
Abstract
In the present study, TiCN and TiAlN were deposited on DIN 1.2842 (AISI O2) steel, and their mechanical properties was compared by investigating coating thickness, adhesion strength, microhardness, and elastic modulus. To carry out characterizations, micro-wear test, Rockwell C adhesion, microhardness test, and scratch test were applied on TiCN- and TiAlN-coated DIN 1.2842 (AISI O2) steel. Deposition of the TiCN and TiAlN coatings was carried out on the hardened steel substrates (55-57 HRc) at 450–500°C by cathodic arc physical vapor deposition (CA-PVD) method. As a result of the applied tests, adequate adhesion strength was obtained for both hard coatings. Through thickness microcrack, buckling failure mode and buckle spallation failure mode are observed at critical loads as Lc1, Lc2, and Lc3, respectively. TiAlN coating has better indentation hardness properties and elastic modulus. Wear resistance of TiAlN coating is better than that of TiCN coating due to similarity with substrate and tougher metallic character.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Surface treatments are applied to materials for improving their thermal, electrical, and mechanical properties such as hardness and wear resistance. In order to obtain improvements in these properties, welding, physical and chemical vapor depositions, thermal spray, and electrochemical methods are conducted on the surface of materials. Adhesion is the most significant property of a coating, and it does not matter what method is used. Some admissible test methods for characterizing adhesion behavior of the materials were developed [1]. Direct pull-off test [2], accelerated force test (ultracentrifuge [3], ultrasonic [4]), acoustic image test [5], laser test [6], indentation test [7,8,9], and scratch test [10,11,12,13,14] are well known ones and can be addressed in the literature. All of these tests are simple and immediate methods, and also they are repeatable.
Ion-plated PVD TiN, TiCN, and high-ionization sputtered PVD TiAlN coatings were applied on WC-6wt%Co hard metal cutting tool inserts to improve mechanical properties and to increase tool life [15]. The best metal cutting performance was showed by TiAlN-coated tools followed by the TiCN- and TiN-coated tools. The superior performance of the TiAlN-coated tools, which was even greater at higher speeds, is related to their high abrasive and crater wear resistance. The wear behavior of TiAlN- and TiCN-coated M2 high speed steel (HSS) and WC hard metal was investigated and compared, using the pin on disk standard test with different loads [16]. Temperature-dependent mechanical properties of TiAlN- and AlCrN-coated cutting tools were also investigated at room and varying temperatures up to 500 °C [17]. Micro-mechanical properties such as microhardness, elastic modulus, and critical load values (Lc1—first crack event; Lc2—load of dramatic coating failure) have been measured during scratch testing. Cutting tool life of the structural AISI 1040 steel was studied under end milling/finishing conditions. Moreover, the corrosion of TiN, TiAlCN, AlCrN, and AlTiN coatings on tungsten carbide tool was also investigated [18]. Even an average coating thickness of 2 microns showed unique improvement in corrosion current compared to bare WC tool which in turn gave promising results for longer tool life by the aid of coatings.
DIN 1.2842 steel (AISI O2) is widely used for cutting and shaping of sheets up to 6 mm thickness. Because of its high cutting ability and high abrasion resistance, it is also used in bolt rubbing cheeks, brooches, calipers, measuring tools, plastic molds, cutting blades, and guide pins. Therefore, cathodic arc deposition of TiCN and TiAlN on DIN 1.2842 steel was studied to improve its life in load bearing applications such as biomedical application for hip or knee or shoulder surgery as well as microcutter hard material applications by improved wear resistance. Apart from prior works in the literature, TiCN and TiAlN coatings were first applied on DIN 1.2842 (AISI O2) steel and characterized. Scratch tests, dynamic microhardness tests, coating thickness measurement tests (Calotest), Rockwell C adhesion tests, and wear test were carried out to characterize TiCN and TiAlN coated on DIN 1.2842 steel, and then the results were evaluated for a comparison.
