
Abstract
The design of high-strength steel has long been discussed in the field of metal structural materials. To further increase the strength of common high-strength steel and further decrease the cost for production, three direct-quench hot rolled steels were designed and fabricated. The rolling and coiling processes were set based on continuous cooling transformation curves. In addition, the effect of the coiling temperature on the tensile properties was discussed to further guide the optimization of the process. It was found that compared with granular bainite, lower bainite probably has more advantages for both the strength and low temperature impact toughness of direct-quench hot rolled steels. Through a process of tailoring the morphology of bainite and controlling the grain boundary precipitation, the newly designed direct-quench hot rolled steels showed greatly improved strength and acceptable ductility/toughness compared with traditional quenched and tempered steels.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The development of high-strength steel has been a long-standing, popular topic in the field of metal structural materials [1,2,3,4]. Compared with common steels, high-strength steels have the advantages of high strength, short yield platform length, high work hardening index, high yield/tensile strength ratio, etc. [5]. High-strength steels with grades above 700 MPa have been applied in the construction machinery, building, and automobile industries, and the proportion of these applications has generally increased in recent years [6,7,8,9].
Based on previous studies, various kinds of high-strength steels and even ultrahigh-strength steels were developed. In addition, with systematic study, different systems were formed based on the composition, strengthening mechanism or processing of high-strength steels, including high Co–Ni secondary hardening steels [10], advanced high-strength steels (AHSS) by the transformation induced plasticity (TRIP) effect [11,12,13,14], and quenched and tempered steels. First, to obtain ultrahigh strength, which could reach a grade of 2000 MPa, NASA and Northwestern University developed high Co–Ni secondary hardening steels by adding large amounts of Co, Ni and Cr (> 20 wt.% in total) to inhibit the recovery of dislocations and obtain extremely fine precipitate [15]. Although this kind of high-strength steel has excellent strength without much loss of toughness, the high cost of using large amounts of precious metals greatly limits the application scope of this type of steel to only the fields of military and aerospace applications. Some low alloying secondary hardening steels can also obtain a grade of 2000 MPa, as 300M steel [3, 16]. However, the toughness of this steel is relatively low, and its complex processing also limits its application scope to the field of civil aircraft. Second, with the vigorous development of automobiles, AHSS has become a very popular topic in recent decades. The 3rd generation of AHSS can also obtain high strength with different grades (980, 1180, 1470 MPa, etc.) [17, 18]. With TRIP effect as the core idea of the alloy design, AHSS can achieve simultaneously improved strength and ductility and obtain a more than 20 GPa% strength-ductility balance [19,20,21,22,23]. However, AHSSs for automobiles usually have relatively long process flows that include cold rolling [24,25,26,27,28]. Therefore, most production of AHSS is in the form of sheets instead of plates. Additionally, the relatively high cost of this relatively long processing could also limit the application of AHSS to other fields. Finally, many civil fields, such as those of engineering structures and mechanical components, still need low cost, short processing high-strength steels, such as quenched and tempered steel.
Regarding traditional high-strength steel, various studies about the relationship of ‘composition/processing–microstructure–properties’ have been conducted for quenched and tempered steels. To meet the strength requirements, precipitation strengthening is one of the critical factors that should be analyzed in detail. The precipitate types for strengthening in quenched and tempered steels are complicated, such as MC, M3C, and M7C3. Most of these precipitates form and grow during tempering. However, some different results were obtained by several researchers. For example, Zhang et al. [29] reported a quantitative carbide analysis for a 2.25Cr–1Mo–0.25 V quenched and tempered steel. In this research, by X-ray powder diffraction, the dissolution of MC particles was found during tempering, which was contrary to traditional thermodynamic theory. This result could provide guidance for the precipitation kinetics analysis of carbides in quenched and tempered steels. In addition to precipitation, the evolution and effect of other phases in quenched and tempered steels were also discussed. Jiang et al. [30] analyzed the decomposition behavior of retained austenite during tempering. It was found that the coarsening of M23C6 could lead to the decomposition of retained austenite, which had an adverse effect on the impact toughness of quenched and tempered steel. Compared with secondary hardening steels or AHSS, quenched and tempered steels have the advantages of low cost. However, for most previous studies with different optimizations of quenching and tempering processes, the yield strength of quenched and tempered steels still remained at 700−800 MPa, which could not fully meet industrial requirements [31]. Additionally, compared with further optimization of quenching and tempering, direct-quench hot rolling processing is more attractive to industries. In summary, within the low alloying system, if higher strength can be obtained by direct-quench hot rolling processing, the production process will be greatly shortened, and the cost will be further reduced. The application prospect of this kind of direct-quench hot rolling process is bright.
