
Abstract
The sulfur and petrochemical industries, in Iraq country, generate millions of tons of sulfur waste (SW) and waste polymers especially waste polyethylene (WPE) and waste polypropylene (WPP) which goes into landfills every year. To prevent solid waste pollution and preserve land resources, SW, WPE, and WPP will be recycled and used effectively when combined with aggregate. The study involved the construction of sulfur waste asphalt concrete (SWAC) combinations using virgin, WPE, and WPP-asphalt binders. The weight of WPE and WPP polymers was fixed at 5%, whereas the SW concentration in the asphalt concrete (AC) mixture was set at 5% (by weight of aggregate) (by weight of asphalt). The Marshall Stability, Marshall Quotient, indirect tension, tensile strength ratio, semi-circular bend, and Kim tests for deformation strength were carried out to assess the performance and durability. According to the findings of these tests, WPE and WPP-SWAC combinations at the recommended binder content exceed the minimum ASTM criteria of 8kN stability, 2–4 mm flow, 3–5% air voids, and 14% VMA. Performance and durability of SWAC mixtures are improved by WPE and WPP. Compared to the WPP–SWAC mix, the WPE–SWAC mixture demonstrated superior functionality and endurance (i.e., lower deformation phenomenon, crack propagation, and moisture damage). This study found that where they are available and transportation costs are less than for virgin materials, SW, WPE, and WPP can be recovered and used as sustainable materials for paving applications.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The use of waste materials in building as a partial or complete replacement of virgin materials has expanded for a variety of reasons (including economics). The use of some waste materials, including fiber, crumb rubber, polyethylene, polypropylene, sulfur waste, reclaimed asphalt pavement, recycled waste lime, carbon black, fly ash, volcanic ash, recycled red brick powder, waste ceramic materials, and coal gangue, has generally been found to be economical, environmentally responsible, and effective in improving some of the performance properties of asphalt mixtures [1,2,3,4,5,6,7,8].
Iraq's sulfur and petrochemical industries annually produce millions of tons of waste polymers, particularly waste polypropylene (WPP), and sulfur waste (SW), which is dumped in landfills. These wastes can offer high strength, good abrasion resistance, and resistance to rot, mildew, and several chemicals that can cause deterioration. These wastes are perfect for a range of civil engineering tasks, including building and repairing pavement [1].
SW does not disintegrate, like the majority of solid wastes dumped in landfills. According to reports, between 7000 and 20,000 tons of SW are produced in Iraq each year and dumped there. The estimated price for the SW landfill is $95 per ton. As a result, the annual cost for the region that has been dumped is between 665 and 2000 000 US dollars [9]. SW, WPE, and WPP polymers are anticipated to be the preferred asphalt additives (either as a modifier or as a filler) in order to reduce costs and harm to the environment. In comparison to other polymers and fillers (such calcium carbonate), WPP and SW are inexpensive (on the order of 0.7 USD/kg and 0.5 USD/kg, respectively), making them a desirable option that also appears to enhance the performance of asphalt concrete mixtures [1].
As shown in Table 1, there have only been a few research in the past 10 years on using some of these wastes as a fiber or filler in asphalt paving mixtures. The outcomes of utilizing trash in asphalt mixtures are significant and encouraging, according to these research [10,11,12].
Al-Hadidy [1] discovered that using SW in place of asphalt improved the rheological characteristics of the cement and raised the tensile strength and stability to ASTM requirements. The addition of polymers like PE and PP to asphalt concrete pavements will also lessen moisture damage, reflective cracking, and rutting distress, according to research conducted in Iraq and elsewhere [13, 14].
According to Punith and Veeraragava [15], the performance of traditional combinations in terms of rutting potential and temperature susceptibility was improved by the addition of recycled polyethylene (PE) generated from low-density PE carry bags gathered from household garbage.
The quality of the binder and mix qualities have improved as a consequence of studies into the use of waste polyethylene [16, 17] and polypropylene [16] as bitumen modifiers. Marshall stability increases by at least 42% when polyolefinic plastics (polyethylene and polypropylene) account for 30% of the bitumen volume [16].
Zoorob and Suparma [18] found that replacing 30% aggregate by volume with the low density polyethylene, results in a reduction in bulk compacted mix density of 16%, 250% times increase in the Marshall stability (strength) value and an improved Marshall quotient value (resistance to deformation). Furthermore, the static indirect tensile strength (ITS) values were found to be much higher.
Al-Hadidy and Tan [13] illustrated that the performance and life of polypropylene-modified mixes (PMMs) is better than that of control mixes. It was reported that pavement consisting of PMMs as a surface layer is beneficial in reducing the amount of construction material required.
Moatasim et al. [19] studied the performance of high-density polyethylene-modified bitumen mixes (HP/BMs) in terms of moisture and temperature susceptibility. Results indicated that HP/BMs showed higher resistance against moisture and temperature effects than control mixes. A HP content of 5% wt. of asphalt is recommended for the improvement of asphalt performance.
