
Abstract
In this study, we investigated the shape memory behavior and phase transformations of solution-treated Fe43.61Mn34.74Al13.38Ni8.27 alloy between room temperature and 1173 K (900 °C). This alloy exhibits the reverse shape memory effect resulting from the phase transformation of α (bcc) → γ (fcc) between 673 K and 1073 K (400 °C and 800 °C) in addition to the shape memory effect resulting from the martensitic reverse transformation of γ′ (fcc) → α (bcc) below 673 K (400 °C). There is a high density of hairpin-shaped dislocations in the α phase undergoing the martensitic reverse transformation of γ′ → α. The lath γ phase, which preferentially nucleates and grows in the reversed α phase, has the same crystal orientation with the reverse-transformed γ′ martensite. However, the vermiculate γ phase, which is precipitated in the α phase between lath γ phase, has different crystal orientations. The lath γ phase is beneficial to attaining better reverse shape memory effect than the vermiculate γ phase.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Shape memory alloys have attracted much attention due to their shape memory effect and super-elasticity.[1,2,3] Various shape memory alloys, such as Ti-Ni-based, Cu-based, Fe-based, and Ni-based alloys, are developed.[4,5,6,7] Note that Omori et al. developed a Fe43.5Mn34Al15Ni7.5 alloy exhibiting over 8 pct fracture strain and over 5 pct super-elastic strain derived from the α (bcc) to γ′ (fcc) martensitic transformation and its reverse transformation in 2011.[8] Furthermore, this alloy exhibits super-elasticity over a very wide temperature range from 77 K to 513 K (−196 °C to 240 °C) with smallest temperature dependence of super-elastic stress as compared with other major alloy systems.[8] Thus, it is regarded as a fascinating candidate for large-scale applications.
Recently, a large proportion of studies reported the martensitic transformation and super-elasticity of FeMnAlNi shape memory alloys. Kwon et al. added Cr element into a Fe35.18Mn30.58Al26.7Ni5.7Cr1.85 alloy and found that this alloy undergoes α → ε → γ′ martensitic transformation during deformation.[9] Omori et al. indicated that the thermoelastic α/γ′ martensitic transformation is associated with the precipitation of nano-sized coherent B2 phase in the Fe43.5Mn34Al15Ni7.5 alloy.[10] Furthermore, Omori et al. reported that a super-elastic strain of about 5 pct is obtained as the ratio of wire diameter to mean grain diameter exceeds one for Fe43.5Mn34Al15Ni7.5 alloy wires with a 〈110〉 fiber texture.[11] Tseng et al. found that the super-elastic strain under compression is higher than that under tension for the aged single crystalline Fe43.5Mn34Al15Ni7.5 alloy oriented along the [100] direction.[12] In addition, they also indicated that the same alloy shows the optimal super-elastic properties under compression along the [100] direction since precipitating the B2 phase with the diameter of around 6 to 10 nm.[13] Besides, Vollmer et al. mentioned that cracks mainly linked to grain boundaries of α phase would appear since the polycrystalline Fe43.5Mn34Al15Ni7.5 alloy was rapidly quenched into cold water after solution treatment.[14] They pointed out that precipitating the ductile γ phase at the grain boundaries of α phase through slowing the cooling rate after solution treatment is able to suppress the crack formation.[14] In the term of the shape memory effect of FeMnAlNi alloys, it has been only reported by the patent of Ishida et al. so far.[15]
Here, we present the reverse shape memory effect (RSME) in a Fe43.61Mn34.74Al13.38Ni8.27 alloy. By far, to our knowledge, data on the RSME of FeMnAlNi alloys and its mechanism are still lacking in open literature. The RSME, i.e., recovering their deformed shape upon heating to higher temperature after recovering their original shape due to the shape memory effect, has been reported in Cu-Zn-Al shape memory alloys.[16,17,18,19] Their RSME is caused by the β′ (B2) to α (fcc) bainitic transformation,[16,17,18,19] while we found that the RSME of Fe43.61Mn34.74Al13.38Ni8.27 alloy is related to the phase transformation of α (bcc) → γ (fcc) in the present paper. The application scope of Fe-Mn-Al-Ni alloys will be further expanded due to their reverse shape memory effect.