Experimental study
Sample preparation
Steel rods were obtained from Önerler Makina Çelik Industry Ltd. Co. The samples were purchased in rod shape, and their dimensions were 24 mm in diameter and 100 mm length. Chemical composition of the steel rods is given in Table 1.
Before heat treatment, diameter of the steel rods was decreased to 13 mm by turning operations. Applied heat treatment conditions were given in Table 2. Hardness after heat treatment was 56±1 HRc for all of the steel rods.
After heat treatment, the steel was ground to 12.7 mm diameter by using a fine-grained grinding stone. By this way, the possibility of distortion during heat treatment was eliminated. In order to clean the oil from sample surfaces after grinding, all of the samples were sat in the ultrasonic bath of hot alkaline solution for a specific time and washed with isopropanol alcohol before the coating process.
Cathodic arc coating method is used to deposit TiCN and TiAlN PVD coatings on all of the steels. Coating process was performed at a temperature in the range of 450–500°C. Figure 1 shows the schematic representation of coating process.

The schematic representation of the coating process (1, part of the coater wall; 2, insulator; 3, magnet system; 4, cooled copper plate; 5, target; 6, ignitor; 7, arc; 8, ionized metal vapor; 9, reactive gas inlet; 10, coating; 11, tool; 12, tool holder)
Characterization tests
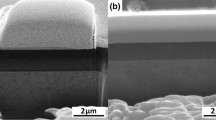
EDX analysis of TiCN- and TiAlN PVD-coated steel rods was first carried out. Then, microhardness tests were performed. After microhardness test, to calculate the coating thickness abrasion, tests were performed on all samples using a 0.5 μm size diamond abrasive solution in CSM Calotest Abrasion Test Machine. After the abrasion test, an elliptical attrition appeared on the surfaces because of the specimen round shape. The inner and the outer radiuses of the ellipses were measured using an optical microscope and image analysis software (Fig. 2).

Schematic representation of the CSM Calotest
Coating thickness was calculated by using measured radius values in Eq. (1). This test also helped us to detect if the coating was a single layer and if there were any impurities (droplet density, Schift Fehler, SF) within the coatings. Coating thickness, D, is calculated by using following equation:
where D is the coating thickness, X and Y are the outer radius and inner radius, respectively, and Øtip is the radius of the tip.
Then, scratch test was conducted to the all samples using a CSM Revetest Machine according to ASTM C162 standard. Five scratch tests were applied on each coated steel sample. In the scratch test, a conical diamond tip with a radius of 50 μm (HRc type) is used with a progressive load during experiments. The scratch tests were conducted according to following settings: 5 mN initial load, 200 mN maximum load, 136500 mN/min loading rate, and 7 mm/min scratching rate. During test, an acoustic emission sensor detects the critical loads depending on the dissociation characteristic of coatings. Addition to the acoustic emissions, applied normal force, friction force, and friction coefficient were also measured. Normal load, which leads to the dissociation of coating, is called as critical load. Three different critical loads were defined in this study. The first one is threshold load, Lc1, which indicates the first vertical crack situation forward to the substrate. The second one is the limit of load bearing capacity, Lc2, which expresses the situation of separation of the coating as a thin layer on the sides of a crack line. The last one is the complete removal, Lc3, which states the situation of total disassociation of the coating from a crack line.
Hardness of the coated surfaces was measured using a Fischer dynamic microhardness machine (Fischer HM100) according to ISO 14577-1 standard. Tests were carried out at a 0.5 mN/s loading rate (load controlled) for duration of 20 s, and each of them is held 1 s at the maximum load by using a standard Vickers tip [19, 20].
Rockwell C adhesion tests were applied to all of the samples according to DIN CEN/TS 1071-8 standard. Since this test is very sensitive and dependent on the hardness of the substrate material and also on coating thickness, in order to get reliable results, substrate hardness was adjusted to 56±1 HRc after the heat treatment processes. In general, this test does not give any numerical value for adhesion; instead, it categorizes the quality of adhesion by giving indicators in range from HF1 to HF6 by using the reference images. When the categorization indicator results are between HF1 and HF4, it means that the adhesion strength is adequate [21]. If it is above the HF4, the coating does not have enough adhesion strength on the surface. After the adhesion tests, surfaces were investigated with ×50 magnification under an optical microscope.
