
Abstract
The evolution of microstructure, reverse martensitic transformation and the correlated influence on shape memory effect was investigated in as-cast and directionally solidified dual-phase NiMnGaTb alloys. The directionally solidified alloys exhibit single-crystal microstructure, preferred dendrite microstructure, and mussy dendrite microstructure in the specimens grown at a withdrawal rate (v) of 10, 50 and 200, and 1000 μm/s, respectively. The precipitates dispersively distribute in the martensite matrix for the directionally solidified alloys. With the refined grains and particle precipitates, the reverse martensitic transformation gradually shifts to lower temperatures and the temperature span is significantly broadened. The directional solidification technology can effectively enhance the strains recovered due to shape memory effect (εsme) and decrease the compressive stress required to trigger the reorientation of twins (σ) via the realization of preferred orientation, while the maximal εsme and minimum σ can reach 4.96% and 14 MPa in v = 10 μm/s specimens, respectively. The formation of dendrite morphology degrades the shape memory strain, and εsme decreases with the growth of secondary dendritic arms.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Magneto-elastic materials represented by ferromagnetic shape memory alloys (FSMAs) and magnetostrictive materials have been extensively studied because of the excellent magnetostrain effect triggered by applying and removing external magnetic field [1,2,3,4]. This particular advantage compared with the conventional shape memory alloys allows them to work under high-frequency alternating magnetic field, and thus, some advanced transducers and vibration harvesting devices have been fabricated based on these new materials [5,6,7,8,9]. As for the mentioned two types of magneto-elastic materials, FSMAs have attracted more attention due to the larger shape memory strain and more abundant physical effects [10,11,12,13,14,15,16]. However, compared with the conventional NiTi alloys, the weak cohesion of the grain boundaries in the representative FSMA of NiMnGa alloys leads to the intrinsic brittleness. Therefore, the polycrystals are easily cracked under quite large compressive deformation, so the shape memory strain is unable to recover after heat treatment [17]. Previous investigations have revealed that slight addition of rare earth (RE) can significantly improve the ductility because of the formation of RE-rich precipitates [18,19,20,21,22,23,24,25,26,27]. The compressive strength of the polycrystals increases from ~ 400 MPa for ternary alloy to over 1000 MPa for Tb-doped alloy, and the compressive strain is improved from ~ 10 to ~ 20%. Simultaneously, the martensitic transformation and magnetic transition in the alloys are unaffected. This significant enhancement provides the opportunity for NiMnGaTb alloys to bear larger compressive pre-strains.
According to previous study, the optimal addition concentration of Tb is proved to be ~ 0.2 at.% [17, 19]. Both of the mechanical properties and the shape memory effect (SME) are significantly degraded when Tb content is higher or lower than this optimal value. Although sizable shape memory strain of 2.68% can be achieved when the pre-strain is 8% for 0.2 at.% Tb–doped NiMnGa alloy, this value is still away from ideal. Sui et al. [25] utilized thermomechanical training to enhance the shape memory strain slightly, but still limited methods can effectively reach the target. Therefore, the acquisition of better shape memory performance is still needed in the alloys, and preparing single-crystal or oriented crystals may benefit it.
In this work, the directional solidification technology with different crystal growth rates was employed to prepare Ni50Mn29Ga20.8Tb0.2 rods, and the as-cast alloy with the same chemical composition was prepared for the contrast. The effect of directional solidification on the microstructures, crystal orientation, martensitic transformation and shape memory effect was investigated in Tb-doped quaternary alloys. Excellent shape memory effect was obtained in the directionally solidified Ni50Mn29Ga20.8Tb0.2 rod with optimized solidification microstructures.
2 Experimental
High-purity starting elements nickel, manganese, gallium and terbium were arc-melted for the preparation of Ni50Mn29Ga20.8Tb0.2 master ingots. Every ingot was re-melted four times to ensure homogeneity. Subsequently, the ingots were cast in a chilled copper mold to obtain master rods with the diameter of 7 mm. In order to prevent the burning loss during the smelting process, Ga and Tb elements were weighed for 2% excess and fully covered by the sheet iron in copper crucible. Directional solidification technology was carried out with the water-cooled stage pulling downward at a withdrawal rate of 10, 50, 200 and 1000 μm/s, respectively.
