
Abstract
Sulfur waste (SW) materials are piling up in Iraq, posing a costly disposal issue as well as gas emission concerns. An efficient way to reduce the consumption of a common filler (calcium carbonate; CaCO3) and hazardous gas emissions is to use SW as a mineral filler. For sustainable pavement construction, SW could be used as a mineral filler. This study analyzes this possibility. Sulfur waste asphalt concrete (SWAC) combinations with PG76-16 asphalt binder were constructed for the study, and they were tested against the CaCO3–asphalt concrete (AC) reference mixture. While the weight of SW in the SWAC mixtures ranged from 4% to 6% (by weight of aggregate), the CaCO3 concentration in the AC mixture was set at 5% (by weight of aggregate). Tests on the mechanical properties of AC and SWAC mixtures included the Marshall stability and Marshall quotient, as well as the static indirect tensile strength at 25 and 60 °C, and tensile strength ratio. To a lesser extent, the SWAC combinations have lower Marshall stability, tensile strength, and tensile strength ratio than AC mixture. Even at 5% SWAC, the values of tensile strength ratio are still higher than the minimum values of 85%. A greater flow rate indicates greater strain capacity to achieve failure in SWAC mixtures. All SWAC combinations meet the minimal ASTM standards of 8kN stability, 2–4 mm flow, 3–5% air voids, and 14% VMA at the same optimal binder content. In this study, it was determined that 4–5% by weight of aggregate can be recycled and used as a sustainable mineral filler for paving applications, where it is available and the cost of transportation is lower than CaCO3 filler materials.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Industrial and home solid waste generation, management, and disposal have all become important global concerns. It has long been investigated and encouraged to use waste or by-product materials in asphalt pavements for functional, environmental, or economic reasons. Recycled asphalt pavement (RAP), recycled asphalt shingle (RAS), recycled waste tire, and recycled waste lime are so routinely utilized in asphalt mixtures that their use has been accepted as a standard asphalt mixture component [1,2,3,4,5].
The most environmentally friendly solution to the challenge of disposing of bulk trash is to reuse them. Iraq's extensive usage of composite materials for road surface development and maintenance presents a significant opportunity for recycling waste materials. It is not just about the safe disposal of bulk waste but also the reduction of environmental consequences resulting from greenhouse gas (GHG) emissions that the usage of mineral fillers in the road building sector has on the environment [6].
Reductions in those energy and emission levels are best achieved by expanding efforts to reduce the amount of filler needed over time. This can be achieved primarily by reducing or eliminating the common filler (such as calcium carbonate) content of asphalt mixtures and extending the lives of asphalt mixtures.
It was advised by FHWA–HIF-16-012 [7] that asphalt binders, modifiers, additives and aggregate be mitigated. The use of novel materials such as warm-mix asphalt (WMA) or polymers, rubber, and other modifiers, as well as better mixture design and building techniques can all help to reduce the amount of material used [7]. In the report, however, there was no mention of using sulfur waste (SW) as an alternative mineral filler.
During the last decade, there were only a few studies on using some of wastes as a filler or fiber in asphalt paving mixtures, as illustrated in Table 1. These studies show significant and encourageing results of using waste in asphalt mixtures [8,9,10,11]. In contrast; there are no studies on using sulfur waste as a filler in asphalt paving mixtures. Nevertheless, sulfur waste was employed to replace a portion of the asphalt cement binder in asphalt mixtures at various replacement rates [12, 13]. Al-Hadidy [13] found that replacing asphalt with sulfur waste increased the rheological properties of asphalt cement and brought the tensile strength and stability up to ASTM standards.
The non-use of SW creates waste disposal problems and environmental pollution, just like other waste products, SW does not degrade in landfills. In addition to economic savings and environmental conservation, the usage of SW can yield further benefits. Sulfur production at a factory in Iraq has increased, causing waste disposal challenges and environmental pollution [14]. Annually, Iraq produces a rising amount of SW, while the capacity of the country's existing disposal facilities is dwindling. In landfills, the vast majority of solid waste is inert. Between 7,000 and 20,000 tons of SW are produced and disposed of in Iraq each year. SW landfilling is predicted to cost $95 per ton. To put it another way, the annual expense of landfilling can run anywhere from $665 to $2,000 [14]. Using SW in asphalt mixtures is expected to save money and benefit the environment.
To increase the performance of asphalt pavements, SW is an appropriate mineral filler for asphalt mixtures [12]. Physicochemical properties of asphalt are first affected by sulfur as an important fraction. Second, SW in powder form is readily available in Iraq, and it is also reasonably priced. As the SW is readily available and inexpensive, researchers in northern Iraq have turned to using it as a mineral filler in asphalt mixtures to improve their qualities [12, 13]. Depending on the sulfur content, the SW melting point ranges from 140 °C to 145 °C [15]. At 140 °C, the dominant reaction is entrance of sulfur atoms into aromatic naften molecules of bitumen. As a result, the amount of aromatic naften group of bitumen decrease and percentage of polar aromatic groups of bitumen increases. Consequently, the bitumen gets softer and more adhesive. It must be noted that at 140 °C, all the added sulfur do not participate in reaction, part of it will remain in solution form and the rest will float in bitumen [16]. Generally speaking, SW has a specific gravity between 2.03 and 2.215. Most of the utilized SW cannot be recycled directly and must be discarded [14].
