016/j.carbpol.2017.11.045
Ilyas RA, Sapuan SM, Ishak MR, Zainudin ES (2018b) Development and characterization of sugar palm nanocrystalline cellulose reinforced sugar palm starch bionanocomposites. Carbohydr Polym 202:186–202. https://doi.org/10.1016/j.carbpol.2018.09.002
Ilyas RA, Sapuan SM, Ibrahim R, Abral H, Ishak MR, Zainudin ES, Atikah MSN, Nurazzi NM, Atiqah A, Ansari MNM, Syafri E, Asrofi M, Sari NH, Jumaidin R (2019a) Effect of sugar palm nanofibrillated cellulose concentrations on morphological, mechanical and physical properties of biodegradable films based on agro-waste sugar palm (Arenga pinnata (Wurmb.) Merr) starch. J Mater Res Technol 8:4819–4830. https://doi.org/10.1016/j.jmrt.2019.08.028
Ilyas RA, Sapuan SM, Ibrahim R, Abral H, Ishak MR, Zainudin ES, Asrofi M, Atikah MSN, Huzaifah MRM, Radzi AM, Azammi AMN, Shaharuzaman MA, Nurazzi NM, Syafri E, Sari NH, Norrrahim MNF, Jumaidin R (2019b) Sugar palm (Arenga pinnata (Wurmb.) Merr) cellulosic fibre hierarchy: a comprehensive approach from macro to nano scale. J Mater Res Technol 8:2753–2766. https://doi.org/10.1016/j.jmrt.2019.04.011
Ilyas RA, Sapuan SM, Ishak MR, Zainudin ES (2019c) Sugar palm nanofibrillated cellulose (Arenga pinnata (Wurmb.) Merr): effect of cycles on their yield, physic-chemical, morphological and thermal behavior. Int J Biol Macromol 123:379–388. https://doi.org/10.1016/j.ijbiomac.2018.11.124
Jiang W, Huang Z, Wang Y, Zheng B, Zhou H (2018) Voids formation and their effects on mechanical properties in thermoformed carbon fiber fabric-reinforced composites. Polym Compos 40:E1094–E1102. https://doi.org/10.1002/pc.24876
Johar N, Ahmad I (2012) Morphological, thermal, and mechanical properties of starch biocomposite films reinforced by cellulose nanocrystals from rice husks. BioResources 7:5469–5477. https://doi.org/10.15376/biores.7.4.5469-5477
La Fuente CI, de Souza AT, Tadini CC, Augusto PED (2019) Ozonation of cassava starch to produce biodegradable films. Int J Biol Macromol 141:713–720. https://doi.org/10.1016/j.ijbiomac.2019.09.028
Mallick N, Pal D, Agrawal M, Soni AB (2020) Effect of different plasticizers on mechanical, thermal, and barrier properties of corn starch/polyvinyl alcohol/rice husk flour based bio-composite films. J Indian Chem Soc 97:1094–1098
Medina-Jaramillo C, Ochoa-Yepes O, Bernal C, Famá L (2017) Active and smart biodegradable packaging based on starch and natural extracts. Carbohydr Polym 176:187–194. https://doi.org/10.1016/j.carbpol.2017.08.079
Mendes JF, Paschoalin RT, Carmona VB, Sena Neto AR, Marques ACP, Marconcini JM, Mattoso LHC, Medeiros ES, Oliveira JE (2016) Biodegradable polymer blends based on corn starch and thermoplastic chitosan processed by extrusion. Carbohydr Polym 137:452–458. https://doi.org/10.1016/j.carbpol.2015.10.093
Merino D, Gutiérrez TJ, Alvarez VA (2019) Structural and thermal properties of agricultural mulch films based on native and oxidized corn starch nanocomposites. Starch/Staerke 71:1–9. https://doi.org/10.1002/star.201800341
Mohammed AABA, Omran AAB, Hasan Z, Ilyas RA, Sapuan SM (2021) Wheat biocomposite extraction, structure properties and characterization: a review. Polymers 1–27:3624. https://doi.org/10.3390/polym13213624
Nordin N, Othman SH, Rashid SA, Basha RK (2020) Effects of glycerol and thymol on physical, mechanical, and thermal properties of corn starch films. Food Hydrocoll 106:105884. https://doi.org/10.1016/j.foodhyd.2020.105884