2 Experimental
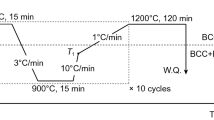
The ingot of Fe43.61Mn34.74Al13.38Ni8.27 alloy was prepared by induction melting in an argon atmosphere. This ingot was then hot forged at 1473 K (1200 °C) into a plate with 20-mm thickness after being homogenized at 1373 K (1100 °C) for 15 hours. The sheet specimens with 1.5 mm thickness were cut from the plate by electric discharge machining. Next, these sheet specimens were sandwiched between two sheets of 304 austenitic stainless steels and solution treated at 1423 K (1150 °C) for 10 minutes in vacuum, followed by water quenching. For evaluating the shape memory behavior by a bending test, wire specimens with cross-section of 1.5 mm × 2 mm were cut from the solution-treated sheets by electric discharge machining. The procedures of measuring shape memory behavior were as follows: first, the wire specimen was deformed at room temperature (RT) by bending over a mold 30 mm in diameter; second, the bent specimen was annealed in turn to a certain temperature and subsequent air cooling to RT, and the corresponding recovery angle θ was measured. The heating temperatures were between 373 K and 1173 K (100 °C and 900 °C). The surface strain of bending test was determined by the equation
where ε is the bending strain after unloading; t is the sample thickness; and R is the bending radius after unloading. The bending strain was about 3.4 pct according to Eq. [1]. The color optical etching method was chosen to investigate the microstructures, and the composition of the color etching solution was 1.2 pct K2S2O5 + 0.5 pct NH4HF2 in distilled water. Microstructures were further studied by a Tecnai G2 F20 transmission electron microscope (TEM) and electron backscatter diffraction (EBSD) using a FEI F50 field emission scanning electron microscope (SEM). A step size of 1 and 0.5 μm was used to scan the deformed and annealed samples for EBSD, respectively. The specimens for TEM were firstly ground mechanically into thin foils of about 80 μm, punched into circles with a diameter of 3 mm, and then electropolished using a twin jet polisher in a solution of sulphuric acid and methanol (1:4) until a hole appeared in the center. The chemical compositions of different phases were determined by JEOL 8100 electron probe microanalysis (EPMA) instrument. The phases were determined by XRD using a Bruker D8 Advance X-ray diffraction (XRD) apparatus. Phase transformation process was observed by ex situ color optical metallographic technique and in situ XRD. The ex situ color optical micrographs were captured at RT after annealing at each temperature. The in situ XRD were measured using a Bruker D8 Discover X-ray diffraction with a two-dimension detector VANTEC 500 and a heating stage Anton Paar DHS 1100, and the heating rate was 50 °C/min.
3 Results and Discussion
3.1 Shape Memory Behavior
Figure 1 gives the recovery angle θ as a function of heating temperatures for solution-treated Fe43.61Mn34.74Al13.38Ni8.27 alloy after 3.4 pct bending strain at RT. When the heating temperature was below 673 K (400 °C), the θ increased gradually to 72 deg as increasing the temperatures, which is referred to as the shape memory effect. Above 673 K (400 °C), however, the θ gradually decreased to 11 deg with increasing the temperatures up to 1073 K (800 °C). In other words, the shape moved toward the deformed shape, i.e., revealing the RSME. And further increasing the heating temperature to 1173 K (900 °C), θ had no change. Note that the RSME of solution-treated Fe43.61Mn34.74Al13.38Ni8.27 alloy appeared in the temperature range from 673 K and 1073 K (400 °C and 800 °C).