In this paper, three direct-quench hot rolled steels were designed. The continuous cooling transformation (CCT), microstructure and traditional mechanical properties were tested. The effect of the rolling process, especially the coiling temperature, on the mechanical properties was further discussed to provide guidance for processing optimization. In the discussion about the relationship between microstructure and properties, the critical microstructural units for strength, ductility and impact toughness at different temperatures were analyzed. The newly designed direct-quench hot rolled steels showed relatively higher strength (grade of 960 MPa) than traditional quenched and tempered steels, which could have good application prospects.
2 Experimental
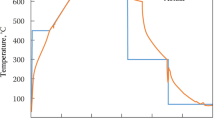
The main compositions of the three direct-quench hot rolled steels designed in this research are shown in Table 1, named NQT, NQT-Mo and NQT-CrMo steels based on the different contents of Cr and Mo. The heat treatment processes, including hot rolling and coiling, are shown in Fig. 1a. A thermomechanical control process (TMCP) was used to control the finish rolling temperature and coiling temperature. Before isothermal process, the coiling cooling speed is about 0.1–0.3 °C/s. And after that, air cooling rate is about 5–8 °C/s. The processing parameters are shown in Table 2, mainly including different finish rolling temperatures and coiling temperatures. The coiling temperature was accurately controlled by laminar cooling equipment based on recording the thermocouple, and then the material was placed in an asbestos insulation tank to simulate the coiling process in industrial production. Additionally, CCT curves of the three steels were measured using a TA Instruments DIL805A/D dilatometer. The processes are shown in Fig. 1b. The temperature was raised to 1000 °C with a heating rate of 20 °C/s, held for 10 s, cooled to 900 °C at a cooling rate of 10 °C/s, and finally cooled to 200 °C at 0.3, 1, 5, 10, 20, 50 and 80 °C/s to obtain CCT curves.

Processes for direct-quench hot rolled steels (a) and CCT curve testing (b)
The samples of the direct-quench hot rolled steels were mechanically polished and etched by 2 vol.% Nital solution. Then, the microstructure of the samples was observed using a JEOLJXA-8530F field emission electron scanning microscope. The transmission electron microscopy (TEM) samples were prepared by mechanically thinning down to 50 μm and twin-jet thinning by the solution of 10% perchloric acid and 90% ethanol (vol.%). TEM samples were analyzed by TEM (Tecnai G2 F20) with energy dispersive spectroscopy (EDS). Regarding the traditional mechanical properties, ASTM E8 A50 standard was adopted for the tensile samples, and GB/T 229-2007 standard was adopted for the impact samples. The phase diagrams were calculated by Thermo-Calc software with TCFE9 database.
