
Abstract
Surface modification treatments, such as the plasma nitriding improve the tribological properties of AISI 420 stainless steel; however, the corrosion resistance is deteriorated. The DLC (Diamond-Like Carbon) coatings were not only having a low friction coefficient but also good wear and corrosion resistance. In this work, both the corrosion behavior and the adhesion of the DLC hard coating, deposited on nitrided and non-nitrided AISI 420 stainless steel substrates, were studied. The coatings were characterized by means of EDS and Raman. In addition, nitrided layer microstructure and the coatings were analyzed by SEM-FIB and XRD. Corrosion behavior was evaluated by the salt spray fog test and cyclic potentiodynamic polarization tests in NaCl solution. The adhesion was assessed using Rockwell indentation and scratch tests. The a-C:H film and nitrided layer thicknesses were about 2.5 μm and 11 μm respectively. The nitrided layer improved adhesion in both tests. The coated AISI 420 stainless steel proved to have excellent atmospheric corrosion resistance and a passive behavior over 1 V (versus SCE) in the electrochemical tests. The adhesion and the corrosion performance were improved when the coating was deposited after the plasma nitriding treatment.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
I. INTRODUCTION
Martensitic stainless steels are used for cutlery; cutting, and surgical instruments in which good wear behavior and corrosion resistance are required. Surface modification treatments such as plasma-assisted nitriding can be used to improve their mechanical properties. This treatment allows surface-hardening of the steel and thus enhanced wear resistance. However, depending on the process conditions, the nitriding process can have adverse consequences on the corrosion resistance due to chromium nitride precipitation.1–3 For this reason, the combination of plasma nitriding with deposition of adherent and hard coatings such as diamond-like carbon (DLC) in a duplex process may provide the solution. DLC coatings are known to have low friction, outstanding wear resistance, and chemical inertness.4–6 They have been applied to mechanical components such as in valves, bearings, piston accessories, injection-molding dies, among others, to mitigate wear. The duplex process (plasma-assisted nitriding followed by DLC coating deposition) combines the good tribological and passivation properties of DLC coating with the fatigue resistance of the nitrided layer, improving the load-bearing capacity, wear and deformation resistance, and corrosion behavior of the system.7–9
Regarding the corrosion resistance of these duplex systems, the electrochemical behavior usually depends on the coating adhesion and the presence of defects. Such defects could sometimes be the initiation sites for corrosion processes because through these defects the corrosive medium can penetrate the coating and reach the substrate.10–12 Although there are several works about evaluation of adhesion and corrosion resistance of duplex processes (nitriding and DLC coating) on stainless steels in the literature, each coating and each substrate requires a specific study. In this work, the adhesion and corrosion behavior of hard DLC (hardness of approximately 12 GPa, Young’s modulus of 144 GPa and low hydrogen content) which is deposited on non-nitrided and nitrided martensitic stainless steel, was studied and compared with the noncoated substrates.
II. MATERIALS AND METHODS
AISI 420 martensitic stainless steel, with a chemical composition of 0.38 wt% C, 13 wt% Cr, 0.44 wt% Mn, 0.42 wt% Si, 0.07 wt% Mo, 0.02 wt% P and Fe as balance, was used as the base material in this work. The samples were in the form of 2 mm thick and 25 mm diameter circular disks, cut from a AISI 420 martensitic stainless steel plate. They were heated up to the austenitizing temperature (1030 °C), quenched in agitated air and double tempered at 260 °C for 2 h according to the standards.13 The nitriding treatments were carried out in an industrial equipment at Ionar S.A. (Argentina) using a DC pulsed discharge during 10 h at 390 °C and a 20% N2–80% H2 gas mixture. The coatings were deposited by means of the PACVD (Plasma Assisted Chemical Vapor Deposition) process at INPE (Brazil), acetylene being used as precursor gas. This was done with 10 sccm acetylene gas flow at 150 °C for 2 h. The total gas pressure reached 10 Pa. The voltage waveform consisted of a 30 V fixed positive pulse amplitude followed by a variable negative pulse whose peak amplitude changed from −250 to −800 V. A 20 kHz pulsed frequency and a 20 µs pulse width were used. Prior to the coating deposition, an amorphous silicon layer was deposited using silane gas as the precursor to improve adhesion.14
The DLC coatings were deposited on quenched and tempered martensitic stainless steel (referred to as coated samples) and on nitrided martensitic stainless steel (referred to as duplex samples). Their behavior was compared to only nitrided martensitic stainless steel (referred to as nitrided samples) and non nitrided (referred to as untreated samples).
The DLC coatings were characterized by means of EDS and Raman spectroscopy. The microstructure was analyzed by OM, SEM-FIB, and XRD. X-ray diffraction measurements were performed with Cu Kα radiation and a graphite monochromator making use of the Bragg–Brentano configuration.
The passivation effectiveness was tested by the copper sulfate test (CuSO4·5H2O) according to ASTM A967-05 test, Practice D.
Salt spray (fog) tests following ASTM B117 and electrochemical experiments were made to evaluate the corrosion behavior. After the salt spray tests, the samples were evaluated by means of bare eye and optical microscope to detect any rust or pits on the surface. Cyclic potentiodynamic anodic polarization curves were performed in a 3.5 wt% NaCl solution, using a saturated calomel electrode (SCE) as the reference electrode and a platinum spiral wire as the counter electrode. The potential was scanned at a 1 mV/s sweep rate between the corrosion potential and the sweep reversal potential (herein referred to as E200), which was arbitrarily chosen to attain a 200 µA/cm2 current density, as published in a previous work by some of the authors of this paper.15 During upward scanning, a breakdown occurs where the slope of the current curve changes from the passive current level and pits start growing. This potential is called breakdown potential. The surface morphology was examined using OM and SEM after the corrosion experiments.
Adhesion was evaluated by means of a Rockwell Indentation test with 600 and 1000 N loads. Moreover, scratch tests were carried out at a 35 N constant load. In addition, x-ray photoelectron spectroscopy (XPS) was used to study the chemical bonds between the substrate and the interface, using a Surface Kratos XSAM HS instrument with a monochromatic Al Kα x-ray source (1486.6 eV) operated at a power of 150 W. The measurements were taken in an ultra-high vacuum environment. The peaks were adjusted using Gaussian curves and the background was determined by the Shirley method.14
The stability of the coatings was evaluated by immersion tests in a 3.5% NaCl solution, for 28 days, performing indentations at different times with a diamond cone using a 600 N load. The solution was replaced with a fresh one every two days. At least three indentations were performed after every immersion period. Optical microscopic observations were performed around the indentations to detect film degradation or detachment.
III. RESULTS AND DISCUSSION
A. Characterization of the coating and nitrided layers
The Raman spectra for DLC films presented two overlapping bands known as the D and G bands (Fig. 1). The intensity ratio of the D and G bands (ID/IG) was calculated as 0.48. Taking this value and the G band position into account, the percentage C–C sp3 bonds should be about 20% according to the three stage model proposed by Ferrari.16 From the slope of the fitted line to the base of the original Raman spectrum, the hydrogen content was estimated at about 23%.17