Relationship between heating temperatures and recovery angle θ for solution-treated Fe43.61Mn34.74Al13.38Ni8.27 alloy after 3.4 pct bending strain at RT. (a) experimental results; (b) schematic diagram of shape change resulting from SME; (c) schematic diagram of shape change resulting from RSME
3.2 Microstructure Evolution Before and After Annealing
For solution-treated Fe43.61Mn34.74Al13.38Ni8.27 alloy, some white Widmanstatten γ phase grew from some grain boundaries (Figure 2(a)). Omori et al. indicated that some amount of γ phase is precipitated mainly along grain boundaries of α phase during cooling after the solution treatment or is precipitated in α phase matrix at a solution treatment.[15] In Fe-Mn-Al alloys, Widmanstatten γ phase is precipitated along the grain boundaries of α phase during cooling after the solution treatment due to insufficient cooling rate,[20] while island-like γ phase is generally precipitated by solution treated at the phase region of α + γ.[20,21] Therefore, the Widmanstatten γ phase in solution-treated Fe43.61Mn34.74Al13.38Ni8.27 alloy was precipitated during cooling because the cooling rate of water quenching was not enough to suppress the precipitation of γ phase. After 2.5 pct deformation at RT, the lath γ′ martensite was induced in solution-treated Fe43.61Mn34.74Al13.38Ni8.27 alloy (Figures 2(b) through (d)). Note that only α211 peak appears in the XRD patterns of solution-treated Fe43.61Mn34.74Al13.38Ni8.27 alloy because its grain size is coarse (Figure 3). In order to obtain the lattice parameter of the γ′ martensite, we severely deformed the sample of solution-treated Fe43.61Mn34.74Al13.38Ni8.27 alloy by grinding to induce γ′ martensite in the surface. The XRD results show that the lattice parameter of the γ′ martensite was 0.3651 nm.

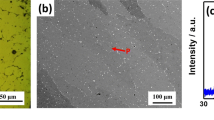
Color optical micrographs of solution-treated Fe43.61Mn34.74Al13.38Ni8.27 alloy (a) and one after 2.5 pct deformation strain at RT (b). EBSD results of solution-treated Fe43.61Mn34.74Al13.38Ni8.27 alloy after 2.5 pct deformation strain at RT: (c) image quality map; (d) phase map, red areas are γ′ martensite while green areas are α phase

XRD patterns of solution-treated Fe43.61Mn34.74Al13.38Ni8.27 alloy before and after annealing at 973 K (700 °C) for 60 s or severe deformation by grinding to induce γ′ martensite in the surface
When solution-treated Fe43.61Mn34.74Al13.38Ni8.27 alloy was annealed at 973 K (700 °C) for 60 seconds, lots of yellow vermiculate phase was precipitated in blue α phase (Figure 4(a)). The XRD results indicate that the vermiculate phase is γ phase, and its lattice parameter is 0.3646 nm, which is very close to the lattice parameter of γ′ martensite (Figure 3). In this case, the RSME of solution-treated Fe43.61Mn34.74Al13.38Ni8.27 alloy may be related to the phase transformation of α → γ. For deformed Fe43.61Mn34.74Al13.38Ni8.27 alloy, some lath yellow phase appears in blue α phase in addition to yellow vermiculate γ phase after 973 K (700 °C) annealing for 60 seconds (Figure 4(b)). We determined the chemical compositions of vermiculate γ phase and lath phase as well as α phase, as shown in Table I. The vermiculate γ phase and lath phase have almost the same chemical compositions. Therefore, the lath phase should be γ phase. The EBSD results further indicated that the lath phase was γ phase (Figures 4(c) and (d)). Note that the morphology of lath γ phase is similar with that of γ′ martensite. Accordingly, the lath γ phase may be derived from the residual γ′ martensite which did not transform back to α phase, or may be the new phase that nucleated and grew in the reversed α phase undergoing the martensitic reverse transformation of γ′ → α.

