
Abstract
Increasing demand for non-biodegradable plastics undesirably leads to their accumulation and calls for an appropriate solution for this global crisis. Environmental impacts of PET waste have long been addressed; although some remedies have been proposed, their extensive use in the modern world use demands new studies and recycling techniques. It shows the inadequacy of previous solutions to eliminate this environmental problem. Therefore, researching this subject should not be considered an insignificant issue. Distinctively, this review article has a specific reliance on the use of recycled PET fibers in the production of high-consumption and value-added products that, in addition to considering environmental aspects, can also be attractive to the market. This article deals with recent studies in three product categories (concrete, nonwoven fabrics, yarns) made from recycled PET fibers and shows the high potential of PET fibers for the future industry.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
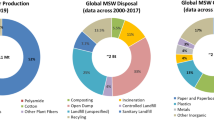
The reduction of making waste in the world and the return of recyclable materials is highly focused by researchers, and due to the increasing need of the international community, attention to solving this crisis is more than before, such that the proposed new methods pay more attention to the economic aspect (AliAkbari et al. 2020). Today, plastics are an integral part of our modern life and have been widely used due to their low cost of production, ductility, molding in different sizes, and some other unique properties (Barnes et al. 2009; Jambeck et al. 2015; da Costa et al. 2016; De Sá et al. 2018). Their applications include packaging, agriculture, electronics, and construction (Idumah et al. 2019). Presumably, the main reason for the plastic waste crisis is their very long life cycle, which makes it necessary to recycle or reuse them (Li et al. 2019a; Li et al. 2019b). The production of polymers in 2018 is reported to be around 359 MTs, and it is predicted that in the next 30 years, the production of these materials will triple (Lebreton and Andrady 2019; Tournier et al. 2020). It is estimated that PET accounts for 18% of the world production (Leng et al. 2018) and 7.4% of European plastics production (Europe 2018). A small amount of this PET waste is recycled, and the rest is left without recycling, regardless of their destructive effects (Chinchillas-Chinchillas et al. 2020). Also, about 1 million plastic bottles are wasted every minute and are estimated to double in the next 20 years (Magnier et al. 2019), and that many of these bottles are made of PET. As the high level of concern about PET waste becomes clear, it is necessary to apply global laws and mechanisms to reduce the pollution of these plastics. Maybe the most important concepts in this regard to reduce plastic waste are the life cycle assessment (LCA) and circular economy (CE) (Lonca et al. 2020), which we will explain in the next paragraph about this concept. Figure 1 summarizes the applications of plastics, production, general classification, and the concept of LCA.

A summary of the applications of plastics, their production, general classification, and the concept of LCA
Recycling non-degradable plastics significantly reduces this waste environmental damage by reducing the accumulation in the environment and reducing the need for oil mining (Bataineh 2020a). Life cycle assessment (LCA) is an objective process for assessing the environmental effects associated with certain products, processes, or activities that are performed in the process of recycling PET waste, and shows the recycling results in a significant reduction in biological impact, reducing greenhouse gas (GHG) emissions, and fossil fuel consumption, and eventually, compared with other PET disposal schemes (Saleh 2016; Zhang and Wen 2014; Nakatani et al. 2010; Gomes et al. 2019). High recycling rates lead to high net environmental benefits, so the use of PET waste to product manufacture is increasing that social and environmental values have led to this growth (Foolmaun and Ramjeeawon 2013; Zhang et al. 2020). LCA is an effective method for environmental and economic analysis and management if combined with life cycle costing (LCC) analysis. By considering the systematic quantity of inputs and outputs of targeted products and processes, LCA and LCC can significantly help improve decision-making, products, and policies (Hong et al. 2018; Ye et al. 2018). About the concept of circular economics of plastics and especially PET, this theory should link dynamic research with the prediction of social, environmental, and economic consequences. Also, this theory should provide rational solutions to current misguided policies, and achieve a successful circular economy about to plastics, and studied possible complementarities between chemical and mechanical recycling properties. Fortunately, in recent years, many models have been proposed to achieve the stated goals related to PET (Cámara-Creixell and Scheel-Mayenberger 2019; Majumdar et al. 2020; Sardon and Li 2020; Shi et al. 2020; Velásquez et al. 2020; Bora 2020).
PET production reaction is carried out by ethylene glycol and terephthalic acid or dimethyl terephthalate monomers (Bai et al. 2020). During this reaction, poly-(ethylene terephthalate) is produced as the main product and water/methanol as the byproduct. The reaction is accelerated in the presence of a suitable catalyst (metal oxide or acid). Because the reaction is reciprocating, according to the Le Chatelier principle, by removing the byproducts under vacuum and high temperature, the reaction can be inclined towards polymer production. The reaction steps are as follows: (1) Due to the reaction of monomers, a low-viscosity pre-polymer is produced. (2) Polymer viscosity increases through a melt phase of additional condensation-reaction (> 280 °C). (3) Under vacuum, the esterification reaction products such as H2O or ROH and further monomers are removed. (4) The melt is expelled into PET pellets (low viscosity). (5) Further condensation is done during a solid-state post-condensation (SSP) mechanism that makes crystalline pellets (Duh 2002; Mendiburu et al. 2020; Wang et al. 2019; Welle 2011; Ravindranath and Mashelkar 1984). PET is produced in 4 commercial grades, which are fiber (textile, and technical and tire cord), film (biaxially oriented PET film, and sheet grade for thermoforming), bottle (water bottles and carbonated soft drink), and monofilament (Gharde 2020; Naz et al. 2020; Bethke et al. 2020; Anjum et al. 2020). A schematic of the PET production and the processes performed can be seen in Fig. 2.