These facts illustrate the enormous potential for sulfur waste recovery and encapsulation. Bituminous road surface is a great way to incorporate significant amounts of unique sulfur waste into a civil engineering structure while also improving the strength and longevity of the road layers [14]. The current study is likely to contribute to a better understanding of the performance of asphalt mixtures containing SW for long-term road infrastructure development. However, according to the authors’ knowledge using sulfur waste as a mineral filler in asphalt mixture has not been investigated. Therefore, there is still a necessity for further studies focusing specifically on this topic.
2 Methodology and Research Objectives
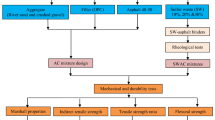
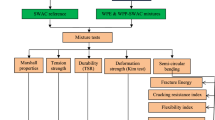
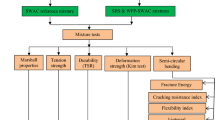
The current research aims to: (1) study the possibility of using sulfur waste as mineral filler for asphalt mixtures; (2) find the optimum sulfur waste content; and (3) study and compare the effects of sulfur waste on styrene–butadiene–styrene modified asphalt mixtures. It is expected that the current study objectives provide an insight in understanding the performance of asphalt mixtures containing SW as a mineral filler toward a sustainable development of road infrastructure. Figure 1 illustrates the methods used to accomplish the study's research objectives. The sulfur waste was introduced in powder form, and its effect on the performance of styrene–butadiene–styrene modified asphalt mixtures, such as Marshall test (ASTM D 6927) [17], indirect tensile strength at 25 °C and 60 °C (ASTM D6931) [18], and moisture sensitivity (ASTM D6931) [18] and the results were compared with the reference mixtures containing calcium carbonate (CaCO3) as a mineral filler.

Flow chart of experimental work of the study
3 Materials
3.1 Aggregates
A hot mix business in Kashe was raided for its aggregate, river sand, and crushed gravel (located in Dohuk city). Sedimentary rock with significant silica content is the geological origin of this gravel. In Iraq's northern areas, this type of aggregate is frequently utilized in highway construction. Aggregates' properties, such as angularity, toughness and water absorption and specific gravities, are outlined in Table 2 of the report. CaCO3 from Iraq's Duhok–Kurdistan region's Kashe hot mix factory was employed as a reference filler material. After passing through a 200-mesh sieve, calcium carbonate has a specific gravity of 2.734.
3.2 Asphalt Cement and Styrene–Butadiene–Styrene
Oil refinery asphalt cement was employed in this study (located in Erbil–Kurdistan region of Iraq). In terms of penetration, the asphalt cement was rated at 40 to 50 (P40). This asphalt grade is primarily used in the pavement construction of roadways around the country. The experiment used polymer modified asphalt of 40 grades with SBS to create PG76-16. 4% SBS linear block copolymer (Type, Europrene SOL T 6302) was used to modify the base binder. SBS in pellet form was mixed at 180 ± 5 °C using a high shear laboratory mixer (Silverson machine, model L5 series). To achieve a homogenous binder, the blender was rotated at a speed of 3000 rpm for 2 h [19]. The rheological parameters of P40 and PG76-16 binders are summarized in Table 3.
The compatibility between SBS and asphalt was studied using the separation tendency (Storage stability) technique. The storage stability of modified asphalts with SBS was measured as follows [20]: the sample was put into an aluminum foil tube, 32 mm in diameter and 160 mm in height. The tube was sealed without an air enclosure, and stored vertically in an oven at 163 °C. After 48 h the tube containing the modified asphalt was cooled to ambient temperature and cut horizontally into three equal parts. The upper and lower parts were then melted and stored in separate small cans labeled T and B, respectively. The softening points of T and B materials were determined. When the difference of the softening points between T and B is less than 2.5 °C, the sample can be regarded to have good storage stability. Table 3 compares the difference in the top and bottom sections of the PG76-16. From this table, it can be observed that the difference value in softening points for PG76-16 is 2.0. This indicates that the storage stability of PG76-16 is effectively improved.
3.3 Sulfur Waste
Solid waste from sulfur-producing units is known as SW. In the Al-Meshrak industrial complex (about 400 km north of Baghdad's center), SW is regularly found as a dark green powder. Sealed bags were used to transport it to the laboratory. Physico-chemical and gradation properties of SW materials are shown in Table 4.
