
Abstract
In recent years, natural fibers are replaced by synthetic fibers as reinforcing agents to fabricate biocomposites. The present study is aimed to blend an abundantly available natural fiber with biopolymer to fabricate green biocomposite material. Four sets of cardanol-based biocomposites were prepared by incorporating bagasse fibers cut length 10 mm (chemically treated and untreated) and 20 mm (chemically treated and untreated) with biopolymer. These cut fibers were blended in various wt% (viz., 0, 5, 10, 15, and 20 wt%) with cardanol. The tensile strength and impact test were performed to study the mechanical properties of the developed composites. The morphological study in tensile fractured specimens was carried out using scanning electron microscopy (SEM). In addition to this, differential scanning calorimeter (DSC) tests were also carried out. The result proved that the morphologies of the composites have an improved bonding between the fiber and resin, leading to enhanced mechanical properties. Among the four sets, 15 wt% of 20 mm NaOH-treated fiber length composite has better mechanical properties like higher tensile strength, impact strength, and thermal stability than other wt% composites. SEM photograph also supports for the same biocomposite.

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
After the Second World War, there was a spectacular rise in the production of synthetic fibers, but at the same time, the use of natural fibers considerably decreased [1]. There has been a revitalization of usage of natural fibers in the plastics, building, textile, and automotive industries which is taken for environmental consideration. This consideration is reinforced by economic developmental perspectives on the agro-industrial market, and its local productions specifically emphasize on economic growth and its own independence against the use of imported materials [1, 2].
The increasing ecological concern and governmental policy tends to rise in the demand of the natural fibers which act as a substitute of synthetic fibers. These natural fibers are renewable as well as biodegradable in nature and possess rich qualities such as high modulus of elasticity and specific strength, low density and cost, and reduced dermal and respiratory irritation [1, 3, 4]. Interestingly, more numbers of natural fibers are abundantly available to prove to be cost effective with good reinforcement effect in the thermoplastic and thermoset plastics [5].
Researchers are presently focusing their effort in developing new types of totally biodegradable “green” composites by mixing natural fibers with biodegradable resins. These polymers are classified to degrade through the action of living microorganisms. The most important attractions of green composites are fully degradable, environmental friendly, and sustainable, because, they are truly green. Later, they will be simply disposed of or composted without disturbing the environment [6]. Polylactic acid (PLA) is a bioactive and biodegradable thermoplastic aliphatic polyester synthesized from renewable resources, such as chips or starch, cassava roots, corn starch, and sugarcane. PLA had the second maximum utilization volume of a few bioplastic of the world [7].
This leads to prepare a new biocomposite using locally available eco-friendly, cost-effective, and abundantly available bioproducts. India is the largest producer of cashew nut, accounting for almost 50% of world exports [8]. The cashew tree yields the fruit called cashew apple to which the cashew nut is attached. This fruit is very juicy, fibrous, and also edible. Cardanol resin obtained from the cashew nut shell oil will function as thermoset polymers, which may be used as a matrix in composites [9]. Sugarcane is the most abundantly and eco-friendly biodegradable crop cultivating locally. The sugarcane bagasse is a residue extensively generated in high proportions in the agro-industry. It is a fibrous residue of cane stalks left over after the crushing and removal of juice from the sugarcane. The main chemical constituents of bagasse are cellulose, hemicellulose, lignin, and ash contents of approximately 55%, 17%, 25%, and 1%, respectively [10]. Incorporation of chemically treated and untreated bagasse fiber (cut length 10 and 20 mm) may be done for the preparation of better biocomposite. Similarly different wt% of bagasse fiber may be blended with the biopolymer to reinforce the fabrication of biocomposite.
The compounds like sodium hydroxide, acetic acid, isocyanates, potassium permanganate, silane peroxide, etc. were found to promote more adhesion, when they are used for chemical treatment of bagasse fiber. The fiber which underwent chemical treatment attains favorable characteristics than before [11]. The aim of this work is to prepare different biocomposites with various wt% of alkaline-treated and untreated bagasse fiber with cardanol biopolymer also to carry out various tests to compare and study the properties of the prepared biocomposites.
2 Experimental
2.1 Materials
The sugarcane bagasse collected from roadside sugarcane juice shop at Chidambaram (Cuddalore District, Tamil Nadu, India). Cardanol prepared in our earlier work [12]. Epoxy [LY 556], sodium hydroxide (NaOH), and araldite [HY 951] were procured from Indian Scientific Solution (Mayiladuthurai, Tamil Nadu, India).
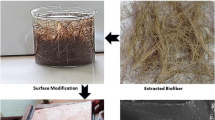
2.2 Sodium hydroxide treated in bagasse fiber
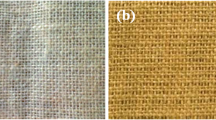
Alkaline treatment of fibers was considered to be the suitable method to enhance the interface adhesion between fiber and matrix [13]. The cleaned and dried fiber was immersed in a 5% sodium hydroxide (relative to bagasse fiber weight percentage) for a day. Then, it was dried at 100 °C for 24 h in an oven [14]. The main aim of this treatment was to increase the surface area and decrease the hydrophilic groups, which lead to incompatibility in a hydrophobic polymer matrix and weak bonding in the fiber/matrix interface [15]. Figure 1a, b shows the photographs of the treated and untreated bagasse fiber.