The micromorphologies were characterized by optical metallographic microscopy and electron probe microanalysis. The room-temperature phase structure and crystal orientation were characterized by X-ray diffraction (XRD) with Cu Kα radiation. The detailed morphologies were observed by transmission electron microscopy (TEM). The reverse martensitic transformation was determined by differential scanning calorimetry (DSC) measurements with the heating rate of 10 °C/min. The shape memory effect of all the alloys was tested at room temperature with the compression direction perpendicular to the undersurface of the columns, and the deformation rate was 0.02 mm/min. After unloading, the samples were heated to 200 °C for 10 min in order to recover the strains at the temperature significantly higher than the reverse martensitic transformation temperature. The heights of the samples were measured before loading (l0), after unloading (l1) and after heating (l2) by a vernier caliper with an accuracy of 0.02 mm, respectively. The pre-strain was defined as εpre = Δl/l0, where Δl represents the displacement of the crosshead. The strains which was recovered due to SME (εsme) were calculated as (l2 − l1)/l0 × 100%.
3 Results and discussion
Figure 1 shows the microstructure of the as-cast Ni50Mn29Ga20.8Tb0.2 alloy under the optical microscope (Fig. 1a) and electron microscope (Fig. 1b), respectively. The twin structure observed in Fig. 1a proves that the matrix is martensite at room temperature, so the martensitic transformation temperature is higher than room temperature. Besides, some black points and lines can be seen in Fig. 1a, corresponding to the white phase in Fig. 1b. Based on previous studies, they are confirmed to be Tb-rich precipitates [17, 19]. This means that Tb-rich precipitates dispersively distribute in the grains and continuously along the grain boundaries in the as-cast alloys. XRD pattern of the as-cast alloy indicates that the martensite phase is a non-modulated martensite at room temperature as shown in Fig. 1c, and no preferred crystal orientation is observed. Moreover, some additional diffraction peaks can be seen in XRD pattern, which should be derived from Tb-rich precipitates.

Optical morphology (a), backscattered electron image (b) and room-temperature XRD pattern (c) of as-cast Ni50Mn29Ga20.8Tb0.2 alloy
When the directional solidification technology is performed to Ni50Mn29Ga20.8Tb0.2 alloy, the microstructure and preferred crystal orientation vary significantly with the increasing withdrawal rate. Figure 2a–c shows the backscattered electron (BSE) images of the cross section surface and longitudinal section surface, and the room-temperature XRD pattern of the rod grown at the withdrawal rate of v = 10 μm/s, respectively. No grain boundaries can be seen on the cross section surface and longitudinal section surface, which illustrates that the rod may exhibit single-crystal morphology. Compared with the as-cast alloys with the same chemical composition, the distribution of Tb-rich precipitates transforms to be completely dispersive in the directionally solidified specimen, and Tb-rich precipitates exist as particles in the matrix. Moreover, the room-temperature XRD pattern with X-ray focusing on the cross section surface suggests [100] preferred orientation of this specimen because the intensities of other diffraction peaks are very weak. These results indicate that the crystal grows stably during the directional solidification process, the misoriented grains are wept out and the main grain with the [100] preferred orientation is reserved. Therefore, the solid–liquid interface should be planar or convex in this condition.

