
Abstract
Fabric-reinforced cementitious matrix (FRCM) with synthetic reinforcements has been employed in a wide of precast products in the current market. However, FRCM employing cellulosic fibers has been limited in civil engineering applications due to the absence of a well-established standardization. Cellulosic textile structures present many advantages to strengthen cementitious composites, which depend on the type of natural fiber, forms that are organized (e.g., bundle fibers or twisted yarns), and ligaments. This study aimed to develop an overview of FRCM to identify how cellulosic textile has been designed and processed in research, according to type, shape, properties, durability, and matrix formulations. The main findings were as follows: (i) bundle fibers and low entangled yarns presented potential to increase the tensile properties; (ii) woven canvas prevailed in the cementitious composite applications; (iii) 3 and 4 layers of fabrics presented better mechanical performance than few layer samples; (iv) the alkaline treatment is one of most employment to improve the adherence; (v) to prevent cellulose degradation, resin coatings (epoxy) or pozzolan additions (silica, metakaolin, nanoclay, ashes from agricultural wastes) are employed. Future investigations are necessary to improve cellulosic FRCM; opportunities for study in textile area are proposed: enlargement of fabric technologies, hybrid fibers, machinery technology (3D fabrics, complex knit) adaptation to use cellulosic fibers, and new architectural design for cellulosic FRCM applications (curved forms and sizes).
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Cement-based materials are the most used sources of building sector. The sector demands significant waste generation, energy and material consumption. For these reasons, the use of more renewable resources strengthens the sustainability in construction, an alternative to reducing the energy expenditure and the emission of greenhouse gases (GHG), which can be an opportunity to use cellulosic materials (Ferrara et al., 2021; Onuaguluchi & Banthia, 2016).
Fabric-reinforced cementitious matrix (FRCM) with synthetic reinforcements has been employed in a wide of precast products at the current market, mainly two main lines of goods: first, the architectural (non-load bearing), such as exterior cladding systems, façades, and wall panels; second, structural (loadbearing) elements, such as bridge and reinforcing cement pipes (Papanicolaou, 2016). Further applications are also possible, in view of use for masonry rehabilitation (de Carvalho Bello et al. 2019) and bear architectural structures, such as shell design buildings (Hegger et al., 2018).
However, FRCM employing cellulosic fibers has been limited in civil engineering applications due to the absence of a well-established standardization. But even so, these materials are being employed at building market goods (Saccani et al., 2021), such as cement composites with autoclaved cellulose fibers, which are widely used in residential and commercial boards (siding, floor, and roofing) (Akhavan et al., 2017). The standardization is only a matter of time because for high-performance cementitious composite application was published RILEM TC 232-TDT recommendation, to measure the load-bearing behavior of tensile specimens made by straight fibers (carbon and AR-glass) and concrete matrix (RILEM Technical Committee, 2016; Tsangouri et al., 2019).
Fibers, yarns, and fabrics are textile materials, which have been used as composite reinforcements since World War II and are classified as: staple yarns (from natural fibers or cut synthetic fibers), continuous filaments (synthetic fibers), woven fabrics (2D), and advanced fabrics (3D) (Scardino, 1989).
Yarn is a group of fibers processed with torsion (twisted yarn) or without torsion (low entangled yarn), which have a substantial length and relatively small cross-section. In twisted yarns, the friction resulting from the torsion consolidates the constituent fibers. The process to produce a spun yarn from staple fibers is called spinning and involves a long chain of operations (Misnon et al., 2014).
Staple fibers are also used dispersed or oriented in the production of nonwoven fabrics, which can be joined by needling, thermoforming, or chemical methods. Another alternative is to use continuous yarns impregnated with resin and aligned in one direction (Misnon et al., 2014).
Two-dimensional fabrics (2D fabrics) can be woven by weaving (in looms) or knitting (in proper machinery), respectively, through interlacing or looping with the main direction in the warp or weft (Misnon et al., 2014).
The 2D fabrics produced by weaving on looms can present several options for ligaments or designs. The most traditional ones are: canvas (1 × 1), twill (2 × 1, 3 × 1, and variants), and satin (4 × 1 or greater and variants) ligaments, which can still vary in weight and number of weft or warp yarns (Yang et al., 2015). Satin fabric ligaments and multilayered 2D fabrics are usually used in high-performance polymer composites, such as in aircraft fuselage, in which high-strength fibers (e.g., carbon fiber) are employed (Archer et al., 2010; Yang et al., 2015).
The use of vegetable fiber reinforcement in cement-based materials started in the 1970s in order to substitute synthetic and asbestos fibers, moreover reduce raw-material costs and extend sustainability of the sector (Correia et al., 2020).
Recent desire to expand the composite usage has had a dramatic effect on global research, and textile reinforcement followed this trend, due to the possibility of a range of new applications and available textiles reinforcements (Ogin & Potluri, 2016). Textile structure presents many advantages to strengthen composites instead of dispersed fibers, due to widely of physical characteristics and additional (Aisyah et al. 2021; Misnon et al., 2014).
According to Aisyah et al. (2021) and Misnon et al. (2014), cellulosic textile materials present many advantages to composites application instead of dispersed fibers, due to fiber content, yarn type, and fabric ligament employment. In addition, several methods to preserve the integrity of cellulosic fabrics over time can be possibly applied to reinforced cementitious matrix (FRCM). Thus, this study aimed to develop an overview of FRCM in order to identify how cellulosic textile has been designed and processed in research, according to type, shape, properties, durability, and matrix formulations.
Methodology
In the study, the literature review was based on keywords search in Scopus and Google Scholar (7 May 2021). The employed topics were “cellulose textile, fabric or yarns,” “cementitious matrix,” “fabric reinforced cementitious matrix,” and “composites.” Thus, with articles and reviews found, they were selected by their relevance with this study aims.
Lastly, the main issues were identified, which address some topics: yarns and bundle fibers reinforce composites, cellulosic fabrics reinforce cementitious composite, cellulosic fabric and cementitious matrix adherence or bonding, and durability of natural fabric. Therefore, this article was divided into the following subheadings: (i) FRCM applications; (ii) textile materials; (iii) natural fibers; (iv) pre-treatments of yarns and fabrics; and (v) pozzolan additions.