a Before chemical treatment of bagasse fiber. b After chemical treatment of bagasse fiber
2.3 Green composites preparation
Four sets of cardanol-based composite specimens of bagasse fibers viz., 10 mm chemically treated and untreated, 20 mm chemically treated and untreated sets were fabricated using compression molding machine. Epoxy resin was blended with the synthesized cardanol [12] and hardener in a ratio of 3:8:1 by weight % (wt%) to prepare these composites to decrease the curing time [16]. The prepared composites were fabricated into dimension of 300 × 300 × 3 mm at 110 °C after a wax coat. The wt% of fiber reinforcement was varied as 0, 5, 10, 15, and 20%, and totally 17 samples were prepared. The laminates were left to cure at 120 °C temperature for 24 h in hot air oven. This composite preparation process was reported elsewhere [12, 17]. Figure 2 shows the flow chart for the preparation of green composites.

Prepared green composite
2.4 Composite characterizations
Tensile tests of the composites were conducted by a Unitek-94100 universal testing machine at a specific load range and cross head speed. Tensile strength and modulus were measured according to ASTM D638 standard. Charpy impact tests were carried out using a Charpy impact tester in terms of the standard method used for the Charpy impact strength of plastics (ASTM D256), with a hammer weight of 0.6 kg and a falling height of 0.125 m. The test was repeated five times to report the average value.
The morphologies of the untreated and treated fiber and mechanical fractured surfaces of composites were analyzed using a scanning electron microscopy (JEOL JSM 6610 LV), at Department of Manufacturing, Annamalai University, Annamalai Nagar, Tamil Nadu, India. The composites were cleaned thoroughly, air-dried, and were coated with platinum to provide enhanced conductivity and observed in SEM at 15 kV.
Thermal stability and thermal degradation of the prepared composite samples were determined by differential scanning calorimetry technique. For this purpose, NETZSCH STA 449F3 thermogravimetric analyzer was used. About 10 g of each sample was placed in a platinum pan and heated up to 600 °C at the heating rate of 20.0 °C/min under nitrogen atmosphere.
3 Results and discussion
3.1 Tensile strength
Figure 3 represents the tensile strength of biocomposites taken into the account of the reinforcement effect of various wt% of bagasse fibers both untreated and NaOH treated. The tensile strength increased linearly up to 15 wt%; later that, it tends to decrease in spite of the further rise in the wt% of both untreated and treated fiber reinforcement. As the wt% of bagasse fiber increases, beyond certain wt%, it leads to complication for the resin to fully impregnate the fibers, thus leading to poor interfacial bonding and accordingly lower mechanical properties [18]. As per the result, the 15 wt% of untreated and treated bagasse fiber-reinforced cardanol composite exhibits the highest tensile strength for both dimensions (10 and 20 mm length fiber). Incorporation of bagasse fiber (of both the lengths) beyond 15 wt% tends to decrease in the tensile strength.