Sinan and Emine [20] stated that the 4%HP/BMs showed a considerable increase in the Marshall Stability and a Marshall quotient (MQ). MQ increased 50% compared to control mix. This indicated that 4%HP/BMs provide better resistance against permanent deformations.
With respect to the above and to the knowledge of the author, most of studies are focused on the performance of asphalt mixtures containing either SW, PE or PP separately without considering the combination effects of these wastes together (i.e. SW with WPP and SW with WPE). Thus, it seems worthwhile to study the performance of asphalt mixtures containing SW alongside WPP and WPE and compare it between them.
2 Methodology and Research Objectives
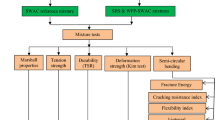
The primary objective of this research was to determine whether the sulfur waste as a mineral filler satisfy the ASTM [21] and SCRB [22] minimum requirements for the Marshall, the indirect tensile strength (ITS), moisture sensitivity (tensile strength ratio; TSR), fracture resistance (semicircular bending; SCB), and deformation strength (Kim test) properties of the asphalt mixtures. The second objective of this research was to determine the effects of WPE and WPP polymers on the mechanical properties of the asphalt concrete mixtures containing SW as a mineral filler (e.g., Stability, ITS, TSR, SCB and deformation strength (Kim test)). The strategies employed to carry out the study's research goals are depicted in Fig. 1.

Flowchart for the study's experimental procedures
3 Materials
3.1 Aggregates
An Al-Kazer hot mix company's aggregate, river sand, and crushed gravel were stolen (located in Mosul city). The geological origin of this gravel is sedimentary rock, which contains a substantial amount of silica. This kind of aggregate is often used in highway construction in the northern parts of Iraq. Table 2 of the study lists the aggregates' characteristics, including angularity, toughness, water absorption, and specific gravities. SW stands for solid waste from sulfur-producing facilities. SW is frequently discovered as a dark green powder in the Al-Meshrak industrial complex, which is located around 400 km north of the city of Baghdad. They were sent to the laboratory in sealed packets. Table 3 displays the physico-chemical and gradation features of SW materials.
3.2 Asphalt Cement, WPE and WPP
In this investigation, asphalt cement from oil refineries was used (located in the Mosul region of Iraq). The asphalt cement was scored at 40 to 50 for penetration (P40). This asphalt grade is largely employed in the paving of roads around the nation. In the experiment, 40 grades of polymer-modified asphalt were combined with WPE and WPP to produce, respectively, WPE and WPP-asphalt binders. WPE and WPP were acquired from a single private plastic manufacturing facility in Mosul. Table 4 displays the findings of the physical and chemical properties of WPE and WPP.
WPE and WPP pellets were blended in a high shear laboratory mixer at 170 ± 5 °C (by total weight of asphalt) each (Silverson machine, model L5 series). The blender was run for two hours at a speed of 3000 rpm to produce a homogeneous binder [25]. Table 5 provides a summary of the rheological characteristics of the P40, WPEA, and WPPA binders. It should be noted that the authors chose the 5% of WPE and WPP based on earlier research [13, 14].
The separation tendency (storage stability) method was used to examine the compatibility of polymers (WPE and WPP) and asphalt. Following methods were used to assess the storage stability of modified asphalts containing polymers [26]: The sample was placed within a 32 mm diameter by 160 mm tall aluminum foil tube. Without an airtight seal, the tube was sealed and kept vertically inside a 163 °C oven. After 48 h, the modified asphalt tube was cooled to room temperature and cut into three equal pieces on the horizontal. The top and lower pieces were melted down and put into different tiny cans with the labels T and B, respectively. We calculated the softening points of T and B materials. The sample can be classified as having high storage stability if the difference between the softening points at T and B is less than 2.5 °C. The discrepancies between the top and bottom sections of the WPEA and WPPA binders are compared in Table 3. This table shows that the softening point difference values for WPEA and WPPA are 2.0, 1.8, and 2.3, respectively. This suggests that WPEA and WPPA's storage stability has been significantly enhanced.
4 Experimental Methods
4.1 Mixture Design
The dense asphalt mixture utilized in the investigation, type D5, adhered to ASTM D3515 specifications [27]. To adhere to the ASTM D3515 surface course gradation requirements in the mid-range, aggregate was sieved into various sizes before being recombined with sulfur waste. The gradation of the combined aggregate with varied filler percentages is shown in Table 6. The asphalt mixture was made using the Marshall Method [28]. To meet the requirements of ASTM [21] and NCCL [24], an analysis of stability (19.9 kN), flow (3.3 mm), bulk specific gravity (2391 kg/m3), air voids (4.2%), and voids in mineral aggregates (14.8%) was carried out. This analysis led to the determination of an ideal binder content of 5.0% for the AC reference mixture.
This OBC was utilized in the manufacturing of all asphalt mixtures (i.e. WPE, and WPP) investigated in this work to preserve consistency throughout the study. The following steps were performed for the formulation of compacted specimens:
-
1.
The mixture of aggregate and filler was heated to 160 ± 5 °C in an electrically controlled oven.
-
2.