To evaluate the wear characteristics of the coatings, a pin-on-roller type of apparatus (PLINT multipurpose friction machine) was used as shown in Fig. 3. Load was controlled by adjusting manually, and revolution speed of roller was controlled and recorded to a computer automatically. The samples were loaded against the abrasive roller, which was made out of nitrided cast iron, with the help of a cantilever mechanism. The wear pin was cleaned in acetone before and after the wear tests, and then the dried pin was weighed on a microbalance with 0.1 mg sensitivity. Each test was performed with a new roller. In all wear test, the revolution speed (500 rpm) and load (67 N) are kept constant, but sliding distance is varied as 300, 600, 900, 1200, 1500, and 1800 m, and wear amount was determined for all specific cases.

The schematic diagram of wear test apparatus
Result and discussion
Chemical composition and microstructure of the coated surfaces were also characterized by using SEM-EDX. Figure 4 shows ×1500 magnification picture and EDX analysis of the TiCN- and TiAlN ceramic-coated DIN 1.2842 (AISI O2) steel surfaces. EDX results show that, for TiCN coating, the steel peaks come from main metal due to high voltage acceleration as 19 kV, which may penetrate the electrons through 3 microns, so Fe-Cr-V elements come from main metal. When the molar ratios of elements were calculated by EDX wt%, the average TiCN formation can be evaluated as Ti0.675(C0.258N0.062). This composition is more in metallic character after subtraction of main metal’s elements, but the coating itself is also more metallic than regular TiCN with a molar composition of 1-0.5-0.5, respectively [23].

×1500 picture and EDX analysis of coatings: a TiCN and b TiAlN
By the way, EDX analysis of TiAlN composition interferes with same high voltage acceleration due to more scattering metallic element content as Ti-Al. The higher the metallic content may result in more photon scatter and no more elements from main metal detected by EDX. Ti and Al should share the inner of cubic center, and N should be on the corners to provide TiAlN ratio as 0.5-0.5-1, respectively. In EDX results, (Ti0.454Al0.296)N0.25 improves the interstitial places shared by Ti and Al, while N is almost half of the desired ratio [23]. Since N ratio is less than desired, this composition can also be said metallic but harder and tougher than TiCN due to matching coating elements with steel material.
After EDX analysis, microhardness tests were performed. Microhardness measurement was performed on a line from the uncoated section of surface before the heat treatment and after PVD coating (Fig. 5).

Coating surfaces of abrasion wear: a TiCN and b TiAlN
Coating thickness
TiCN and TiAlN coating thicknesses were measured on three samples using a CSM Calotest Abrasion Instrument. Figure 6 shows the tracks of Calotest abrasion. Track of abrasion test gives information about coating quality such as surface cleanness, impurities, and adhesion strength. As it is seen in Fig. 8b (middle picture), removal of coating (white color and black or gray color) was obviously seen in the inner side of elliptical attrition.

Scratch test results of DIN 1.2842 steel: a TiCN and b TiAlN
Table 3 shows the test results. The thickness of TiAlN coating is higher than that of TiCN coating on the surface of DIN 1.2842 (AISI O2) steel. The metallic content of TiAlN is much higher that may favor the increase in thickness occurrence more than TiCN. The thermal mismatch of TiCN is more than TiAlN onto steel that can also be concluded to have lower thickness.
