
Abstract
Indian hematite fines are normally characterized by high iron grade and minor impurities, which are usually used for sinter fines. With macroscale operations technology of blast furnace in Indian, pellets, as a kind of high-quality materials, attract more and more attention. However, the hematite fines possess the coarse size. Hence, they inevitably need to be further finely ground for pelletizing before balling. The grinding behavior of Indian hematite fines was revealed by conducting the ball milling tests and determining the Bond ball mill work index (Wi). The results show that Indian hematite fines have an excellent grindability with Wi of only 7.40–7.73 kWh/t, indicating that ball milling is an economically viable way to pretreat Indian hematite fines. Nonetheless, due to poor sedimentation and filtering properties of wet ground products, the dry ball milling is more appropriate to process Indian hematite fines. In addition, the superior quality green balls can be manufactured with dry ground products under the conditions of 0.5% bentonite dosage, 7.5% moisture and balling for 12 min, which further confirmed that the recommended pellet feed preparation technique is reasonable.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
With a rapid development of Indian steel industry, metallurgical technology advances and large blast furnaces increasingly demand high-quality raw materials. Pellets present many advantages, such as uniform size, high iron grade, excellent metallurgical properties, high physical strength, low energy consumption and less emission of hazardous dusts and gases during the pellet production process, which are widely used in blast furnace [1, 2]. Increasing the proportion of pellets in blast furnace burden is one of the developing trends in ironmaking. In addition, the natural lump ore supply has declined dramatically due to the depletion of Indian high-grade competent iron ore resources. It has been roughly estimated that the proven reserves of iron ore lump ores may last for only 30–35 years at current rates of consumption [3]. For these reasons, it is indispensable to develop pelletizing process to produce fired pellets from hematite and magnetite concentrates as burden materials for blast furnaces and direct reduction processes in India. However, magnetite deposits are not exploited so far for domestic use in India on account of their poor grade (below 40% Fe) and high production cost. Hence, more and more attentions have been paid to the utilization of Indian hematite sintering fines as raw materials for pelletizing.
Indian hematite fines are normally characterized by high iron grade, over 62% total iron, low content of detrimental impurities and abundant reserves [4, 5]. In terms of such properties, they are suitable raw materials to produce pellets. However, they possess coarser size, very low specific surface areas and poor balling ability, which are normally used for sintering and could not be used directly in pelletizing process [5, 6]. Generally, in such situations, pretreatment of the pellet feed before balling is needed to improve its balling ability by exposing more newly formed surfaces and achieving appropriate size distribution. Ball milling including dry and wet circuits, as one of the conventional pretreatment methods, is usually used to prepare a finely ground products when the pellet feed is extremely coarse [7,8,9,10]. Therefore, it is of great importance to gain detailed knowledge of its grindability before pretreatment. However, very few researches on grinding behavior of Indian hematite fines can be found so far.
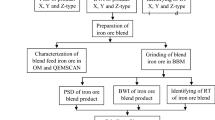
In this work, two kinds of Indian hematite fines were adopted as pellet feed for investigation of the grindability properties, sedimentation and filtering performances in comparison with a typical Brazilian hematite concentrate (BHC) by ball milling tests. On this basis, a reasonable pretreatment process for Indian hematite fines was proposed for engineering design of a pellet plant.