Solution-treated Fe43.61Mn34.74Al13.38Ni8.27 alloy subjected to annealing at 973 K (700 °C) for 60 s (a) as well as one subjected to annealing at 973 K (700 °C) for 60 s after 2.5 pct deformation strain at RT (b to d). (a) and (b) are color optical micrographs; (c) is EBSD phase map, red areas are γ phase while green areas are α phase; (d) is colored orientation map and corresponding inverse pole figure of γ phase
3.3 Phase Evolution of Deformed Alloy During Annealing
In order to clarify the formation process of lath and vermiculate γ phase, we used ex situ color optical metallographic technique (Figure 5) and in situ XRD (Figure 6) to determine the phase transformation process of deformed Fe43.61Mn34.74Al13.38Ni8.27 alloy during annealing. When the alloy was annealed at 673 K (400 °C), some γ′ martensite transformed back to the α phase and some residual γ′ martensite retained (Figure 5). The XRD results are similar with the results of color optical micrographs. The diffraction spot of γ′ martensite became weaker and weaker with increasing the heating temperatures from RT to 673 K (400 °C) (Figure 6(a)). Thus, the phase transformation of γ′ → α happened below 673 K (400 °C), and some residual γ′ martensite did not transform back to the α phase when the heating temperature reached 673 K (400 °C). As the alloy was annealed at 873 K (600 °C), a lot of lath γ phase was precipitated and occupied the areas in which the γ′ martensite had transformed back to the α phase (Figure 5). The XRD results shows that the diffraction spot, which is attributed to γ′ martensite, became strong clearly when the heating temperature was further increased to 773 K (500 °C) (Figure 6(a)). In fact, according to the results of Figure 5, the strong diffraction spot results from the phase transformation of α → γ. Thus, the γ phase is stable when the temperature is above 673 K (400 °C). As a result, this diffraction spot was attributed to γ phase, so it further confirmed that the new lath γ phase preferentially nucleates and grows in the reversed α phase and has the same crystal orientation with the reverse-transformed γ′ martensite. Since the heating temperature was increased to 873 K (600 °C), the same diffraction spot attributed to γ phase became stronger, and some diffraction arcs appeared (Figure 6(a)). It is indicated that more γ phase, which has the same crystal orientation with the reverse-transformed γ′ martensite, was precipitated, while a small quantity of γ phase with other crystal orientations was also precipitated. Based on the result of ex situ color optical micrographs and in situ XRD, it is concluded that the lath γ phase consisted of the γ phase transforming from the residual γ′ martensite which did not transform back to the α phase and the new γ phase which was precipitated during annealing. Further increasing the annealing temperature to 973 K (700 °C), the γ phase was precipitated in the α phase between lath γ phase (Figure 5). In addition, the XRD results shows that the diffraction ring attributed to γ phase formed (Figure 6(a)), and the ratio of the integrated intensities of γ111 to α110 became much higher at 973 K (700 °C) than at 873 K (600 °C) (Figure 6(b)). It means that much more γ phase with different crystal orientations from the reverse-transformed γ′ martensite was precipitated. The EBSD result also indicates that these γ phase exhibited different crystal orientations in Figure 4(d).