Effect of untreated and NaOH treated bagasse fiber wt% on tensile strength
3.2 Impact strength
It was observed from Fig. 4 that the notched Charpy impact strength of the untreated bagasse fiber cardanol composites showed a decreasing trend with increase in fiber content, but NaOH-treated bagasse fiber cardanol composites showed an increasing trend with increase in fiber content. This increase in impact strength indicates the contribution of the fiber. Higher impact strength indicates the ability of the composites to absorb energy. This is because of strong interfacial bonding between the fiber and matrix [19]. It also depends on the nature of the fiber and polymer [20].

Effect of untreated and NaOH treated bagasse fiber wt% on impact strength
3.3 Tensile fracture surface morphology
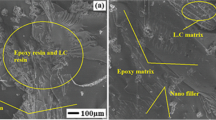
Figure 5 represents the tensile fractured region of cardanol matrix containing NaOH-treated bagasse fiber composite, where it can be seen the fiber distribution in the matrix, fibers fractured in the composite, and characterizing the mechanism of brittle fracture. Figure 5a (0 wt%) shows confirmation of no voids of fibers. Figure 5b, c shows the 5 wt% of 10 and 20 mm length fiber composites. The cracks in the composite, fiber porous structure, and voids coalescence were observed in SEM micrograph. It indicates the good compatibility of the fiber and matrix, due to high porosity through which entrapment of air which percolates inside the composite or on the surface [21]. Hence, the mechanical properties of the composites were lesser than the other wt% composites. The slight improvement in tensile strength observed in 10 wt% composites compared to 5 wt% composites may be explained as due to minimum porous structure observed in Fig. 5d, e, and this minimum porous structure prevented the entrapment of air inside the composites and restricted crack growth. Figure 5f, g shows 15 wt% of 10 and 20 mm length fiber composites exhibited with a trapped fiber, absence of voids, absence of cohesion of fibers, and good adhesion at the fiber–matrix interface. This leads to the higher tensile strength for 15 wt% (27.3 and 28 MPa for 10 and 20 mm fiber length) than other wt% composites. The presence of polar hydroxyl groups and aromatic rings in both the matrix and fiber favors intermolecular relations at the interface, leading to good adhesion [22]. Figure 5h, i shows the failure surface for 20 wt% of 10 and 20 mm length fiber composites. The failure mode observed in the fibers shows uneven spreading of matrix, incompatibility of fiber and matrix, good dispersion, slight crack, and small voids. The slight crack and small voids in the matrix was the foremost reason, for 20 wt% composites to have a small decrease in tensile strength [23].

Photomicrographs of a cardanol-NaOH-treated bagasse fiber composite fracture surfaces of a sample subjected to tensile strength, for a, b 5 wt%, c, d 10 wt%, e, f 15 wt%, and g, h 20 wt% (columns I and II represents 10 and 20 mm fiber length composites respectively)
3.4 Differential scanning calorimeter
Figures 6 and 7 show differential scanning calorimeter (DSC) analysis of the neat polymer; untreated and NaOH treated with different levels of fiber (5 to 20 wt%) added to 10 mm length and 20 mm length samples are presented. The DSC curves present endothermic and exothermic processes. The only endothermic peak appeared from room temperature at 100 °C. It corresponds to the dehydration process to the fiber [24, 25].

DSC analysis of untreated 10 mm length bagasse fiber composites

DSC analysis of untreated 20 mm length bagasse fiber composites
An exothermic peak around 150 °C related to residual was observed in DSC curves of the composites (neat polymer composite and composites of fiber 5 to 20 wt% (10 and 20 mm length)) (Figs. 6 and 7). Another exothermic peak was observed at 350 °C, which was related to the decomposition of cellulose present in the untreated samples (0 and 5 to 20 wt%) [26]. In respect of 20 mm length untreated samples (5 to 20 wt%), Fig. 7 indicates the peak intensities are more than that of untreated samples of 10 mm length (Fig. 6).
The last stage appears from 550 to 590 °C and is relative to the final decomposed product of the fibers and the polymer matrix degradation. The large exothermic events that occur (Figs. 6 and 7) are assigned to the decomposition process of the major components of the plant fibers, as discussed above [27].
The cardanol resin of the composite with 15 wt% of bagasse fiber (10 mm length) showed a feeble endothermic event in the DSC curve. The intense exothermic peak that appears between 250 and 370 °C in the DSC curves for the composites 15 wt% (10 mm length) corresponds to the thermal decomposition of the major components in this sample.
Figures 8 and 9 represent the DSC curves for 10 and 20 mm NaOH-treated reinforced fiber biocomposite samples relative to the biocomposite of 0 wt% bagasse fiber. The first stage of temperature range for biocomposites reinforced with untreated fiber occurred at 350 °C while for treated with chemical, it occurred at 355 °C. The second stage for biocomposites with untreated fiber had a maximum temperature of degradation at 370, 470, and 550 °C, respectively. The last stage reported a significant difference of temperature for untreated fiber (15 wt%) (470 °C), chemical treated (15 wt% 10 mm length) (500 °C) and (570 °C), chemical treated (15 wt% 20 mm length) (510 and 570 °C). In other words, a variation of 10–15 °C comparing the composites reinforced by untreated fiber with composites reinforced by chemical-treated fiber (15 wt%) was observed. These results reflect a better diffusion of the resin inside the fibers treated with an alkali solution.