The polymers/asphalt (WPEA and WPPA) binders were heated up to 165 °C in an electrically controlled oven.
-
3.
The combination of aggregate, filler and polymers/asphalt binders was mixed mechanically at a temperature of 163 ± 5 °C for 1.5 min.
-
4.
The specimens formulated were then compacted using electrical Marshall apparatus specified by ASTM D6927 [16].
4.2 Marshall Stability and Flow Tests
According to ASTM D6927 [16], Marshall stability and flow tests were performed on compacted specimens with varying sulfur waste contents for both binder types. The cylindrical compressed specimens are loaded to failure with curved steel loading plates along their diameters at a constant compression rate of 51 mm per minute after being submerged in 60 °C water for 30–40 min. The greatest force recorded during compression is the Marshall stability value in (kN), whereas the maximum deformation at the maximum force is the flow in (kN) (mm). The stability (kN) divided by the flow (kN/mm) ratio is known as the Marshall quotient, which is used to quantify stiffness (mm). Draft BSEN 12697-34 contains the bituminous mixtures test protocols for hot mix. Pavement-Part 34: For the Marshall test, the MQ is back in operation. It will be replaced by the aforementioned BS 598-Part 107 [28].
4.3 Tests for Moisture Susceptibility and Tensile Properties
Mixtures that are vulnerable to long-term moisture degradation are connected with bitumen detaching from the aggregate (also known as stripping). In dense Asphalts or Macadams with little void content, stripping is not a major concern. Even relatively solid materials that are porous to water run the danger of stripping, which could lead to a loss of internal cohesiveness and even the disintegration of the surfacing. The affinity between the aggregate and bitumen and, as a result, its capacity to withstand water's displacing impact, determine the likelihood of stripping.
Immersion mechanical testing focuses on the mechanics of a compacted bituminous mix that has been submerged in water. The ratio of the property after immersion divided by the prior property serves as an indirect indicator of stripping. The tensile strength ratio, or TSR, is expressed as a percentage and compares identical bituminous specimens that have undergone wet conditioning to identical specimens that have not.
The tensile properties and moisture susceptibility of WPE and WPP/SWAC mixtures were assessed using indirect tensile strength (ITS) in accordance with ASTM D6931 [29]. The mixes had an average air void content of 7.0%. The WPE and WPP/SWAC samples were divided into two groups for the ITS test and then recombined (C). All samples were held at 25 °C for two hours, then kept there for an additional two hours. After that, the samples were heated to 60 °C in a water bath for 24 h. The samples were then tested on Marshall equipment until they failed at a rate of 51 mm/min. Based on the maximum failure load of the specimen, ITS has been calculated using Eq. (1).
ITS stands for indirect tensile strength, and P stands for ultimate load (N), t stands for specimen thickness (mm), and d stands for specimen diameter (mm).
The ITS test at 25 °C was used to calculate the conditional (C) to unconditional (U) tensile strength ratio (TSR), as given in Eq. (2).
ITSC and ITSU is the indirect tensile strength (N/mm2) of conditional and unconditional specimens, respectively.
4.4 Semi-circular Bending (SCB) Fracture Test
Cracking [30], which can occur through a number of propagation modes including fatigue, reflective (bottom-up), and thermal, is one of the key problems with asphalt mixtures that can considerably influence their durability, especially at low and intermediate temperatures (top-down). Indirect tensile tests, disk-shaped compact tension, single-edge notched beams, and SCB are a few of the methods that have been used to assess the fracture resistance of asphalt mixtures. Due to its simplicity, consistency of test results, and strong connection with field results, SCB is one of the tests that has been used the most in prior research [13]. In this investigation, the resistance to intermediate-temperature cracking was examined using SCB specimens with diameter and thickness measurements of 102 mm and 30 mm, respectively. The cylindrical specimens were made in accordance with ASTM D 8044-16 [31] and had a diameter and height of, respectively, 102 mm and 64 mm. To create the SCB specimens, the specimens were divided into 4 discs with a 30 mm depth, then cut in half. The middle of the discs was then cut with notches that ranged in length from 25 to 38 mm and had a 2 mm thickness.
The SCB fracture test was carried out using a UTM that had a three-point bend fixture. The specimens were put in the environmental chamber for temperature equilibrium prior to testing, with a target testing temperature of 25 ± 1 °C for a duration of 4 h. The loading rate for this study was set at 0.5 mm/min. According to the principles of linear elastic fracture mechanics, the flexibility index and fracture energy as well as the critical J-integral (Jc) based on the principles of nonlinear elastic fracture mechanics were used to assess the cracking resistance of asphalt mixes. Calculations for the fracture energy (Gf) and flexibility index (FI) are as follows:
where Wf is the area under the load–displacement curve at the inflection point; m is its slope; and A is the ligament's unit area.
Kasser et al. [32] examined the resistance to cracking at moderate temperatures. cracking resistance index (CRI) was first described as:
Pmax is the highest load determined by the load–displacement curve. The critical J-integral, or the rate at which critical strain energy is released, is expressed in units of kJ/m2:
where a and b is the length of the notch and b is the thickness of the specimen, and U is the strain energy (i.e., the area under the load–displacement curve up to the maximum load).