Ex situ color optical micrographs of solution-treated Fe43.61Mn34.74Al13.38Ni8.27 alloy subjected to 2.5 pct deformation strain at RT and subsequent annealing in turn at different temperatures for 60 s, respectively. For the purpose of observing almost the same area as far as possible, the sample had to be etched slightly. In this case, some microstructure details cannot be revealed

(a) In situ XRD patterns of solution-treated Fe43.61Mn34.74Al13.38Ni8.27 alloy subjected to 2.5 pct deformation strain at RT and subsequent heating up to different temperatures, respectively, at heating rate of 50 °C/min. (b) Change in the ratios of the integrated intensities of γ′111 or γ111 to α110 in the same area indicated by black box in Fig. 6(a)
3.4 Microstructure After Reverse α → γ′ Martensitic Transformation
For deformed Fe43.61Mn34.74Al13.38Ni8.27 alloy, there is a high density of hairpin-shaped dislocations in the reversed α phase undergoing the martensitic reverse transformation of γ′ → α after annealing at 573 K (300 °C) (Figure 7). This kind of dislocations was also observed in Fe-Ni-C, Fe-Pt, and Fe-Ni-Co-Ti alloys undergoing the reverse fcc/bct martensitic transformation.[22] Kajiwara indicated that the hairpin-shaped dislocations are formed in the reversed austenite only in the case with a large thermal hysteresis, while very few dislocations are formed in the reversed austenite for the case of a small thermal hysteresis.[22] In this case of a small thermal hysteresis, the martensitic transformation behavior becomes thermoelastic and a good shape memory effect is obtained.[22,23,24] The hairpin-shaped dislocations are reported to be negatively impact of the mobility of the martensite-austenite interface and their presence may lead to the martensite to be pinned.[12,25] For an aged single crystalline Fe43.5Mn34Al15Ni7.5 alloy oriented along the [100] direction under tension, Tseng et al. found that the hairpin-shaped dislocations generated during phase transformation pin the γ′ martensite to prevent it from transforming back to the α phase.[12] Accordingly, the finishing reverse-transformation temperature of γ′ martensite exceeded 673 K (400 °C) due to the pinning effect of hairpin-shaped dislocations for Fe43.61Mn34.74Al13.38Ni8.27 alloy. Note that the above results of in situ XRD showed that the γ phase was stable as the temperature was above 673 K (400 °C) (Figure 6(a)). Therefore, although further increasing the annealing temperature, the residual γ′ martensite could not transform back to the α phase and only became the γ phase because they have same crystal structure and almost same lattice parameters. Accordingly, the deformed Fe43.61Mn34.74Al13.38Ni8.27 alloy did not completely recovery its original shape due in large part to the incomplete reverse transformation of γ′ martensite (Figure 1). In addition, new phases preferentially nucleate and grow at defects, i.e., ε martensite preferentially nucleates and grows at the stacking faults in Fe-Mn-Si-based shape memory alloys.[22,26] Therefore, the lath γ phase preferentially nucleates and grows in the reversed α phase containing the high density of hairpin-shaped dislocations (Figures 5 and 6). Furthermore, the lath γ phase has almost same crystal orientation of the reverse-transformed γ′ martensite, while lots of vermiculate γ phase have different crystal orientations from the reverse-transformed γ′ martensite (Figures 4(d) and 6). The reason for this result may also be related to the high density of hairpin-shaped dislocations in the reversed α phase.

TEM micrograph and their corresponding selected area electron diffraction patterns of solution-treated Fe43.61Mn34.74Al13.38Ni8.27 alloy after 2.5 pct deformation at RT and subsequent annealing at 573 K (300 °C) for 60 s
3.5 Origin of Reverse Shape Memory Effect
Based on the above results, it is concluded that the RSME is related to the phase transformation of α → γ for solution-treated Fe43.61Mn34.74Al13.38Ni8.27 alloy. When the heating temperatures were between 673 K and 973 K (400 °C and 700 °C), both RSME and α → γ transformation appeared (Figures 1, 5 and 6). As the recovery temperatures were between 673 K and 873 K (400 °C and 600 °C), the lath γ phase preferentially nucleated and grew in the reversed α phase containing the high density of hairpin-shaped dislocations (Figures 5 and 7). Furthermore, they have the same crystal orientation with the reverse-transformed γ′ martensite (Figure 6). In other words, the morphology and crystal orientations of lath γ phase almost recovered to that of γ′ martensite after annealing. In this case, the reverse recovery angle reached 38 deg due to the RSME caused by α → γ transformation (Figure 1). Since further increasing the annealing temperature to 973 K (700 °C), the vermiculate γ phase was precipitated in the α phase between lath γ phase and has different crystal orientations (Figures 4, 5, and 6). Thus, although much more vermiculate γ phase was precipitated at 973 K (700 °C) than at 873 K (600 °C), the reverse recovery angle was only 18 deg (Figure 1). These results indicate that α → γ transformation resulting in the lath γ phase with the same crystal orientation of the reverse-transformed γ′ martensite is beneficial to attaining better RSME. Therefore, it is a key condition making the γ phase precipitate with the same crystal orientation of the reverse-transformed γ′ martensite for the purpose of obtaining good RSME.