PET production
Commonly, the technology of recycling can be categorized into 4 classes, namely primary, secondary, tertiary, and quaternary approaches (Kumar 2020). Product recycling back into the first state is primary recycling or closed-loop recycling. When the recycled product has less physical, mechanical, and chemical properties and even new applications, it is secondary recycling or open-loop recycling. If the process of recycling is done by pyrolysis, gasification, and hydrolysis and waste change to simple chemicals or fuels, it is tertiary recycling. When the heat energy from the incineration of solid waste materials is used in the recycling process, it is quaternary recycling (Esi and Baykal 2020). Recycling post-consumer waste PET bottles and conversion to recycled PET (R-PET) fibers are secondary recycling (Ronkay et al. 2020).
Generally, there are two methods for PET recycling: mechanical and chemical. In general, in the chemical method (16% of recycling), the reverse of the polymerization reaction, i.e., depolymerization, occurs and the primary monomers are obtained (Al-Sabagh et al. 2016; Scremin et al. 2019; Dębowski et al. 2019). Chemical recycling is less used because it causes destructive changes in properties such as mechanical, thermal, and electrical conductivity (El Essawy et al. 2017). The mechanical method, which accounts for 84% of recycling, includes collection, sorting, washing, and shredding (Ragaert et al. 2017; Maris et al. 2018), and due to the disadvantages of chemical recycling, mechanical recycling and products from mechanical recycling use are the best solution for managing this waste (de Lima et al. 2020). Also, incineration and landfill are also two unprincipled methods to prevent the accumulation of PET in some areas, which imposes high environmental damages. Incineration of PET releases large amounts of greenhouse gases and toxic substances into the atmosphere, which is contrary to the goals of a low-carbon economy (Zander et al. 2018; Zheng and Suh 2019; Song and Hyun 1999).
Given the environmental hazards of PET waste and the acceptable performance of mechanical recycling, we want to study on PET mechanical recycling in recent years. The difference between this review article and with most of the studies in the use of recycled fibers is that this article is specifically dedicated to recycled PET fiber applications, and our aim in this paper is to elucidate the high potential of recycled PET fibers in various products.
Products Made from R-PET Fibers
The polyester used in bottles can also be applied to produce fibers, especially filament yarn, although this is a new issue and has become an interesting topic for environmentalists (Abbasi et al. 2020). Bottles and containers of PET by a mechanical process change to fibers and other products which is a simple, cost-effective, and environmentally friendly process (Albini et al. 2018). Figure 3 shows the products that are outcome by PET recycling.

Recycled PET products
In the recycling process, small flakes from the bottles go into the dryer and after drying, they enter the extruder, then after the extrusion process, they turn into yarn and fabric (Montava-Jorda et al. 2020). Doan et al. (Doan et al. 2020) prepared R-PET fibrous membrane by electrospinning and applied them as an oil-water separator. Nonwoven fabrics, air filters, and smoke filters are another product from different applications of recycled PET fibers. Because of increasing worries about environmental air pollution, filtration is one of the best applications for ultra-thin R-PET fibers. R-PET nonwoven fabrics due to their porous structure, mechanical properties, and low cost of production are used in dust filtration (Strain et al. 2015). Also, the flakes can be cut and used to reinforce concrete. Recycled PET fibers have the potential to replace virgin PET (V-PET) fibers, and further research can uncover the potential of these fiber applications. For this purpose, in the following, we reviewed three applications of recycled PET fibers.
Concrete
The construction sector and cities in Europe are responsible for 50% of greenhouse gas emissions, and the cement and steel industries account for 10–12% of total greenhouse gas emissions (Favier et al. 2018). In recent years, new approaches to building materials have been developed to reduce greenhouse gases (Zhao et al. 2020; Rasmussen et al. 2020). About cement production, low-carbon approaches can reduce greenhouse gas emissions by up to 80% (Giesekam et al. 2016). The use of recycled materials in concrete production can greatly contribute to the goals of low carbon and circular economics (Nasr et al. 2020); it is also important to reduce the cost of concrete production (Mariri et al. 2019). One of the techniques to reduce the hazardous impact of PET waste on the environment and reduce the costs of building material is to recycle it as a building material as an alternative to sand or fibers added to concrete (Adnan and Dawood 2020). Recycled fibers used in concrete can be prepared in two ways: (1) after collecting used bottles, they are washed, dried, and cut to specific dimensions (de Luna and Shaikh 2020). (2) Pellets R-PET bottles are melted, 20–100 fibers are then extruded from the nozzle, and are drawn into fibers (Ochi et al. 2007). Finally, the fibers produced in both methods are used in the concrete production stage.
The data in Table 1, which are collected in connection with the use of recycled PET fibers in concrete, provide information about the physical and mechanical properties of concretes containing these fibers.