4 Experimental Methods
4.1 Mixture Design
The study used a dense asphalt mixture type D5 that met ASTM D3515 standards [20]. Aggregate was sieved into different sizes before being recombined with sulfur waste to meet the ASTM D3515 surface course gradation restrictions in the mid-range [20]. Table 5 depicts the gradation of the combined aggregate with various filler percentages. The Marshall Method was used to create the asphalt mixture [17]. The analysis of stability (22.2 kN), flow (2.84 mm), bulk specific gravity (2390 kg/m3), air voids (4.0%), and voids in mineral aggregates (15.25%) was realized to fulfill the ASTM specifications [17] and National Center for Construction Laboratories (NCCL) [21], obtained an optimum binder content of 5.0% for AC reference mixture.
This OBC was utilized in the manufacturing of all asphalt mixtures investigated in this work to preserve consistency throughout the study. The following steps were performed for the formulation of compacted specimens:
-
The mixture of aggregate and filler was heated to 160 ± 5 °C in an electrically controlled oven.
-
The PG76-16 binder was heated up to 165 °C in an electrically controlled oven.
-
The combination of aggregate, filler and PG76-16 binder was mixed mechanically at a temperature of 163 ± 5 °C for 1.5 min.
-
The specimens formulated were then compacted using electrical Marshall apparatus specified by ASTM D6927 [17].
4.2 Marshall Stability and Flow Tests
Marshall stability and flow experiments were conducted on compacted specimens with varied sulfur waste contents for both binders types, according to ASTM D6927 [17]. Cylindrical compressed specimens with diameters of 100 and 63.5 mm are immersed in 60 °C water for 30–40 min before being loaded to failure with curved steel loading plates along their diameters at a continuous compression rate of 51 mm per minute. The Marshall stability value in (kN) is the maximum force measured during compression, whereas the flow in (kN) is the maximum deformation recorded at maximum force (mm). To measure stiffness, the Marshall quotient (kN/mm) is used, which is the stability (kN) divided by the flow (mm). Bituminous mixtures test protocols for hot mix are included in Draft BSEN 12697-34. Pavement—Part 34: the MQ has been restored for the Marshall test. It is to be superseded by the previously mentioned BS 598—Part 107 [23].
4.3 Tensile Characteristics and Moisture Susceptibility Tests
Detachment of bitumen from the aggregate (or stripping) is associated with mixes which are susceptible to long-term moisture damage. There is little risk of stripping in low void content dense Asphalts or Macadams. In materials that are permeable to water, even those that are relatively dense, there is a risk of stripping, resulting in a loss of internal cohesion and possibly disintegration of the surfacing. The potential for stripping is a function of the affinity between the aggregate and the bitumen and its consequent ability to resist the displacing effect of water.
Mechanics of a compacted bituminous mix that has been immersed in water is the focus of immersion mechanical testing. Thus, an indirect measure of stripping is the ratio of property after immersion divided by the previous property. TSR, or the tensile strength ratio, is the ratio of bituminous specimens after wet conditioning to identical specimens that were not subjected to the conditioning technique and is stated as a percentage.
AC and SWAC mixtures' tensile characteristics and moisture susceptibility were evaluated using indirect tensile strength (ITS) in accordance with ASTM D6931 [18]. The air void content of the mixes averaged 7.0%. After being split into two groups for the ITS test, the AC and SWAC samples were recombined (C). All samples were kept at 25 °C for 2 h before being returned to 25 °C for another 2 h. The conditioned samples were then placed in a water bath at 60 °C for 24 h. On Marshall equipment, the samples were then tested until they failed at a rate of 51 mm/min. ITS has been computed using Eq. based on the specimen's failure load maximum (1):
P stands for ultimate load (N), t stands for specimen thickness (mm), and d stands for specimen diameter (mm), where ITS stands for indirect tensile strength (mm).
The ITS test at 25 °C was used to calculate the conditional (C) to unconditional (U) tensile strength ratio (TSR), as given in the following equation:
The indirect tensile strength (N/mm2) of conditional and unconditional specimens, respectively, is ITSC and ITSU.
4.4 Semi-circular Bending (SCB) Fracture Test
One of the main distresses of asphalt mixtures that can significantly affect their durability especially at low and intermediate temperatures is cracking [24], which occurs through several propagation mechanisms, such as fatigue, reflective (bottom-up), and thermal (top-down). Several techniques have been used to evaluate the fracture resistance of asphalt mixtures including indirect tensile test, disk-shaped compact tension, single-edge notched beam, and SCB. SCB is one of the extensively applied tests in past research due to its simplicity, repeatability of test results, and good correlation with field results [25]. In this research, SCB specimens with diameter and thickness of, respectively, 102 mm and 30 mm were used to study the intermediate-temperature cracking resistance. To prepare the SCB specimens, the cylindrical specimens with diameter and height of, respectively, 102 mm and 64 mm, were prepared according to ASTM D 8044–16 [26]. The specimens were cut into 4 discs with 30 mm thickness and then halved to make the SCB specimens. Afterward, notches with a thickness of 2 mm and different lengths including 25 mm, 32 mm, and 38 mm were made in the middle of the discs.