2 Experimental
2.1 Raw materials
Two typical types of hematite fines (No. 1 and No. 2) used in the tests were collected from India. Their chemistry and size distributions are listed in Tables 1 and 2, respectively. These Indian hematite fines are characterized by high iron grade of 63.88–65.31%, as well as low silica content and detrimental elements, such as sulfur, phosphorus and nonferrous metals. Thus, they are good raw materials to produce pellets from this perspective. However, they have to be finely ground before balling because of their coarse size of only 31.76–39.17% smaller than 0.074 mm.
BHC was a typical raw material for pellets and widely used in China steel mills, such as WISCO, Anyang Steel and Yuefeng Steel. Table 1 shows 68.02% total iron, 1.77% SiO2 and minor other impurities. Meanwhile, it possesses a very fine size of 80.89% smaller than 0.74 mm, and thus, it seems like a kind of good feed for balling.
Bentonite is a common binder used in the pelletization of iron ore fines for improving green ball strength and thermal stability during handling and drying sections. The chemistry of bentonite is also shown in Table 1.
2.2 Methods
2.2.1 Bond work index of ball mill
In this paper, the standard Bond method was used to measure the Bond work index (W i ) by ball milling to estimate the grindability of Indian hematite fines [11,12,13]. In addition, W i of a common hematite fine widely used in steels, namely BHC, was also determined as a comparison value.
The grindability tests for determining the W i were conducted in a Bond ball mill of 305 mm in diameter and 305 mm in width at 70 r/min. The mill was loaded into 285 steel balls of different sizes, weighing a total mass of 20.125 kg.
The Bond work index W i can be calculated according to the following calculation:
where P1 is the aperture of the comparative screen, μm; Gbp is the net mass of the newly screened undersize product per mill revolution, g; P80 is the sieve size passing 80% of the mill product passing, μm; and F80 is the sieve size passing 80% of the mill feed, μm [11,12,13,14,15,16].
2.2.2 Ball milling of iron ores
In the paper, both wet ball milling and dry ball milling processes were conducted to pretreat the Indian hematite ore fines.
The grinding tests of iron ore fines were performed in a ball mill for wet or dry milling, which contains steel balls of total mass of 160 kg with a drum size of 460 mm in diameter by 620 mm in length and rotates at a constant speed of 50 r/min.
In the wet circuit process, 40 kg of iron ore was first mixed with a certain amount of water to form ore slurry with different densities. Then, the ore slurry was fed into the ball mill, and the ground products with different size distributions were obtained by adjusting the grinding time. After ball milling, the ground product concentrate slurry was subjected to thickening, homogenization and filtration.
In the dry ball milling, pre-drying of the feed materials was required to avoid sticking and improve milling efficiency. However, the process can avoid these troubles of the subsequent steps associated with handing wet ground products.
2.2.3 Sedimentation characteristics of fine hematite concentrates
Since particle size significantly influences the settling process, all the samples used in the sedimentation experiments should be ground to similar size distribution, namely 90% particles less than 0.074 mm. The sedimentation experiments were conducted in a 1000-mL measuring cylinder. Firstly, a certain quantity of hematite concentrates were put into the measuring cylinder, and the distilled water was filled in until it reached the 1000-mL mark. Then, the measuring cylinder with ore slurry was shaken to disperse the slurry uniformly, as shown in Fig. 1a. After that, the measuring cylinder was let stand in a horizontal table immediately. In the meantime, the sedimentation time was measured by stopwatch and the height of solid–liquid interface (Fig. 1b) was recorded per 150 s till the interface stopped falling (Fig. 1c).