DSC analysis of NaOH-treated 10 mm length bagasse fiber composites

DSC analysis of NaOH-treated 20 mm length bagasse fiber composites
4 Conclusions
The present investigation aimed at studying cardanol-based bagasse fiber composites. The results are compared with fiber wt%, length of the fiber, and untreated and NaOH-treated fiber. Based on the investigations, the following conclusions are drawn.
Four sets of cardanol-based biocomposites were prepared by incorporating bagasse fiber cut length 10 mm (chemically treated and untreated), 20 mm (chemically treated and untreated) with biopolymer. Five percent NaOH was used for chemical treatment of fiber.
The bagasse cut fibers were blended in various wt% (viz., 0, 5, 10, 15, and 20 wt%) with cardanol by compression molding. In total, 17 biocomposites were prepared.
Of the four sets, 15 wt% of 20 mm NaOH-treated fiber length composite has better mechanical properties, like higher tensile strength (28 MPa) and impact value (2.5 kJ/m2) than other wt% composites.
SEM photograph also supports for the same 15 wt% composite with a well-trapped fiber, absence of voids, no cohesion of fiber, and good adhesion at the fiber–matrix interface.
Comparing untreated and NaOH-treated fiber composites, it is concluded that the 15 wt% of 20 mm length NaOH-treated fiber composite shows the better mechanical properties and thermal stability compared to neat polymer (0 wt%) composite and other wt% of untreated and NaOH-treated bagasse fiber composites.
References
Singha AS, Shama A, Thakur VK (2008) X-ray diffraction, morphological, and thermal studies on methylmethacrylate graft copolymerized Saccharum ciliare fiber. Int J Polym Anal Charact 13(6):447–462
Morgan P (2005) Carbon fibers and their composites. Taylor & Francis, CRC Press, Boca Raton
Balaji A, Karthikeyan B, Raj CS (2014) Bagasse fiber—the future biocomposite material: a review. Int J Cemtech Res 7(1):223–233
Li Y, Yi X, Yu T, Xian G (2007) An overview of structural-functional-integrated composites based on the hierarchical microstructures of plant fibers. Adv Compos Hybrid Mater 1(2):231–246
Kashfipour MA, Mehra N, Zhu J (2018) A review on the role of interface in mechanical, thermal, and electrical properties of polymer composites. Adv Compos Hybrid Mater 1(2):1–25
Jacob M, Thomas S, Varughese KT (2004) Mechanical properties of sisal/oil palm hybrid fiber reinforced natural rubber composites. Compos Sci Technol 64(7–8):955–965
Martin O, Avérous L (2001) Poly(lactic acid): plasticization and properties of biodegradable multiphase systems. Polymer 42(14):6209–6219
Trevisan MT, Pfundstein B, Haubner R, Würtele G, Spiegelhalder B, Bartsch H, Owen RW (2006) Characterization of alkyl phenols in cashew (Anacardium occidentale) products and assay of their antioxidant capacity. Food Chem Toxicol 44(2):188–197
Maffezzoli A, Calo E, Zurlo S, Mele G, Tarzia A, Stifani C (2004) Cardanol based matrix biocomposites reinforced with natural fibres. Compos Sci Technol 64(6):839–845
Hoareau W, Trindade WG, Siegmund B, Castellan A, Frollini E (2004) Sugar cane bagasse and curaua lignins oxidized by chlorine dioxide and reacted with furfuryl alcohol: characterization and stability. Polym Degrad Stab 86(3):567–576
Jawaid M, Othman A, Saba N, Shekeil YA, Paridah MT, Abdul Khalil HP (2014) Effect of chemical modifications of fibers on tensile properties of epoxy hybrid composites. Int J Polym Anal Charact 19(5):391–403