To perform the SCB fracture test, a UTM equipped with a three-point bend fixture was employed. Prior testing, the specimens were placed in the environmental chamber for temperature equilibrium targeting the testing temperature of 25 ± 1 °C for 4 h. In this study, the loading rate was set to be 0.5 mm/min. The cracking resistance of asphalt mixtures was evaluated using different approaches and indices including flexibility index and fracture energy based on the principle of linear elastic fracture mechanics as well as critical J-integral (Jc) based on the principle of nonlinear elastic fracture mechanics. The flexibility index (FI) and fracture energy (Gf) are calculated as
where m is the slope of the load–displacement curve at the inflection point; Wf is the area under this curve; and A is the unit area of ligament.
To study the intermediate-temperature cracking resistance, Kasser et al. [27]. Introduced cracking resistance index (CRI) as
where Pmax is the maximum load obtained from the load–displacement curve. The critical P-integral (the release rate of critical strain energy) in kJ/m2 is defined as
where U is the strain energy (i.e., the area under the load–displacement curve up to the maximum load); and a and b are the notch length and the thickness of specimen, respectively.
5 Test Results and Discussion
5.1 Statistical Considerations
In this study, the null hypothesis (H0 = 0) and 0.05 level of significance (ANOVA) were utilized to compare AC and SWAC-mixes [28]. To determine whether there is a significant difference between two averages, the least significant difference value (LSDV) was provided. The difference between two averages is regarded significantly different if it is more than or equal to the LSDV, and vice versa. Table 6 shows the average differences as alphabet letters. Averages with the same letters indicate that the averages were not significant.
5.2 Mix Density Characteristics
Due to the SBS-modified (PG76-16) binder, the density of the sulfur waste mixes nearly comparable to the control mix with SBS (PG76-16) (Fig. 2). The statistical significance of the change in air void contents for the AC and SWAC mixtures was examined (Table 6). The statistical results showed that the air void contents of the SWAC mixtures were insignificant. Moreover, the difference of air void contents between control AC and both 4%SWAC and 5%SWAC mixtures was statistically insignificant, whereas the variation in air voids contents between AC and 6%SWAC mixtures was statistically significant at the 5% level. This result would be primarily due to the same OAC and specific gravity of SW. The increasing in air void contents of 4%SWAC (Fig. 3) is due to the decrease in the density of asphalt mixture. While, the decreasing in air void contents of 5%SWAC and 6%SWAC is due to the filling property and increased density of asphalt mixture. Furthermore, sulfur waste polymerizes and takes on the form of a 2-radical chain at higher temperatures, causing an increase in air gaps. Radicals can react with asphalt in two ways; forming carbon–sulfur bond or absorbing hydrogen and consequently dehydrogenization occurs [12].

Unit weight of control AC and SWAC mixtures

Air voids of control AC and SWAC mixtures
5.3 Marshall Stability, Flow, and Marshall Quotient
Sulfur waste mixes made with PG76-16 binder have marginally lower Marshall stability ratings as compared to the AC reference mix (Fig. 4a). Among SWAC mixtures, SWAC5 has a stability value that is nearly comparable to that of the AC control mix. To achieve this strength (stability), the sulfur waste must be combined and crushed at the specific preselected temperatures. When it comes to Marshall stability, the averages of AC, SWAC4, and SWAC5 (i.e., they all create nearly the same Marshall stability) were not significantly different from each other, but there was a substantial difference between the averages of AC and SWAC6.

Marshall parameters of control AC and SWAC mixtures. (a stability, b flow, c voids in mineral aggregate, d Marshall quotient)
The sulfur waste mixes had a higher flow value (Fig. 4b) than the AC reference mixtures, indicating that the sulfur waste specimens are less brittle than the control mix. All sulfur waste combinations meet the minimal ASTM [17] standards of 8kN stability, 2–4 mm flow, 3–5% air voids, and 14% VMA at the same optimum binder concentration (Fig. 4c).
To better disperse applied loads and resist creep deformation, a dense-graded mixture with an elevated Marshall quotient (MQ) (Fig. 4d) has a higher stiffness. Very high stiffness mixtures must be handled with attention, since they are more prone to break if placed on foundations that are not adequately supported by the materials.
It is possible that while having lower Marshall stability than control samples, sulfur waste mixtures have a greater capacity for causing failure. The MQ value of sulfur waste is relatively lower than that of the control mixtures. What is known as the MQ (a pseudo stiffness) is a well-known gauge for the resistance of a substance to rutting due to long-term deformations and shear stresses [6].