Concrete has relatively low tensile strength, low ductility, and is prone to cracking (De Silva and Prasanthan 2019). The information in Table 1, in addition to confirming the improvement of the mechanical and physical properties of concrete, in the presence of PET fibers, clarifies the fact that the fibers prevent cracking or expansion of cracks. It has also been proven that the presence of fibers prevents corrosion processes in reinforced concrete structures. It can be said that the main function of fibers is to improve the strength and durability of the structure by preventing the formation of microcracks that occur naturally in the early stages of the life of the structure, which is known as the “sewing effect” (Foti 2019). In general, concerning the studied parameters, PET fibers increased flexural strength, ductility, and unconfined compressive strength (UCS) and decreased drying shrinkage of mortar, total porosity, and compressive strength. This technique is attractive, both economically and environmentally. Also, the information presented in Table 1, that was collected from recent studies, confirms the improvement of the physical and mechanical properties of the resulting concrete. The important effects of PET fibers on concrete can be seen in Fig. 4 comparatively. Given the attractive advantages mentioned, it can be hoped that recycled PET fibers will be widely used in concrete. Of course, to achieve this goal, in the future, efforts must be made concerning the following: esthetic improvement of these building materials, better physical and mechanical performance, reduction of production costs, more attention to research and development units, and so on.

Comparison of increasing and decreasing properties of recycled PET fibers on concrete
Nonwoven
Various definitions have been given for nonwoven fabrics (Karthik and Rathinamoorthy 2017a). Nonwoven fabrics, unlike woven fabrics, are made directly from short or long fibers by various methods; for example, one of the general and traditional nonwoven fabrics is felt (Müller and Saathoff 2015; Jhang et al. 2020). The structural differences between nonwovens and woven fabrics are shown in Fig. 5 (Karthik and Rathinamoorthy 2017a). Nonwovens can be produced with 3 processes: dry-laying, wet-laying, and extruded polymer-laying (Pourmohammadi 2013). The raw materials for the dry-laying method are textiles; for the wet-laying method they are paper materials; and finally, in the extruded polymer-laying method, melted plastics are used (Durga and Kalra 2020). Spunbonded nonwovens are mainly produced in 3 steps: (1) filament spinning, (2) web formation, and (3) web bonding (Ding et al. 2020). To use recycled PET bottles in the extruded polymer-laying method of nonwoven production, first, the used bottles are cut into flakes, and after washing and drying, they are transferred to the extruder, and the melted PET is used to produce nonwoven fabric in this method. In Fig. 5, you can see the differences between knitted, nonwoven, and woven fabrics.

The structural differences between nonwoven and woven fabrics
Fusible nonwoven fabric has been so popular since the mid-twentieth century that it accounted for 80% of the market in the early twenty-first century. At first, these products were connected with the help of binders, and then in the 1960s, the first binder-free nonwoven was produced. In the 1970s, the production of nonwoven began in Kaiserslautern and the industry gradually expanded around the world (Karthik and Rathinamoorthy 2017b). One of the attractions of producing nonwoven fabrics versus woven fabric is its low production cost (Jeon 2016). The other is the ability of nonwoven fabrics to be expanded, followed by the expansion of the market for nonwoven fabrics (). The applications of nonwoven fabrics are very wide, such as sound absorber (Özkal and Cengiz Çallıoğlu 2020), apparel (Anderson 2005), medical textiles (Mothilal et al. 2019), automotive textiles (Atakan et al. 2018), filters (Chauhan et al. 2019), sanitary masks (Opálková Šišková et al. 2020), and packaging (Lin et al. 2018).
The main chemical fibers used in the production of nonwoven fabrics are rayon viscose, polyester, polyamide, and polypropylene. PET is the main raw material of fiber polymers and recently microfiber nonwoven added to the applications of PET (Albrecht et al. 2006). Today, it can be said that all PET waste is recycled. Three quarters of the total production costs of PET fibers are related to its raw materials; so one of the main ways to reduce the production costs of these fibers is to use recycled PET materials (Altun and Ulcay 2004). The same is true of the fibers used in nonwoven fabrics. Hence, from an economic and environmental point of view, the use of recycled PET in the production of nonwoven fabrics has attracted a lot of attention. In Table 2, we summarized the recent researches on the producing nonwoven fabrics from recycled PET fibers.
Based on the results in Table 2, nonwoven fabrics prepared from recycled PET can be applied to filter fabrics, automotive interiors, vehicle seat cover, flexible stab-resistant hybrid fabric, etc., and lead to reduce environmental pollution. Also, due to reducing the cost of raw materials in the production of these products, the production cost is reduced. As can be seen from the comparison chart in Fig. 6, the use of PET recycled fibers can bring attractive benefits to manufacturers.

Comparison of increasing and decreasing properties of recycled PET fibers on nonwoven
Yarn
From 1998 to 2013, the consumption of textile fibers per person enhanced by approximately 1.5 times, and by 2050 will be twice. Nearly 63% of the textile fibers are made from petrochemical materials, and polyester is the most popular fiber in the textile industry (Majumdar et al. 2020). Recycling reduces the storage and transportation of wastes and makes new economic and environmental trends (Sarioğlu et al. 2020). In the last years, R-PET production has enhanced dramatically, but just 30% of PET bottles were recycled. R-PET fibers are 20% cheaper than other ones with similar physical properties (Abbasi et al. 2020). Therefore, their use in the textile industry, that has a major role in the trade of any country, has been considered. Recent studies on the use of recycled PET in yarn production are shown in Table 3. The recycling process of polyester staple fibers from the post-consumer PET bottle was indicated in Fig. 7.

Process of producing recycled polyester fibers from R-PET
There is little literature on the properties of R-PET spinning and yarn production (Abbasi et al. 2020). In Table 3, we summarized the research conducted to produce yarn and fabric from recycled PET.
According to the results in Table 3 and by comparing mechanical and thermal properties of R-PET and V-PET for yarns, it can be concluded that the use of recycled PET yarns in the production of more stable and environmentally friendly fabrics will be useful. Due to the cost-effectiveness of these materials, studies conducted in this path can be attractive for the textile industry with different applications. If necessary, these fibers can be blended with other polymers and create the required properties of each application. Figure 8 shows a comparison of the advantages and disadvantages of using recycled PET in yarn production.