The Kim test was used in this study to gauge the asphalt mixtures' resistance to rutting at high temperatures. In this test, a load-induced spot deformation is created which is similar to the one induced by a static wheel, and to measure the resistance of the material against the deformation at high temperatures. In this test, in order to simulate field conditions, it was also important to apply a load in the directions of compaction and wheel load application. Figure 2 illustrates tire loading and a conceptual static loading creating concave deformation on the surface of asphalt concrete at high temperatures. In this situation, the loading through a head simulate a static wheel which has a circular tire imprint. The deformation process induced by the loading head which has a round edge consists of an initial consolidation and steady depression, which is leading to some shear movement of materials with load continuation. Cracking is then initiated at peak load and propagated at tangential direction as a sign of failure due to wedge effect of loading head [33].

Illustration of loading mechanism by a tire and a loading head [33]
The characteristic of an asphalt mixture that has the best association with the rut parameters is the SD (resistance to deformation). Because of this, SD can be used to assess how well an asphalt mixture performs at high temperatures or resists rutting [33, 34]. The Marshall samples are first tested for 30 min in a water bath set to 60 °C. The specimens are then dried before being placed in the loading mold. Afterward, a constant perpendicular load is applied to the top of the specimen in the direction of specimen compaction at a speed of 50.8 mm/min by a loading head. Physical features of the device include a loading head with a flat bottom, a rounded edge, a radius of 30 mm, and a radius of curvature of 7.5 mm. eventually, force and sample displacement can be obtained from this test method. The value of deformation strength (SD) is computed by Eq. (6) [35]:
where y is the sample's vertical displacement in mm, D is the loading head's diameter in mm (equivalent to 40 mm), P is the highest force the specimen can withstand in (N), and SD is the deformation resistance in MPa.
5 Test Results and Discussion
5.1 Marshall Stability, Flow, and Marshall Quotient
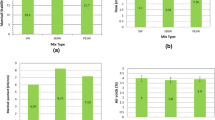
Marshall stability (MS), flow, Marshall quotient (MQ), and air voids (AV) characteristics of SW with and without WPE and WPP-polymers are depicted in Fig. 3. WPESW and WPPSW mixes show 14.1% (the highest increase) and 10% (the lowest increase) higher stability values than the control SW mix, respectively (Fig. 3a), whereas flow values were decreased with WPE and WPP addition (Fig. 3b). This is because WPE and WPP can perform the modification of asphalt and increase the viscosity and stiffness. WPE improving slightly the Marshall stability of SW mix more than the WPP is because WPEA binder is slightly higher viscosity than WPPA binder, as indicating by Table 5 which shows that WPEA binder has 1580 cP, whereas WPPA binder only has 1564 cP. Hence, using of SW mixture with WPE and WPP-polymer can increase the stability (strength) and rutting problem in control SW mixture and G*/sin (δ) from DSR test insure these findings. The average WPESW and WPPSW mixes did not significantly differ from one another when it came to MS (i.e., they all produce almost the same MS).

Marshall parameters of SWAC mixtures. a Stability, b flow, c Marshall Quotient, d air voids
From the sited results in Fig. 3c, it was found that the WPESW and WPPSW mixes show 19.3% and 13.6% higher MQ than the control SW mix, respectively. A well-known indicator of a substance's resistance to rutting brought on by long-term deformations and shear loads is what is known as the MQ (a pseudo stiffness) [28]. This illustrates that WPE, and WPP addition improves the performance of SWAC mix in resisting rutting. Higher MQ of WPESW and WPPSW mixes may be due to higher viscosity, higher G/sin (δ) and enhanced density (lower air gaps) of SW mix with WPEA than WPPA binders. The increase of stability values also results in an improvement of material toughness (toughness equals to stress multiplied by strain). Asphalt mixtures are subjected to thermal fatigue and low-temperature cracking, while a higher toughness helps resist cracking appearance and propagation.
Figure 3d shows that the difference of air void contents between control SWAC and both WPE-SWAC and WPP-SWAC mixtures was insignificant. This result would be primarily due to the same OAC. Overall, WPE and WPP-SWAC mixes satisfy the minimum ASTM requirements of 8kN stability, 2-4 mm flow, and 3–5% AV.