5.4 Indirect Tensile Strength (ITS)
Sulfur waste mixes were subjected to the ITS test to examine the effect of moisture and temperature on tensile strength. Figure 5a depicts the tensile strength of various blends in terms of unconditioned and conditioned tensile strength. For both conditioned and unconditioned sulfur waste specimens, as indicated in the figure, ITS magnitudes are smaller than those from control AC mixtures. The ITS values of unconditioned specimens drop when sulfur waste is used in asphalt mixtures.

Indirect tensile strength properties of control AC and SWAC mixtures. (a In direct tensile strength and b tensile strength ratio)
The ITS values of unconditioned specimens drop when sulfur waste is used in asphalt mixtures. The elongation and ductility of the binder may have been harmed at intermediate temperatures by the sulfur waste used in its production. Similar findings have been seen in other studies [29]. ANOVA and LSDVs (0.541 and 0.489, respectively) show that there was no significant difference in the averages of AC, SWAC4, SWAC5, and SWAC6 for unconditional and conditional ITS specimens.
AC6 is a six-letter acronym that stands (i.e., AC, SWAC4, and SWAC5 produce approximately the same unconditional and conditional ITS).
SWAC4, SWAC5, and SWAC6 combinations reduce the ITS value of unconditioned specimens by 13.6%, 17.8%, and 16.9%, respectively, as compared to the AC mixture. Similarly, the average ITS values of conditioned specimens of SWAC4, SWAC5, and SWAC6 combinations increase by 19.3%, 24%, and 19.9%, respectively.
To further test AC and SWAC combination moisture susceptibility, the tensile strength ratio (TSR) of the treated vs untreated group is depicted in Fig. 5b. All SWAC mixtures have a lower TSR than the AC mixture, which indicates that they are less resistant to moisture damage. Adding sulfur/sulfur waste to a combination has been found to lower the tensile strength ratio by other researchers [12, 30]. When compared to an AC mixture, the TSR values of SWAC4, SWAC5, and SWAC6 mixtures are lowered by 4.9%, 3.6%, and 8.5%, respectively. This observation points out that the impact of SW on moisture damage is substantial which negatively impacts the tensile characteristics of AC mixtures.
A minimum TSR value of 0.85 is usually specified to identify the mixtures with acceptable moisture susceptibility worldwide and this minimum value is applicable for application in Iraq [19, 21]. Interestingly, the TSR values of SWAC4 and SWAC6 mixtures are less than 0.85, indicating moisture susceptible mixtures, whereas the TSR value of SWAC5 mixture (0.86) is greater than 0.85, indicating adequate moisture resistance. Comprehensively, these comparisons demonstrate that SWAC5 mixture provides slightly higher ITS and TSR than SWAC4 and SWAC6. The explanation for the increase in TSR of SWAC5 is that when sulfur waste is added, viscosity reduces; however when sulfur waste content reaches 5%, it increases and approaches the value of virgin asphalt; nevertheless when sulfur waste content is increased further, viscosity decreases again. Previous research has also documented this type of behavior [12].
5.5 Semi-circular Bending (SCB)
Pmax, Gf, FI, CRI, and Jc were determined through the utilization of SCB tests to investigate the intermediate-temperature performance of mixtures. Figure 6 shows the maximum load (i.e., Pmax) of the different mixtures at different notch sizes. Pmax, which is related to the strength of the asphalt mixture, corresponds to the maximum load recorded during the SCB test. As expected, an increase in the notch length decreases the Pmax value. It is due to the decreased ligament area of asphalt mixtures as the notch length increases. At all the three notch sizes, the results show that the SWAC mixes have slightly lower Pmax values compared to the AC reference mix. The only exception is that the SWAC4 mixtures which show somewhat similar Pmax value compared to the specimen with AC control mixtures. ANOVA and LSDVs (0.02 and 0.16) for Pmax at 25 mm notch size imply that there was no significant between averages of AC, SWAC4, and SWAC6 (i.e., the SCB tests ranked the SWAC4 and SWAC6 mixtures as similar to AC mixture in terms of pmax at 25 mm notch size), whereas a significant was found between AC and SWAC5. For other notch sizes, Pmax results Fisher comparisons are cited in Table 6.

Maximum load of control AC and SWAC mixtures
Fracture energy as a linear-elastic parameter is the widely used parameter to investigate the fracture behavior of asphalt mixtures. It has been used to evaluate the fracture tolerance of binder, mixture, and the interstitial component at intermediates [31, 32].