FRCM applications
Exterior cladding systems and facades are probably the most used employment in textile reinforced cementitious materials, through forms such as pre-cast panels, which appearance is a relevant criterion, besides high-finished surface quality, appropriate mechanical properties, freeform varieties, durability, and low environmental impact. Portland cement usually presents technical specifications of compressive strength up to 90 N/mm2 and a modulus of rupture up to 10 N/mm2. Ventilated facade has element sizes that vary between thin (0.5–3.0 m2), medium (4–7 m2), and large (12–18 m2) (Papanicolaou, 2016). 2D textiles made of glass or carbon are commercially available to cladding systems and facades; nevertheless, other natural raw materials have been studied, for example, made by jute fabric (El Messiry et al., 2017). The Institute of Structural Concrete at RWTH Aachen University has a facade made of AR-glass fabric-reinforced concrete, it is coated by a thin concrete layer (4 mm) (Fig. 1a) (Fidelis et al., 2016) (Simonsson, 2017).

In this facade (Fig. 1a), the textile layer was positioned in the center of the cross-section. The panel was tested according to typical loads for façades (considering self-weight — 25kN/m3, wind pressure, and wind suction). As a result, the authors reminded textile-reinforced concrete did not regulate yet in any standard at that time in Germany, although bending tests restrained initial crack, increased deformation capacity, and epoxy impregnation achieved the largest tensile stresses about 1400 MPa (Hegger et al., 2010).
Esthetic appearance and structural strength should be achieved when textile is applied to concrete shell; architectural forms mainly depend on bending load properties, which was previously done by steel structures. Replacement by textile materials has expanded, due to the promising of durability (without corrosion). Thus, most fabrics are impregnated by epoxy resin or rubbers (Hegger & Will, 2016), to improve their durability. An example of shell structure is the “Kahla Pavillon” (Fig. 1b), which is formed by triangular elements and can easily be disassembled. The shell is composed of an edge length of 5 m and thickness of 40 mm, while textile reinforcement is made by two layers of carbon fabric (3300 tex of yarn count). These forms are based on a conceptual design based on multiple shell elements than acting on biaxial load transfer, which minimizes transversal forces and increases durability, including these elements are applied to long-span buildings (Hegger et al., 2018).
Fabrics also have been applied as a solution for strengthening masonry, particularly in the case of seismic resistance and historical monuments rehabilitation. They are used in external faces (Fig. 2) to bond them to mortar, which is made usually by glass, steel, carbon, or natural fibers (Dalalbashi et al., 2021). Many heritage structures were built without regard to seismic requirements and added fabric can include repairing the heterogeneity of masonry (Torres et al., 2021).

Masonry reinforced by textiles covers three main topics: first, basic behavior on mechanical properties, associated to strain ranges; second, load-bearing capacity on diagonal compression; third, capable of restoring the damage on masonry by textile materials (Fig. 2b). The last is related to repair of initial elastic stiffness and improvement of load-carrying capacity (Torres et al., 2021).
Finally, topics associated with intrinsic improvement of material (textile and cementitious) have been wide studies these topics related to avoiding degradation, interface fabric-matrix, mechanical properties, environmental exposition can be performed in also several applications (Ali-Boucetta et al., 2021; Graupner et al., 2020; Mercedes et al. 2018; Sadrolodabaee et al., 2021; Syduzzaman et al., 2020).
Textile materials
Textile-reinforced composites have been employed in engineering applications, due to relatively low-cost (reduced manufacturing and processing cost), lightweight, replacing metals, and, in some cases, mechanical property enhancement (Ogin & Potluri, 2016).
Fiber geometry variation (perimeter, length, cross-section, and longitudinal) affects composite performance, mainly related to bonding properties between fiber matrix (Behdouj et al., 2013; Halvaei, 2021). Appropriated fiber length or aspect ratio influences the compressive strength of concrete. Fiber types as polymeric fibers may have low modulus and low strength, and therefore they do not much change composite strengths, but they aid in increasing ductility and reducing crack propagation; even high modulus/strength fibers can be used to structural materials (Halvaei, 2021).
Used methods for fiber processing are usually related to textile industry process; however, for composite applications, new materials have been developed, such as fibers and bundles are bonded by a chopped mat or continuous strand (Nijssen, 2015). Traditional textile materials are also applied to reinforcing composite: nonwovens, or tows or yarns, which are assembled into fabrics (wovens, braids, or knits) (Gowayed, 2014).
Intrinsic properties of cement material still require strengthening, due to brittleness, which means the propensity of crack propagation and shrink, as a consequence of drying of water from cement paste. Many types of fibers and textile materials including synthetic or natural sources have been employed to improve the brittleness of matrix, which allows an increase of strain capacity and often the tensile strength (Balea et al., 2021; Li et al., 2021).
Natural fibers
Fibers extracted from plants are composed of cellulose, lignin, pectin, and hemicellulose. The functions of these are as follows: cellulose is semi-crystalline and responsible for the hydrophilic feature; hemicellulose is amorphous polysaccharide and partially soluble in water; hemicellulose joins the cellulose forming microfibrils; lignin is hydrophobic and it is responsible for increasing the stiffness (Ali et al., 2018).
Tensile strength and modulus properties of cellulosic fibers are provided from cellular structure, which the responsible part is the middle layer of second wall; however, this still depends on higher degree of polymerization, amount of cellulosic, and lower microfibrillar angle (Abdul Khalil et al., 2017; Fang et al., 2020).
Many natural fibers have been employed for applications as reinforcement of composites. The most studied are sisal, coir, hemp, jute, and flax; in Table 1, these main produced cellulosic fibers are shown by type, origin, species, countries producer, and production (103 tons) (Lotfi et al., 2021).
Yarns
Cellulosic yarns are not so explored by researchers as compared with fabrics and other textile structures; however, knowing about them is important owing to their influence on material properties. Yarn features can be defined by type, twist, the influence of voids, moisture, and fiber volume fraction (Omrani et al., 2017).
In the textile industry, the linear mass or density is counted by the tex number that is the weight (in gram) per 1000 m and the twisted yarn is defined by twist direction (S-twist or Z-twist), depending on the level T (T = turns number per meter) and twist multiplier TM (TM = T \(\surd tex)\) (Scida et al., 2017).
The influence of interlacing yarns to tensile features, in general, is related to torsion angle, when yarn provides its near 20°, it provokes a decrease in longitudinal strength and modulus (Goutianos et al., 2006). Higher twist yarn can influence the reduction of yarn permeability, which causes appearance of void content and can influence the property decay (Omrani et al., 2017). Another reason for the decrease of composite properties is related to the misalignment of yarns, due to the outer part of it, which suffers less torsion than inside filaments (Scida et al., 2017).