Scratch test results
Lc1 critical load is determined using the acoustic signals in scratch test data. However, the ability of getting acoustic signals is depended on the coating thickness. Valli et al. [1] used scratch test to characterize TiN coating on M2 HSS and ASP30 sintered HSS. According to their study, it was required to have at least 1.5 μm TiN coating thickness in order to obtain acoustic signals. The coating thickness of TiCN (1.635 μm) and TiAlN (1.854 μm) was measured sufficiently higher than 1.5 μm in this study; therefore, the acoustic signals could be acquired and interpreted. Figure 7 depicts the scratch test results for TiCN and TiAlN coatings on the surfaces of DIN 1.2842 steel, and Table 4 gives scratch tests results and their average values.

The optical microscopy top view of the scratch lines and critical loads obtained from scratch test for DIN 1.2842 steel: a TiCN and b TiAlN
When the experiment results are investigated, the critical loads (LC1, LC2, LC3) are defined by analyzing three significant parameters, which are acoustic signal, friction force, and friction coefficient. LC1 is determined critical load point, where the acoustic signal rises immediately. LC2 is critical load point where the friction force and friction coefficients increase at the same time with a higher slope. The location, where the acoustic signal and the friction coefficient started to create straight lines, is the determined location of LC3 critical load.
The average values of TiCN and TiAlN coating properties were compared. While the critical load (LC1) where the first microcrack occurred for TiCN coating is 7.92 N at 0.15 mm distance, for TiAlN coating LC1 is 15.27 N at 0.53 mm distance. Although the friction coefficient is the same in both coatings, the friction force (LC1) of TiAlN coating is 2 times that of TiCN coating. The critical load (LC2), which causes the dissociation of the coating at the edges of the trace left by the scratch test, occurs under a load of 56.40 N at 2.63 mm distance for TiCN coating and under 53.24 N at 2.47 mm for TiAlN coating. Although the coefficients of friction are almost the same, it is seen that the friction force of TiAlN coating is lower than that of TiCN coating. The critical load (LC3), at which the coating removed from the steel surface, is 121.79 N at 5.99 mm distance for TiCN coating and 111.58 N at 5.47 mm for TiAlN coating. The friction coefficient of the TiAlN coating is greater than the friction coefficient of the TiCN coating, and the frictional forces of both coatings are the same.
After scratch test, scratch crack propagation resistance parameter (CPRs) of the coatings has been calculated by using following equation:
CPRs could be a measure of fracture toughness of the coating [2]. CPRs values are calculated as 384 and 580 for TiCN and TiAlN coating, respectively. CPRs of TiAlN coating have better fracture toughness than that of TiCN coating.
The groove created in the scratch test was examined using an optical microscope with ×200 magnification in order to determine the failure mode. Figure 8 shows the formation of through thickness microcrack (LC1), load bearing capacity (LC2), and complete removal of the coating (LC3) for TiCN and TiAlN coatings of DIN 1.2842 steel. In both coatings, the through thickness cracks occur at the critical load of LC1 (Fig. 8a1 and b1).

Load-depth diagram obtained after dynamic microhardness test for a TiCN and b TiAlN coatings. The graphs include 9 tests and the average curve (red curve)
Through thickness cracks in the TiCN coating are fine and less amount as compared to cracks in the TiAlN coating. At critical load of LC2, buckling failure mode was observed in both coatings. Buckling failures typically appear as curved cracks extending to the edges of or beyond the scratch track (Fig. 8a2 and b2). In this failure mode, failure occurs in response to the compressive stresses generated ahead of the moving indenter. Localized regions containing interfacial defects allow the coating to buckle in response to the stresses. Individual buckles spread laterally by propagation of interfacial crack. At the critical load of LC2, slopes of coefficient of friction and frictional force increase sharply (Fig. 7a and b). At the critical load of LC3, buckle spallation failure mode was observed. Removal of coating occurs when through thickness cracks form in regions of high tensile stress within the coating. The presence of plastically piled-up material a head of the indenter enhances this failure mode. When the buckle has occurred, the indenter passes over the buckled region crushing the coating into the surface of the scratch track. At this time, coating removes from the surface of the substrate (Fig. 8a3 and b3). Regions of spallation associated with buckle failures have edges perpendicular to the coating-substrate interface.