3 Results
3.1 CCT diagrams
As well-known, tempering can help to obtain high strength through precipitation strengthening. Additionally, with the carbon partition to the retained austenite, ductility can be maintained. Tempering can also help to change fresh martensite to tempered martensite, which is beneficial for both ductility and toughness. This means that brittle martensite would be produced probably without quenching and tempering. In addition, without a large amount of precipitation, the strength can also be relatively low. With these considerations, bainite was the main consideration for the direct-quench hot rolled steels designed in this research. Based on previous studies on nanobainite [32, 33] and carbon-free bainite steels [34], bainite can improve both strength and toughness. Therefore, bainite could be a better choice for direct-quench hot rolled steels to partly cover the effect of nontempering. Additionally, the coiling temperature should be carefully designed to obtain a large number of fine precipitates. To obtain bainite and reasonably design the coiling process, CCT of the three direct-quench hot rolled steels was tested, as shown in Fig. 2. CCT curve of NQT steel clearly showed three regions: martensite, bainite and ferrite. The region of bainite for NQT steel mainly occurred at cooling rates (CR) of 1–10 °C/s (Fig. 2a). Compared with NQT steel, NQT-Mo steel significantly increased the region of bainite from 1–10 to 1–20 °C/s (Fig. 2b). Additionally, with the effect of Mo, the ferrite region increased. For NQT-CrMo steel, the region of bainite was also 1–20 °C/s, the same as NQT-Mo steel (Fig. 2c). However, with the combined effect of both Cr and Mo, the ferrite region was significantly decreased, which was an unusual result. This result probably occurred because of the effect of Mn. Because ferrite was not the main phase formed during the process used in this research, it will not be further discussed. In summary, all three direct-quench hot rolled steels had a relatively appropriate cooling rate region for bainite. Additionally, to obtain low-temperature bainite, the coiling temperature should be set in the region of bainite. Therefore, the reference coiling temperature for all the direct-quench hot rolled steels was designed in the range of 400–500 °C (460 °C).

CCT curves of direct-quench hot rolled steels. a NQT steel; b NQT-Mo steel; c NQT-CrMo steel
3.2 Microstructure observations
The microstructure observation results for the direct-quench hot rolled steels with a coiling temperature of 460 °C are shown in Fig. 3. It was difficult to clearly distinguish martensite and bainite by scanning electron microscopy (SEM). Therefore, only a qualitative analysis could be made, which showed that the main microstructure of NQT steels included lower bainite (LB), granular bainite (GB), retained austenite (RA) and probably martensite (Fig. 3a). Compared with NQT steel, NQT-Mo steel did not show the typical morphology of LB, but the style of bainite was mainly GB (Fig. 3b). However, it was interesting that more LB formed in NQT-CrMo steel (Fig. 3c) than in NQT-Mo or NQT steel. This result meant that the effect of the bainite morphology was probably determined by the combination of both the composition and finish rolling temperature. Additionally, compared with traditional quenched and tempered steels, the phases were completely different in the direct-quench hot rolled steels. With the micro-adjustment of Cr and Mo combined with TMCP, the matrix of the steels contained a large amount of bainite instead of martensite. This result was basically consistent with the design ideas of the direct-quench hot rolled steels. Additionally, for the size of the matrix, both NQT-Mo and NQT-CrMo steels were relatively finer than NQT steel according to SEM observations. This result probably occurred because of the difference in the finish rolling temperature, but the mechanism should be further discussed in depth in the future.

SEM observations of direct-quench hot rolled steels with coiling temperature at 460 °C. a NQT steel; b NQT-Mo steel; c NQT-CrMo steel
3.3 Mechanical properties
The tensile properties of the direct-quench hot rolled steels with coiling temperature at 460 °C are shown in Fig. 4. It was clear that the yield strength of all three direct-quench hot rolled steels was higher than 800 MPa, which was better than those of traditional quenched and tempered steels. This result meant that the idea of direct-quench hot rolled steels based on bainite was reasonable and had sufficient competitiveness compared with traditional quenched and tempered steels. NQT-CrMo steel obtained the highest strength without much loss of total elongation and showed a better comprehensive mechanical response. This result meant that Mo and Cr microalloying was useful for the design of direct-quench hot rolled steels. Additionally, it is worth noting that NQT-CrMo steel mainly with LB showed the highest strength. NQT-Mo steel mainly with GB showed the lowest strength, although this material had a relatively finer matrix than NQT-CrMo steel. At the same time, the strength of NQT steel with both LB and GB was between those of NQT-Mo and NQT-CrMo steels. These results meant that in the system of direct-quench hot rolled steels, the morphology of bainite probably had a larger effect than the size of phases on the strength improvement. In addition, LB played a better role on strength enhancement than GB. Also, the yield/tensile strength ratios of NQT, NQT-Cr and NQT-CrMo steels were 0.79, 0.82 and 0.80, respectively, which were nearly the same. This result meant that the morphology of bainite could affect both the yield strength and tensile strength without a significant change in the yield/tensile strength ratio.