For Cu-Zn-Al alloys, the RSME is quite different from the usual mechanical behavior of shape memory effect due to the martensitic transformation. This kind of RSME is caused by the β′ (B2) to α (fcc) bainitic transformation which possesses a diffusion-controlled nature.[16,17,18,19] For solution-treated Fe43.61Mn34.74Al13.38Ni8.27 alloy, its RSME results from the α (bcc) to γ (fcc) transformation which also possesses a diffusion-controlled nature because it proceeds with a compositional change (Table I). In the case of Cu-Zn-Al alloys, the bainite is as the high-temperature phase and has very similar crystal structures, crystallographic orientation relationships, and habit planes with the martensite.[17] For the Fe43.61Mn34.74Al13.38Ni8.27 alloy, the high-temperature phase, γ phase, also has very similar crystallographic characteristics with the γ′ martensite. Accordingly, for other alloy systems, the RSME is expected to appear since the high-temperature phase and the martensite have very similar crystallographic characteristics.
4 Conclusions
In the present work, we have investigated the shape memory behavior and phase transformations of solution-treated Fe43.61Mn34.74Al13.38Ni8.27 alloy between room temperature and 1173 K (900 °C). This alloy shows the shape memory effect, which results from the martensitic reverse transformation of γ′ (fcc) → α (bcc), as the heating temperatures are below 673 K (400 °C). When the heating temperatures are between 673 K and 873 K (400 °C and 800 °C), it exhibits the RSME resulting from the phase transformation of α (bcc) → γ (fcc). There is a high density of hairpin-shaped dislocations in the reversed α phase undergoing the martensitic reverse transformation of γ′ → α. The lath γ phase preferentially nucleates and grows in the reversed α phase. This kind of γ phase has the same crystal orientation with the reverse-transformed γ′ martensite, while the vermiculate γ phase precipitated in the α phase between lath γ phase has different crystal orientations. The lath γ phase is beneficial to attaining better RSME than the vermiculate γ phase. Thus, it is expected to improve the RSME by promoting the formation of lath γ phase which has the same crystal orientation with the reverse-transformed γ′ martensite.
References
T. Omori and R. Kainuma: Nature, 2013, vol. 502, pp. 42-44.
Y.T. Song, X. Chen, V. Dabade, T.W. Shield, and R.D. James: Nature, 2013, vol. 502, pp. 85-88.
K. Otsuka and C.M. Wayman: Shape Memory Materials, 1st ed., Cambridge University Press, New York, 1998.
R. Kainuma, Y. Imano, W. Ito, Y. Sutou, H. Morito, S. Okamoto, O. Kitakami, K. Oikawa, A. Fujita, T. Kanomata, and K. Ishida: Nature, 2006, vol. 439, pp. 957-60.
Y. Tanaka, Y. Himuro, R. Kainuma, Y. Sutou, T. Omori, and K. Ishida: Science, 2010, vol. 327, pp. 1488-90.
T. Omori, T. Kusama, S. Kawata, I. Ohnuma, Y. Sutou, Y. Araki, K. Ishida, and R. Kainuma: Science, 2013, vol. 341, pp. 1500-02.
