
Abstract
This study experimentally investigates the aged tensile strength behavior and microstructure of the ultra-high-performance fiber-reinforced concrete (UHPFRC) fabricated with an optimal ratio between the concrete and steel fibers. In the mixing process, a superplasticizer is added to enhance the tensile strength with the increasing age of the material. The appropriate addition of the superplasticizer is extremely crucial because it significantly affects the workability, durability, and tensile strength of the UHPFRC. In this work, the volumetric fraction of the steel fibers is determined to achieve the target splitting tensile strength of 25 N/mm2 at elevated temperatures in which several properties of the concrete are degraded. It is shown that the proposed UHPFRC can achieve the target tensile strength in 28 days. To better understand this tensile strength behavior, a microstructure analysis is also conducted using scanning electron microscope images. From this analysis, it is determined that micro-silica is involved in imparting high density to the microstructure and increases the packing density of the compounds. This phenomenon directly influences the increment in the tensile strength of the proposed UHPFRC.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In civil structures, high tensile strength is one of the significant factors needed to achieve infrastructure reliability and durability, particularly those subjected to serious structural and environmental loading conditions. To develop such a material, several studies have been conducted, as follows: Bache et al. [1] developed an ultra-high strength cement matrix employing a densified small particle packing as a new technology and found that compressive strengths of 125–250 N/mm2 could be achieved. Richard et al. [2] proposed a new optimal technique, the particle packing density method in which a high-range water reducer (HRWR) associated with steel fibers was used to achieve uniformity and homogeneity in the cement matrix material, resulting in compressive strengths higher than 200 N/mm2. One of the promising potential materials suitable for applications in civil structures is the use of ultra-high-performance fiber-reinforced concrete (UHPFRC). In general, UHPFRC has a higher tensile strength than other cementitious composite materials because of its strain hardening behavior. Thus, many studies on UHPFRC have been conducted to develop it into having more advanced tensile properties suitable for civil engineering. For instance, Habel et al. [3] experimentally found that the UHPFRC could be a remarkable material when combined with ultra-high strength concrete and steel fibers, presenting enhanced tensile strength and durability. Resplendino [4] reported that the direct tensile strength of the UHPFRC (containing no fibers) is higher than 7 N/mm2. The Association Française de Génie Civil (AFGA) [5] recommended that the tensile strength of matured conventional concrete with steel fibers could be improved by the adding superplasticized material, and the tensile strength of the UHPFRC (containing fibers) could be increased by up to 15 N/mm2. Moreover, Fujikake et al. [6] suggested increases in compressive and tensile strengths according to the strain rate by adding 2% of steel fibers in the reactive powder concrete considering the equations for the dynamic increase factor of UHPFRC. Kronlof [7] found that the use of very fine particles with the cement matrix helps fill the voids in the particle structure minimizing the required space for water. Reschke [8] identified that strongly aggregated cement structures with a high particle packing density restrains the amount of shrinkage and creep. In addition, they showed that the water–cement ratio could reduce shrinkage and hence, decrease the amount of evaporable water in the cement paste. Fennis [9] improved packing density in the mixture by reducing the space requirement for hydration products, in which cement and other particles densify. Consequently, this may lead to higher tensile strengths. Sudharshan et al. [10] proposed a new concept to increase tensile strength using a cement spacing factor. Using this factor, the strength of the cement based on the mixture can be accurately predicted, and hence, the maximum tensile strength and modulus of the fiber-reinforced concrete can be achieved.