Tensile properties of direct-quench hot rolled steels with coiling temperature at 460 °C
The hardness (HV) of the direct-quench hot rolled steels with coiling temperature at 460 °C is shown in Table 3. It was clear that the hardness results had trends basically similar to those of the strength results. NQT-CrMo steel showed the highest hardness, and NQT-Mo steel showed the lowest hardness. These results were consistent with the traditional theory that the strength of metal materials is usually proportional to the hardness. However, it is worth noting that the yield strength/hardness ratios for the three direct-quench hot rolled steels were not the same. Interestingly, NQT-CrMo steel had the highest hardness/strength but the lowest yield strength/hardness ratio. Also, NQT-Mo steel, which showed the lowest hardness/strength, obtained the highest yield strength/hardness ratio. Therefore, it was reasonable to consider that for direct-quench hot rolled steels, LB could increase both strength and hardness better than GB. However, the morphology of bainite might have a more significant effect on strength than hardness, leading to the different trends of strength and yield strength/hardness ratio.
3.4 Low temperature impact toughness analysis
Figure 5 shows the impact toughness and ductile–brittle transition temperature (DBTT) fitting curve of the direct-quench hot rolled steels. DBTT of the three hot rolled steels was nearly the same (approximately − 15.5 °C). The results showed that compared with NQT and NQT-CrMo steels, NQT-Mo steel had a relatively higher impact toughness at room temperature, which was similar to the results of total elongation. The toughness and ductility usually had a positive correlation. However, it was interesting that the trend was different at relatively low temperatures. At − 40 °C, NQT-Mo steel had the lowest impact toughness. This result meant that the critical microstructure units for room temperature and low temperature impact toughness were probably not the same, which required further characterization and analysis. This is further discussed in Sect. 4.2. Figure 6 shows the fracture morphology of direct-quench hot rolled steels at both 20 and − 40 °C. When the experimental temperature was 20 °C, the fracture morphology was dominated by dimples, which indicated ductile fracture (Fig. 6a). In the experiment at − 40 °C, the fracture morphology was fluvial, which is a kind of cleavage fracture. This result indicated that the direct-quench hot rolled steels had ductile brittle transitions in the temperature range of − 40 to 20 °C (Fig. 6b).

Impact toughness of direct-quench hot rolled steels. a KV fitting curve; b DBTT fitting curve

Fracture morphology of direct-quench hot rolled steels at 20 °C (a) and − 40 °C (b)
4 Discussion
4.1 Effect of coiling temperature on tensile properties
To further optimize the process of direct-quench hot rolled steels, the effect of coiling temperature on the tensile properties was tested in NQT and NQT-Mo steels. The testing results are shown in Fig. 7. For NQT steel, with increasing coiling temperature, the strength continuously decreased (Fig. 7a). However, for NQT-Mo steel, with increasing coiling temperature, both the yield and tensile strength first decreased and then increased (Fig. 7b). The mechanism of this phenomenon is still ambiguous and requires further analysis of the microstructure evolution, phase fraction and bainite morphology changes. However, it was clear that for both NQT steel and NQT-Mo steel, a relatively lower coiling temperature could increase the strength of these steels. However, the coiling temperature would not be lower than 400 °C because temperatures lower than 400 °C could probably inhibit the formation of bainite based on CCT curves. Additionally, it was significant that for all the processes with different coiling temperatures, the strength and ductility remained incompatible. This result meant that decreasing the coiling temperature could help to tailor the strength of the direct-quench hot rolled steels but at the expense of ductility, and the strength-ductility balance would not significantly change.