The twist angle behavior can be seen most clearly in Fig. 3, in which the effect of hemp fiber bundle alignment reinforced polyethylene terephthalate (PET) matrix was measured. According to Fig. 3a, specimens with inclination angles of bundle fibers are shown and the tensile strength results are presented in Fig. 3b. The stress–strain curves demonstrate tensile performance is decreased at increased yarn twist angles. The maximum stress of the composites is assessed between the great range from 28 to 280 MPa (Madsen et al., 2007).

a Tensile specimens of hemp/PET composites with the yarn axis inclined at various angles to the loading direction; b shows the corresponding stress–strain curves (Madsen et al., 2007)
The difference between textile materials with and without entanglement can be seen in Fig. 4. These materials (Fig. 4) are made by hackled flax (24,000 tex, 0 twist, 0° of twist angle and 1.20 \(\pm\) 0.6 MPa of tensile strength), roving flax (276 tex, 41 twists, 7.8° of twist angle and 59 ± 12 MPa of tensile strength) and yarn flax (78 tex, 280 twists, 19.4° of twist angle and 350 \(\pm\) 65 MPa of tensile strength). When they were applied in epoxy matrix, results pointed out hackled flax had the highest mechanical properties (378 ± 2.6 MPa), followed by roving, in which achieved 20% higher stiffness and 25% strength (377 ± 24 MPa) than yarn (315 ± 46 MPa) (Baets et al., 2014).

Three different flax fiber bundle types: on the left side — hackled flax (fiber aligned, width of about 25 cm, 30,000 tex); middle — flax roving (more stretched, but there is a low amount of twist, 280 tex); on the right side — flax yarn (twisted, 83.3 tex) (Baets et al., 2014)
Nevertheless, even though the studies have demonstrated good performance when roving or bundle fibers without entanglement are applied to composites, twisted yarns are the most employed yet, as it will be shown in fabric ligaments. One of reasons for choosing twisted yarn is due to the process method, such as the main yarn impregnation is made by pultrusion (machine pull continuous yarn and cover it with a resin or mortar paste), which needs a minimum amount of entanglement or twist (Graupner et al., 2020).
Fabric ligaments
Fabric opening is related to the design pattern and count yarn (tex); this opening size is essential when it is employed at cementitious matrix opening can influence the cement insertion, which also depends on the viscosity of cement paste (El Messiry et al., 2017). According to Papanicolaou (2016), the grain size of cement should not get through more than 5 mm, which is considered a small grid size; another parameter also is presented in his research, to establish on parameter size, and it should be less than one third of the minimum mesh opening (Papanicolaou, 2016).
Cellulosic fabrics developed to reinforce cementitious composites are usually employed from woven technology, in which they are available on market from other applications with simple ligaments, such as plain and basketweave, in which it can be afforded in some researches (Cevallos & Olivito, 2015; Ferrara et al., 2019; Trochoutsou et al., 2021). For example, jute plain (388 g/m2 of fabric weight, 922 tex) (Fig. 5a) and flax basket weave (375 g/m2 of fabric weight, 353 tex) (Fig. 5b) were used in various layers (one, two, or three) to reinforce cementitious matrix and then compared with glass fabric (320 g/m2 of fabric weight, 593 tex), all samples presented better results with three sheets, except glass, that one sheet was used. Flax fabrics were stronger (5665.52 MPa of maximum load) and more ductile (21.7 mm of extension) than the sisal (4650.040 MPa of maximum load and 10.94 mm of extension), and glass stiffness achieved relatively high strength (2438.03 MPa of maximum load) and low strains (1.68 mm) (Cevallos & Olivito, 2015).

Besides the market products, fabric ligaments have been also applied and tested to composites. In this case, often fabrics are hand-made such as three types (Fig. 6) thst were made with different openings, interweaving, yarns, and raw material (hemp — 0.034 g/cm2, flax — 0.036 g/cm2, sisal — 0.007 g/cm2, and cotton — 0.054 g/cm2). Mercedes et al. (2018) also compared the mechanical properties of samples recovered by epoxy and polyester resins. Lastly, coated hemp FRCM reached the highest tensile strength (3481 MPa) and coated cotton FRCM made the greatest gain in strain capacity (18%). Resin coating increases the tensile strength and stiffness in all samples, in the case of hemp yarn achieved in tensile strength and modulus of elasticity increased by 84% and 92%, respectively. Epoxy resin has better compatibility with the mortar matrix than polyester (Mercedes et al. 2018).

a Hemp, flax, sisal, and cotton fabric (on the right, respectively) and ligaments used (on the left) (Mercedes et al. 2018)
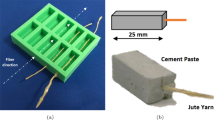
Another research evaluated two matrices, first made by concrete and second, concrete plus metakaolin, in strengthening was utilized jute yarn (326 tex) and coated jute yarn (639 tex) by styrene-butadiene polymer to make a plain fabric, in which all samples were subjected to accelerated aging conditions (28, 56, 90, 180, and 365 days). Findings showed metakaolin composites reached expressively the highest values for pullout test at minimum exposition in 28 days and at maximum in 365 days of accelerated aging (0.48 kN and 0.40 kN, respectively), while only concrete matrix was the lowest (0.36 kN and 0.06 kN). In addition, coated yarn had a stronger bond than uncoated (Fidelis et al., 2016).
Nonwoven fabrics are another structure of reinforcement; four flax nonwovens were developed and compared to different thicknesses (2, 9, 12, and 14 mm) and weights (275, 680, 925, and 1200 g/m2) in multilayers (three or four); the best values were present by lower thickness (2 mm) and lower weight (275 g/m2) performed a higher penetration of the cement paste. Thus, this lighter nonwoven also was evaluated by entanglement of yarn (high and medium), with and without thermal treatment (hornification) and mechanical properties of composites (Claramunt et al., 2016). As result, four layers of treated nonwoven and low thickness (1.2 \(\pm\) 0.1 mm) with high needle punched presented high maximum tensile force (40.9 \(\pm\) 16.1 N) and deformation (48.0 \(\pm\) 6.7%) (Claramunt et al., 2017).
As mentioned before, some studies indicated that bundle fiber alignment presents the best performance as compared to yarns; thus, some studies have applied fabric developed by tapes, in which the fibers are bonded in longitudinal direction (scutched and hackled) (Fig. 3a) (Scida et al., 2017). Flax twill weave made from roving fibers and unidirectional fabric made of untwisted yarns (300 tex) were tested to reinforce epoxy composite into 10 layers; as resulted, yarn morphology had a low influence on composite performances, it is just the waviness ratios was all greater than 9 and the fiber volume fraction in the ply, as well as the areal weight decreases as the waviness ratio increases (Scida et al., 2017).