Experimental schematic of sedimentation
The sedimentation distance (h, mm) at any time can be calculated as follows:
where h1 and h2 are the initial and instant height of interface, mm, respectively.
The average sedimentary velocity is defined according to the following calculation using
where Sv is the average sedimentation velocity, (mm/min); h3 is the ultimate height of interface, mm; and t is the whole sedimentation duration, min.
2.2.4 Filtration characteristics of fine hematite concentrates
Filtration tests were performed on wet ground products with the slurry density in the range of 50–80% using the laboratory-scale high-temperature gelatum (HTG) ceramic filter shown in Fig. 2 [17]. The hematite concentrate particles had a size 90% smaller than 0.074 mm as determined by wet screening size analysis. The slurry was vacuum filtered at a pressure of − 0.098 MPa using a water aspirator as a vacuum supply, and a ceramic plate with area of 0.03 m2 was used as a filtration device. In the filtration process, the vacuum dewatering time, suction slurry time and cake thickness were kept at 21, 13 s and 8–11 mm, respectively. After that, the cake was carefully removed by drawknife, then weighed and dried for 3 h in a drying oven at 110 °C.

Schematic diagram of HTG ceramic filter. 1 Rotor; 2 filtering room; 3 ceramic plant; 4 drawknife; 5 filter cake; 6 slurry storage; 7 ultrasonic; 8 vacuum system
2.2.5 Batch balling
The detail methods for evaluating the properties of green balls can be referred to the previous articles, including drop numbers, compressive strength and thermal stability [17,18,19].
2.2.6 Contact angle
The method to determine the contact angle of three kinds of hematite fines can be seen from Ref. [20].
3 Results and discussion
As mentioned above, the two types of Indian hematite fines were not suitable for balling directly due to their initial coarse size with only 31.76–39.17% passing 0.074 mm. In general, the optimum fineness of concentrates as pellet feed is within the range of 80–90% smaller than 0.074 mm as well as 50–60% smaller than 0.043 mm, and the corresponding specific surface areas (SSAs) are 1500–2000 cm2/g [21]. Therefore, further finely dry or wet ball milling is required to reach the target fineness for balling.
3.1 Bond ball mill work index
In this study, the Bond ball mill work index of three kinds of samples was measured by the standard method for estimating the energy required for grinding, and for ball mill scale-up, the results are presented in Fig. 3. As shown in Fig. 3, the Indian hematite fines had an extremely low W i of 7.44–7.73 kWh/t, while the BHC had the highest W i of 27.96 kWh/t [19]. The microstructure of three kinds of hematite fines in Fig. 4 shows that the Indian hematite fines possess porous structure, resulting in low hardness. On the contrary, BHC has very compact structure and low porosity, leading to higher micro-hardness and better frictional resistance than Indian hematite fines. As a result, the W i of BHC is considerably larger than that of Indian hematite fines.

Bond work index of different kinds of iron ore fines

Microstructure of three kinds of hematite fines
Generally, W i of the common iron ore is within the range of 10–15 kWh/t, which indicates that the two kinds of Indian hematite fines have the better grindability than common iron ores, resulting in less energy consumption in balling process [12, 19]. However, it is of particular concern, as the ball milling process was generally divided into wet or dry circuit flowsheet; hence, further researches were needed to see which circuit flowsheet is more suitable to pretreat the Indian hematite fines.
3.2 Dry ball milling
3.2.1 Balling index
One of the main properties of the materials intended for balling would be the ballability, namely ability to produce balls with satisfactory strength. The dry open-circuit grinding tests were performed in the laboratory. The balling index of the dry ground products of Indian hematite fines and BHC with the fineness of 80–90% passing 0.074 mm was determined, and the results are shown in Fig. 5.

Balling index of ground products with different sizes
As shown in Fig. 5, with a decrease in size of ground products, the balling index is increased significantly for the three kinds of iron ores. When the samples were ground to a size of 80–90% passing 0.074 mm, the balling index of No. 1, No. 2 and BHC was improved from 0.211, 0.156 and 0.111 to 0.438, 0.350 and 0.211, respectively. In addition, the balling index of ground sample No. 1 is the largest among these ores, while that of BHC is the smallest. It means that the Indian hematite fines after grinding possess the excellent ballability.
3.2.2 Specific surface area
Specific surface area of raw materials is closely connected with the granulometric composition of the material being balled or with the content of fines, which has a dramatic impact on green ball performances [21, 22]. To be well pelletized, the materials will generally have an SSA of 1500–1900 cm2/g. Considering that the SSA is an important index to measure the material quality, the SSA of ground products was determined by the Blaine method and the results are shown in Fig. 6 [19].