Recently, several studies focusing on the tensile strength behavior of the UHPFRC or ultra-high-performance concrete (UHPC) have been undertaken. For instance, Kusumawardaningsiha et al. [11] reported that the UHPC has a superior tensile strength property for conventional concrete with cost-effectiveness design. Maca et al. [12] reported that the tensile behavior of the UHPFRC material in response to tensile strain hardening accompanied by multiple cracking could be significantly affected by the volume of steel fibers. Ranjan et al. [13] conducted tensile tests on UHPFRC cylinders and observed a 200% increment in the tensile strength. Hamdy et al. [14] investigated UHPFRC by incorporating steel fibers and found that brittle failure could easily occur in UHPC without steel fibers. Park et al. [15] studied the role of macro- and microfibers on the tensile stress–strain response of the UHPFRC and observed that macro-fibers influence the stress–strain curves, whereas microfibers have positive effects on strain hardening. Victor et al. [16] conducted trial studies on the consequences of stress–strength ratio, thermal treatment, and fiber reinforcement on the tensile creep behavior and found that tensile strength was most sensitive to temperature. Abrishambaf et al. [17] investigated the tensile strength of the UHPFRC by changing the properties of the cement matrix, fiber length, and fiber orientation and discovered that tensile strength was heavily dependent on the geometries. Meng et al. [18] investigated the influence of temperature on the tensile strength of the UHPC mixtures by applying curing temperatures of up to 90 °C and discovered that the splitting tensile strength was approximately 11.6–14.3 N/mm2. Leutbecheret et al. [19] showed that the addition of fibers can improve ductility and increase tensile strength. Nevertheless, for many applications, conventional reinforcement in the tensile zone is still necessary. In this regard, Spasojevic [20] reported that randomly oriented steel fibers are capable of sustaining additional tensile loads until the fibers are pulled from the matrix. Choi et al. [21] analytically studied the post-cracking tensile behavior of ultra-high-performance cementitious composites and reported that fiber orientation has a significant influence on tensile strength. Rong et al. [22] observed that the addition of nano-silica exerts a governing function in reducing the steel corrosion rate and capillary porosity. Sudarshan et al. [23] improved the mechanical properties of the UHPFRC by adding steel fibers with hooked ends, and utilizing denser cement materials to carry heavier loads and blast pressure. Richard et al. [24] observed UHPC specimens at 90 °C and found that the tensile strength could be increased by up to 40%. Hooked end steel fiber performs better than straight steel fiber reducing crack width, spacing width, good energy absorption capacity more effective than straight steel fiber increasing load carrying capacity, cracking stiffness, and better bonding features in concrete mix.
As evident from the above literature survey, despite many researches on the development of new UHPFRC to increase tensile strength, studies on the aged tensile properties are considerably rare. Moreover, investigations involving the microstructure observation of the UHPFRC to identify the reasons why several of its properties, including tensile strength, are changed because of the cement and fiber ratio which are not sufficiently known, have not been conducted. Consequently, this work experimentally investigates the tensile strength of newly fabricated UHPFRC with optimal mixtures of cement and steel fibers. The incorporation of hooked end steel fiber reduces crack formation, increases material toughness, and enhances tensile strength especially, post-cracking behavior under satisfactory failure category with minor damage to the structure. An optimized mixture design based on the particle packing theory is used, and the tensile strengths are measured within 28 days of curing. In addition, to clearly identify the specific reasons why high tensile strength is achieved and maintained for 28 days, the microstructure of the proposed UHPFRC is analyzed using scanning electron microscope (SEM) images. In this work, two different volumetric fractions of steel fibers, 1.5 and 2.0%, are used in fabricating UHPFRC by maintaining the water–binder ratio at 0.20 for good particle compactness. The specimens are then exposed to hot-air curing for 24 h to investigate the effect of 90° elevated temperatures on the tensile strength at increasing ages from 3 to 28 days. Subsequently, to clearly understand the variation of the tensile strength with the volumetric fractions of steel fibers, microstructure analysis is performed using SEM at a high magnification of 2500X. It is determined from this analysis that in close particle packing, in which a dense homogeneous matrix material is created, a series of micro-cracks and micro-silica can strengthen the bond in calcium silicate hydrate (C–S–H) compounds resulting in the increment of the tensile strength of the UHPFRC fabricated in this work. However, it should be noted that one difficult problem encountered in this study is in accurately testing the tensile strength from 3 to 28 day, because testing conditions regularly change. This problem was resolved by precisely checking the temperature and moisture at the measurement location prior to each testing.