Fibrous 2D structure from nature form can be considered fabrics; Benaimeche et al. (2018) used date palm mesh (Fig. 7a) to reinforce cementitious matrix, and this natural mesh (mat) is composed of crossed irregular fibers (variation in the diameter), which it was tested with different volume fraction (2–10%), along with Portland mortar limestone and silica sand. The composite samples with 2% by volume presented similar values to literature data, which are made by conventional fibers; date palm composites achieved the peak load (average 2.016 kN) and flexural strength (average 5.671 MPa). However, date palm composite did not produce a positive effect on flexural strength and fracture toughness, associated with air incorporated at mixing phase and poor bonding with matrix (Benaimeche et al., 2018). Sponge gourd is another structure made by nature, which vascular system forms are designed by a natural 3D fabric (Fig. 7b); Querido et al. (2019) characterized this plant by mechanical, morphological, and structural analysis, and the aspects were compatible with other cellulosic fibers. When sponge was applied (1 wt.%) to cement matrix and pozzolanic materials (metakaolin and fly ash), mechanical results of composite presented average flexural strength of 9.2 MPa (value is 50% better with sponge than without it) (Querido et al., 2019).

Pre-treatments of yarns and fabrics
Cellulosic FRCM presents a wide variety of opportunities, which it can depend on fiber origin and ligaments, such as it was presented before; however, it is necessary to ensure appropriate conditions to having adhesion fabric matrix, to avoid fiber degradation and guarantee the mechanical properties of composite and durability (Boulos et al., 2018; Syduzzaman et al., 2020).
The enhancement of mechanical properties on cellulosic FRCM is only possible if the adhesion between fiber/fabric and matrix is strong enough that it can be reached by reducing the hydrophilic capacity of cellulosic textile, through treatments (chemical, physical, or combined methods) (Page et al., 2021). Simultaneously, it is necessary to prevent cellulosic fiber degradation, an important factor that is provoked by alkaline byproducts (portlandite) contact, which is an element produced after chemical reactions by hydration process of cement process (Syduzzaman et al., 2020).
Ferrara et al. (2019) employed flax fabric without treatments to being exposed in environment media: first, protocol 1, verifying the mechanical properties in contact with water, marine, or alkaline; second, protocol 2, simulating the contact with hydraulic lime or cement mortars; third, protocol 3, simulating a long exposure time by accelerating aging method (flax fabric effects of hydraulic lime and cement on the mechanical behaviors). Results showed aging in protocol 1; the fabric was immersed in three media for 1000 h, and it did not lead to any significant decay; in protocol 2, after 7 days, the fabric decreased 16% of strength in hydraulic-lime and decreased 22% in cement mortars, but after 56 days, these valued did not change much more. And in protocol 3, a significant decrease occurred when the specimens were immersed for 55 days at a temperature of 55 °C, and there was a complete loss of strength (Ferrara et al., 2019).
To achieve better anchorage between cellulosic material and cement matrix, chemical and physical treatments are employed. Chemical treatment acts to eliminate non-cellulosic (hemicellulose and lignin) compounds in fibers, which increase the fibrillated surface and it can assist the bonding of OH elements to matrix, which in the most common chemical is alkali (NaOH) (Jiang et al., 2020; Sanchez-Echeverri et al., 2021). Other chemical processes can improve the adhesion though: coupling agent, such as silane or acrylic; esterification by acetylation. The physical methods change the surface morphology by utilizing mechanical forces in wet media and surface modification (plasma, steam blasting, hornification). Some of these methods are shown at Table 2; they are presented when are used to treat fabrics or yarns (Ballesteros et al., 2015; Li et al., 2021).
The swelling of fibers during the cement wetting process, followed by shrinking, is provoked by the curing process and drying of water and it can be manifested by a gap, affecting the adhesion between fiber matrix (Garikapati & Sadeghian, 2020; Page et al., 2021). For this reason, there are some treatments employed to reduce the water absorption capacity of cellulosic fabric, by thermal (hornification) or in another way combating the hydrophilicity by coating or impregnation process (El Messiry et al., 2017).
Coating meshes are a widely used commercial technique. In some cases, this prevents fiber degradation and improves the mechanical properties and the bond of the meshes with the matrix (Mercedes et al. 2018). In synthetic resin, epoxy is one of the most classes of thermoset, which cross-linking agents are amines and acid anhydrides that provide enhancing of mechanical properties and chemical resistance. Epoxy resin still has good compatibility with fibrous fillers applied to composites (Gibson, 2017). In addition, other resins are possible to recover the cellulosic textiles, such as the rubber styrene-butadiene (Fidelis et al., 2016), polyester resin (Mercedes et al. 2018), and linseed oil (Ali-Boucetta et al., 2021) (Table 2).
According to de Carvalho Bello et al. (2019), pure and impregnated (water-based adhesive) sisal yarns were embedded into a natural lime mortar to reinforce a masonry wall (Fig. 2c). They were tested by single lab shear and presented the maximum tensile strength at 169.5 MPa; this value was about 29% lower than yarns which were impregnated alone, evidencing uneven load distribution (de Carvalho Bello et al. 2019). Mercedes et al. (2018) evaluated inorganic resins (epoxy or polyester) on different fabric ligaments (Fig. 4c) and cellulosic materials (hemp, flax, sisal, and cotton); the results compared between these fibers were presented before (fabric ligaments), but specifically about the comparison of resin improvement, hemp fabric reached the highest mechanical properties and the difference of maximum load was 16.62% more to epoxy than polyester resin (Mercedes et al. 2018).
Pozzolan additions
Cementitious matrix aggressivity provokes cellulosic textile degration, due to high alkalinity of cement (pH > 12) environment, which affects the mechanical and durability properties (Mercedes et al. 2018). The alkalinity of matrix is caused by chemical formation of hydrated products such as calcium hydroxide (portlandite) and calcium silicate hydrate, in which portlandite provokes the mineralization and degradation of cellulosic fibers, besides embrittlement of the fibers (Santos et al., 2021; Silva et al., 2017).