Figure 7 presents the values of fracture energy (Gf) which is a linear parameter to assess the fracture behavior. It can be seen that as the size of notch increases, the value of fracture energy of AC and SWAC mixtures decreases, which is due to the reduced effective ligament area of specimens as a result of increased notch size [32]. The result also shows that 6%SWACmixtures, irrespective of the size of notch, increases the fracture energy value. At all the three notch sizes, the results show that the sulfur waste mixes have higher Gf values compared to the AC reference mixes. Moreover, among all SWAC mixtures, SWAC4 show the highest value of Gf at 25 mm notch size. In comparison with control AC mixtures, SWAC4 mixtures increase the fracture energy values by 1.5 times, 1.3 times, and 1.4 times, respectively, for the specimens with the notch size of 25 mm, 32 mm, and 38 mm. It should be noted that the fracture energy of the asphalt mixture at an intermediate temperature relates to the amount of displacement and load-bearing capacity. For the SWAC mixtures, the load-bearing capacity and displacement increased and decreased, respectively. Nevertheless, the reduction in the displacement could not compensate for the increase in peak load, which resulted in an increase in the fracture energy upon using sulfur waste as mineral filler. ANOVA (p value = 0.491>0.05) and LSDVs (389) for Gf at 25 mm notch size imply that there was no significant between averages of AC, SWAC4, SWAC5, and SWAC6 mixtures (i.e., the SCB tests ranked the SWAC4, SWAC5, and SWAC6 mixtures as similar to AC mixture in terms of Gf at 25 mm notch size). For other notch sizes, Gf results Fisher comparisons are cited in Table 6.

Fracture energy of control AC and SWAC mixtures
Figure 8 shows the FI values of different mixtures at different notch sizes. It should be noted that a higher FI is an indication of a mixture with higher resistance to crack propagation. The results show that SWAC mixtures show higher FI values than AC mixtures. The lowest FI value among all the mixtures is associated with control AC, while the highest FI value is associated with 4%SWAC.

Flexibility index of control AC and SWAC mixtures
Figure 9 shows the CRI value of different mixtures at different notch sizes. The results show that the CRI values of AC and SWAC mixtures increase with increasing the notch size. The highest increase in the CRI value is associated with 6%SWAC followed by 5%SWAC and the lowest increase is associated with 4%SWAC. This behavior of SWAC stems from the very low temperature susceptibility of the sulfur waste which has a polymeric nature. That will result in a higher resistance against thermal cracking of the pavement at low–intermediate temperatures. Moreover, Al-Hadidy [13] noted that SWSA binder has higher viscosities than the base asphalt binder a low–intermediate temperature; therefore, SWAC mixture exhibits higher resistance against cracking than the AC mixture.

Cracking resistance index of control AC and SWAC mixtures
Figure 10 presents the critical J-integral values of different AC and SWAC mixtures. There is no universally agreed minimum Jc value to distinguish the asphalt mixtures susceptible to fatigue cracking. However, a range of 0.5 to 0.65 has been used in the literature as a minimum acceptable value for Jc [30]. As a common sense, it would be expected that SWAC mixtures compromises the fatigue resistance. This could be due to the fact in the calculation of Jc, pre-peak absorbed strain energy is used. At this stage, SW could make the mixture more elastic and stiffer, before the tenacity of the mixture is lost in the post-peak stage.

Critical J-integral of control AC and SWAC mixtures
However, the results depict that all the SWAC mixtures show higher Jc values than AC mixtures, which is an indication of higher resistance to fatigue cracking. This could be due to the fact in the calculation of Jc, pre-peak absorbed strain energy is used. At this stage, sulfur waste could make the mixture more elastic and stiffer, before the tenacity of the mixture is lost in the post-peak stage.
Figure 10 also shows that all AC and SWAC mixtures have Jc values greater than a minimum acceptable value for Jc (0.5–0.65). All SWAC mixtures show Jc values greater than 0.65. The Jc values of 4%SWAC, 5%SWAC, and 4%SWAC mixtures are 0.73, 0.796 and 0.675, respectively. The highest increase in Jc value is associated with 5%SWAC followed by 4%SWAC and the lowest increase is associated with 6%SWAC. This indicates that these mixtures are more resistance to fatigue cracking than AC and other SWAC mixtures.
Overall, the results obtained in this study indicate that sulfur waste as a mineral filler and PG76-16 as a binder affect differently on different properties of AC mixtures. For example, while 5%SWAC results in the highest increase in CRI and Jc, 4%SWAC results in the highest increase in Gf and FI. Therefore, in the selection of the appropriate sulfur waste mineral filler, considering the environmental and loading conditions is a necessity. With regard to the parameters used to determine the fracture potential of asphalt mixtures, it should be noted that these parameters relate to the fatigue performance of asphalt mixture in different aspects. Therefore, an increase in one of these parameters does not necessarily lead to the increase in the other parameters. This is also because of the time- and temperature-dependent behavior of asphalt binders, which could potentially behave differently under different loading and environmental conditions.