2 Components of UHPFRC material
2.1 Basic components
The basic components needed to fabricate the proposed UHPFRC are firstly introduced. The cement used in this work, shown in Fig. 1a, is 53 grade and complies with IS-12269, 2013. Its average particle size is from 1 to 100 µm, with a fineness of 225 m2/kg, normal consistency of 28%, with initial and final setting times of 120 and 220 min, respectively, and a specific gravity of 3.15. The micro-silica used, shown in Fig. 1b, is grade 920-D with a typical grain size of 0.2 μm. The light blue color is used for identifying the spherical shape of the very fine particles. The surface area of this micro-silica obtained by Brunauer–Emmett–Teller analysis is less than 15 m2/g, and its specific gravity with the mineral admixture is 2.25. The river sand used, shown in Fig. 1c, is of siliceous origin and has a maximum particle size of 1 mm and a specific gravity of 2.63 conforming to IS 650 specifications. It was sifted through a 1000-µm sieve for its analysis, which is based on IS 2386-1963 and grouped under Zone II. The quartz sand used, shown in Fig. 1d, is obtained from a locally available source. It is sized from 150 to 1000 µm, contains 99% silicon dioxide, and has a specific gravity of 2.59. The gleaming fibers shown in Fig. 1e, g are hard, non-glued, and hooked end steel fibers, each with a diameter and length of 0.6 and 30 mm, respectively, and having a modulus of elasticity of 210 GPa. At 1000 MPa, this tensile strength is higher than that of other steels. Its aspect ratio is calculated by dividing the fiber length (a) by its diameter (r); 30/0.6 = 50 is used to improve ductility and bonding. The polymer-based sulfonated naphthalene Conplast SP430 DIS is a chloride-free superplasticizer, essentially acting as an HRWR solution for the specific gravity (1.00). As such, the ASTM-C494 type-F, shown in Fig. 1f, is frequently used to improve workability and reduce water content in the cementitious matrix.

Basic components of the fabricated UHPFRC
The particle size distribution of materials utilized in this study is evaluated by sieve analysis passing through a series of sieves arranged in the order of increasing sieve openings from bottom. Then, the mass of materials retained in each sieve is weighted to calculate the total mass. However, the cumulative particle size distribution used fine sand and quartz sand is passed through 1.16-mm sieve. The SEM image shows that micro-silica and quartz sand are much more smaller particles than fine aggregate, which is beneficial for filling air gaps between powder and fine aggregates. The particle packing composition of UHPFRC mixtures, UHPFRC-SF-1.5 and UHPFRC-SF-2.0 steel fiber, is very similar. The comparison of particle size distribution of micro-silica, cement, and quartz sand is shown in Fig. 2.

Material particle size distribution (µm)
2.2 Water–binder ratio
Pure potable water, free from chemical and mineral impurities and conforming to IS 456-2000(water quality for building construction Indian standard code), is used for mixing and curing to improve the quality and strength of the material. The binder is a mixture of high proportions of cement and micro-silica. In numerous previous studies, the binder materials with proportions of 1230,935,1318,1325, and 1387 kg/m3 as reported in [14, 24,25,26,27], respectively, as well as those found in [1, 12, 13, 25, 26, 29] have been frequently utilized. In this work, considering the range of the component properties listed in Table 1, the binder proportion of 1210 kg/m3 and a very low water–binder ratio of 0.20 are used to improve workability and filling of the voids.
The workability of UHPFRC tested by slump flow to improve quality of concrete, UHPFRC with high slump flow is measured. Figure 3 shows all types of slump values of concrete vibrated conventional concrete(VCNC), standard UHPFRC(SUHPFRC), mixed UHPFRC (MUHPFRC), casting UHPFRC (PUHPFRC) results show that a slight increased slump in vibrated conventional concrete as compared to conventional concrete and slump in MUHPFRC increase as compared to PUHPFRC.