Balaji A, Karthikeyan B, Swaminathan J, Raj CS (2017) Mechanical behavior of short bagasse fiber reinforced cardanol-formaldehyde composites. Fibers Polym 18(6):1193–1199
Merlini C, Soldi V, Barra GM (2011) Influence of fiber surface treatment and length on physico-chemical properties of short random banana fiber-reinforced castor oil polyurethane composites. Polym Test 30(8):833–840
Andiç-Çakir Ö, Sarikanat M, Tüfekçi HB, Demirci C, Erdoğan ÜH (2014) Physical and mechanical properties of randomly oriented coir fiber–cementitious composites. Compos Part B 61:49–54
Barreto AC, Rosa DS, Fechine PB, Mazzetto SE (2011) Properties of sisal fibers treated by alkali solution and their application into cardanol-based biocomposites. Compos A: Appl Sci Manuf 42(5):492–500
May CA (1988) Epoxy resin—chemistry and technology. Marcel Dekker, New York
da Silva Santos R, de Souza AA, De Paoli MA, de Souza CM (2010) Cardanol–formaldehyde thermoset composites reinforced with buriti fibers: preparation and characterization. Compos A: Appl Sci Manuf 41(9):1123–1129
Stelescu MD, Airinei A, Manaila E, Craciun G, Fifere N, Varganici C (2017) Property correlations for composites based on ethylene propylene diene rubber reinforced with flax fibers. Polym Test 59:75–83
Lin JC, Chang LC, Nien MH, Ho HL (2006) Mechanical behavior of various nanoparticle filled composites at low-velocity impact. Compos Struct 74(1):30–36
Joseph PV, Joseph K, Thomas S, Pillai CK, Prasad VS, Groeninckx G, Sarkissova M (2003) The thermal and crystallisation studies of short sisal fibre reinforced polypropylene composites. Compos A: Appl Sci Manuf 34(3):253–266
Jawaid M, Khalil HA, Bakar AA, Khanam PN (2011) Chemical resistance, void content and tensile properties of oil palm/jute fibre reinforced polymer hybrid composites. Mater Des 32(2):1014–1019
Reis PN, Ferreira JA, Antunes FV, Costa JD (2007) Flexural behaviour of hybrid laminated composites. Compos A: Appl Sci Manuf 38(6):1612–1620
Shibata S, Cao Y, Fukumoto I (2005) Effect of bagasse fiber on the flexural properties of biodegradable composites. Polym Compos 26(5):689–694
Silva GG, De Souza DA, Machado JC, Hourston DJ (2000) Mechanical and thermal characterization of native Brazilian coir fiber. J Appl Polym Sci 76(7):1197–1206
Shukla SR, Athalye AR (1995) Mechanical and thermal properties of glycidyl methacrylate grafted cotton cellulose. J Appl Polym Sci 57(8):983–988
Kučerík J, Průšová A, Rotaru A, Flimel K, Janeček J, Conte P (2011) DSC study on hyaluronan drying and hydration. Thermochim Acta 523(1–2):245–249
Hatakeyama H, Hatakeyama T (2009) Lignin structure, properties, and applications. In: Biopolymers. Springer, Berlin, pp 1–63
Acknowledgements
The authors thank Dr. S. Vijayaraj, Professor and Principal, A.V.C. College of Engineering, for his constant support and encouragement. Also, the authors wish to acknowledge the support extended by Annamalai University, Department of Physics, Annamalai Nagar, India for DSC test.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
A, B., B, K. & J, S. Comparative mechanical, thermal, and morphological study of untreated and NaOH-treated bagasse fiber-reinforced cardanol green composites. Adv Compos Hybrid Mater 2, 125–132 (2019). https://doi.org/10.1007/s42114-019-00079-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42114-019-00079-7