Specific surface area of ground products with different sizes
It can be seen from Fig. 6 that with a decrease in size of ground products from 80% passing 0.074 mm to 90% passing 0.074 mm, the SSAs of No. 1, No. 2 and BHC notably increase from 2150, 4770 and 507 to 3160, 4900 and 942 cm2/g, respectively. Especially, the ground Indian hematite concentrates had a very high SSA, which far exceeds the desired level of balling. It is inferred that the green balls prepared by the Indian hematite fines would possess the high drop strength and compressive strength. Compared with Indian hematite concentrates, the BHC had SSA of only 942 cm2/g although 90% of them are finely ground to size of − 0.074 mm, which is far lower than the balling requirement of 1500–1900 cm2/g. Thus, in order to obtain the appropriate SSA, the high-pressure grinding roll (HPGR) technology is indispensable to further pretreat the BHC after ball milling. However, the added procedure will inevitably incur higher cost for pellet production.
Therefore, there is a big difference in the grindability between Indian hematite and Brazilian hematite.
3.2.3 Microstructure
The particle morphologies of hematite concentrate ground to the size of 90% smaller than 0.074 mm under scanning electron microscope (SEM) are presented in Fig. 7. It can be seen that there are many flocs absorbed on the surface of coarser Indian hematite particles. It can be inferred that the surface flocs consisted of ultrafine hematite and clay minerals particles, which is beneficial for improving ballability. Moreover, the surface of Indian hematite particles was relatively rough. Comparatively, the surface of BHC particles was more smooth and denser while lacking fine particles or adhesion particles, resulting in lower SSA and poorer ballability.

Particle morphologies of three types of hematite concentrates after grinding to size of 90% smaller than 0.074 mm
3.3 Wet ball milling
3.3.1 Characteristic of ground products
The sample No. 1 was ground by wet ball milling at 60% pulp density, and the size distribution and particle morphology of ground products are shown in Table 3 and Fig. 8, respectively. It can be seen that when the sample No. 1 was ground to the size of 90% smaller than 0.074 mm and the percentage of − 0.043 mm just reaching 50%, it was 57.25% if the dry ball milling was applied.

Particle morphology of No. 1 Indian hematite concentrates ground to − 0.074 mm 90%
Generally, after wet ball milling, the water has to be removed from the ground concentrates to achieve a product containing 8–10% moisture, suitable for pelletizing process. This dewatering is done traditionally by combination of sedimentation and filtration. Therefore, the sedimentation and filtration properties of ground hematite pulp are very important for manufacturing process.
3.3.2 Sedimentation characteristics
The sedimentation of ground hematite suspensions with the pulp density of 90% was checked by studying the evolution with time of the interface height, and the results are displayed in Fig. 9.

Sedimentation curve of different concentrates obtained by wet ball grinding. a Setting behavior of samples and b true density of samples
As shown in Fig. 9, there is a similar tendency of interface height to decline with time for hematite suspensions. It seems that the BHC suspensions presented the faster sedimentation velocity than Indian hematite suspensions. Moreover, the calculating result by Eq. (3) shows that the Sv of BHC suspensions was as high as 1.93 mm/min; however, Sv of Indian hematite suspensions was only 0.97–0.94 mm/min, indicating that the sedimentation property of products ground from Indian hematite fines was exceedingly poor.
The general expression for free-setting velocity can be shown as follows [21]:
where V is the terminal velocity; η is the fluid viscosity; d is the diameter of the particles; Ds is the true density of the particles; Df is the density of fluid; and g is the acceleration due to gravity.
This expression is known as the Stokes’ law, which shows that the terminal velocity of a particle in a particular fluid is a function only of the particle size and density. If two particles have the same diameter, then the heavier particle has the higher velocity. Hence, the BHC possesses the fastest setting velocity due to its maximum density (as shown in Fig. 9b) under the condition of the similar particle diameter in the three kinds of hematite. Generally, the slow sedimentation velocity brings about the difficulty in dewatering.
3.3.3 Filter characteristics
Figure 10a presents the moisture content profiles of filter cake formed from three kinds of hematite pulp ground to a size of 90% smaller than 0.074 mm. It shows that with an increase in the pulp density, the moisture content of filter cake increases. For BHC, when the pulp density is no more than 70%, the moisture level of filter cake was below 9.0%, which can be directly applied in subsequent balling process without the need to further dry. In contrast, the moisture content of filter cake of Indian hematite was beyond 10% within the scope of the test pulp density. On the other hand, as shown in Fig. 10b, with an increase in the pulp density, the processing capacity of ceramic filter was improved significantly. Meanwhile, compared with the BHC, when ceramic filter was used to handle the Indian hematite concentrates, its capacity was much lower, contributing to water entrapment in the flocs and filer cake.