6 Conclusions
As a mineral filler in dense-graded asphalt mixtures, this study evaluated the utilization of sulfur waste (SW). An AC combination containing PG76-16 asphalt binder was thoroughly tested in the lab with sulfur waste at three different concentrations (4%, 5%, and 6% by total weight of aggregate). The effect of the SW on the mechanical and durability qualities of the AC mixture was examined through the use of indirect tensile strength, tensile stiffness modulus, semi-circular bending fracture and moisture damage tests. After conducting this inquiry, the following conclusions and recommendations have been drawn:
-
Marshall properties are within the ASTM and NCCL specifications limits when using sulfur waste as mineral filler. However, using calcium carbonate (CaCO3) gives slightly better results. Furthermore, the flow values of sulfur waste asphalt mixtures are greater than those of AC control mixtures, and the tensile stiffness modulus results insure these findings. Sulfur waste mixtures appear to be able to tolerate greater tensile strains before cracking than AC combinations, according to this study.
-
Tensile strength and tensile strength ratio are lower in sulfur waste asphalt mixtures than in AC reference mixtures. According to the tensile strength ratio results, AC mixes containing 5% SW mineral filler meet the minimum tensile strength ratio value of 85%. This shows that these mixes are more resistant to moisture deterioration (i.e., have a longer lifespan) than other sulfur waste asphalt mixtures.
-
Sulfur waste mineral filler increases the fracture energy, J-integral, flexibility index, and cracking resistance index of AC mixtures. 4% sulfur waste resulted in the highest increase in fracture energy, while 5% sulfur waste resulted in the highest increase in J-integral.
-
The mixtures with 6% sulfur waste pose lower Marshall stability, Marshall quotient, tensile strength, and J-integral with higher flow value than the mixtures containing 4% and 5% sulfur waste.
-
Overall, it is stated that an AC mixture with a SW concentration of 4–5% can have mechanical and durability properties that are almost identical.
These findings lead to the conclusion that sulfur waste can be viable options for use as a mineral filler in AC mixtures. It increases the fracture energy, J-integral, flexibility index, and cracking resistance index of the mixture while satisfying the Marshall properties and moisture susceptibility performance compared to AC mixtures made with filler commonly used in industry. Utilizing this waste in AC mixtures would potentially be more cost effective and valuable landfill space would be spared at the same time.
7 Future Studies
In light of this study's findings, the following are some possible avenues of investigation:
-
A life cycle cost study can also aid future research from an economic and sustainability standpoint.
-
Sulfur waste asphalt mixtures made with PG76-16 binder require further investigation into how varied loading rates and temperatures affect their fracture potential.
-
Future research is required to investigate the effect of short-term ageing and long-term ageing on sulfur waste asphalt mixtures performance investigated in this study.
References
Thøgersen, F., Colette, G., Josef, S., Pierre, H., Yannick, D., Cyrille, C., Anita, B., Broere, P., Bizjak, K. F., Hellman, F., et al. (2013). Recycling of road materials into new unbound road layers–main practice in selected European countries. Road Materials and Pavement Design, 14, 438–444.
Arabani, M., Mirabdolazimi, S. M., & Sasani, A. R. (2010). The effect of waste tire thread mesh on the dynamic behaviour of asphalt mixtures. Construction and Building Materials, 24, 1060–1068.
Yalcin, E. (2021). Effects of microwave and induction heating on the mechanical and self-healing characteristics of the asphalt mixtures containing waste metal. Construction and Building Materials, 286, 122965.
González, A., Norambuena-Contreras, J., Storey, L., & Schlangen, E. (2018). Self-healing properties of recycled asphalt mixtures containing metal waste: An approach through microwave radiation heating. J. Environ. Manag., 214, 242–251.
Do, H. S., Mun, P. H., & Keun, R. S. (2008). A study on engineering characteristics of asphalt concrete using filler with recycled waste lime. Waste Management, 28, 191–199.
Zoorob, S. E., & Suparma, L. B. (2000). Laboratory design and investigation of the properties of continuously graded asphaltic concrete containing recycled plastics aggregate replacement (Plastiphalt). Cement & Concrete Composites, 22, 233–242.
Federal Highway Administration (2016) Strategies for improving sustainability of asphalt pavements. US department of Transportation, Office of Pavement Technology, FHWA-HIF-16-012
Federal Highway Administration (2012) An alternative asphalt binder, sulfur-extended asphalt (SEA)”, US department of Transportation, Office of Pavement Technology, FHWA-HIF-12-037.
Karasahin, M., & Terzi, S. (2007). Evaluation of marble waste dust in the mixture of asphaltic concrete. Construction and Building Materials, 21(2007), 616–620.
Taha, R., Al-Rawas, A., Al-Jabri, K., Al-Harthy, A., Hassan, H., & Al-Oraimi, S. (2004). An overview of waste materials recycling in the sultanate of Oman. Resources, Conservation and Recycling, 41(2004), 293–306.