Tensile properties of direct-quench hot rolled steels with effect of coiling temperature. a NQT steel; b NQT-Mo steel
4.2 Precipitation analysis
To further analyse the precipitation, the phase diagram of the three direct-quench hot rolled steels was calculated. The calculation results are shown in Fig. 8. Figure 8a shows the phase diagram of NQT steel. It clearly showed that the main phases of the direct-quench hot rolled steels included body-centered cubic (BCC) phases as the matrix and various carbides. Figure 8b magnifies the precipitation region of the phase diagram. The phase lines of 3–7 represent different carbides. Line 3 represents face-centered cubic (FCC) precipitates formed by V and C (VC), line 4 represents FCC precipitates formed by Ti, C and N (TiX), line 5 represents M23C6 precipitates formed by Cr, Mn and C, line 6 represents M7C3 precipitates formed by Cr and C (Cr7C3), and line 7 represents M23C6 precipitates formed by Cr and C (Cr23C6). Figure 8c shows the precipitation region of the phase diagram for NQT-Mo steel. It was clear that with increasing Mo content, the formation temperature of Cr23C6 decreased. Therefore, the content of Cr23C6 could probably decrease, which could slightly affect precipitation strengthening during coiling. Moreover, most M23C6 precipitates would probably form at the grain boundary. Therefore, the decreased content of precipitates at the grain boundary would benefit the ductility and toughness of the steels. This analysis was consistent with both the total elongation and impact toughness testing results. Figure 8d shows the precipitation region of the phase diagram for NQT-CrMo steel. Similar to the analysis of NQT-Mo steel, the increase in Cr could lead to an increase in the formation temperature of Cr23C6. Then, the increased content of precipitates at the grain boundary would lead to a decrease in both the ductility and toughness of the steels, which was also consistent with both the total elongation and impact toughness testing results mentioned before. However, for the low temperature impact toughness, as the crack propagation developed inside the grain, the morphology of bainite would be a more critical factor than the grain boundary precipitate. It was also the probable reason that the strength, which was mainly controlled by the morphology of bainite, had a trend similar to that of the low temperature impact toughness. Therefore, the difference in ductility and toughness for the direct-quench hot rolled steels at room temperature could be partly attributed to the change in Cr23C6 content. In addition, the strength and low temperature impact toughness were probably determined by the morphology of bainite. In order to provide more evidences for the analysis by Thermo-Calc calculation, microstructure, especially precipitates of NQT steel, is observed by TEM as shown in Fig. 9. From Fig. 9a, it is clear that the martensite laths are relatively thin which is good for the strength of the steel based on grain refinement effect. Also, for carbides, both M23C6 (Fig. 9b) and MX (Fig. 9c) are found. Moreover, based on the results of EDS, the main alloying elements for MX were Ti with certain amount of V. Thus, all TEM observation results of carbides are basically consistent with the Thermo-Calc calculation, which proves that the analysis by Thermo-Calc calculation in Fig. 8 is basically reasonable.

Calculated phase diagrams of direct-quench hot rolled steels. a Phase diagram for NQT steel; b precipitation region of NQT steel; c precipitation region of NQT-Mo steel; d precipitation region of NQT-CrMo steel

Micro analysis of TEM observation. a Structure observation image; b M23C6; c MX; d EDS analysis of precipitate
Additionally, for the analysis of precipitation, not only the equilibrium phase fraction but also the kinetics should be considered. Figure 10 shows the calculation results of the coarsening rate of M23C6 for direct-quench hot rolled steels. These results were calculated by Thermo-Calc software (TCFE9 database) and based on Lee’s model, which is based on the classic Lifshiz–Slyozov–Wanger (LSW) theory. According to the results, the coarsening rate of M23C6 for the three direct-quench hot rolled steels was nearly the same at a relatively low temperature range (< 530 °C). This result meant that the coarsening rate probably had little effect on the precipitation behavior during the coiling process used in this research. In addition, the equilibrium phase fraction based on the phase diagram could be mainly considered for the effect of the precipitation. However, it is worth noting that the coarsening rate of the direct-quench hot rolled steels showed clear differences in the relatively high temperature range (> 530 °C). Interestingly, NQT-CrMo steel had the lowest coarsening rate of M23C6 compared to the other two direct-quench hot rolled steels. This result meant that although the coiled NQT-CrMo steel probably had poor ductility/toughness due to the effect of M23C6, the situation would be quite different for quenching and tempering processes. For NQT-CrMo steel, the relatively lower coarsening rate of M23C6 would prevent the formation of a large number of M23C6 at the grain boundary during tempering at temperatures higher than 530 °C. It would help NQT-CrMo steel to obtain better ductility/toughness than NQT-Mo or NQT steels if quenching and tempering processes were used for all three steels. It is worth to be noticed that M23C6 was formed at the boundary of the martensite laths. Also, it is not a unique phenomenon only in this kind of steels, but a common result which was often found in other steels like 9Cr heat resistant steels [35, 36], low activation steels [37, 38], etc. Also, it is well accepted that carbides formed at the phase boundary [39], especially martensite lath boundary, could probably weak the interfacial bonding force and make the phase boundary as the site of crack initiation. Therefore, M23C6 formed at the boundary of the martensite laths in this study was probably one of the critical factor affecting the impact toughness.