Effect of pulp density on moisture content of filter cake and capacity of ceramic fitter
The reasons for the great difference of filter characteristics of three kinds of hematites might lie in two aspects. On one hand, Indian hematite fines after grinding possessed the higher SSA. On the other hand, the hydrophilicity and wetting characteristic of these hematite fines are various, which can be evaluated by contact angle and wetting heat. As shown in Fig. 11, Indian hematite fine possesses the smaller contact angle and higher wetting heat than BHC after grinding. According to the Young’s equation [as shown in Eq. (5)], hydrophilic properties of the Indian hematite fines are greatly better than those of BHC due to the smaller contact angle.
where \(\gamma_{{{\text{s}}/{\text{a}}}}\) is the solid–air interfacial tension; \(\gamma_{{{\text{s}}/{\text{l}}}}\) is the solid–liquid interfacial tension; \(\gamma_{{{\text{l}}/{\text{a}}}}\) is the liquid–air interfacial tension; and \(\theta\) is the contact angle.

Contact angle and wetting heat of different kinds of hematite fines obtained by ball grinding. a Contact angle and b wetting heat
Moreover, in ball grinding process, the mechanical energy is transferred into chemical energy which is stored in the crystal grains of iron ore concentrates. The higher surface free energy of the particles is thought to be due to the lattice deformation and defects by ball grinding, with more wetting heat released when these particles come in contact with water molecules, which means the better wettability. Therefore, the Indian hematite fines have better hydrophilicity and wetting characteristic, resulting in more moisture content in filter cake.
Nevertheless, it is indispensable to dry the ground hematite concentrate before balling because of the excessive moisture level of products, which certainly will trigger longer flowsheet, higher investment, more cost and energy consumption [23,24,25].
In summary, the finely ground Indian hematite is characterized by poor dewatering property, high moisture content of filter cake and low processing capacity. Consequently, the wet ball milling is not appropriate to process the Indian hematite fines.
3.4 Verification tests on preparation of green balls
The green balls were prepared with ground products of 90% smaller than 0.074 mm acquired by different ball milling processes, and their properties are shown in Fig. 12. It can be seen that there is no obvious difference in strength and thermal spalling temperature of green balls among different grinding circuits. What is more, the strength of green balls was very high. The wet drop number (wet DN) and wet compressive strength (wet CS) were as high as 25 times/0.5 m and 21 N/pellet, respectively, which far exceeded the industrial requirement (wet DN > 4 times/0.5 m, wet CS > 10 N/pellet) [20, 21].