BSE images of cross section surface (a) and longitudinal section surface (b) and room-temperature XRD pattern (c) of Ni50Mn29Ga20.8Tb0.2 grown at 10 μm/s
When the withdrawal rate increases to 50 and 200 μm/s, the dendrite morphologies appear in the rods, as shown in Fig. 3a, b, d, e. Obvious secondary dendrite arms can be seen, as shown in the enlarged figure shown in the inset of Fig. 3b, in which two pairs of secondary dendrite arms are formed along each primary dendrite arm. As is shown, the formation of secondary dendrite arms is attributed to the instability on the side walls of the cellular grains. That is to say, the instability of the side walls of the cellular grains has occurred under these conditions. Even so, the primary dendrite arm is still parallel to the withdrawal direction, indicating the stable growth of the dendrites. When the withdrawal rate further increases to 1000 μm/s, serious wall nucleation appears in the specimen, and the direction of the primary dendrite arm is mussy as proved by the optical figures of the cross section surface shown in Fig. 3g, h. Besides, for the specimens grown at the rates of 50, 200 and 1000 μm/s, Tb-rich precipitates keep the shape of particles and dispersively distribute in the matrix. Therefore, all of the as-cast and directionally solidified specimens possess dual-phase structure containing non-modulated martensite matrix and Tb-rich precipitates. It is also observed that the size of Tb-rich precipitates varies when changing the growth rate (see Fig. 3c, f, i), and the reason may be as follows. The melting temperature of the precipitates is lower than that of the matrix NiMnGa intermetallic. Therefore, the precipitates are formed in the space among the columnar grains or the dendritic grains during the directional solidification process. Therefore, the increasing growth rate leads to smaller space for the growth of Tb-rich precipitates, resulting in the smaller size of them.

Optical morphologies and BSEs of Ni50Mn29Ga20.8Tb0.2 alloy grown at 50 μm/s (a–c), 200 μm/s (d–f) and 1000 μm/s (g–i)
Detailed morphologies of the dual-phase alloys are analyzed by TEM images, as shown in Fig. 4. The martensite phase exhibits clear lath-shape morphology. Some hair-like structures can be observed in each lath, as marked by the yellow arrows, and they have been proved as nano-twins [17]. For the as-cast alloy, partial Tb-rich precipitates continuously distribute along the grain boundaries, as shown in Fig. 4b. The thickness of the continuous precipitates is ~ 350 nm. After directional solidification process, granular precipitates are formed instead of the continuous precipitates, as shown in Fig. 4c. The average size of the particles is 2–3 μm. Besides, the lath-shape structure is still quite clear around the continuous and granular precipitates, indicating that the formation of precipitates does not affect the structure of martensite phase, and the completeness of martensite phase remains good. Therefore, the martensitic transformation may be maintained despite the shape change of the precipitates. The crystal structure of Tb-rich precipitates has been analyzed by the selected area electron diffraction (SAED) patterns with the incident electron beam tilted to \( \left[ {01\overline{1} 0} \right] \), \( \left[ {1\overline{2} 1\overline{3} } \right] \) and \( \left[ {2\bar{1}\bar{1}0} \right] \), respectively, as shown in Fig. 4d–f. SAED images confirm a hexagonal structure similar to that of RNi4Ga (R = Sm, Gd, Tb) alloys [28]. A rough calculation of the lattice parameters is a ≈ 0.509(4) nm and c ≈ 0.417(2) nm. The lack of slip systems of the hexagonal structure for the precipitates leads to the significant brittleness of them, so a large amount of the precipitates will significantly deteriorate the ductility. The particulate precipitates can enhance the grain boundaries with lower adhesion, resulting in the improved shape memory effect.

Bright-field TEM images of as-cast Ni50Mn29Ga20.8Tb0.2 alloy (a, c) and Ni50Mn29Ga20.8Tb0.2 alloy (e) grown at 50 μm/s. b, d, f are SAED patterns with the incident electron beam tilted to \( \left[ {01\overline{1} 0} \right] \), \( \left[ {1\overline{2} 1\overline{3} } \right] \) and \( \left[ {2\overline{1}\,\overline{1} 0} \right] \), respectively
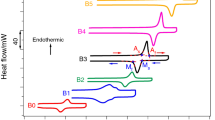
Figure 5 shows the reverse martensitic transformation behavior from the low-temperature martensite phase to the high-temperature austenite phase. For all the as-cast and as-directionally solidified alloys, reverse martensitic transformation is detected as shown by the endothermic peaks during heating process. The anomalous variation tendency of reverse martensitic transformation temperature (TM, which is chosen to be DSC peak temperature here) and transformation temperature span (TS) is observed here. TM gradually decreases from 51.6 °C for the as-cast alloy to 48.7 °C for the alloy grown at 10 μm/s, subsequently to 45.0 °C for the alloy grown at 50 μm/s, and finally to 37.5 °C for the alloy grown at 1000 μm/s. Simultaneously, the endothermic peak slightly shrinks from the as-cast alloy to the alloy grown at 10 μm/s. Subsequently, the peak monotonously broadens with the increasing withdrawal rate, from 5 °C for the alloy grown at 10 μm/s to 37.1 °C for the alloy grown at 1000 μm/s.