Raman spectrum of DLC coating.
In the EDS spectrum of the coating (not shown in the paper), Si and C were detected, as it was expected. The silicon peak corresponds to the interlayer, which was deposited before the coating. These coatings can be described as a-C:H hydrogenated amorphous carbon films according to the previously mentioned results.17
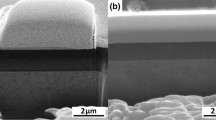
The coating thickness reached 2.5 µm with a 0.6 µm thick silicon interlayer as can be observed in the SEM-FIB image (Fig. 2). Two layers can be distinguished in the coating. Both layers had silicon and carbon according to the EDS analysis, but the first one had the highest carbon content. This could have occurred because the silicon precursor was incorporated for the interlayer deposition and then it was gradually removed, while acetylene was introduced to form the carbon coating.

SEM-FIB image of the duplex sample.
The film presented a regular interface in both substrates: nitrided layer and tempered and quenched stainless steel.
The nitrided layer was about 11 µm thick and it looked white after etching it with Vilella reagent, as it is shown in Fig. 3. The nitrided layer has a poorly defined interface in the martensitic substrate and dark regions are not visible, which normally indicate that massive nitrides precipitation has occurred near the surface. The samples were also analyzed by XRD, and α (martensite) and γ (retained austenite) peaks were identified in the coated sample because the film is amorphous, transparent to x-ray radiation and it allows the analysis of the base material beneath it (Fig. 4). In the duplex sample, αN peaks (expanded martensite) were detected. These peaks are shifted to lower angles with respect to the martensite peaks of the base material, showing a lattice expansion. They are also broader, indicating that the lattice can be stressed.1–3 Moreover, XRD pattern revealed the presence of chromium and iron nitrides (Fig. 4) in the duplex sample, even though the nitriding process was carried out both at low temperature and low nitrogen percentage.

Optical micrograph of the nitrided layer.

Diffractograms of coated samples.
B. Corrosion behavior
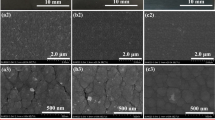
After the salt spray fog test, nitrided and untreated samples showed general corrosion signs in the outer area of the surface [Figs. 5(a) and 5(b)]; besides, the untreated material had also some pits with an area bigger than 0.01 mm2 [Fig. 5(b)].