Comparison of advantages and disadvantage of recycled PET fibers on yarn
Summary and Outlook
Integrated recycling systems for plastics are essential, especially in situations where export and landfilling are not available (Sheldon and Norton 2020). In Fig. 9, you can see the price differential in the form of virgin PET minus recycled PET flakes based on S&P Global Platts’ reports (Platts, and P. Global, S&P Global Platts 2018). This chart shows the approximate price difference between virgin and recycled PET from 2008 to 2019, and surprisingly in 2019, the price of recycled PET is higher than the virgin one. This is because of the easier access to virgin PET. The high volume of extraction of gas and light petroleum liquids, as well as greater access to new ethylene crackers, has led to a drop in the price of virgin PET, but on the other hand, the ban on imports of Chinese mixed waste in 2018 has caused a relative shortage of recycled PET (Lee 2019; Sears n.d.). Assuming the price of virgin PET is lower, using recycled PET is recommended because, despite the lower cost of materials used, the use of virgin PET brings more environmental and health costs (Engel and Scott 2020; Dubé et al. 2020; Lourenço et al. 2020).

Approximate price difference in the form of virgin PET minus recycled PET flakes
PET has the ability to be recycled over and over again by washing, drying, and melting and using it in the production of new products (Gu et al. 2020). Simon et al. (Simon et al. 2016) examined the life cycle impact of beverage packaging systems and, after reviewing 20 times PET recycling, concluded that the first seven cycles caused a considerable decrease in GHG emission, but the further enhancement in the number of recycling does not yield considerable environmental advantages.
The life cycle assessment (LCA), by evaluation of energy and material consumptions, emissions in the environment, and disposal of wastes, can be a helpful way to the determination of the potential advantages of recycling works (Martin et al. 2020). Many studies have been published on the LCA of recycling post-consumer PET and have reported that better environmental gains can be achieved from mechanical recycling compared to landfill and incineration with energy recovery (Wäger and Hischier 2015; Wäger et al. 2011; Al-Maaded et al. 2012). Bataineh (Bataineh 2020b) studied the LCA of recycling post-consumer PET and showed that the total energy requirements for the recycled PET flake are 14–17% of the virgin PET flake. The life cycle impact difference between resin made of recycled PET and virgin PET mainly is the result of reducing virgin PET production (Ren et al. 2020). Finally, it can be concluded that PET recycling presents more considerable environmental benefits than single-use virgin PET and can improve eco-efficiency (Mahmud and Farjana 2020).
In this review article, the goal is to summarize recent studies on the practical results of returning post-consumer PET to the production cycle. To implement the macroenvironmental goals, it is very important to pay attention to economic issues. In this review, both aspects, economic and environmental, are discussed, because as mentioned in the previous sections of this review, relatively high value-added products were obtained from a wide range of applications of recycled PET fibers, which in most of the work done did not show a decrease in the quality of the product or even improved the quality with special techniques used.
In three separate sections, the use of recycled PET fibers in the production of concrete, nonwoven fabrics, and the yarn is discussed. In the concrete sector, PET recycled fibers are used without heat treatment and special process, but in the manufacture of nonwoven fabrics and yarn, recycled fibers need to be heat-treated in a special process of production of these two categories of products.
To improve the properties of products or to obtain new properties in recycled PET fibers, additives must be used or blended with another polymer (Chinchillas-Chinchillas et al. 2020; Deng et al. 2019; Sarioğlu et al. 2020; Thomas and Moosvi 2020b). Therefore, in the future, it may be possible to get better properties from products made from recycled PET fibers with new and better auxiliary compounds or to increase the amount of use of recycled PET fiber without lowering the quality, which is in line with economic and environmental goals. Also, the use of modern and innovative process techniques can further expand the industrialization of these products.