Calculation results of coarsening rate of M23C6 for direct-quench hot rolled steels
5 Conclusions
-
1.
Three direct-quench hot rolled steels with different Mo and Cr contents were fabricated. In the rolling and coiling process, all the newly designed steels obtained high strength (up to 1000 MPa for tensile strength) and appropriate ductility and toughness.
-
2.
The most critical factor for the strength and low temperature impact toughness of the designed direct-quench hot rolled steels was probably the morphology of the bainite, instead of the phase size. Compared with GB, LB was better for both strength and low temperature impact toughness. The main microstructure factor for the ductility and impact toughness at room temperature was probably the grain boundary precipitation (Cr23C6).
-
3.
The strength of the direct-quench hot rolled steels could be tailored by the coiling temperature. A relatively low coiling temperature was beneficial to the strength for NQT steel but at the expense of ductility. The coiling temperature could hardly lead to a significant change in the strength-ductility balance.
References
J.W. Lei, K.M. Wu, Y. Li, T.P. Hou, X. Xie, R.D.K. Misra, J. Iron Steel Res. Int. 26 (2019) 1117–1125.
F. Han, Y. Wang, L.L. Niu, J. Iron Steel Res. Int. 26 (2019) 1178–1187.
X.H. Chen, P.Z. Zhang, D.D. Wei, X. Huang, F. Ding, F.K. Li, X.J. Dai, Z.Z. Wang, J. Iron Steel Res. Int. 26 (2019) 1106–1116.
X.Y. Chai, G. Chen, F. Chai, T. Pan, Z.G. Yang, C.F. Yang, J. Iron Steel Res. Int. 26 (2019) 1126–1136.
C. Wang, C. Zhang, Z. Yang, J. Su, Y. Weng, Acta Metall. Sin. 53 (2017) 175–182.
H.K. Danielsen, Mater. Sci. Technol. 32 (2016) 126–137.
J. Liu, J. Li, X. Cheng, H. Wang, J. Mater. Sci. Technol. 34 (2018) 643–652.
T. Wu, M. Yan, D. Zeng, J. Xu, C. Sun, C. Yu, W. Ke, J. Mater. Sci. Technol. 31 (2015) 413–422.
X. Zhou, C. Liu, L. Yu, Y. Liu, H. Li, J. Mater. Sci. Technol. 31 (2015) 235–242.
C. Wang, C. Zhang, Z. Yang, J. Su, Y. Weng, Mater. Sci. Eng. A 669 (2016) 312–317.
F. Hou, Y. Bai, A. Shibata, N. Tsuji, Mater. Sci. Technol. 35 (2019) 2101–2108.
A. Inam, Y. Imtiaz, M.A. Hafeez, S. Munir, Z. Ali, M. Ishtiaq, M.H. Hassan, A. Maqbool, W. Haider, Mater. Res. Express 6 (2019) 126509.
P. Köhnen, M. Létang, M. Voshage, J.H. Schleifenbaum, C. Haase, Addit. Manuf. 30 (2019) 100914.
V. Vijayan, S.P. Murugan, S.G. Son, Y.D. Park, J. Mater. Eng. Perform. 28 (2019) 7514–7526.
G.B. Olson, Acta Mater. 61 (2013) 771–781.