5.2 Indirect Tensile Strength (ITS)
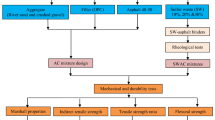
To investigate the impact of moisture and temperature on tensile strength, the control SW, WPESW, and WPPSW blends underwent the ITS test. The tensile strength of different mixes is shown in Fig. 4a as both unconditioned and conditioned tensile strength. ITS magnitudes are higher for conditioned and unconditioned SW, WPESW and WPPSW specimens than for control SW mix, as seen in the figure. Conditioned and unconditioned ITS for WPESW and WPPSW mixtures is higher than for SW mixture because the viscosity (Stiffness) and elastic recovery of PEA and WPPA is higher than that of virgin asphalt. Furthermore, WPESW mixtures higher conditioned and unconditioned ITS than WPPSW mixtures could be attributed to the higher viscosity and elastic recovery of PEA binder than WPPA binder, as indicating by Table 4 which shows that the rotational viscosity and elastic recovery of PEA binder are 1580 cP and 73.0%, respectively, whereas the rotational viscosity and elastic recovery of WPPA binder only are 1564 cP and 70.5%, respectively. Besides, the higher tensile strength of WPE polymer which is 11.4 MN/m2 greater than that of WPP (9.76MN/m2) result in higher ITS of WPESW mixtures [36]. Moreover, the reduction in conditioned and unconditioned ITS of SW mixtures is due to the presence of heterocyclic compounds like thiophene or dibenzothiophene in SW. These compounds decreased the virgin binder viscosity surrounding aggregate particles [1].

Indirect tensile strength properties of SW mixtures. a Indirect tensile strength, b tensile strength ratio
Compared to control SW mixture, the WPESW and WPPSW mixtures show increases by about 10.3% and 6.4%% in the ITS values of unconditioned specimens, respectively, which could be due to the increasing in stiffness of the asphalt mixture. Similarly, the WPESW and WPPSW mixtures show increases by about 21.0% and 9.2%% in the ITS values of conditioned specimens, respectively. From this, it is evident that PESW > PPSW mixture in resistance to cracking. WPE-polymer has more effects on the tensile strength properties of the control SW mixture than WPP-polymer.
Regarding the effects of polymers, WPESW mixtures show 3.7% and 8.4% increase in the ITS value of the unconditioned and conditioned specimens than WPPSW mixtures, respectively. From this, it is evident that PESW > PPSW mixture in resistance to cracking. WPE-polymer has more effects on the tensile strength properties of the control SW mixture than WPP-polymer.
Furthermore, the moisture susceptibility of the control SW, WPESW and WPPSW mixtures was evaluated using tensile strength ratio (TSR) of conditioned to unconditioned group as shown in Fig. 4b. Compared to the SW mixture, the WPESW and WPPSW mixtures show higher TSR, which indicate increased resistance to moisture damage. WPESW and WPPSW mixtures show 5.9% and 1.3% increases in TSR values, respectively with respect to SW mixture.
To select the combinations with acceptable moisture susceptibility globally, a minimum TSR value of 0.85 is often provided, and this minimum value is valid for use in Iraq [1]. It is interesting to note that the TSR values of the WPESW and WPPSW combinations are higher than 0.85, indicating sufficient moisture resistance. These comparisons collectively show that the WPESW mixture offers higher ITS and TSR than the WPPSW. This finding shows that WPE has a significant effect on moisture damage, which has a more favorable effect on the tensile properties of SW mixes than WPP.
5.3 Semi-circular Bending (SCB)
Pmax, Gf, FI, CRI, and Jc were determined through the utilization of SCB tests to investigate the intermediate-temperature performance of mixtures. Figure 5 shows the maximum load (i.e., Pmax) of the different mixtures at different notch sizes. Pmax, which is related to the strength of the asphalt mixture, corresponds to the maximum load recorded during the SCB test. As expected, an increase in the notch length decreases the Pmax value. It is due to the decreased ligament area of asphalt mixtures as the notch length increases. At all the three notch sizes, the results show that the PESW and PPSW mixes show somewhat similar Pmax values compared to the SW reference mix.

Maximum load of SW mixtures
Fracture energy as a linear-elastic parameter is the widely used parameter to investigate the fracture behavior of asphalt mixtures. It has been used to evaluate the fracture tolerance of binder, mixture, and the interstitial component at intermediates [37, 38].
The values of fracture energy (Gf), a linear quantity used to evaluate the behavior of fractures, are shown in Fig. 6. As can be shown, the value of fracture energy of SW, WPESW, and WPPSW combinations reduces as the notch size grows. This is because the specimens' smaller effective ligament area results from the larger notch [39]. The results demonstrate that the sulfur waste mixes including WPE and WPP have greater Gf values when compared to the SW reference mixes at all three notch sizes. Additionally, the results demonstrate that the Gf values for the WPESW and WPPSW mixes are somewhat comparable to those of the SW reference mix for each of the three notch sizes. In comparison with control SW mixtures, WPESW mixtures increase the fracture energy values by 7.0%, 1.2%, and 6.0%, respectively, for the specimens with the notch size of 25 mm, 32 mm, and 38 mm, respectively. Whilst, WPPSW mixtures increase the fracture energy values by 9.5%, 6.6%, and 8.6%, respectively, for the specimens with the notch size of 25 mm, 32 mm, and 38 mm, respectively. From this, it is evident that WPPSW > WPESW mixture in resistance to cracking at intermediate temperature. WPP-polymer has more effects on the SCB properties of the control SW mixture than WPE-polymer. It should be noted that the quantity of displacement and load-bearing capacity are related to the asphalt mixture's fracture energy at an intermediate temperature. The load-bearing capacity and displacement for the SW mixtures improved and declined, respectively. However, utilizing sulfur waste as a mineral filler caused the fracture energy to increase since the decrease in displacement was unable to make up for the rise in peak load.