References
Abbasi M, Kotek R (2019) Effects of drawing process on crimp formation-ability of side-by-side bicomponent filament yarns produced from recycled, fiber-grade and bottle-grade PET. J Text Inst 110(10):1439–1444
Abbasi M, Mohades Mojtahedi MR, and Kotek R, (2020) Experimental study on texturability of filament yarns produced from recycled PET. Text Res J 0040517520925859
Adnan HM, Dawood AO (2020) Strength behavior of reinforced concrete beam using re-cycle of PET wastes as synthetic fibers. Case Stud Constr Mater 13:e00367
Alani AH, Bunnori NM, Noaman AT, and Majid T, (2020) Mechanical characteristics of PET fibre-reinforced green ultra-high performance composite concrete. Eur J Environ Civ Eng. 1–22
Albini G, Brunella V, Placenza B, Martorana B, Guido Lambertini V (2018) Comparative study of mechanical characteristics of recycled PET fibres for automobile seat cover application. J Ind Text 48(6):992–1008
Albrecht W, Fuchs H, and Kittelmann W, (2006) Nonwoven fabrics: raw materials, manufacture, applications, characteristics, testing processes, John Wiley & Sons p 10
Ali TKM, Hilal N, Faraj RH, Al-Hadithi AI (2020) Properties of eco-friendly pervious concrete containing polystyrene aggregates reinforced with waste PET fibers. Innov Infrastruct Solutions 5(3):1–16
AliAkbari R, Marfavi Y, Kowsari E, Ramakrishna S (2020) Recent studies on ionic liquids in metal recovery from E-waste and secondary sources by liquid-liquid extraction and electrodeposition: a review. Mater Circu Econ 2(1):10
Al-Maaded M, Madi N, Kahraman R, Hodzic A, Ozerkan N (2012) An overview of solid waste management and plastic recycling in Qatar. J Polym Environ 20(1):186–194
Al-Sabagh A, Yehia F, Eshaq G, Rabie A, ElMetwally A (2016) Greener routes for recycling of polyethylene terephthalate. Egypt J Pet 25(1):53–64
Altun S, Ulcay Y (2004) Improvement of waste recycling in PET fiber production. J Polym Environ 12(4):231–237
Anderson K, (2005) Nonwoven fabrics in fashion apparel. 36:40–42
Anjum S, Gupta A, Kumari S, Gupta B (2020) Preparation and biological characterization of plasma functionalized poly (ethylene terephthalate) antimicrobial sutures. Int J Polym Mater Polym Biomater 69(16):1034–1042
Atakan R, Sezer S, Karakas H (2018) Development of nonwoven automotive carpets made of recycled PET fibers with improved abrasion resistance. J Ind Text 49(7):835–857
Bai B, Liu Y, Zhang H, Zhou F, Han X, Wang Q, Jin H (2020) Experimental investigation on gasification characteristics of polyethylene terephthalate (PET) microplastics in supercritical water. Fuel 262:116630
Barnes DK, Galgani F, Thompson RC, Barlaz M (2009) Accumulation and fragmentation of plastic debris in global environments. Philos Trans R Soc B: Biological Sciences 364(1526):1985–1998
Bataineh KM (2020a) Life-cycle assessment of recycling postconsumer high-density polyethylene and polyethylene terephthalate. Adv Civil Eng 2020:1–15
Bataineh KM (2020b) Life-cycle assessment of recycling postconsumer high-density polyethylene and polyethylene terephthalate. Adv Civil Eng 2020:8905431
Bethke C, Goedderz D, Weber L, Standau T, Döring M, Altstädt V (2020) Improving the flame-retardant property of bottle-grade PET foam made by reactive foam extrusion. J Appl Polym Sci 137:49042
Bora DK (2020) Rise of the sustainable circular economy platform from waste plastics: a biotechnological perspective. MRS Energy Sustain 7:E28
Cámara-Creixell J and Scheel-Mayenberger C, (2019) PetStar PET bottle-to-bottle recycling system, a zero-waste circular economy business model, In Towards zero waste. Springer. p. 191–213
Chauhan VK, Singh JP, Debnath S (2019) Tensile behavior of virgin and recycled polyester nonwoven filter fabrics. J Ind Text 50(4):483–511
Chauhan VK, Singh JP, Debnath S (2020) Investigation on filtration properties of polyester needle-punched dust filter. J Text Inst 111(6):897–905
Chinchillas-Chinchillas MJ, Gaxiola A, Alvarado-Beltrán CG, Orozco-Carmona VM, Pellegrini-Cervantes MJ, Rodríguez-Rodríguez M, Castro-Beltrán A (2020) A new application of recycled-PET/PAN composite nanofibers to cement–based materials. J Clean Prod 252:119827
Choi YJ, Kim I, Kim SH (2018) Effect of heat-setting on the physical properties of chemically recycled polyester nonwoven fabrics. Text Res J 89(4):498–509
Chuang YC, Bao L, Lin MC, Lou CW (2019) Mechanical and static stab resistant properties of hybrid-fabric fibrous planks: manufacturing process of nonwoven fabrics made of recycled fibers. Polymers (Basel) 11(7):1140
da Costa JP, Santos PS, Duarte AC, Rocha-Santos T (2016) (Nano) plastics in the environment–sources, fates and effects. Sci Total Environ 566:15–26
de Lima NLP, dos Santos Felipe RCT, Felipe RNB (2020) Cement mortars with use of polyethylene tereftalate aggregate: a review on its sustainability. Res Soc Dev 9(8):e513985640
de Luna AM, Shaikh FUA (2020) Anisotropy and bond behaviour of recycled polyethylene terephthalate (PET) fibre as concrete reinforcement. Constr Build Mater 265:120331
De Sá LC, Oliveira M, Ribeiro F, Rocha TL, Futter MN (2018) Studies of the effects of microplastics on aquatic organisms: what do we know and where should we focus our efforts in the future? Sci Total Environ 645:1029–1039