Slump test results of all types of concrete
In several previous investigations of concrete with straight steel fibers, very low water–binder ratios have been used: 0.13–0.20 [24] and 0.17 [12] when fibers are 6 and 0.16 mm in length and diameter, respectively; 0.13 [14] when fibers are 50 and 1.0 mm in length and diameter, respectively; 0.11 [26] when fibers are 25 and 0.3 mm in length and diameter, respectively; 0.14 [27] when fibers are 10 and 0.2 mm in length and diameter, respectively. In this research, the steel fibers are non-glued and hooked end with an aspect ratio of 50 taking into consideration the micro-filler effect and the water–binder ratio selected is 0.20. The higher water–binder ratio enhances the properties of concrete contributing toward the development of ultra high performance and strength, increase in water cement ratio decreases in compressive strength of the concrete.
This ratio is determined by considering the mixture proportions listed in Table 2.
3 Optimization of UHPFRC composition
3.1 Methodology
The UHPFRC cement matrix designed using cement, fine sand, micro-silica, quartz sand, superplasticizer, and hooked end steel fibers is heavily resistant against crack propagation. A low water–cement ratio is used because higher ratios reduce the strength and durability of the UHPFRC. Evidently, a proper design method is quite essential. The proportion of the compressive strength \((f_{c } )\) to porosity is given by Eq. (1), and the compressive strength of the concrete is inversely (α) proportional to the porosity index
The optimization of the particle packing density of the UHPFRC concrete mixture yields several advantages in terms of developing high strength, both under wet and hardened states. In relation to this, it is known that the addition of very fine particles to the cement matrix helps fill up the voids in the particle structure, leaving only minimal space for water to occupy. In addition, it has been determined that a strong aggregate structure with high packing density restrains the amount of shrinkage. Hence, a low water–cement ratio can reduce shrinkage. Clearly, because of the reduced amount of evaporable water in the cement paste, the particle packing density directly influences the increase in tensile strength. Furthermore, it has been reported in [9, 28] that a mixture optimization based on different values of the particle packing density (ρ) causes the cement and other particles to be close to each other, forming a mechanical interlocking which can reduce the space that needs to be filled by the hydration products. Potentially, using the largest possible density per unit volume can result in high concrete strengths. The particle packing structures for different values of ρ indicating that as ρ increases, the packing density of the mixture increases are presented in Fig. 4. In this work, with the objective of enhancing the UHPRFC strength, the optimal density, ρ = 0.738, is the compact mixture proportion to reduce porosity which was obtained through trial and error by creating several mixture compositions and conducting several experimental tests.

Particle packing density (ρ) at different values
3.2 Packing density
In general, the packing density is defined as the volume of solid particles in a unit volume. A dense particle packing arrangement of materials yields a higher tensile strength and modulus of elasticity, improving performance in sustaining increased load conditions. The present study is based on the detailed approach given in [29,30,31]. In this regard, the Mooney development for new solid suspension models (SSMs), utilized to predict the viscosity of multimodal suspensions of non reactive particles in the relationship between the monodisperse suspension ϕ, and its present viscosity, \(\eta_{r}\), is given by Eq. (2)
Then, the virtual specific density of \(\beta_{t}\) is calculated by the specific packing density of \(\alpha_{t}\), for \(d \le t \le D,\) where d is the minimum diameter of the particle size and D is the maximum diameter of the particle size. The \(t\) size particle consists of \(N\) different types of particles each characterized for i = 1 to \(N\) by a own partial volume \(yi(t)\). The overall virtual packing density is designed as Eq. (3)
The \(\beta_{t}\) virtual specific density calculated by density is then calculated by Eq. (4).
Accordingly, the SSM is used to predict solid content and estimate the packing density of the mixture. In this work, the Andreasen and Andersen model [32] is utilized for designing the sustainable and minimal porosity of UHPFRC acting on the targeted function for the optimization of particles to reduce porosity and obtain the maximum packing density for conventional concrete. The cumulative grain size distribution equation is given by Eq. (5)
where \(y\left( i \right)\) is the cumulative percentage of the ith fraction, \(D_{i}\) is the diameter of the particle size of the ith fraction (mm), \(D_{\hbox{max} }\) is the diameter of the maximum particle grain size (mm), and q is a constant value equal to 0.45. In this study, the fineness of the particles is adjusted until the best gradation fit between the composed mixture and targeted curve is achieved for optimal packing. This is conducted based on the similarity principle using the Funk curve for composite material mixture by Eq. (6)
3.3 Mixture design of UHPFRC
The detailed steps involved in mixture design are shown in Fig. 5. The main steps involved are (1) selection of binder combination, (2) preliminary selection of the w/c ratio, (3) determination of the sand proportion, (4) optimization of fiber volume, (5) adjustment of the HRWR, and (6) evaluation of the UHPFRC performance.