Heating DSC curves of as-cast and directionally solidified Ni50Mn29Ga20.8Tb0.2 alloys (a) and summary of TM and TS (b)
Since the initial atomic ratios remain the same for all the rods and energy dispersive spectroscopy analysis has confirmed that the composition remains unchanged after directional solidification process, the evolution of solidification microstructure should give rise to the variation in characteristic temperatures of reverse martensitic transformation. Many investigations have revealed that the martensitic transformation temperature can be significantly shifted by the grain size, and the grain refinement generally leads to the decrease in TM [29, 30]. Therefore, the refinement in the solidification microstructures from the micro-sized grains to the dendrites contributes to the reduction of TM in the series of NiMnGaTb alloys. Furthermore, the enlargement in TS is related to the grain refinement to some extent, because the grain boundaries provide some resistance in the motion of twin boundaries. More importantly, the size of precipitates plays a key role in the broadening of reverse martensitic transformation. It has been proved that the decreasing size of the precipitates can significantly broaden TS by regulating the matrix–precipitate interface. The coherent or semi-coherent interface could induce lattice distortion around the precipitates, forming local internal stress field. This results in the shift of martensitic transformation temperature in local regions with different intensities of local stress field, and thus, the transformation span is broadened [30]. For the Bridgman directional solidification technology, the temperature gradient does not change much when the heat preservation temperature remains the same. Therefore, the cooling rate is proportional to the withdrawal rate, and increasing withdrawal rate leads to larger cooling rate, resulting in the decreasing size and higher density of granular precipitates, as proved by BSE figures shown in Fig. 3. Even though the martensitic transformation temperature is decreased and the span is broadened, the martensitic transformation is still reserved despite the evolution of the solidification microstructure. Therefore, the temperature of 10 °C is selected to measure the shape memory effect since the matrix of all the specimens should be martensite phase at this temperature.
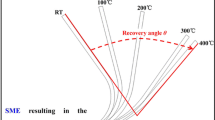
The shape memory effects of all the alloys are determined by compression tests. The pre-strains of 2, 4, 6 and 8% are, respectively, applied to each specimen, and the corresponding stress–strain curves are exhibited in Fig. 6. The dotted lines represent the recovery strain after heating at 200 °C for 10 min. The curve consists of three parts, the residual strain which recovers after unloading (εr, part I), shape memory strain which recovers after heating (εsme, part II) and permanent strain which keeps unrecovered after heating (εp, part III). Among the three parameters (εr, εsme and εp), εsme is a key parameter to evaluate the shape memory effect of the alloys, so εsme of as-cast and as-directionally solidified Ni50Mn29Ga20.8Tb0.2 alloys has been investigated; the results are summarized in Table 1, and the evolution of εsme under different εpre for the specimens is exhibited in Fig. 6f. For the isotropic as-cast alloy, εsme gradually increases from 1.33% under the pre-strain of 2–3.92% under the pre-strain of 8%. Compared with the ternary NiMnGa as-cast alloy with similar atomic percentages, the value of εsme of the dual-phase alloy is a bit lower than that of the single-phase alloy under the same εpre. However, when the pre-strain exceeds 6%, the single-phase samples were thoroughly broken after heat treatment due to the strong intrinsic brittleness of the single-phase NiMnGa alloys. The dual-phase