F. Liu, X. Lin, J. Shi, Y. Zhang, P. Bian, X. Li, Y. Hu, Addit. Manuf. 29 (2019) 100795.
S. Chen, C. Wang, L. Shan, Y. Li, X. Zhao, W. Xu, Metall. Mater. Trans. A 50 (2019) 4037–4046.
S. Chen, G.Z. Wang, C. Liu, C.C. Wang, X.M. Zhao, W. Xu, J. Iron Steel Res. Int. 24 (2017) 1095–1103.
J. Cao, J. Jin, L. Wang, S. Li, Y. Zong, Model. Simul. Mater. Sci. Eng. 27 (2019) 085002.
Y. Deng, H. Di, R.D.K. Misra, Metall. Res. Technol. 116 (2019) 639.
T. Kang, Z. Zhao, J. Liang, J. Guo, Y. Zhao, Mater. Sci. Eng. A 771 (2020) 138584.
Z. Wang, M.X. Huang, Metall. Mater. Trans. A 50 (2019) 5650–5655.
Q. Zhang, X. Lin, J. Liu, S. Hu, Acta Metall. Sin. 55 (2019) 1569–1580.
A. Banis, E. Hernandez Duran, V. Bliznuk, I. Sabirov, R.H. Petrov, S. Papaefthymiou, Metals 9 (2019) 877.
M.F. Buchely, D.M. Field, D.C. Van Aken, Metall. Materi. Trans. B 50 (2019) 1180–1192.
P. Costa, G. Altamirano, A. Salinas, D.S. González-González, F. Goodwin, Metals 9 (2019) 703.
S. Kaar, D. Krizan, R. Schneider, C. Béal, C. Sommitsch, Metals 9 (2019) 1122.
H. Rezayat, H. Ghassemi-Armaki, S.P. Bhat, S. Sriram, S.S. Babu, J. Mater. Sci. 54 (2019) 5825–5843.
Y. Zhang, H. Han, L. Miao, H. Zhang, J. Li, Mater. Charact. 60 (2009) 953–956.
Z. Jiang, P. Wang, D. Li, Y. Li, Mater. Sci. Eng. A 742 (2019) 540–552.
Y. Wang, S. Hu, Y. Li, G. Cheng, Int. J. Hydrogen Energy 44 (2019) 29017–29026.
Z. Song, S. Zhao, T. Jiang, J. Sun, Y. Wang, X. Zhang, H. Liu, Y. Liu, Metals 12 (2019) 1618.
J. Zhao, F. Zhang, B. Lv, Z. Yang, C. Chen, X. Long, X. Zhao, C. Chu, Mater. Sci. Eng. A 751 (2019) 80–89.
W.F. Zhang, W. Sha, W. Yan, W. Wang, Y.Y. Shan, K. Yang, Mater. Sci. Eng. A 604 (2014) 207–214.
J. Li, C. Zhang, B. Jiang, L. Zhou, Y. Liu, J. Alloy. Compd. 685 (2016) 248–257.
J. Li, T. He, P. Zhang, L. Cheng, L. Wang, Mater. Charact. 159 (2020) 110025.
J.Y. Choi, J. Moon, B.H. Kim, J.H. Jang, T.H. Lee, H.U. Hong, C.H. Lee, N.H. Kang, J. Nucl. Mater. 528 (2020) 151862.
C. Wang, C. Zhang, J. Zhao, Z. Yang, W. Liu, Mater. Sci. Eng. A 682 (2017) 563–568.
C. Wang, J. Wang, Y. Li, C. Zhang, W. Xu, Nucl. Eng. Technol. 51 (2019) 221–227.
Acknowledgements
The research was financially supported by the National Natural Science Foundation of China (Grant Nos. 51722101 and U1808208) and National Key Research and Development Program (Grant Nos. 2017YFB0304402 and 2017YFB0703001) and greatly acknowledged the financial support provided by the Joint Project of Benxi Iron and Steel Group Co., (KJB2016004).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Zhang, Q., Ren, D., Liu, Zp. et al. Composition and processing of direct-quench hot rolled steels with ultrahigh strength exceeding GPa. J. Iron Steel Res. Int. 28, 703–712 (2021). https://doi.org/10.1007/s42243-020-00518-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42243-020-00518-6