Flow diagram of UHPFRC mixture design
In this work, binder selection is based on the fineness and rheological properties of the designed UHPFRC mixture consisting of cement, fine sand, micro-silica, quartz sand, and superplasticizer. Initially, trial mixtures are prepared to identify the lower water requirements. It is determined that the w/c ratio of the UHPFRC ranges from 0.16 to 0.22. First, the trial ratio of the cement mixture paste is prepared to check fluidity and obtain the minimum slump of the cement paste. Thereafter, the w/c ratio is selected based on HRWR demand. It is noted that initially, the w/c ratio needs to be slightly adjusted to achieve flowability and strength. The optimization of the sand proportion is conducted based on Andersen’s packing model, in which the cement paste achieves flowability and fills the voids, thus increasing concrete density. The optimum fiber content is determined based on the fresh mechanical properties to improve crack resistance performance. As commonly known, the UHPFRC fiber content ranges from 0.5 to 4.0%. In the present research work, the addition of 1.5 and 2.0% hooked end steel fibers was fabricated in proportion to the weight of cement. The HRWR is adjusted to achieve low slump flow and high compressive strength. Accordingly, the selection of the w/c ratio and HRWR dosage is quite important to achieve the targeted strength. On the other hand, the UHPFRC mixture is densely packed to achieve higher and fresh compressive strengths under thermal curing. Subsequently, the performance evaluation of UHPFRC is performed in terms of workability and durability characteristics.
4 Tensile strength test
4.1 Sample preparation
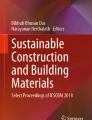
The UHPFRC mixture designed using cement, fine sand, micro-silica, quartz sand, and superplasticizer is fabricated by keeping the water–cement ratio low and adding steel fibers to resist crack expansion. The dried cement, fine sand, micro-silica, and quartz sand are placed in a 300 kg capacity mixer with a drum and blades. The design proportions are listed in Table 2. The mixture is uniformly blended to form a homogeneous material. Subsequently, water is added to the mixture until the materials uniformly coagulate. Then, in a few minutes, after confirming that water has reacted properly to form the cement paste, the superplasticizer is added to the coagulated mixture in which the steel fibers are spread over the cement paste and then mixed thoroughly to achieve consistent material property. The cylindrical specimens are molded with dimensions of 300 and 150 mm in height and diameter, respectively. The molds are lifted after 24 h, and the top surfaces of the specimens are smoothened. To enhance material properties, the curing regime includes the exposure of the specimens to a thermal environment at a temperature of 90 °C for 24 h. The specimens are then removed from the thermostat cabins and allowed to cool for about 3 h. The splitting tensile test was conducted on each specimen according to ASTM C 496 (American Society for Testing Materials) within the 28 days of curing. The tests were conducted using a computer-controlled electrochemical servo-hydraulic compression testing machine with a capacity of 3000 kN. The cylindrical specimens and testing machine used in this work are shown in Fig. 6. The tensile stress \(( F_{t} )\) can be calculated using Eq. (7) in which P is the applied load on the cylinder and L and D are the length and diameter of each specimen, respectively.