As previously mentioned, there are many options to treating and protecting the cellulosic fibers, to promote durability in cementitious composite. However, another way to avoid fiber decay is through the additions to matrix. These additions are named by pozzolans, in which act to transform high alkaline portlandite (Ca(OH)2) to produce new reaction products; portlandite is the main byproduct from hydration which degraded the lumen of cellulosic fibers (Ardanuy et al., 2015; Teixeira et al., 2020).
Beyond the chemical reaction of portlandite, natural pozzolan has advantageous features to apply in the cement industries, efficacious at minimizing the heat of hydration, acting as supplementary filler, besides low cost and accessible raw materials (Shukla et al., 2020). The major pozzolan additions are silica and alumina, beyond metakaolin, blast furnace slag calcined clay, or fly ash (Balea et al., 2021; Dembovska et al., 2017). The use of such pozzolan materials applied to fabric-reinforced cementitious matrix are presented in Table 2.
One of the important points in addition materials to matrix is adjusting the particle size for distribution, besides the accurately dosed amount, which are related to interfacial transition zone (ITZ) between particles in Portland cement paste with mineral compounds and cellulosic fibers must be measured and related to mechanical features of these composites (Correia et al., 2018).
Agricultural wastes have been highlighted as possible sources to convert them through the combustion process and foster pozzolanic activity. Straw, sugar cane, corn, and rice rusk can be transformed to ash and provide pozzolanic powder by amorphous SO2. Great properties can be achieved using these agricultural wastes, which they can replace between 20 and 40% of cement mass, with the function of controlling the mortar expansion and also consuming Ca(OH)2 (De-Lima & Cordeiro, 2021; Hu et al., 2020; Kazmi et al., 2017). Another potential source of pozzolan is done by sewage sludge ash incineration (Zhou et al., 2020).
In summary, the present research findings of employment of cellulosic textile in FRCM highlighted the following points:
-
Yarns: bundle fibers and low entangled yarns presented potential to increase the tensile properties. Some cases of cellulosic textile applications were performed in polymers. However, they have seldom been used in cementitious matrix.
-
2D fabrics: woven canvas (1 × 1) prevailed in cementitious composite applications. Besides the employment of natural fibers (hemp, flax, sisal, and cotton) showed good performances.
-
Multilayer fabrics: 3 and 4 layers of fabrics presented better mechanical performance than few layer samples; it can be associated with an increase of maximum load and delay of the first crack in cement matrix (Halvaei, 2021).
-
Textile-cement bonding treatments: one or more combined treatments have been employed for ensuring the bonding between textile-cement. The alkaline treatment (NaOH) is one of most employment to improve the adherence, in which it is used to modify the molecular structure (increasing surface roughness and crystallinity) (Li et al., 2021). On the other hand, even alkaline treatment is effective, it can be aggressive to surface of fibers (high concentration) and still generates toxic residues. Thus, other treatments and less harmful were applied to cellulosic textile in cementitious matrix (e.g., boiled, thermic, hornification).
-
Cellulose degradation prevention: cellulosic textiles need to prevent degradation by alkaline elements from Portland cement matrix. In this regard, two ways have been chosen; first, resin coatings are applied to avoid contact with the cement; second, new chemical reactions are formed by pozzolans additions and these reduce the presence of portlandite. Epoxy is the resin coating most used, a thermoset polymer easier to manipulate and widely used in the same way in synthetic fibers; however, this resin also compromises interfacial bonding fabric matrix (Alatawna et al. 2021). Some sources of pozzolan additions were presented, such as from silica, metakaolin, nanoclay, and ashes from agricultural wastes; some of them, as metakaolin is considered expensive (Khatib et al. 2018), thus ashes from residues can be valuable and widely available (Hu et al., 2020).
Conclusion
Cellulosic fabric-reinforced cementitious matrix (FRCM) presents potential to wide uses, including structural and architectural applications. Nevertheless, the majority of studies are firstly focused on enhancing the intrinsic properties of materials, for later to perform the applications of these composite materials.
Physical properties of textile materials were discussed. Low entangled yarns present potential to increase the tensile properties. Some cases of cellulosic textile applications were performed in polymers. However, they have seldom been used in cementitious matrix. Simple design ligaments of cellulosic woven have been used to cementitious composites, mainly plains and basket waves, but also handmade fabrics from natural fibers (hemp, flax, sisal, and cotton) showed good performances.
Cellulosic textile structures for cementitious composites have employed one or more combined treatments, which presents the relevance of theme. There are many alternatives (chemical and physical) to cellulosic textile treatments (e.g., NaOH, thermic, hornification). Resin coatings and pozzolan additions increased the mechanical properties of composites when compared without these treatments.
Future investigations are necessary to improve cellulosic FRCM; opportunities for study in textile area are proposed: enlargement of fabric technologies, hybrid fibers in order to provide better performances, machinery technology (3D fabrics, complex knit) adaptation to use cellulosic fibers, and new architectural design for cellulosic FRCM applications (curved forms and sizes). There are still shortcomings in cellulosic fiber durability, which demands more studies.
Data availability
All data generated or analyzed during this study are included in this published article; more information is available with the corresponding author on reasonable request.