Dynamic microhardness test results
Dynamic microhardness tests were performed on each sample for 10 times, and the worst test was eliminated; therefore, 9 indentations were used for calculations in order to get reliable results. Figure 9 shows the load vs. depth diagram for 9 tests of TiCN and TiAlN coatings and the software calculated mean curve (red color) for both type of coatings.

Rockwell C adhesion test for 1.2842: a) TiCN (HF=1, HF=1.5, HF = 2) and b) TiAlN (HF = 2.5, HF=2.5, HF=2.5)
Dynamic microhardness test results for both of the coatings are listed in Table 5. The Martens hardness test is based on the principle of forcing the tip of a diamond indenter into the surface of a test piece and measuring the indentation depth under an applied force which has been maintained for 20 s. The Martens hardness (HM) was measured automatically in software using the formulas given in the ISO 14577-1 specifications and was expressed as test force F divided by the surface area of the indenter Ac(h) penetrating beyond the zero point of the contact and was expressed as N/mm2.
As(h) is the surface area of the indenter beyond the zero point of the contact. Indentation hardness (HIT) was measured automatically in software according to Eq. (4) and converted to Vickers hardness (HV).
where Ap is the projected area of contact between indenter and test piece.
As it is seen in the results in Table 5, hmaxl is the indentation depth of the indenter at maximum load without creep. HM hardness, HIT hardness, Vickers microhardness (HV), and indentation elastic modulus (EIT) values of TiAlN coating on DIN 1.2842 steel are sequentially 1.99, 2.29, 2.29, and 1.87 times greater than that TiCN coating because hmaxl and hmax of TiAlN coating are lower than that of TiCN coating. Therefore, TiAlN coating have better indentation hardness properties and elastic modulus.
The contact depth was around 10% of the total coating thickness. The choice of a very low indentation depth should minimize the substrate contribution and provide a reasonable estimate of the elastic modulus. The parameters measured were as follows: elastic recovery parameter determined as a ratio of the maximal depth (hmax) to the plastic depth of penetration (hp) during indentation as well as the microhardness dissipation parameter (MDP) determined as a ratio of the plastic work to total work of indentation [9, 19, 20]. Also both parameters could give some information about the fracture toughness of the coatings. Elastic recovery parameter values are calculated as 1.77 and 2.02 for TiCN and TiAlN coatings, respectively. Microhardness dissipation parameter (MDP) values are calculated as 0.515 and 0.421 for TiCN and TiAlN coatings, respectively (Table 6).
Rockwell C adhesion test
This is the most commonly used test in industry for determining the quality of a coating. Figure 9 shows the Rockwell C adhesion test marks on the surface of steels, respectively. If HF value is above 4, then it means that the coating does not have enough adhesion strength on the surface. This adhesion strength can be concluded as the negative (compression) stress that leads to a better bonding when illustrated in images.
As seen in Fig. 9, HF values for TiCN and TiAlN coatings determined below 4 using the reference images for comparison by the software that was described in standards, respectively. It means that the coatings have high enough adhesion strength to make itself adequate to use. When two coatings are compared, adhesion strength of TiCN coating can be said better than that of TiAlN coating since HF values of TiCN coating are smaller than that of TiAlN coating. TiCN is a more similar coating to substrate than TiAlN by means of elemental composition on DIN 1.2842. The elements of interest in TiCN can be evaluated closer to carbon ratio of DIN 1.2842 by surficial. The carbon content of TiCN was estimated to be around 0.2–0.3 which can be similar on the surface of DIN 1.2842 that may lead to the same C content to form better bonds as well as N, since N is not present on substrate, but has an advantage of bonding to form nitride by Fe as of C.
Wear test
Figure 10 shows the wear test results of TiCN and TiAlN coatings. As the sliding distance increases, wear amount increases for both coatings. Also, TiAlN coating has less wear amount than TiCN for each sliding distance. Therefore, wear resistance of TiAlN coating is better than that of TiCN coating. Bressan et al. worked on the TiCN and TiAlN coatings on the surface of M2 HSS, and similar result was obtained [22]. It was concluded that in general, the tribological performance of TiAlN is superior to TiCN.