Fracture energy of SW mixtures
The FI values for several combinations at various notch sizes are shown in Fig. 7. It should be noted that a mixture with a greater FI is likely to be more resistant to crack propagation. The findings demonstrate that FI values for WPESW and WPPSW mixtures are higher than for SW combinations. The mixture with the highest FI value overall is WPESW, whereas the mixture with the lowest FI value is WPPSW. Additionally, WPE and WPP-polymers have no impact on the FI values of SW reference mixtures at notch sizes of 25 mm and 32 mm. The higher tensile strength of SBS polymer which is 11.4 MN/m2 greater than that of WPP (9.76MN/m2) results in higher FI of SBSW mixtures at 38 mm notch size [36].

Flexibility index of SW mixtures
Figure 8 shows the CRI value of different mixtures at different notch sizes. Although the WPE and WPP-asphalt binders have higher viscosities than the base asphalt binder, the results show that there is no effect of WPE and WPP-polymer on the CRI values of SW reference mixtures at all notch sizes. This behavior may of SW stems from the very low temperature susceptibility of the sulfur waste which has a polymeric nature. As a result, WPESW and WPPSW mixtures exhibit similar resistance against thermal cracking at intermediate temperature.

Cracking resistance index of SW mixtures
The crucial J-integral values for the mixtures SW, WPESW, and WPPSW are shown in Fig. 9. There is no accepted minimum Jc value that may be used to identify asphalt mixtures that are more prone to fatigue cracking. However, a minimum acceptable value for Jc has been established in the literature in the range of 0.5–0.65 [40]. Common logic dictates that the fatigue resistance will be compromised by the WPESW combo. This might be as a result of the use of pre-peak absorbed strain energy in the Jc calculation. Before the mixture's tenacity is lost in the post-peak period, WPE-asphalt as a binder and SW as a filler could make the mixture more elastic and rigid.

Critical J-integral of SW mixtures
Figure 9 further demonstrates that mixes of SW, WPESW, and WPPSW have Jc values higher than the Jc minimum permissible value (0.5–0.65). Jc values greater than 0.65 are present in all of the tested combinations. SW, WPESW, and WPPSW combinations have Jc values of 0.674, 0.731, and 0.705, respectively. WPESW is related with the biggest increase in Jc value, while PPSW is connected with the lowest increase. As compared to the SW reference combination, these mixtures appear to be more resistant to fatigue cracking. WPE improving the CRI of SW mix more than the WPP is because WPESA binder is much higher G*sin (δ) than WPPA binder, as indicating by Table 5 which shows that WPEA binder has 1460 kPa, whereas WPPA binder only has 1389 kPa.
Overall, the findings of this study suggest that different properties of SW mixes are affected differentially by sulfur waste used as a mineral filler and WPE-asphalt used as a binder. For instance, WPESW resulted in the biggest increase in FI and Jc, with comparable Pmax and CRI. As a result, it is essential to take environmental and loading circumstances into account when choosing the right sulfur waste material filler. It should be mentioned that the parameters used to calculate the fracture potential of asphalt mixtures have various relationships with the materials' fatigue performance. The other values may not necessarily increase if one of these parameters does, for this reason. This is also a result of the asphalt binders' temperature- and time-dependent behavior, which may alter depending on the type of load applied and the surrounding environment.
5.4 Deformation Strength (SD)
Figure 10 presents the SD values of SW, WPESW and WPPSW mixtures. WPESW and WPPSW mixtures showed relatively higher SD than SW reference mixture. The WPESW and WPPSW mixtures showing good rut parameters showed high SD values. This result implies that the mixture having a higher SD value may sustain wheel loading better than the mixture with a lower SD value in the field. The WPESW mixture showed the highest increase in SD value and the best rut parameters and the lowest increase is associated with WPPSW. Higher SD of WPESW and WPPSW mixes than SW mixes due to higher viscosity and higher G*/sin (δ) of WPEA and WPPA binders. Compared to reference SW mixture, the WPESW and WPPSW mixtures show increases by about 8.4% and 3.3%% in the SD values, respectively, which could be due to the increasing in stiffness of the WPESW and WPPSW mixtures.

Deformation strength (SD) of SW mixtures
6 Conclusions
In this study, the use of sulfur waste (SW) as a mineral filler in combinations of dense-graded asphalt was assessed. In-depth testing was done in the lab with sulfur waste at a 5% concentration by total weight of aggregate using a SW combination that included WPE and WPP-asphalt binders. Through the use of indirect tensile strength, semi-circular bending fracture, deformation strength (Kim test), and moisture damage tests, the impact of the WPE and WPP-asphalt binders on the performance and durability qualities of the SW mixture was investigated. The following findings and suggestions have been made as a result of this investigation:
-
1.
WPESW and WPPSW mixes show higher Marshall stability and Marshall quotient values with lower AV content than the control SW mix. Moreover, these mixtures show approximately similar stability values.