Testing machine: a casted cylinder specimen, b automatic compression machine (3000 KN)
5 Results and discussions
The experimental test results on the tensile strength of the concrete cylinders, containing 1.5% and 2.0% steel fibers, are listed in Table 3, and the corresponding tensile strength-day graphs of UHPFRC are shown in Figs. 7 and 8, respectively. It is observed that the addition of steel fibers significantly enhances tensile strength at 0.5% increase in steel fibers in concrete cured for 28 days age increasing tensile strength from 21.85 to 23.15 N/mm2, equivalent to 5.94 percentage point increases. The UHPFRC tensile strength at elevated temperature generally in 28 days is 2.5 to 3 times higher than normal strength of concrete (conventional concrete). The micro-silica plays a very important role in cement hydration acting as a supplementary cementitious material in ultra-high-performance concrete. Micro silica particles are finer than cement particles hence specific surface area is higher than cement helps in cement hydration and phase dissolution of gel. The pozzolanic reaction is fast as compared to other pozzolanic materials and more effectively helps in the development of strength and durability, densifies concrete microstructure particularly and strengths cement paste aggregate interfacial transition zone. Moreover, although the addition of steel fibers in the concrete with the low water–binder ratio may initiate cracks, the same fibers retard crack propagation, directly influencing tensile strength. The interface between the cement matrix and fine particles makes the material denser. The tensile strength depends on the percentage of steel fibers and curing age. The tensile strength of the concrete is influenced by the factors including fiber type, fiber modulus, fiber aspect ratio, fiber strength, fiber surface bonding characteristics, fiber content, fiber orientation, and age. The use of fiber for enhancing the tensile strength of concrete increased significantly. Specimens with hooked end fiber exhibited higher values of toughness and residual strength. The addition of hooked end steel fibers at high dosage and aspect ratio in the cement matrix improves tensile and reduction in porosity directly enhancing the tensile strength.

Tensile strength versus day for UHPFRC-SF1.5%

Tensile strength versus day for UHPFRC-SF2.0%
6 Microstructure analysis
In order to determine the reason for the enhancement of the tensile strength of the optimized UHPFRC, containing 1.5 and 2.0% steel fibers by volume, the microstructure of the specimens is analyzed through SEM images. It was observed that the close particle packing and low water–cement ratio effectively minimized the damage. Moreover, because of the reduction in stresses resulting from the generation of hydrogen, the mechanical properties of the designed UHPFRC mix are greatly improved. The SEM images of the UHPFRC confirm that the hydrated cement matrix adheres to the surface of the steel fibers. In addition, signs of micro-cracks in the hardened UHPFRC because of shrinkage can be observed from the images in Fig. 9. The SEM micrographs also show the changes in the microstructure of the C–H–S compounds, which have high density characterized by higher intrinsic stiffness and hardness. This phenomenon is directly related to excellent performance of the proposed UHPFRC when compared to conventional concrete.

SEM image of cement matrix (100 µm)
The pozzolanic reactions of the siliceous materials between the calcium hydroxide (CH) crystals and mineral mixture are also observed. As shown in Fig. 10, the consumed CH crystal is converted in terms of C–S–H in which the fine bonding development restricts the growth in the space of CH. Consequently, this behavior elevates the curing temperature and accelerates the hydration of cement, resulting in excellent bonding at the interfacial transitional zone. The pores, cement paste, and steel fibers can also be clearly seen in the above-mentioned figure. It is also observed that most parts of the UHPFRC consist of anhydrous cement paste (residual cement) as indicated in the figure. From the SEM image shown in Fig. 11, with its 10-µm scale, it is seen that the micro-silica appears in the agglomerates in the form of small spherical dark grains. The calcium silica hydrates, which can be seen as light, bright-colored bundles, are also observed. The void portion of the pore appears as a dark color, the white color represents the quartz sand, and the light color represents the micro-silica particles. An anhydrous matrix product is also visible. The microstructure analysis of the UHPFRC can provide several reasons as to why the aged tensile strength of the proposed mixture increased. Moreover, the SEM images indicate the low water–cement ratio by the low porosity of the UHPFRC, whereas the significant number of pores and series of minor cracks indicate the effect of tensile loading.