Wear test result of coatings
This may be attributed to the tougher TiAlN coating than TiCN due to high thermal and mechanical matching to substrate and high metallic character with high diffusion capability after annealing. The processed surfaces are also seen from SEM figure as being coated rougher for TiCN while smoother for TiAlN, since TiAlN has some surface defects but more smoother to be worn less than TiCN. The wear losses of TiAlN can be caused from those surface defects, fractured during sliding, and three body abrasions may occur. TiCN was rougher, and during sliding, those hills and valleys fractured quickly and correspond from the higher wear rate and loss.
Conclusion
In this experimental study, TiCN and TiAlN coatings were coated on DIN 1.2842 steel by cathodic arc PVD method. The following conclusions are obtained from characterizations:
-
1.
The coating thickness of TiAlN is greater than that of TiCN possibly due to the thermal and elemental match of samples coated.
-
2.
The average critical load (Lc1) of TiCN for formation of through thickness microcrack is lower than that of TiAlN coating. However, TiCN coating have higher average critical load (Lc2) for load bearing capacity and Lc3 for complete removal of coating from the substrate surface than TiAlN coating. CPRs of TiAlN coating have better fracture toughness than that of TiCN coating by decreasing number and length of formed cracks.
-
3.
Similar failure mechanisms are observed for two coatings. Through thickness microcrack, buckling failure mode and buckle spallation failure mode are observed at critical loads Lc1, Lc2, and Lc3, respectively.
-
4.
TiAlN coating has better indentation hardness properties and elastic modulus. HM hardness, HIT hardness, Vickers microhardness (HV), and indentation elastic modulus (EIT) values of TiAlN coating are sequentially 2.03, 2.39, 2.39, and 1.95 times greater than that TiCN coating due to the match with base metal by forming negative stresses during coating.
-
5.
Both coatings have adequate adhesion strength because of low HF values (HF values<4) by crack formation and spallation.
-
6.
While the sliding distance increases, wear amount increases for both of coatings. However, wear resistance of TiAlN coating is better than that of TiCN coating for each sliding distance due to the higher hardness by interstitial metal and nitride doped crystal structure in appropriate amounts.
References
Valli, J.: A review of adhesion test methods for thin hard coatings. J. Vac. Sci. Technol. A. 4(6), 3007–3014 (1986)
Elshabasy, M.: Adhesion measurements of thin metallic films: comparison of the direct pull-off and the scratch methods. Period. Polytech.-Electr. Eng. 25(4), 283–290 (1981)
Campbell, D.S., Maissel, L., Glang, R.: Handbook of thin film technology. McGraw-Hill, New York (1970)
Faure, R., et al.: Modification de la structure des couches minces d'argent soumises a des vibrations mecaniques-mesure de l'adhesion. Thin Solid Films. 9(3), 329–339 (1972)
Bray, R.C., et al.: Film adhesion studies with the acoustic microscope. Thin Solid Films. 74(2), 295–302 (1980)
Aindow, A., et al.: Laser-based non-destructive testing techniques for the ultrasonic characterization of subsurface flaws. NDT Int. 17(6), 329–335 (1984)
Mehrotra, P., Quinto, D.: Techniques for evaluating mechanical properties of hard coatings. J. Vac. Sci. Technol. A. 3(6), 2401–2405 (1985)
Batista, J.C.A., et al.: An approach to elucidate the different response of PVD coatings in different tribological tests. Surf. Coat. Technol. 174, 891–898 (2003)