De Silva S, Prasanthan T (2019) Application of recycled PET fibers for concrete floors. Engineer 52(01):21–27
Debnath S, Chauhan VK, Singh JP (2020) Air permeability of needle-punched filter media—virgin and recycled polyester. J Text Inst 111(8):1159–1165
Dębowski M, Iuliano A, Plichta A, Kowalczyk S, Florjańczyk Z (2019) Chemical recycling of polyesters. Polimery 64:764–776
Deng L, Zhang P, Zhang W, Zhu R, Yan Y (2019) High filtration efficiency fluffy material: nano-fiber constructing gradient structure on recycled curved PET micro-fibers web. SN Appl Sci 1(2):190
Ding Z, Babar AA, Wang C, Zhang P, Wang X, Yu J, and Ding B, (2020) Spunbonded needle-punched nonwoven geotextiles for filtration and drainage applications: manufacturing and structural design. Comp Commun 100481
Doan HN, Phong Vo P, Hayashi K, Kinashi K, Sakai W, Tsutsumi N (2020) Recycled PET as a PDMS-functionalized electrospun fibrous membrane for oil-water separation. J Environ Chem Eng 8(4):103921
Dubé, M.A., V.A. Gabriel, A.S. Pakdel, and Y. Zhang, (2020) Sustainable polymer reaction engineering: are we there yet? Can J Chem Eng. n/a(n/a)
Duh B (2002) Effect of antimony catalyst on solid-state polycondensation of poly (ethylene terephthalate). Polymer 43(11):3147–3154
Durga G, Kalra P (2020) Fiberglass nonwoven webs development using a paper production process and fiber orientation analysis in these webs. J Crit Rev 7(7):1194–1201
El Essawy NA, Ali SM, Farag HA, Konsowa AH, Elnouby M, Hamad HA (2017) Green synthesis of graphene from recycled PET bottle wastes for use in the adsorption of dyes in aqueous solution. Ecotoxicol Environ Saf 145:57–68
Engel E, Scott JL (2020) Advances in the green chemistry of coordination polymer materials. Green Chem 22:3693–3715
Esi B, Baykal P (2020) Investigation of tensile strength and elongation properties of chenille upholstery fabrics including recycling polyester yarns. J Eng Fibers Fabr 15:155892502091604
Europe, P. (2018) Plactics–the facts 2017. An analysis of European plastics production, in Demand and Waste Data
Favier A, De Wolf C, Scrivener K, and Habert G, (2018), A sustainable future for the European Cement and Concrete Industry: technology assessment for full decarbonisation of the industry by 2050. ETH Zurich
Foolmaun RK, Ramjeeawon T (2013) Comparative life cycle assessment and social life cycle assessment of used polyethylene terephthalate (PET) bottles in Mauritius. Int J Life Cycle Assess 18(1):155–171
Foti D, (2019), 18 - Recycled waste PET for sustainable fiber-reinforced concrete, in Use of recycled plastics in eco-efficient concrete, F. Pacheco-Torgal, et al., Editors. Woodhead Publishing. p. 387–410
Gharde AA, (2020) Carpet recycled polyester (PET): characterization, fiber formation, and applications
Giesekam J, Barrett JR, Taylor P (2016) Construction sector views on low carbon building materials. Build Res Inf 44(4):423–444
Gomes TS, Visconte LL, Pacheco EB (2019) Life cycle assessment of polyethylene terephthalate packaging: an overview. J Polym Environ 27(3):533–548
Gu Y, Zhou G, Wu Y, Xu M, Chang T, Gong Y, Zuo T (2020) Environmental performance analysis on resource multiple-life-cycle recycling system: Evidence from waste pet bottles in China. Resour Conserv Recycl 158:104821
Hong J, Zhan S, Yu Z, Hong J, Qi C (2018) Life-cycle environmental and economic assessment of medical waste treatment. J Clean Prod 174:65–73
Idumah C, Zurina M, Ogbu J, Ndem J, Igba E (2019) A review on innovations in polymeric nanocomposite packaging materials and electrical sensors for food and agriculture. Compos Interfaces 27:1–72
Jambeck JR, Geyer R, Wilcox C, Siegler TR, Perryman M, Andrady A, Narayan R, Law KL (2015) Plastic waste inputs from land into the ocean. Science 347(6223):768–771
Jeon H-Y, (2016) Non-woven fabrics: BoD–Books on Demand nonwovens-industry. EDANA Releases 2019 Statistics
Jhang J-C, Lin T-R, Lin T-A, Chen Y-S, Lou C-W, Lin J-H (2020) Adhesion-type composites made of elastic polymer films and high resilience nonwoven fabrics: manufacturing techniques and property evaluations. Polym Compos 41(7):2768–2776
Karthik T and Rathinamoorthy R, (2017a), Nonwovens: process, structure, properties and applications. WPI Publishing. p. 1–3
Karthik T and Rathinamoorthy R, (2017b) Nonwovens: process, structure, properties and applications. WPI Publishing. p 523
Kiliç H, Yilmaz D (2020) Various properties of recycled PET (rPET)/organoclay nanocomposite fibres. Plast Rubber Compos 49(4):164–178
Kumar R, (2020) Tertiary and quaternary recycling of thermoplastics by additive manufacturing approach for thermal sustainability. Materials today: proceedings
Lebreton L, Andrady A (2019) Future scenarios of global plastic waste generation and disposal. Palgrave Communications 5(1):1–11
Lee J (2019) Recycled plastic is now more expensive than PET. That’s not just an economic problem
Lee JH, Jung JS, Kim SH (2020) Dyeing and antibacterial properties of chemically recycled PET thermal-bonded nonwovens dyed with Terminalia chebula dye. Polymers 12(8):1675
Leng Z, Padhan RK, Sreeram A (2018) Production of a sustainable paving material through chemical recycling of waste PET into crumb rubber modified asphalt. J Clean Prod 180:682–688