References
Abdul Khalil HPS, Tye YY, Saurabh CK, Leh CP, Lai TK, Chong EWN, Nurul Fazita MR, Mohd Hafiidz J, Banerjee A, Syakir MI (2017) Biodegradable polymer films from seaweed polysaccharides: a review on cellulose as a reinforcement material. Express Polym Lett 11(4):244–265. https://doi.org/10.3144/expresspolymlett.2017.26
Aisyah HA, Paridah MT, Sapuan SM, Ilyas RA, Khalina A, Nurazzi NM, Lee SH, Lee CH (2021) A comprehensive review on advanced sustainable woven natural fibre polymer composites. Polymers 13(3):471. https://doi.org/10.3390/polym13030471
Akhavan A, Catchmark J, Rajabipour F (2017) Ductility enhancement of autoclaved cellulose fiber reinforced cement boards manufactured using a laboratory method simulating the Hatschek process. Constr Build Mater 135:251–259. https://doi.org/10.1016/j.conbuildmat.2017.01.001
Alatawna A, Sripada R, Nahum L, Birenboimi M, Regev O, Peled A (2021) Textile-cement bond enhancement: Sprinkle some hydrophilic powder. Cem Concr Compos 120:104031. https://doi.org/10.1016/j.cemconcomp.2021.104031
Ali-Boucetta T, Ayat A, Laifa W, Behim M (2021) Treatment of date palm fibres mesh: influence on the rheological and mechanical properties of fibre-cement composites. Constr Build Mater 273:121056. https://doi.org/10.1016/j.conbuildmat.2020.121056
Ali A, Shaker K, Nawab Y, Jabbar M, Hussain T, Militky J, Baheti V (2018) Hydrophobic treatment of natural fibers and their composites—a review. J Ind Text 47(8):2153–2183. https://doi.org/10.1177/1528083716654468
Archer E, Buchanan S, McIlhagger A, Quinn J (2010) The effect of 3D weaving and consolidation on carbon fiber tows, fabrics, and composites. J Reinf Plast Compos 29(20):3162–3170. https://doi.org/10.1177/0731684410371405
Ardanuy M, Claramunt J, Toledo Filho RD (2015) Cellulosic fiber reinforced cement-based composites: a review of recent research. Constr Build Mater 79:115–128. https://doi.org/10.1016/j.conbuildmat.2015.01.035
Baets J, Plastria D, Ivens J, Verpoest I (2014) Determination of the optimal flax fibre preparation for use in unidirectional flax–epoxy composites. J Reinf Plast Compos 33(5):493–502. https://doi.org/10.1177/0731684413518620
Balea, A., Fuente, E., Monte, M. C., Blanco, Á., & Negro, C. (2021). Fiber reinforced cement based composites. In Fiber Reinforced Composites (pp. 597–648). Elsevier. https://doi.org/10.1016/B978-0-12-821090-1.00019-3
Ballesteros JEM, Santos SF, Mármol G, Savastano H, Fiorelli J (2015) Evaluation of cellulosic pulps treated by hornification as reinforcement of cementitious composites. Constr Build Mater 100:83–90. https://doi.org/10.1016/j.conbuildmat.2015.09.044
Behdouj Z, Jamshidi M, Latifi M, Halvaei M (2013) Effect of cross sectional shape of polypropylene fibers on flexural toughness of composites and fiber-to-cement matrix adhesion. Adv Mater Res 687:485–489. https://doi.org/10.4028/www.scientific.net/AMR.687.485
Benaimeche O, Carpinteri A, Mellas M, Ronchei C, Scorza D, Vantadori S (2018) The influence of date palm mesh fibre reinforcement on flexural and fracture behaviour of a cement-based mortar. Compos B Eng 152:292–299. https://doi.org/10.1016/j.compositesb.2018.07.017
Boulos L, Foruzanmehr MR, Robert M (2018) Evolution of the interfacial transition zone and the degradation mechanism of zirconia treated flax fabric reinforced cementitious composites. Constr Build Mater 190:120–130. https://doi.org/10.1016/j.conbuildmat.2018.09.104
Cevallos OA, Olivito RS (2015) Effects of fabric parameters on the tensile behaviour of sustainable cementitious composites. Compos B Eng 69:256–266. https://doi.org/10.1016/j.compositesb.2014.10.004
Claramunt J, Fernández-Carrasco LJ, Ventura H, Ardanuy M (2016) Natural fiber nonwoven reinforced cement composites as sustainable materials for building envelopes. Constr Build Mater 115:230–239. https://doi.org/10.1016/j.conbuildmat.2016.04.044
Claramunt J, Ventura H, Fernández-Carrasco L, Ardanuy M (2017) Tensile and flexural properties of cement composites reinforced with flax nonwoven fabrics. Materials 10(2):215. https://doi.org/10.3390/ma10020215
Correia VC, Santos SF, Savastano H Jr, John VM (2018) Utilization of vegetable fibers for production of reinforced cementitious materials. RILEM Tech Lett 2:145–154. https://doi.org/10.21809/rilemtechlett.2017.48
Correia, V. C., Santos, S. F., Tonoli, G. H. D., & Savastano, H. (2020). Characterization of vegetable fibers and their application in cementitious composites. In Nonconventional and Vernacular Construction Materials (pp. 141–167). Elsevier. https://doi.org/10.1016/B978-0-08-102704-2.00007-X
Dalalbashi A, Ghiassi B, Oliveira DV (2021) Aging of lime-based TRM composites under natural environmental conditions. Constr Build Mater 270:121853. https://doi.org/10.1016/j.conbuildmat.2020.121853
De-Lima, C., & Cordeiro, G. C. (2021). Evaluation of corn straw ash as supplementary cementitious material: effect of acid leaching on its pozzolanic activity. Cement, 4https://doi.org/10.1016/j.cement.2021.100007
de Carvalho Bello CB, Boem I, Cecchi A, Gattesco N, Oliveira DV (2019) Experimental tests for the characterization of sisal fiber reinforced cementitious matrix for strengthening masonry structures. Constr Build Mater 219:44–55. https://doi.org/10.1016/j.conbuildmat.2019.05.168
Dembovska L, Bajare D, Pundiene I, Vitola L (2017) Effect of pozzolanic additives on the strength development of high performance concrete. Procedia Eng 172:202–210. https://doi.org/10.1016/j.proeng.2017.02.050
El Messiry M, El-Tarfawy S, El Deeb R (2017) Study pultruded Jute fabric effect on the cementitious thin composites mechanical properties with low fiber volume fraction. Alex Eng J 56(4):415–421. https://doi.org/10.1016/j.aej.2017.05.026