Omran AAB, Mohammed AA, Sapuan SM, Ilyas RA, Asyraf MRM, Rahimian Koloor SS, Petrů M (2021) Micro-and nanocellulose in polymer composite materials: A review. Polymers (Basel) 13:1–30. https://doi.org/10.3390/polym13020231
Othman SH, Nordin N, Azman NAA, Tawakkal ISMA, Basha RK (2021) Effects of nanocellulose fiber and thymol on mechanical, thermal, and barrier properties of corn starch films. Int J Biol Macromol 183:1352–1361. https://doi.org/10.1016/j.ijbiomac.2021.05.082
Phanthong P, Reubroycharoen P, Hao X, Xu G, Abudula A, Guan G (2018) Nanocellulose: extraction and application. Carbon Resour Convers 1:32–43. https://doi.org/10.1016/j.crcon.2018.05.004
Pourfarzad A, Yousefi A, Ako K (2021) Steady/dynamic rheological characterization and FTIR study on wheat starch-sage seed gum blends. Food Hydrocoll 111:106380. https://doi.org/10.1016/j.foodhyd.2020.106380
Punia Bangar S, Whiteside WS, Dunno KD, Cavender GA, Dawson P, Love R (2022) Starch-based bio-nanocomposites films reinforced with cellulosic nanocrystals extracted from Kudzu (Pueraria montana) vine. Int J Biol Macromol 203:350–360. https://doi.org/10.1016/j.ijbiomac.2022.01.133
Rai P, Mehrotra S, Priya S, Gnansounou E, Sharma SK (2021) Recent advances in the sustainable design and applications of biodegradable polymers. Bioresour Technol 325:124739. https://doi.org/10.1016/j.biortech.2021.124739
Rončević Z, Bajić B, Vlajkov V, Dodić S, Grahovac J, Jokić A, Dodić J (2020) Optimisation of xanthan production on glycerol-based medium using response surface methodology. Brazilian J Chem Eng 37:617–627. https://doi.org/10.1007/s43153-020-00062-6
Sandoval JLS, Fonseca PER, Arévalo AOH, Sira EEP, Ricci J, Dufour D (2021) Development and characterization of edible films from chachafruto (Erythrina edulis Triana) starch. Starch-Stärke 73:2000269. https://doi.org/10.1002/star.202000269
Silva APM, Oliveira AV, Pontes SMA, Pereira AL, Rosa MF, Azeredo HM (2019) Mango kernel starch films as affected by starch nanocrystals and cellulose nanocrystals. Carbohydr Polym 211:209–216. https://doi.org/10.1016/j.carbpol.2019.02.013
Slavutsky AM, Bertuzzi MA (2014) Water barrier properties of starch films reinforced with cellulose nanocrystals obtained from sugarcane bagasse. Carbohydr Polym 110:53–61. https://doi.org/10.1016/j.carbpol.2014.03.049
Sousa ASB de, Lima RP, Silva MCA da, das Neves Moreira D, Pintado MME, de Melo Silva S (2022) Natural deep eutectic solvent of choline chloride with oxalic or ascorbic acids as efficient starch-based film plasticizers. Polymer (Guildf) 259:125314. https://doi.org/10.1016/j.polymer.2022.125314
Sudhakar MP, Magesh Peter D, Dharani G (2021) Studies on the development and characterization of bioplastic film from the red seaweed (Kappaphycus alvarezii). Environ Sci Pollut Res 28:33899–33913. https://doi.org/10.1007/s11356-020-10010-z
Surendren A, Mohanty AK, Liu Q, Misra M (2022) A review of biodegradable thermoplastic starches, their blends and composites: recent developments and opportunities for single-use plastic packaging alternatives. Green Chem 19:8606–8636. https://doi.org/10.1039/d2gc02169b
Syafiq RMO, Sapuan SM, Zuhri MYM, Othman SH, Ilyas RA (2022) Effect of plasticizers on the properties of sugar palm nanocellulose/cinnamon essential oil reinforced starch bionanocomposite films. Nanotechnol Rev 11:423–437. https://doi.org/10.1515/ntrev-2022-0028