SEM image of components (100 µm)

SEM image of UHPFRC constituents (10 µm)
7 Conclusion
In this research, UHPFRC materials were fabricated with the optimized mixture design to achieve high tensile strength and slow the crack propagation. Moreover, macroscale tests and microscopic analysis were conducted. Specifically, two specimens of UHPFRC containing hooked end steel fibers of 1.5 and 2.0% by volume were fabricated by considering the weight percentage of the cement, micro-silica, and superplasticizer. It was experimentally shown that the proposed UHPFRC exhibits an 250 percentage point increases in tensile strength of over 250% when compared to conventional concrete. In addition, it was observed that the bond developed between the cement matrix and steel fibers increases the particle packing density, which directly influences the increase in tensile strength. In the proposed mixture design, the micro-silica acts as a micro-filler, which can enhance the tensile strength. It was also identified that the internal structure of the matrix material exhibits excellent binding properties between sand, steel fibers, and quartz sand leading to a slowdown in crack propagation. After 28 days of curing, the fineness of the material components and low water–cement ratio were found to contribute toward achieving excellent material properties.
Moreover, to investigate the mixture structure, SEM images of the cement matrix, as well as the fabricated UHPFRC, were obtained. It was observed that the micro-silica influences the densification of the microstructure and lowers porosity, and the steel fiber surface is irregularly covered with the cementitious materials of the UHPFRC. From these observations, it was determined that the hydrated cement matrix provides excellent bonding in the interfacial zone. Additionally, it was found that the UHPFRC cement matrix fills and eliminates the voids formed by the crystals. The SEM micrographs at different magnifications showing the change in the microstructure because of the C–S–H compounds and the formation of the CH crystals were also observed, which all exhibited the bonding characteristics between the steel fibers and hydrated cement matrix. From the microstructure analysis using the SEM images, it was determined that the particle packing density directly influences the tensile strength and micro-cracks of the mixture.
In future work, a smart UHPFRC in which the tensile strength is tunable mixed with different types steel fibers will be introduced and experimentally investigated using a mixed fiber content of the alloy.
Reference
Bache HH, Birchall JD (1981) Densified cement ultra-fine particle-based materials. In: Proceedings of the 2nd international conference on super plasticizers in concrete, vol 33, pp 10–12
Richard P, Cheyrezy MH (1995) Composition of reactive powder concretes. Cement Concrete Res 25(7):1501–1511
Habel K (2004) Structural behaviour of composite UHPFRC-concrete elements. PhD. Thesis, Federal Institute of Technology, Lausanne, Switzerland
Resplendo J, Toutlemonde F (2014) The UHPFRC revolution in structural design and construction. Indian Concrete J 88(4):72–83
Association Française de Génie Civil (AFGC) (2002) Service d’études techniques des routes etautoroutes (SETRA), Bétonsfibrés à ultra-hautesperformances, Recommandationsprovisoires, Janvier
Fujikake K, Senga T, Tomonoriohno N, Makotokatagiri (2006) Effects of strain rate on tensile behavior of RPC. J Adv Concrete Technol 4(1):79–84
Kronlof A (1997) Filler effect of inert mineral powder in concrete. VTT Technical research centre of Finland, Espoo
Reschke T (2000) DerEinfluss der Granulometrie der Feinstoffe auf die gefügeentwicklung und die Festigkeit von Beton. VBT VerlagBau+Technik GmbH, Düsseldorf
Fennis SAAM (2011) Design of ecological concrete by particle packing optimization. PhD Thesis, Delft University of Technology, Delft. http://repository.tudelft.nl/assets/uuid:5a1e445b-36a7-4f27-a89a-d48372d2a45c/fennis_final.pdf
Sudharshan N, Mohd RM, Zamin BJ, Mahmud HB, Zain MBM (2007) Fiber reinforced concrete and high performance fiber reinforced cementitious composites: an overview. Jurutera 7:32–35