Li G, Jiang Z, Wang W, Chu Z, Zhang Y, Wang C (2019a) Electrospun PAN/MAPbI3 composite fibers for flexible and broadband photodetectors. Nanomaterials 9(1):50
Li J, Li C, Liao Q, Xu Z (2019b) Environmentally-friendly technology for rapid on-line recycling of acrylonitrile-butadiene-styrene, polystyrene and polypropylene using near-infrared spectroscopy. J Clean Prod 213:838–844
Lin M-C, Lin J-H, Lin J-Y, Lin TA, Lou C-W (2018) Plastic packaging materials of laminated composites made of polymer cover sheets and a nonwoven interlayer. J Sandw Struct Mater 22(7):2287–2301
Lin TR, Lin TA, Lin M-C, Lin Y-Y, Lou C-W, Lin J-H (2020) Using recycled high-strength polyester and Kevlar® wastes to reinforce sandwich-structured nonwoven fabric: structural effect and property evaluation. J Clean Prod 267:121899
Lonca G, Lesage P, Majeau-Bettez G, Bernard S, Margni M (2020) Assessing scaling effects of circular economy strategies: a case study on plastic bottle closed-loop recycling in the USA PET market. Resour Conserv Recycl 162:105013
Lourenço JB, Pasa TS, Bertuol DA, Salau NPG (2020) An approach to assess and identify polymers in the health-care waste of a Brazilian university hospital. J Environ Sci Health A 55(7):800–819
Magnier L, Mugge R, Schoormans J (2019) Turning ocean garbage into products–consumers’ evaluations of products made of recycled ocean plastic. J Clean Prod 215:84–98
Mahmud MP and Farjana SH, (2020) Comparative eco-profiles of polyethylene terephthalate (PET) and polymethyl methacrylate (PMMA) using life cycle assessment. J Polym Environ p. 1–11
Majumdar A, Shukla S, Singh AA, Arora S (2020) Circular fashion: Properties of fabrics made from mechanically recycled poly-ethylene terephthalate (PET) bottles. Resour Conserv Recycl 161:104915
Manaf AFA, Shahidan S, Shamsuddin S-M, Falakh N, Sharif SSMZ, Khalid FS, Ali N, Azim M, Azmi M Efficiency of polyethylene terephthalate (PET) waste fiber in concrete material by means of ultrasonic velocity method. Int J Eng Trends Technol 68(4):18–24
Mariri M, Ziaie Moayed R, Kordnaeij A (2019) Stress–strain behavior of loess soil stabilized with cement, zeolite, and recycled polyester fiber. J Mater Civ Eng 31(12):04019291
Maris J, Bourdon S, Brossard J-M, Cauret L, Fontaine L, Montembault V (2018) Mechanical recycling: compatibilization of mixed thermoplastic wastes. Polym Degrad Stab 147:245–266
Martin EJ, Oliveira DS, Oliveira LS, Bezerra BS (2020) Life cycle comparative assessment of PET bottle waste management options: a case study for the city of Bauru, Brazil. Waste Manag 119:226–234
Mendiburu AZ, Coronado CR, de Carvalho Jr JA (2020) Difficulties on the determination of the flammability limits of fuel mixtures by the law of Le Chatelier. Process Saf Environ Prot 142:45–55
Mohammed AA, Rahim AAF (2020) Experimental behavior and analysis of high strength concrete beams reinforced with PET waste fiber. Constr Build Mater 244:118350
Montava-Jorda S, Lascano D, Quiles-Carrillo L, Montanes N, Boronat T, Martinez-Sanz AV, Ferrandiz-Bou S, Torres-Giner S (2020) Mechanical recycling of partially bio-based and recycled polyethylene terephthalate blends by reactive extrusion with poly (styrene-co-glycidyl methacrylate). Polymers 12(1):174
Mothilal B, Prakash C, Ramakrishnan G (2019) Design and development of non-woven medical product from Wrightia tinctoria fiber. J Nat Fibers 16(4):576–588
Müller WW, Saathoff F (2015) Geosynthetics in geoenvironmental engineering. Sci Technol Adv Mater 16(3):034605
Nakatani J, Fujii M, Moriguchi Y, Hirao M (2010) Life-cycle assessment of domestic and transboundary recycling of post-consumer PET bottles. Int J Life Cycle Assess 15(6):590–597
Nasr MS, Shubbar AA, Abed ZA-AR, Ibrahim MS (2020) Properties of eco-friendly cement mortar contained recycled materials from different sources. J Build Eng 31:101444
Naz G, Asghar H, Jalil J, Arshad M, Ahmed R, Tahir MB, Haq BU (2020) Highly ordered arrays of silver nanowires for transparent conducting PET film. Beilstein Arch 2020(1):108
Nikbin IM, Ahmadi H (2020) Fracture behaviour of concrete containing waste tire and waste polyethylene terephthalate: an sustainable fracture design. Constr Build Mater 261:119960
Ochi T, Okubo S, Fukui K (2007) Development of recycled PET fiber and its application as concrete-reinforcing fiber. Cem Concr Compos 29(6):448–455
Opálková Šišková A, Frajová J, Nosko M (2020) Recycling of poly(ethylene terephthalate) by electrospinning to enhanced the filtration efficiency. Mater Lett 278:128426
Özkal A, Cengiz Çallıoğlu F (2020) Effect of nanofiber spinning duration on the sound absorption capacity of nonwovens produced from recycled polyethylene terephthalate fibers. Appl Acoust 169:107468
Platts S and P. Global, S&P Global Platts.(2018) Blockchain for commodities: trading opportunities in a digital age
Pourmohammadi A, (2013) 19 - Nonwoven materials and joining techniques, in Joining textiles, I. Jones and G.K. Stylios, Editors, Woodhead Publishing. p. 565–581
Ragaert K, Delva L, Van Geem K (2017) Mechanical and chemical recycling of solid plastic waste. Waste Manag 69:24–58