Tan J, Tiwari SK, Ramakrishna S (2021) Single-use plastics in the food services industry: can it be sustainable? Mater Circ Econ 3:1–16. https://doi.org/10.1007/s42824-021-00019-1
Tarique J, Sapuan SM, Khalina A (2021) Effect of glycerol plasticizer loading on the physical, mechanical, thermal, and barrier properties of arrowroot (Maranta arundinacea) starch biopolymers. Sci Rep 11:1–17. https://doi.org/10.1038/s41598-021-93094-y
Tarique J, Sapuan SM, Khalina A, Ilyas RA, Zainudin ES (2022a) Thermal, flammability, and antimicrobial properties of arrowroot (Maranta arundinacea) fiber reinforced arrowroot starch biopolymer composites for food packaging applications. Int J Biol Macromol 213:1–10. https://doi.org/10.1016/j.ijbiomac.2022.05.104
Tarique J, Zainudin ES, Sapuan SM, Ilyas RA, Khalina A (2022b) Physical, mechanical, and morphological performances of arrowroot (Maranta arundinacea) fiber reinforced arrowroot starch biopolymer composites. Polymers (Basel). https://doi.org/10.3390/polym14030388
Teixeira EM, Lotti C, Correa AC, Teodoro KBR, Marconcini JM, Mattoso LHC (2011) Thermoplastic corn starch reinforced with cotton cellulose nanofibers. J Appl Polym Sci 116:2658–2667. https://doi.org/10.1002/app.33447
Terrazas-Hernandez JA, Berrios JDJ, Glenn GM, Imam SH, Wood D, Bello-Pérez LA, Vargas-Torres A (2015) Properties of cast films made of Chayote (Sechium edule Sw.) tuber starch reinforced with cellulose nanocrystals. J Polym Environ 23:30–37. https://doi.org/10.1007/s10924-014-0652-0
Tyagi P, Salem KS, Hubbe MA, Pal L (2021) Advances in barrier coatings and film technologies for achieving sustainable packaging of food products – a review. Trends Food Sci Technol 115:461–485. https://doi.org/10.1016/j.tifs.2021.06.036
Wang B, Yu B, Yuan C, Guo L, Liu P, Gao W, Li D, Cui B, Abd El-Aty AM (2022) An overview on plasticized biodegradable corn starch-based films: the physicochemical properties and gelatinization process. Crit Rev Food Sci Nutr 62:2569–2579. https://doi.org/10.1080/10408398.2020.1868971
Xiao H, Yang F, Lin Q, Zhang Q, Tang W, Zhang L, Xu D, Liu G-Q (2019) Preparation and properties of hydrophobic films based on acetylated broken-rice starch nanocrystals for slow protein delivery. Int J Biol Macromol 138:556–564. https://doi.org/10.1016/j.ijbiomac.2019.07.121
Yadav A, Mangaraj S, Singh R, Kumar N, Arora S (2018) Biopolymers as packaging material in food and allied industry. Int J Chem Stud 6:2411–2418
Yeo JY, Chin BLF, Tan JK, Loh YS (2017) Comparative studies on the pyrolysis of cellulose, hemicellulose, and lignin based on combined kinetics. J Energy Inst 92:27–37. https://doi.org/10.1016/j.joei.2017.12.003
Acknowledgements
The authors thank the Universidade do Vale do Taquari_Univates and Universidade de Caxias do Sul (UCS) for supporting this research, and FAPERGS (Fundação de Amparo à Pesquisa do Estado do Rio Grande do Sul, Brazil) for the financial support.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflicts of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Blume, W.R., Beltrami, L.V.R., Francisquetti, E.L. et al. Effects of different plasticizers on the physicochemical properties of cellulose nanocrystals-reinforced corn starch films. Braz. J. Chem. Eng. 41, 371–383 (2024). https://doi.org/10.1007/s43153-023-00340-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s43153-023-00340-z