Xiong, R., Wang, L., Yang, X., Yang, F., Sheng, Y., Guan, B., & Chen, H. (2018). Experimental investigation on related properties of asphalt mastic with activated coal gangue as alternative filler. International Journal of Pavement Research and Technology, 11, 725–732
Putman, B. J., & Amirkhanian, S. N. (2004). Utilization of waste fibers in stone matrix asphalt mixtures. Resources, Conservation and Recycling, 42(2004), 265–274.
Al-Hadidy, A. I. (2022). Sustainable recycling of sulfur waste through utilization in asphalt paving applications. International Journal of Pavement Research and Technology. https://doi.org/10.1007/s42947-021-00143-w
Ahmed A. Al-Ani (1985) “Using sulfur waste as replacement of asphalt cement in paving constructions". NCCL, No. 28.
Al-Hadidy AI (2001). Influence of polyethylene and sulfur waste on characteristics of asphalt paving materials. M.Sc. thesis, College of Engineering. University of Al-Mustansiriyah, Baghdad-Iraq.
Rezvani, V., & Saghi, H. (2015). Characteristics and preparation method of sulfur extended asphalt mixtures. American Journal of Civil Engineering, 3(2–2), 69–74.
ASTM (American Society for Testing and Materials) (2015). Standard test method for Marshall stability and flow of asphalt mixtures, D6927.
ASTM (American Society for Testing and Materials) (2012). Standard test method for indirect tensile (IDT) strength of bituminous mixtures, D6931.
ASTM Standard Specifications, (2015). Part IB, volume 04.03 road and paving materials vehicle pavement systems.
American Society for Testing and Materials (ASTM), (2005), Standard practice for determining the separation tendency of polymer from polymer modified asphalt, Section 4, Vol. 04-03.
National Center for Construction Laboratories (NCCL) (2018) Materials and construction works specification, Ministry of Housing and Construction and Public Works. Directorate of Research and Technical Affairs, January, 2018, Baghdad-Iraq.
American Society for Testing and Materials (ASTM) (2001). Standard specification for hot-mixed, hot-laid bituminous paving mixtures, D 3515 – 76a, Section 4, Vol. 04–03.
British Standards Institution (1990). Sampling and examination of bituminous mixture for road and other paved areas. Part 3: Method for design and physical testing. BS 598
Yousefi, A., Behnood, A., Nowruzi, A., & Haghshenas, H. (2021). Performance evaluation of asphalt mixtures containing warm mix asphalt (WMA) additives and reclaimed asphalt pavement (RAP). Construction and Building Materials, 268, 121200.
Nsengiyumva G. (2015). Development of semi-circular bending (SCB), fracture test for bituminous mixtures
ASTM (American Society for Testing and Materials) (2016). Standard test method for evaluation of asphalt mixture cracking resistance using the semi-circular bend test (SCB) at intermediate temperatures, D8044.
Kaseer, F., Yin, F., Arámbula-Mercado, E., Epps Martin, A., Daniel, J. S., & Salari, S. (2018). Development of an index to evaluate the cracking potential of asphalt mixtures using the semi-circular bending test. Construction and Building Materials, 167, 286–298.
SPSS (1999). Inc.version 10.0.5, Chicago IIIinois.
Timm, D., Tran, N., Taylor, A., Robbins, M., & Powell, B. (2009). “Evaluation of mixture performance and structural capacity of pavements using Shell Thiopave, phase I: Mix design, laboratory performance evaluation and structural pavement analysis and design.” NCAT Rep. 09-05, National Center for Asphalt Technology, Auburn, AL.
Mohammad, L. N., Elseifi, M. A., Cooper, S. B., Challa, H., & Naidoo, P. (2013). Laboratory evaluation of asphalt mixtures that contain biobinder technologies. Transportation Research Record, 2371(1), 58–65.
Yu, Y., David, H., & Reynaldo, R. (2017). Fracture tolerance of asphalt binder at intermediate temperatures. Journal of Materials in Civil Engineering, 29(9), 4017108.
Yan, Y., Preti, F., Romeo, E., Lopp, G., Tebaldi, G., & Roque, R. (2018). Fracture energy density of interstitial component of asphalt mixtures. Materials and Structures, 51(5), 118.
Acknowledgements
The author wishes to express his gratitude to the National Center for Construction Laboratories (NCCL), Duhok-Kurdistan region of Iraq, for technical assistance, as well as to the Kashe hot mix plant (Duhok-Kurdistan region of Iraq), Kara oil refinery (Erbil-Kurdistan region of Iraq), and Al-Mushrak industrial company for sulfur production for supplying the materials for this study.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare that there is no conflict of interest.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Rasheed, S.K., Al-Hadidy, A.I. Evaluation of Sulfur Waste as Sustainable Mineral Filler in Asphalt Paving Mixtures. Int. J. Pavement Res. Technol. 17, 202–215 (2024). https://doi.org/10.1007/s42947-022-00229-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42947-022-00229-z