Rasmussen FN, Birkved M, Birgisdóttir H (2020) Low-carbon design strategies for new residential buildings–lessons from architectural practice. Archit Eng Des Manag 16:374–37\ 1–17
Ravindranath K, Mashelkar R (1984) Finishing stages of PET synthesis: a comprehensive model. AICHE J 30(3):415–422
Ren Y, Shi L, Bardow A, Geyer R, Suh S (2020) Life-cycle environmental implications of China’s ban on post-consumer plastics import. Resour Conserv Recycl 156:104699
Ronkay F, Molnar B, Gere D, Czigany T (2020) Plastic waste from marine environment: demonstration of possible routes for recycling by different manufacturing technologies. Waste Manag 119:101–110
Saleh Y (2016) Comparative life cycle assessment of beverages packages in Palestine. J Clean Prod 131:28–42
Sardon H, Li Z-C (2020) Introduction to plastics in a circular economy. Polym Chem 11(30):4828–4829
Sarioğlu E, Nohut S, Vuruşkan D, Yayla O (2020) Production and characterization of recycled polyester (r-PET) blend vortex and ring spun yarns. J Text Inst 111:1705–1712 1–8
Scremin DM, Miyazaki DY, Lunelli CE, Silva SA, and Zawadzki SF. (2019) PET recycling by alcoholysis using a new heterogeneous catalyst: study and its use in polyurethane adhesives preparation. In Macromolecular Symposia. Wiley Online Library
Sears M, (n.d.) Challenges for a circular economy for plastics: policy advice to the CCME
Shaikh FUA (2020) Tensile and flexural behaviour of recycled polyethylene terephthalate (PET) fibre reinforced geopolymer composites. Constr Build Mater 245:118438
Sheldon RA, Norton M (2020) Green chemistry and the plastic pollution challenge: towards a circular economy. Green Chem 22(19):6310–6322
Shi C, McGraw ML, Li Z-C, Cavallo L, Falivene L, Chen EY-X (2020) High-performance pan-tactic polythioesters with intrinsic crystallinity and chemical recyclability. Sci Adv 6(34):eabc0495
Simon B, Amor MB, Földényi R (2016) Life cycle impact assessment of beverage packaging systems: focus on the collection of post-consumer bottles. J Clean Prod 112:238–248
Song H-S, Hyun JC (1999) A study on the comparison of the various waste management scenarios for PET bottles using the life-cycle assessment (LCA) methodology. Resour Conserv Recycl 27(3):267–284
Strain IN, Wu Q, Pourrahimi AM, Hedenqvist MS, Olsson RT, Andersson RL (2015) Electrospinning of recycled PET to generate tough mesomorphic fibre membranes for smoke filtration. J Mater Chem A 3(4):1632–1640
Thomas LM, Moosvi SA (2020a) Hardened properties of binary cement concrete with recycled PET bottle fiber: an experimental study. Mater Today: Proceedings 32:632–637
Thomas L and Moosvi S, Hardened properties of binary cement concrete with recycled PET bottle fiber: an experimental study. Mater Today: Proceedings, 2020b
Tournier V, Topham C, Gilles A, David B, Folgoas C, Moya-Leclair E, Kamionka E, Desrousseaux M-L, Texier H, Gavalda S (2020) An engineered PET depolymerase to break down and recycle plastic bottles. Nature 580(7802):216–219
Velásquez E, Garrido L, Valenzuela X, Galotto MJ, Guarda A, de Dicastillo CL (2020) Physical properties and safety of 100% post-consumer PET bottle-organoclay nanocomposites towards a circular economy. Sustain Chem Pharm 17:100285
Wäger PA, Hischier R (2015) Life cycle assessment of post-consumer plastics production from waste electrical and electronic equipment (WEEE) treatment residues in a Central European plastics recycling plant. Sci Total Environ 529:158–167
Wäger P, Hischier R, Eugster M (2011) Environmental impacts of the Swiss collection and recovery systems for Waste Electrical and Electronic Equipment (WEEE): a follow-up. Sci Total Environ 409(10):1746–1756
Wang J, Shoup TM, Brownell A-L, Zhang Z (2019) Improved synthesis of the thiophenol precursor N-(4-chloro-3-mercaptophenyl) picolinamide for making the mGluR4 PET ligands. Tetrahedron 75(29):3917–3922
Welle F (2011) Twenty years of PET bottle to bottle recycling—an overview. Resour Conserv Recycl 55(11):865–875
Ye L, Hong J, Ma X, Qi C, Yang D (2018) Life cycle environmental and economic assessment of ceramic tile production: a case study in China. J Clean Prod 189:432–441
Zander NE, Gillan M, Lambeth RH (2018) Recycled polyethylene terephthalate as a new FFF feedstock material. Addit Manuf 21:174–182
Zhang H, Wen Z-G (2014) The consumption and recycling collection system of PET bottles: a case study of Beijing, China. Waste Manag 34(6):987–998
Zhang R, Ma X, Shen X, Zhai Y, Zhang T, Ji C, Hong J (2020) PET bottles recycling in China: an LCA coupled with LCC case study of blanket production made of waste PET bottles. J Environ Manag 260:110062
Zhao Y, Qiu J, Xing J, Sun X (2020) Recycling of quarry dust for supplementary cementitious materials in low carbon cement. Constr Build Mater 237:117608
Zheng J, Suh S (2019) Strategies to reduce the global carbon footprint of plastics. Nat Clim Chang 9(5):374–378
Funding
This study was supported by Amirkabir University of Technology.
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article

Cite this article
Sadeghi, B., Marfavi, Y., AliAkbari, R. et al. Recent Studies on Recycled PET Fibers: Production and Applications: a Review. Mater Circ Econ 3, 4 (2021). https://doi.org/10.1007/s42824-020-00014-y
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42824-020-00014-y