Fang Z, Li B, Liu Y, Zhu J, Li G, Hou G, Zhou J, Qiu X (2020) Critical role of degree of polymerization of cellulose in super-strong nanocellulose films. Matter 2(4):1000–1014. https://doi.org/10.1016/j.matt.2020.01.016
Ferrara G, Coppola B, Di Maio L, Incarnato L, Martinelli E (2019) Tensile strength of flax fabrics to be used as reinforcement in cement-based composites: experimental tests under different environmental exposures. Compos B Eng 168:511–523. https://doi.org/10.1016/j.compositesb.2019.03.062
Ferrara, G., Pepe, M., Martinelli, E., & Tolêdo Filho, R. D. (2021). Influence of fibres impregnation on the tensile response of flax textile reinforced mortar composite systems. In P. Serna et al. (Ed.), Fibre Reinforced Concrete: Improvements and Innovations. (pp. 983–990). Springer. https://doi.org/10.1007/978-3-030-58482-5_86
Fidelis MEA, Toledo Filho RD, de Silva FA, Mechtcherine V, Butler M, Hempel S (2016) The effect of accelerated aging on the interface of jute textile reinforced concrete. Cem Concr Compos 74:7–15. https://doi.org/10.1016/j.cemconcomp.2016.09.002
Garikapati KP, Sadeghian P (2020) Mechanical behavior of flax-lime concrete blocks made of waste flax shives and lime binder reinforced with jute fabric. J Build Eng 29:101187. https://doi.org/10.1016/j.jobe.2020.101187
Gibson, G. (2017). Epoxy resins. In Brydson’s Plastics Materials (pp. 773–797). Elsevier. https://doi.org/10.1016/B978-0-323-35824-8.00027-X
Goutianos S, Peijs T, Nystrom B, Skrifvars M (2006) Development of flax fibre based textile reinforcements for composite applications. Appl Compos Mater 13(4):199–215. https://doi.org/10.1007/s10443-006-9010-2
Gowayed, Y. (2014). High performance fibers and fabrics for civil engineering applications. In High Performance Textiles and their Applications (pp. 351–365). Elsevier. https://doi.org/10.1533/9780857099075.351
Graupner N, Lehmann K-H, Weber D, Hilgers H-W, Bell E, Walenta I, Berger L, Brückner T, Kölzig K, Randerath H, Bruns A, Frank B, Wonneberger M, Joulian M, Bruns L, von Dungern F, Janßen A, Gries T, Kunst S, Müssig J (2020) Novel low-twist bast fibre yarns from flax tow for high-performance composite applications. Materials 14(1):105. https://doi.org/10.3390/ma14010105
Hakamy A, Shaikh FUA, Low IM (2014) Characteristics of hemp fabric reinforced nanoclay–cement nanocomposites. Cement Concr Compos 50:27–35. https://doi.org/10.1016/j.cemconcomp.2014.03.002
Hakamy A, Shaikh FUA, Low IM (2015) Thermal and mechanical properties of NaOH treated hemp fabric and calcined nanoclay-reinforced cement nanocomposites. Mater Des 80:70–81. https://doi.org/10.1016/j.matdes.2015.05.003
Halvaei, M. (2021). Fibers and textiles reinforced cementitious composites. In Engineered Polymeric Fibrous Materials (pp. 73–92). Elsevier. https://doi.org/10.1016/B978-0-12-824381-7.00001-9
Hegger J, Curbach M, Stark A, Wilhelm S, Farwig K (2018) Innovative design concepts: application of textile reinforced concrete to shell structures. Struct Concr 19(3):637–646. https://doi.org/10.1002/suco.201700157
Hegger, J., Schneider, M., & Kulas, C. (2010). Dimensioning of TRC with application to ventilated façade systems. In W. Brameshube (Ed.), International RILEM Conference on Material Science (pp. 393–403). RILEM Publications SARL
Hegger, J., & Will, N. (2016). Textile-reinforced concrete. In Textile Fibre Composites in Civil Engineering (pp. 189–207). Elsevier. https://doi.org/10.1016/B978-1-78242-446-8.00009-4
Hu L, He Z, Zhang S (2020) Sustainable use of rice husk ash in cement-based materials: environmental evaluation and performance improvement. J Clean Prod 264:121744. https://doi.org/10.1016/j.jclepro.2020.121744
Jiang D, An P, Cui S, Sun S, Zhang J, Tuo T (2020) Effect of modification methods of wheat straw fibers on water absorbency and mechanical properties of wheat straw fiber cement-based composites. Adv Mater Sci Eng 2020:1–14. https://doi.org/10.1155/2020/5031025
Kazmi SMS, Munir MJ, Patnaikuni I, Wu Y-F (2017) Pozzolanic reaction of sugarcane bagasse ash and its role in controlling alkali silica reaction. Constr Build Mater 148:231–240. https://doi.org/10.1016/j.conbuildmat.2017.05.025
Khan, T. A., & Rahman, M. M. (2018). Behaviour of RC beams strengthened with woven jute fiber. Proceedings of the 4th International Conference on Civil Engineering for Sustainable Development (ICCESD 2018), 10.
Khatib JM, Baalbaki O, ElKordi AA (2018) Metakaolin. In: Waste and Supplementary Cementitious Materials in Concrete. Elsevier, pp 493–511. https://doi.org/10.1016/B978-0-08-102156-9.00015-8
Li Q, Ibrahim L, Zhou W, Zhang M, Yuan Z (2021) Treatment methods for plant fibers for use as reinforcement in cement-based materials. Cellulose. https://doi.org/10.1007/s10570-021-03903-w
Lima, M., Freitas, J., Santos, C., Santos, T., Oliveira, H., & Braga, R. (2019). Characterization of cellulosic cotton residue produced by sanding process and applied to cement pastes. https://doi.org/10.20944/preprints201911.0155.v1
Lotfi A, Li H, Dao DV, Prusty G (2021) Natural fiber–reinforced composites: A review on material, manufacturing, and machinability. J Thermoplast Compos Mater 34(2):238–284. https://doi.org/10.1177/0892705719844546
Madsen B, Hoffmeyer P, Lilholt H (2007) Hemp yarn reinforced composites – II. Tensile properties. Compos Part A: Appl Sci Manuf 38(10):2204–2215. https://doi.org/10.1016/j.compositesa.2007.06.002
Mercedes L, Gil L, Bernat-Maso E (2018) Mechanical performance of vegetal fabric reinforced cementitious matrix (FRCM) composites. Constr Build Mater 175:161–173. https://doi.org/10.1016/j.conbuildmat.2018.04.171
Misnon MI, Islam MM, Epaarachchi JA, Lau K (2014) Potentiality of utilising natural textile materials for engineering composites applications. Mater Des 59:359–368. https://doi.org/10.1016/j.matdes.2014.03.022
Nijssen, R. P. L. (2015). Composite Materials: An introduction. Inholland University of Applied Sciences.