S.J. Hao, L.S. Cui, D.Q. Jiang, X.D. Han, Y. Ren, J. Jiang, Y.N. Liu, Z.Y. Liu, S.C. Mao, Y.D. Wang, Y. Li, X.B. Ren, X.D. Ding, S. Wang, C. Yu, X.B. Shi, M.S. Du, F. Yang, Y.J. Zheng, Z. Zhang, X.D. Li, D.E. Brown, and J. Li: Science, 2013, vol. 339, pp. 1191-94.
T. Omori, K. Ando, M. Okano, X. Xu, Y. Tanaka, I. Ohnuma, R. Kainuma, and K. Ishida: Science, 2011, vol. 333, pp. 68-71.
E.P. Kwon, S. Fujieda, K. Shinoda, and S. Suzuki: Procedia Eng., 2011, vol. 10, pp. 2214-19.
T. Omori, M. Nagasako, M. Okano, K. Endo, and R. Kainuma: Appl. Phys. Lett., 2012, vol. 101, pp. 231907.
T. Omori, M. Okano, and R. Kainuma: APL Mater., 2013, vol. 1, pp. 032103.
L.W. Tseng, J. Ma, S. J. Wang, I. Karaman, M. Kaya, Z.P. Luo, and Y.I. Chumlyakov: Acta Mater., 2015, vol. 89, pp. 374-83.
L.W. Tseng, J. Ma, B.C. Hornbuckle, I. Karaman, G.B. Thompson, Z.P. Luo, and Y.I. Chumlyakov: Acta Mater., 2015, vol. 97, pp. 234-44.
M. Vollmer, C. Segel, P. Krooß, J. Günther, L.W. Tseng, I. Karaman, A. Weidner, H. Biermann, and T. Niendorf: Scripta Mater., 2015, vol. 108, pp. 23-26.
K. Ishida, R. Kainuma, I. Ohnuma, T. Omori, and K. Ando: Fe-Based Shape Memory Alloy and Its Production Method, USA, 2014, US8815027B2.
M.M. Reyhani and P.G. McCormick: Scripta Metall., 1986, vol. 20, pp. 571-74.
K. Takezawa and S. Sato: Trans. Jpn. Inst. Met., 1988, vol. 29, pp. 894-902.
I.C. Lee and I.S. Chung: Scripta Metall., 1989, vol. 23, pp. 161-66.
Z. Li, S. Gong, and M.P. Wang: J. Alloys Compd., 2008, vol. 452, pp. 307-11.
W.C. Cheng and C.K. Lai: Scripta Mater., 2006, vol. 55, pp. 783-86.
W.C. Cheng and H.Y. Lin: Mater. Sci. Eng. A, 2002, vol. 323, pp. 462-66.
S. Kajiwara: Mater. Sci. Eng. A, 1999, vol. 273-275, pp. 67-88.
S. Kajiwara and W.S. Owen: Met. Trans., 1974, vol. 5, pp. 2047-61.
T. Kikuchi and S. Kajiwara: Mater. Trans., 1993, vol. 34, pp. 907-18.
E.K.H. Salje, H. Zhang, H. Idrissi, D. Schryvers, M.A. Carpenter, X. Moya, and A. Planes: Phys. Rev. B, 2009, vol. 80, pp. 134114.
D.Z. Liu, S. Kajiwara, T. Kikuchi, and N. Shinya: Philos. Mag. A, 2003, vol. 83, pp. 2875-97.
Acknowledgments
This work was supported by the financial support of the National Natural Science Foundation of China (Nos. 51271128 and 51401136), the Applied Basic Research Projects of Sichuan Province (No. 2016JY0061), and the International Visiting Program for Excellent Young Scholars of SCU.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Manuscript submitted January 9, 2016.
Rights and permissions
About this article

Cite this article
Peng, H., Huang, P., Zhou, T. et al. Reverse Shape Memory Effect Related to α → γ Transformation in a Fe-Mn-Al-Ni Shape Memory Alloy. Metall Mater Trans A 48, 2132–2139 (2017). https://doi.org/10.1007/s11661-017-3991-3
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-017-3991-3