Comparison of properties of green pellets made of Indian hematite concentrates No. 1 obtained by different grinding circuits containing 0.5% bentonite dosage, 7.5% moisture and balling for 12 min
Therefore, no matter which ball milling process is taken to pretreat the Indian hematite fines, the ground product can be successfully prepared for superior quality green pellets. However, due to poor sedimentation and filtering properties of wet ground products, the dry ball milling is recommended to process the Indian hematite fines for preparing pellet feed [26].
4 Conclusions
-
1.
Compared with common iron ores, the Indian hematite fines (samples No. 1 and No. 2) possess perfect grindability. Their Bond ball milling work indices are only 7.44 and 7.73 kWh/t, respectively, indicating that ball milling is suitable to pretreat Indian hematite fines with low energy consumption.
-
2.
The ground products of Indian hematite fines have appropriate balling index, which is beneficial for green ball properties.
-
3.
Dry ball milling process was recommended to pretreat the Indian hematite fines, because of poor sedimentation and filter properties of wet balling products.
-
4.
The dry ground products had relatively higher SSA than the common hematite concentrates. Meanwhile, the superior quality green balls possessing drop strength of 25 times/0.5 m, comprehensive strength of 21 N/pellet and thermal spalling temperature of 325 °C can be produced using dry ground Indian hematite fines.
References
D.Q. Zhu, T.J. Chun, J. Pan, J.L. Zhang, Int. J. Miner. Process. 125 (2013) 51–60.
S. Dawrapudi, T.K. Ghosh, A. Shankar, V. Tathavadkar, D. Bhattacharjee, R. Venugopal, Int. J. Miner. Process. 96 (2010) 45–53.
G.P. Singh, Sundeep, R.P. Choudhary, H. Vardhanb, M. Aruna, A.B. Akolkar, Procedia Earth Planet. Sci. 11 (2005) 582–597.
S. Singh, H. Sahoo, S.S. Rath, A.K. Sahu, B. Das, Powder Technol. 269 (2015) 38–45.
T.V.V. Kumar, D.S. Rao, S.S. Rao, S. Prabhakar, G.B. Raju, J. Min. Metall. A 49 (2013) 57–66.
M.P. Srivastava, S.K. Pan, N. Prasad, B.K. Mishra, Int. J. Miner. Process. 61 (2001) 93–107.
L.G. Austin, K. Julianelli, A.S. de Souza, C.L. Schneider, Int. J. Miner. Process. 84 (2007) 157–171.
F.P. van der Meer, Miner. Eng. 73 (2015) 21–30.
D.W. Fuerstenau, A.Z.M. Abouzeid, P.B. Phatak, Int. J. Miner. Process. 97 (2010) 52–58.
X.H. Fan, Specialized English of sintering and pelletizing, Central South University Press, Changsha, 1992.
N. Magdalinovic, M. Trumic, G. Trumic, S. Magdalinovic, M. Trumic, Int. J. Miner. Process. 114–117 (2012) 48–50.
M. Gent, M. Menendez, J. Toraño, S. Torno, Powder Technol. 224 (2012) 217–222.
R. Ahmadi, S. Shahsavari, Miner. Eng. 22 (2009) 104–106.
B. Csőke, Á. Rácz, G. Mucsi, Int. J. Miner. Process. 123 (2013) 78–86.
H. Ipek, Y. Ucbas, C. Hosten, Miner. Eng. 18 (2005) 981–983.
K.S. Free, M.K. McCarter, R.P. King, Miner. Metall. Process. 22 (2005) 96–100.
W. Wu, Xinjiang Metall. 33 (2010) 111–114.
D.Q. Zhu, C.C. Yang, J. Pan, Q. Zhang, B.J. Shi, Metall. Mater. Trans. B 47 (2016) 1010–1023.
D.Q. Zhu, F. Zhang, Z.Q. Guo, J. Pan, W. Yu, Int. J. Min. Met. Mater. 24 (2017) 473–485.
H.X. Zhang, Fujian Anal. Test. 15 (2006) 47–49.
O.A. Mohamed, M.E.H. Shalabi, N.A. El-Hussiny, M.H. Khedr, F. Mostafa, Powder Technol. 130 (2003) 277–282.
J.Y. Fu, T. Jiang, D.Q. Zhu, Sintering and pelletizing, Central South University Press, Changsha, 1953.
D.Q. Zhu, T.J. Chun, J. Pan, Z.Q. Guo, Ironmak. Steelmak. 40 (2013) 430–435.
Z.Q. Guo, D.Q. Zhu, J. Pan, F. Zhang, Powder Technol. 329 (2018) 55–64.
Z.Q. Guo, D.Q. Zhu, J. Pan, F. Zhang, JOM 70 (2018) 533–538.
Z.Q. Guo, D.Q. Zhu, J. Pan, W.J. Yao, W.Q. Xu, J.A. Chen, JOM 79 (2017) 1688–1695.
Acknowledgements
The authors would like to acknowledge the Analytical and Testing Center of Central South University to supply the facilities to fulfill the measurements. The authors also wish to express their thanks to the National Natural Science Foundation of China (No. 51474161) and Hunan Provincial Innovation Foundation for Postgraduate (CX2017B056) for the financial support of this research.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Zhu, Dq., Guo, Zq., Pan, J. et al. Insights on pretreatment of Indian hematite fines in grate–kiln pelletizing process: the choice of grinding processes. J. Iron Steel Res. Int. 25, 506–514 (2018). https://doi.org/10.1007/s42243-018-0067-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42243-018-0067-6