Ogin, S. L., & Potluri, P. (2016). Textile-reinforced composite materials. In R. A. Horrocks & S. A. Anand (Eds.), Handbook of Technical Textiles (2nd ed., pp. 1–26). Elsevier. https://doi.org/10.1016/B978-1-78242-465-9.00001-X
Omrani F, Wang P, Soulat D, Ferreira M (2017) Mechanical properties of flax-fibre-reinforced preforms and composites: influence of the type of yarns on multi-scale characterisations. Compos A Appl Sci Manuf 93:72–81. https://doi.org/10.1016/j.compositesa.2016.11.013
Onuaguluchi O, Banthia N (2016) Plant-based natural fibre reinforced cement composites: a review. Cement Concr Compos 68:96–108. https://doi.org/10.1016/j.cemconcomp.2016.02.014
Page J, Amziane S, Gomina M, Djelal C, Audonnet F (2021) Using linseed oil as flax fibre coating for fibre-reinforced cementitious composite. Ind Crops Prod 161:113168. https://doi.org/10.1016/j.indcrop.2020.113168
Papanicolaou, C. G. (2016). Applications of textile-reinforced concrete in the precast industry. In Textile Fibre Composites in Civil Engineering (pp. 227–244). Elsevier. https://doi.org/10.1016/B978-1-78242-446-8.00011-2
Querido, V. A., D’Almeida, J. R. M., & Silva, F. A. (2019). Development and analysis of sponge gourd (Luffa cylindrica L.) fiber-reinforced cement composites. BioResources, 14(4), 9981–9993. https://ojs.cnr.ncsu.edu/index.php/BioRes/article/view/BioRes_14_4_9981_Querido_Development_Sponge_Gourd_Luffa
RILEM Technical Committee (2016) Recommendation of RILEM TC 232-TDT: test methods and design of textile reinforced concrete. Mater Struct 49(12):4923–4927. https://doi.org/10.1617/s11527-016-0839-z
Saccani A, Molari L, Totaro G, Manzi S (2021) Geopolymers reinforced with natural fibers: a comparison among different sources. Appl Sci 11(22):11026. https://doi.org/10.3390/app112211026
Sadrolodabaee P, Claramunt J, Ardanuy M, de la Fuente A (2021) Characterization of a textile waste nonwoven fabric reinforced cement composite for non-structural building components. Constr Build Mater 276:122179. https://doi.org/10.1016/j.conbuildmat.2020.122179
Sanchez-Echeverri LA, Ganjian E, Medina-Perilla JA, Quintana GC, Sanchez-Toro JH, Tyrer M (2021) Mechanical refining combined with chemical treatment for the processing of bamboo fibres to produce efficient cement composites. Constr Build Mater 269:121232. https://doi.org/10.1016/j.conbuildmat.2020.121232
Sanjay MR, Arpitha GR, Naik LL, Gopalakrishna K, Yogesha B (2016) Applications of natural fibers and its composites: an overview. Nat Resour 07(03):108–114. https://doi.org/10.4236/nr.2016.73011
Santos RF, Ribeiro JCL, Franco de Carvalho JM, Magalhães WLE, Pedroti LG, Nalon GH, de Lima GES (2021) Nanofibrillated cellulose and its applications in cement-based composites: a review. Constr Build Mater 288:123122. https://doi.org/10.1016/j.conbuildmat.2021.123122
Scardino, F. (1989). An introduction to textile structures and their behaviour. In T. W. Chou & F. K. Ko (Eds.), Textile Structural Composites. Elsevier.
Scida D, Bourmaud A, Baley C (2017) Influence of the scattering of flax fibres properties on flax/epoxy woven ply stiffness. Mater Des 122:136–145. https://doi.org/10.1016/j.matdes.2017.02.094
Shukla A, Gupta N, Gupta A, Goel R, Kumar S (2020) Natural pozzolans a comparative study: a review. IOP Conf Ser: Mater Sci Eng 804:012040. https://doi.org/10.1088/1757-899X/804/1/012040
da Silva EJ, Marques ML, Velasco FG, Fornari Junior C, Luzardo FM, Tashima MM (2017) A new treatment for coconut fibers to improve the properties of cement-based composites – combined effect of natural latex/pozzolanic materials. Sustain Mater Technol 12:44–51. https://doi.org/10.1016/j.susmat.2017.04.003
Simonsson, E. (2017). Complex shapes with textile reinforced concrete. Chalmers University of Technology.
Syduzzaman M, Al Faruque MA, Bilisik K, Naebe M (2020) Plant-based natural fibre reinforced composites: a review on fabrication Properties and Applications. Coatings 10(10):973. https://doi.org/10.3390/coatings10100973
Teixeira JN, Silva DW, Vilela AP, Savastano Junior H, de Siqueira BrandãoVaz LEV, Mendes RF (2020) Lignocellulosic materials for fiber cement production. Waste Biomass Valoriza 11(5):2193–2200. https://doi.org/10.1007/s12649-018-0536-y
Torres B, Ivorra S, Javier Baeza F, Estevan L, Varona B (2021) Textile reinforced mortars (TRM) for repairing and retrofitting masonry walls subjected to in-plane cyclic loads An Experimental Approach. Eng Struct 231:111742. https://doi.org/10.1016/j.engstruct.2020.111742
Trochoutsou N, Di Benedetti M, Pilakoutas K, Guadagnini M (2021) Mechanical characterisation of flax and jute textile-reinforced mortars. Constr Build Mater 271:121564. https://doi.org/10.1016/j.conbuildmat.2020.121564
Tsangouri E, Michels L, El Kadi M, Tysmans T, Aggelis DG (2019) A fundamental investigation of textile reinforced cementitious composites tensile response by Acoustic Emission. Cem Concr Res 123:105776. https://doi.org/10.1016/j.cemconres.2019.105776
Yang C-C, Ngo T, Tran P (2015) Influences of weaving architectures on the impact resistance of multi-layer fabrics. Mater Des 85:282–295. https://doi.org/10.1016/j.matdes.2015.07.014
Zhou Y, Li J, Lu J, Cheeseman C, Poon CS (2020) Sewage sludge ash: a comparative evaluation with fly ash for potential use as lime-pozzolan binders. Constr Build Mater 242:118160. https://doi.org/10.1016/j.conbuildmat.2020.118160
Acknowledgements
The authors gratefully acknowledge the project FAPESP/CNPq - INCTs (2014/50948-3) and the funding by CAPES — “Coordenacao de Aperfeicoamento de Pessoal de Nivel Superior” (Grant Number 001) — Brazilian Federal Agency for Support and Evaluation of Graduate Education).
Author information
Authors and Affiliations
Contributions
The authors, LK, LSC, JBR, and HSJ carried out documentation process of design and artwork. LK and LSC carried out analyses of results. LK, LSC, JBR, and HSJ contributed to discussion reviewed critically all versions of the manuscript. Supervision was performed by HSJ. All authors, LK, LSC, JBR, and HSJ read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing of interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This article is part of the Topical Collection on Natural Fibers: Materials of the Future
Rights and permissions
About this article

Cite this article
Kohan, L., Coelho, L.S., Baruque-Ramos, J. et al. Cellulosic Fabric-Reinforced Cementitious Matrix (FRCM): Ligaments, Treatments, and Employment. Mater Circ Econ 4, 8 (2022). https://doi.org/10.1007/s42824-022-00052-8
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42824-022-00052-8