-
2.
WPESW and WPPSW mixes show higher tensile strength and tensile strength ratio than the control SW mix. Moreover, the WPESW mixture shows higher tensile strength and tensile strength ratio than the WPPSW mixture. This shows that the WPESW mixture is more resistant to moisture deterioration (i.e., have a longer lifespan) than WPPSW mixture.
-
3.
WPESW and WPPSW mixtures show higher fracture energy, J-integral, flexibility index, and cracking resistance index than SW mixture. WPESW resulted in the highest increase in flexibility index and J-integral, while WPPSW resulted in the highest increase in Gf with similar Pmax and CRI.
-
4.
Overall, it is stated that WPESW mixture can have mechanical and durability properties which are greater than those of WPPSW mixture.
These results support the idea that sulfur waste can be an effective mineral filler for asphalt concrete mixtures both with and without WPE and WPP-polymers. The Marshall Characteristics, moisture susceptibility performance, fracture energy, J-integral, flexibility index, and cracking resistance index are all satisfied by the material. The SW, WPE, and WPP might potentially be more cost-effectively used in asphalt concrete compositions, saving valuable landfill space in the process.
7 Future Studies
The outcomes of this study suggest the following areas for further research:
-
1.
From an economic and sustainable perspective, a life cycle cost assessment can also help with future research.
-
2.
Future studies are necessary to examine the effects of both short- and long-term aging on the performance of the sulfur waste asphalt mixtures examined in this work.
-
3.
Construction of field pavement section is necessary for validation with the laboratory results obtained in this work.
References
Al-Hadidy, A. I. (2022). Sustainable recycling of sulfur waste through utilization in asphalt paving applications. International Journal of Pavement Research and Technology. https://doi.org/10.1007/s42947-021-00143-w
Anurag, K., Xiao, F., & Amirkhanian, S. N. (2009). Laboratory investigation of indirect tensile strength using roofing polyester waste fibers in hot mix asphalt. Construction and Building Materials, 23(2009), 2035–2040.
Foo, K. Y., Hanson, D. I., & Lynn, T. A. (1999). Evaluation of roofing shingles in hot mixture asphalt. Journal of Materials in Civil Engineering, 11, 15–20.
Xiao, F. P., Amirkhanian, S. N., & Juang, C. H. (2007). Rutting resistance of rubberized asphalt concrete pavements containing reclaimed asphalt pavement mixtures. Journal of Materials in Civil Engineering, 19, 475–483.
Shaopeng, Wu., Zhu, J., Zhong, J., et al. (2011). Experimental investigation on related properties of asphalt mastic containing recycled red brick powder. Construction and Building Materials, 25, 2883–2887.
Huang, B., Ma, L., & Wenjuan, Xu. (2010). Research development of modified asphalt. Material Review, 24(1), 137–141.
Chen, Z. (2010). Research on performance of volcanic ash asphalt mastic. Harbin: Harbin Institute of Technology.
Xiaokai, Y., Rui, X., Tianqi, F., Tao, Y., & Yanping, S. (2015). Laboratory investigation of the rheological property of activated coal gangue modified asphalt binder. Material Review, 29(6), 135–139.
Arabani, M., Mirabdolazimi, S. M., & Sasani, A. R. (2010). The effect of waste tire thread mesh on the dynamic behaviour of asphalt mixtures. Construction and Building Materials, 24, 1060–1068.
Karasahin, M., & Terzi, S. (2007). Evaluation of marble waste dust in the mixture of asphaltic concrete. Construction and Building Materials, 21(2007), 616–620.
Taha, R., Al-Rawas, A., Al-Jabri, K., Al-Harthy, A., Hassan, H., & Al-Oraimi, S. (2004). An overview of waste materials recycling in the Sultanate of Oman. Resources, Conservation and Recycling, 41(2004), 293–306.
Putman, B. J., & Amirkhanian, S. N. (2004). Utilization of waste fibers in stone matrix asphalt mixtures. Resources, Conservation and Recycling, 42(2004), 265–274.
Al-Hadidy, A. I., & Yi-qiu, T. (2009). Mechanistic approach for polypropylene-modified flexible pavements. Journal of Materials and Design, 30, 1133–1140.
Waller, H. F. (1992). Use of waste materials in hot-mix asphalt. ASTM Publication No. 04-011930-08, pp. 16–98.
Punith, V. S., & Veeraragavan, A. (2007). Behavior of asphalt concrete mixtures with reclaimed polyethylene as additive. Journal of Materials in Civil Engineering, 19(6), 500–507.
Colagrande S. Polyolefinic plastics taken from solid urban waste in bituminous concrete. In: Cabrera JG, editor. In: Proceedings of the Second European Symposium on Performance and Durability of Bituminous Materials, University of Leeds, Leeds, April 1997, pp. 85–100.
Little, D. N. (1993). Enhancement of Asphalt concrete mixtures to meet structural requirements through the addition of recycled polyethylene. In H. Fred Waller (Ed.), Use of waste materials in hot-mix asphalt, ASTM STP 1193 (pp. 210–230). American Society for Testing and Materials.