Fox-Rabinovich, G.S., Veldhuis, S.C., Scvortsov, V.N., Shuster, L.S., Dosbaeva, G.K., Migranov, M.S.: Elastic and plastic work of indentation as a characteristic of wear behavior for cutting tools with nitride PVD coatings. Thin Solid Films. 469-470(0), 505–512 (2004)
Eryılmaz, O., et al.: The effect of the sputter cleaning of steel substrates with neutral molecule source on the adhesion of TiN films. Surf. Coat. Technol. 97(1), 488–491 (1997)
Batista, J., et al.: Characterization of duplex and non-duplex (Ti, Al) N and Cr-N PVD coatings. Mater. Sci. Eng. A. 336(1-2), 39–51 (2002)
Kamminga, J.D., Alkemade, P.F.A., Janssen, G.C.A.M.: Scratch test analysis of coated and uncoated nitrided steel. Surf. Coat. Technol. 177-178, 284–288 (2004)
Dobrzański, L.A., Polok, M., Adamiak, M.: Structure and properties of wear resistance PVD coatings deposited onto X37CrMoV5-1 type hot work steel. J. Mater. Process. Technol. 164, 843–849 (2005)
Dobrzański, L.A., et al.: Structure and mechanical properties of gradient PVD coatings. J. Mater. Process. Technol. 201(1), 310–314 (2008)
Jindal, P.C., Santhanam, A.T., Schleinkofer, U., Shuster, A.F.: Performance of PVD TiN, TiCN, and TiAlN coated cemented carbide tools in turning. Int. J. Refract. Met. Hard Mater. 17, 163–170 (1999)
Bressan, J.D., Hesse, R., Silva Jr., E.M.: Abrasive wear behavior of high speed steel and hard metal coated with TiAlN and TiCN. Wear. 250, 561–568 (2001)
Fox-Rabinovich, G.S., Beake, B.D., Endrino, J.L., Veldhuis, S.C., Parkinson, R., Shuster, L.S., Migranov, M.S.: Effect of mechanical properties measured at room and elevated temperatures on the wear resistance of cutting tools with TiAlN and AlCrN coatings. Surf. Coat. Technol. 200, 5738–5742 (2006)
Bilgin, S., Güler, O., Alver, Ü., et al.: Effect of TiN, TiAlCN, AlCrN, and AlTiN ceramic coatings on corrosion behavior of tungsten carbide tool. J. Aust. Ceram. Soc. (2020)
Baskutis, S., Vasauskas, V., Žunda, A.: Nano and microhardness testing of heterogeneous structures. MECHANIKA. 22(2), 85–89 (2016)
Zhang, S., Sun, D., Fu, Y., Du, H.: Effect of sputtering target power on microstructure and mechanical properties of nanocomposite nc-TiN/a-SiNx thin films. Thin Solid Films. 447–448, 462 (2004)
Broitman, E., Hultman, L.: Adhesion improvement of carbon-based coatings through a high ionization deposition technique, 14th Latin American Workshop on Plasma Physics (LAWPP 2011). J. Phys. Conf. Ser. 370, 1–13 (2012)
Bressan, J.D., Hesse, R., Silva Jr., E.M.: Abrasive wear behavior of high speed steel and hard metal coated with TiAlN and TiCN. Wear. 250, 561–568 (2001)
Hans, M., Baben, M., Music, D., Ebenhöch, J., Primetzhofer, D., Kurapov, D., Arndt, M., Rudigier, H., Schneider, J.M.: Effect of oxygen incorporation on the structure and elasticity of Ti-Al-O-N coatings synthesized by cathodic arc and high power pulsed magnetron sputtering. J. Appl. Phys. 116(9), 1–21 (2014)
Acknowledgements
Authors would like to express their gratitude for the support of Sivas Cumhuriyet University, Scientific Research Council with a grant number of M-777. A part of this study was also conducted in Sivas Cumhuriyet University Advanced Technology Application and Research Center (CUTAM) in SEM Facility Lab.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Simsir, M., Palaci, Y. & Özer, A. A comparative study of hardness/scratch/wear properties of TiCN and TiAlN coatings on DIN 1.2842 steel by CA-PVD method. J Aust Ceram Soc 57, 1027–1037 (2021). https://doi.org/10.1007/s41779-021-00595-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s41779-021-00595-0