microstructure derived from Tb doping significantly increases the ductility of the alloys and allows their operation under larger pre-strain conditions. Moreover, the compressive stress required to trigger the reorientation of twins (marked as σ) in the as-cast specimen is about 89 MPa, as marked in Fig. 6a. For the directionally solidified alloys, even though the distribution of precipitates transforms to be dispersive, the ductilities of the specimens are still sufficient to undertake the pre-strain as large as 8%. And εsme generally exhibits a decreasing tendency with the increasing withdrawal rate. When the withdrawal rate is 10 μm/s, εsme is significantly improved compared with that of the as-cast alloy, and the largest shape memory strain can achieve 4.96% under εpre of 8%. Besides, σ is only 14 MPa according to the stress–strain curves. This should be attributed to the single-crystal structure, i.e., the absence of grain boundaries allows the twins re-orient to the same direction under external stress, and the stress required to trigger the twin re-orientation is lower because of the weakening of stress dispersion by the grain boundaries. When the withdrawal rate increases to 50 and 200 μm/s, εpre is lower than that in v = 10 μm/s specimens but is still considerable. σ is ~ 48 MPa for both alloys due to the same preferred orientation, but εsme is degraded in v = 200 μm/s specimens because of the longer secondary dendritic arms. When the withdrawal rate further increases to 1000 μm/s, εsme is seriously degraded due to the mussy dendrite morphology, and σ is simultaneously increased to ~ 76 MPa which is close to that in the as-cast alloy, indicating the loss of preferred orientation in this specimen. Results above indicate that the directional solidification technology can effectively enhance εsme and decrease σ via the realization of preferred orientation, and the maximal εsme and minimum σ can reach 4.96% and 14 MPa, respectively. The formation of dendrite morphology degrades the shape memory strain, and εsme decreases with the growth of secondary dendritic arms.

Compressive stress–strain curves under pre-strain of 2%, 4%, 6% and 8% for as-cast (a) and directionally solidified (b–e) Ni50Mn29Ga20.8Tb0.2 alloys and summary of shape memory strain (f)
4 Conclusion
Different microstructures containing single-crystal microstructure, preferred dendrite microstructure and mussy dendrite microstructure were obtained in directionally-solidified NiMnGaTb alloys via regulating the withdrawal rate. The precipitates dispersively distribute in the martensite matrix for the directionally-solidified alloys, and the grains and precipitates are gradually refined with the increasing withdrawal rate. Accordingly, the reverse martensitic transformation gradually shifts to lower temperatures and the temperature span is significantly broadened. The shape memory effect is remarkably enhanced in the directionally-solidified specimens with preferred orientation, and the maximal εsme and minimum σ can reach 4.96% and 14 MPa in v = 10 μm/s specimens, respectively. When the withdrawal is over a critical value, the formation of dendrite morphology degrades the shape memory strain due to the growth of secondary dendritic arms.
References
K. Ullakko, J.K. Huang, C. Kanter, V.V. Kokorin, R.C. O’Handley, Appl. Phys. Lett. 69 (1996) 1966–1968.
H. Hua, J.M. Wang, C.B. Jiang, H.B. Xu, Scripta Mater. 124 (2016) 142–145.
A. Sozinov, N. Lanska, A. Soroka, W. Zou, Appl. Phys. Lett. 102 (2013) 021902.
M. Chmielus, X.X. Zhang, C. Witherspoon, D.C. Dunand, P. Müllner, Nat. Mater. 8 (2009) 863–866.
H. Zhang, T.L. Zhang, C.B. Jiang, Smart Mater. Struct. 21 (2012) 055014.
T.L. Zhang, C.B. Jiang, H.B. Xu, J.Q. Mao, J. Appl. Phys. 101 (2007) 034511.
T.L. Zhang, C.B. Jiang, X.L. Liu, H.B. Xu, Smart Mater. Struct. 14 (2005) N38–N41.