Zoorob, S. E., & Suparma, L. B. (2000). Laboratory design and investigation of the properties of continuously graded Asphaltic concrete containing recycled plastics aggregate replacement (Plastiphalt). Cement & Concrete Composites, 22, 233–242.
Attaelmanan, M., Cheng, P. F., & Al-Hadidy, A. I. (2011). Laboratory evaluation of HMA with high density polyethylene as a modifier. Construction and Building Materials Journal, 25, 2764–2770.
Hınıslıoglu, S., & Agar, E. (2004). Use of waste high density polyethylene as bitumen modifier in asphalt concrete mix. Journal of Materials Letters, 58, 267–271.
ASTM (American Society for Testing and Materials) (2015). Standard Test Method for Marshall Stability and Flow of Asphalt Mixtures, D6927.
SCRB (State cooperation of road and bridges). 2003. Hot mix asphaltic concrete pavement, Iraqi standard specification, Ministry of Housing and Construction, Department of Design and Study, Section R-9.
ASTM Standard Specifications, (2015). Part IB, Volume 04.03 Road and Paving Materials Vehicle Pavement Systems.
National Center for Construction Laboratories (NCCL), “Materials and Construction Works Specification”, Ministry of Housing and Construction and Public Works. Directorate of Research and Technical Affairs, January, 2018, Baghdad-Iraq.
Al-Hadidy, A. I. (2020). Performance of SBS-HMA mixes made with sasobit and zeolite. Journal of Materials in Civil Engineering. https://doi.org/10.1061/(ASCE)MT.1943-5533.0003362
American society for Testing and Materials (ASTM), (2005), Standard Practice for Determining the Separation Tendency of Polymer from Polymer Modified Asphalt, Section 4, Vol. 04-03.
American society for Testing and Materials (ASTM), (2001), standard Specification for Hot-Mixed, Hot-Laid Bituminous Paving Mixtures, D 3515 – 76a, Section 4, Vol. 04-03.
British Standards Institution. Sampling and examination of bituminous mixture for road and other paved areas. Part 3: Method for design and physical testing. BS 598, 1990.
ASTM (American Society for Testing and Materials) (2012). Standard Test Method for Indirect Tensile (IDT) Strength of Bituminous Mixtures, D6931.
Yousefi, A., Behnood, A., Nowruzi, A., & Haghshenas, H. (2021). Performance evaluation of asphalt mixtures containing warm mix asphalt (WMA) additives and reclaimed asphalt pavement (RAP). Construction and Building Materials, 268, 121200.
ASTM (American Society for Testing and Materials) (2016). Standard Test Method for Evaluation of Asphalt Mixture Cracking Resistance using the Semi-Circular Bend Test (SCB) at Intermediate Temperatures, D8044.
Xiong, R., Fang, J., Xu, A., et al. (2015). Laboratory investigation on the brucite fiber reinforced asphalt binder and asphalt concrete. Construction and Building Materials, 83, 44–52.
Doh, Y. S., Yun, K. K., Amirkhanian, S. N., & Kim, K. W. (2007). Framework for developing a static strength test for measuring deformation resistance of asphalt concrete mixtures. Construction and Building Materials, 21(12), 2047–2058.
Fakhri, M., Maleki, H., & Hosseini, S. A. (2017). Investigation of different test methods to quantify rutting resistance and moisture damage of GFM-WMA mixtures. Construction and Building Materials, 152, 1027–1040.
Fakhri, M., Bahmai, B. B., & Javadi, S. (2020). An evaluation of the mechanical and self-healing properties of warm mix asphalt containing scrap metal additives. Journal of Cleaner Production, 253, 19963.
Mohammed, A.A, (1993). Chemistry of polymers. College of Education, Chemistry Department. University of Mosul,Mosul-Iraq, p. 166.
Yu, Y., David, H., & Reynaldo, R. (2017). Fracture tolerance of asphalt binder at intermediate temperatures. Journal of Materials in Civil Engineering, 29(9), 4017108.
Yan, Y., Preti, F., Romeo, E., Lopp, G., Tebaldi, G., & Roque, R. (2018). Fracture energy density of interstitial component of asphalt mixtures. Materials and Structures, 51(5), 118.
Singh, D., Ashish, P. K., & Chitragar, S. F. (2018). Laboratory performance of Recycled Asphalt Mixes containing wax and chemical based Warm Mix Additives using Semi Circular Bending and Tensile Strength Ratio tests. Construction and Building Materials, 158, 1003–1014.
Mohammad, L. N., Elseifi, M. A., Cooper, S. B., Challa, H., & Naidoo, P. (2013). Laboratory evaluation of asphalt mixtures that contain biobinder technologies. Transportation Research Record, 2371(1), 58–65.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
There is no conflict of interest.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Al-Hadidy, A.I. Experimental Investigation on Performance of Asphalt Mixtures with Waste Materials. Int. J. Pavement Res. Technol. 17, 1079–1091 (2024). https://doi.org/10.1007/s42947-023-00288-w
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42947-023-00288-w