Kusumawardaningsiha Y, Fehlinga E, Ismaila M, Aboubakra AAM (2015) Tensile strength behavior of UHPC and UHPFRC. Proc Eng 125:1081–1086
Maca P, Sovijak R, Vavrinik T (2013) Experimental investigation of mechanical properties of UHPFRC. Concrete Concrete Struct Conf Proc Eng 65:14–19
Ranjan P, Bharatkumar BH, Iyer NR (2012) Mechanical properties of ultra-high performance concrete. Int J Civil Environ Struct Constr Archit Eng 6(8):676–684
Hamdy K, Shehab A, Eldin H (2014) Mechanical properties of ultra-high performance fiber reinforced concrete. Int J Eng Innov Technol 4(4):4–9
Park SH, Kim GD, Ryu S, Koh KT (2012) Tensile behavior of ultra-high performance hybrid fiber reinforced concrete. Cement Concrete Compos 34:172–184
Garas VY, Kahn LF, Kurtis KE (2009) Short-term tensile creep and shrinkage of ultra-high performance concrete. Cement Concrete Compos 31:147–152
Abrishambaf A, Pimentel M, Nunes S (2017) The effect of fiber orientation on the uniaxial tensile response of UHPFRC: experimental evaluation and analytical modelling. In: High tech concrete. Proceedings of the 2017 fib symposium, Maastricht, Netherlands, pp 173–181. https://doi.org/10.1007/978-3-319-59471-2_22
Meng W, Valipour M, Henri Khayat K (2017) Optimization and performance of cost-effective ultra-high performance concrete. Mater Struct 50(29):1–16. https://doi.org/10.1617/s11527-016-0896-3
Leutbecher T, Fehling E (2012) Tensile behavior of ultra-high-performance concrete reinforced with reinforcing bars and fibers: minimizing fiber content. ACI Struct J 2(109):253–264
Spasojevic A (2008) Structural implications of ultra-high performance fiber-reinforced concrete in bridges design. Ph.D. thesis, Ecole Polytechnique Federalde Lausanne, Switzerland, pp 1–285
Choi MS, Kang ST, Lee BY, Koh KT, Ryu GS (2016) Improvement in predicting the post-cracking tensile behavior of ultra-high performance cementitious composites based on fiber orientation distribution. Materials 9(10):829. https://doi.org/10.3390/ma9100829
Rong Z, Sun W, Xiao H, Jiang G (2015) Effects of nano-SiO2 particles on the mechanical and microstructural properties of ultra-high performance cementitious composites. Cement Concrete Compos 56:25–31
Sudarshan NM, Chandrasekhar Rao T (2015) Mechanical properties assessment of ultra high performance fiber reinforced concrete (UHPFRC). Int J Res Appl Sci Eng Technol 3(6):839–844
Richard P, Cheyrezy MH (1994) Reactive powder concretes with high ductility and 200–800 Mpa compressive strength concrete technology past present and future. In: proceedings of V. Mohanmalhotra symposium, American concrete institute, pp 507–518
Rossi P (2004) Development of new cement composite materials for construction. Proc Inst Mech Eng Part L J Mater Des Appl 219:67–74. https://doi.org/10.1243/146442005X10193
Habel K, Denarié E, Brühwiler E (2006) Time dependent behavior of elements combining ultra-high performance fiber reinforced concretes (UHPFRC) and reinforced concrete. Mater Struct 39(5):557–569. https://doi.org/10.1617/s11527-005-9045-0
Ghafari E, Costa H, Julio E (2015) statistical mixture design approach for eco-efficient UHPC. Cement Concrete Compos 55:17–25
Sudarshan NM, Chandrashekar Rao T (2017) Mix design and Flextural response of Ultra High Performance Fiber Reinforced concrete (UHPFRC). In: Proceedings of IconAMMA 2017, Materials Today 5, (2018), pp 25420–25429
Funk J, Dinger D (1994) Predictive process control of crowded particulate suspensions. Kluver Publishers, London
Mooney M (1951) The viscosity of concentrated suspensions of spherical particles. J Colloids 6:162–170
Fuller W, Thomson S (1907) The laws of proportioning concrete. In: Proceedings American society of civil engineering 22 CD, Rome
Andreasen AHM, Andersen J (1930) “On the relationships between grain gradations and clearance in products from loose grain (with some € experiments). Kolloid Mag 50:217–228
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Rights and permissions
About this article

Cite this article
Sudarshan, N.M., Rao, T.C. Experimental investigations on tensile strength behavior and microstructure of ultra-high-performance fiber-reinforced concrete. SN Appl. Sci. 1, 215 (2019). https://doi.org/10.1007/s42452-019-0186-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-019-0186-0