A. Smith, C.R.H. Bahl, R. Bjørk, K. Engelbrecht, K.K. Nielsen, N. Pryds, Adv. Energy Mater. 2 (2012) 1288–1318.
O. Gutfleisch, M.A. Willard, E. Brück, C.H. Chen, S.G. Sankar, J.P. Liu, Adv. Mater. 23 (2011) 821–842.
Y.Y. Wu, J.M. Wang, J. Zhang, Intermetallics 89 (2017) 100–104.
C. Biswas, R. Rawat, S.R. Barman, Appl. Phys. Lett. 86 (2005) 202508.
J.M. Wang, Q. Yu, K.Y. Xu, C. Zhang, Y.Y. Wu, C.B. Jiang, Scripta Mater. 130 (2017) 148–151.
Z. Yang, D.Y. Cong, L. Huang, Z.H. Nie, X.M. Sun, Q.H. Zhang, Y.D. Wang, Mater. Des. 92 (2016) 932–936.
Z.J. Jiang, Y.Y. Wu, J.W. Wang, C.B. Jiang, J. Iron Steel Res. Int. 24 (2017) 711–717.
X. Moya, E. Defay, V. Heine, N.D. Mathur, Nature Phys. 11 (2015) 202–205.
W. Sun, J. Liu, B.F. Lu, Y. Li, A.R. Yan, Scripta Mater. 114 (2016) 1–4.
Y.Y. Wu, J.M. Wang, C.B. Jiang, H.B. Xu, Mater. Sci. Eng. A 646 (2015) 288–293.
K. Tsuchiya, A. Tsutsumi, H. Ohtsuka, M. Umemoto, Mater. Sci. Eng. A 378 (2004) 370–376.
Y.Y. Wu, J.M. Wang, H. Hua, C.B. Jiang, H.B. Xu, J. Alloy. Compd. 632 (2015) 681–685.
L. Gao, G.F. Dong, Z.Y. Gao, W. Cai, J. Alloy. Compd. 520 (2012) 281–286.
X. Zhang, J.H. Sui, Z.L. Yu, W. Cai, J. Alloy. Compd. 509 (2011) 8032–8037.
Y.Y. Wu, L. Fang, C.Z. Meng, Y.J. Chen, J.M. Wang, J.H. Liu, T.L. Zhang, C.B. Jiang, Mater. Res. Lett. 6 (2018) 327–332.
L. Gao, J.H. Sui, W. Cai, Z.Y. Gao, Solid State Commun. 149 (2009) 257–260.
L. Gao, Z.Y. Gao, W. Cai, L.C. Zhao, Mater. Sci. Eng. A 438–440 (2006) 1077–1080.
J.H. Sui, X. Zhang, X.H. Zheng, Z.Y. Yang, W. Cai, X.H. Tian, Scripta Mater. 68 (2013) 679–682.
C.Z. Meng, Y.Y. Wu, C.B. Jiang, Mater. Des. 130 (2017) 183–189.
X. Zhang, J.H. Sui, X.H. Zheng, Z.Y. Yang, W. Cai, Mater. Sci. Eng. A 597 (2014) 178–182.
D.A. Joshia, C.V. Tomy, R. Nagarajan, S.K. Malik, J. Magn. Magn. Mater. 313 (2007) 151–156.
Y.Y. Wu, J.M. Wang, Y.K. He, H.C. Wu, C.B. Jiang, H.B. Xu, Acta Mater. 104 (2016) 91–100.
Y.Y. Wu, J.M. Wang, C.B. Jiang, H.B. Xu, Intermetallics 97 (2018) 42–51.
Acknowledgements
This work was supported by the National Natural Science Foundation of China (NSFC) under Grant Nos. 513311001, 51520105002, 51601007, and 51601008 and the China Postdoctoral Science Foundation Funded Project under Grant Nos. 2017M610738 and 2018T110026.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Zhang, J., Ma, Yh., Wu, Rl. et al. Shape memory effect of dual-phase NiMnGaTb ferromagnetic shape memory alloys. J. Iron Steel Res. Int. 26, 321–328 (2019). https://doi.org/10.1007/s42243-018-0144-x
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42243-018-0144-x