Surface images of the samples after the salt spray fog test. (a) Nitrided material, (b) base material (c) duplex treated; (d) only coated.
It was observed that the nitrided layer did not improve the general corrosion resistance of the untreated material. This may be due to the presence of chromium nitrides (detected by XRD) which reduce the chromium content in solid solution needed to form the passive oxide. Consequently, the corrosion resistance was deteriorated.2,18 In fact, the corrosion damage was greater at the edge of the nitrided sample rather than in the center because in this area, the nitrided layer has different thickness, hardness and composition, as previously reported in the literature.19 This is known as “edge effect” produced during the DC plasma nitriding, where the work piece functions as the cathode.19 Moreover, copper deposition was detected using the pentahydrated copper sulfate solution test, which would indicate incomplete passivation.
In addition, the edge region could be more sensitive to corrosion because the samples were machined using a disk cutter punch tool, which in turn generated a great amount of plastic deformation at the edges.
On the other hand, it was demonstrated that the coating was chemically inert in a saline environment [Figs. 5(c) and 5(d)] and both coated and duplex samples did not show any sign of general or localized corrosion.
The anodic polarization curves (Fig. 6) confirmed that the corrosion resistance was remarkably enhanced with coating deposition, as other authors have also reported.20,21

Cyclic polarization curves of the different samples.
The passive current densities for coated samples were very low while the nitrided and untreated samples dissolved actively. The breakdown potential and the E200 value were more than 1 V higher than for the uncoated samples.
The comparison between the uncoated samples indicates that corrosion behavior is worse in nitrided samples than in untreated samples. This could be related to chromium nitrides precipitation, as mentioned above.
The duplex samples presented a breakdown potential which is slightly nobler than the coated ones, as it can be seen in Fig. 6, where it can also be observed an abrupt slope change in the anodic curve for the coated samples. However, the values of E200 are similar for both samples. When the coating is broken, the steel is exposed and as the potential is very high a large increase in the current density is produced. In the duplex sample, since the nitrided layer itself is not corrosion resistant, it could be inferred that the silicon-nitrided layer interface is responsible for the lower current increase slope. This may be due to a stronger adhesion to the nitrided steel, caused by the chemical affinity between silicon and nitrogen, as reported in the literature.22,23 Also, it has an effect on the mechanical behavior, as it will be shown in the following section.
C. Adhesion
Duplex samples presented better adhesion than the coated samples in the indentation tests with 600 and 1000 N loads (Fig. 7). In these samples, there was no detachment around the indentations for a 600 N load, and the detachment region was smaller than in the coated samples for a 1000 N load. In this test, the diamond indenter penetrates the coating surface inducing massive plastic deformation of the substrate and subsequent fracture of the coating. As the nitrided layer improves the load bearing capacity of the surface, it can prevent both plastic deformation and fracture of the coating, which results in better adhesion.24

SEM images of Rockwell indentation tests (a) and (c) duplex sample with 600 N and 1000 N loads, respectively; (b) and (d) coated sample with 600 N and 1000 N loads, respectively.
The better adhesion of the duplex samples was also confirmed in the scratch test with a 35 N load. The track width was narrower in the duplex samples and there was not great detachment along the edges of the scratch test track (Fig. 8). In this coated sample, wedging spallation can be observed although chipping is predominant. Spallation is usually regularly spaced and shaped, caused by a delaminated region wedging ahead to separate the coating. Chipping are regions of coating removal which extend laterally from the edges of the groove.25

SEM images of scratch test tracks (a) duplex sample; (b) coated sample.
The improved adhesion for duplex samples in both tests is attributed to the gradual transition interface between the DLC coating and the substrate provided by the nitrided layer, which reduces stresses and improves the adhesion, as it was reported by other authors.26,27 Hard and stiff substrates with high H/E values such as in the nitrided layer, prevent plastic deformation.28 Moreover, the chemical affinity between silicon of the interlayer and nitrogen of the nitrided layer could contribute to having better adhesion since silicon reacts with the nitrogen producing chemical bonding between the coating and the substrate.22 The presence of silicon nitride was detected by the XPS analysis of the N 1s peak in a nitrided sample and with the silicon interlayer, as it can be observed in Fig. 9.

XPS spectra of N 1s in a nitrided sample with a silicon interlayer.
D. Stability of DLC coatings in a saline solution
Indentations were carried out along 28 days, to assess DLC coating stability in 3.5% NaCl solution, comparing the behavior of the film in only-coated and duplex samples. Figure 10 shows the adhesion test results after 1, 3, 7, and 28 immersion days.

Optical micrographs of Rockwell indentations made after 1, 3, 7, and 28 immersion days in 3.5% NaCl. Pictures from (a) to (d) correspond to the duplex sample and (e) to (h), to the coated sample.
It can be observed that the DLC coating showed no significant changes in the adhesion behavior of both duplex and coated samples. After 28 immersion days in NaCl solution, the adhesion as well as the difference between both samples was similar to the results obtained in air (Fig. 7).
IV. CONCLUSIONS
The DLC coating presented very good atmospheric corrosion resistance and it remained inert at high potential values in the electrochemical tests, contrary to what had happened in both nitrided and untreated samples. The coating was also stable after 28 immersion days in 3.5% NaCl solution.
This hard DLC coating deposited over nitrided martensitic stainless steel presented better adhesion than the one deposited on untreated AISI 420 steel, since it could withstand the Rockwell and scratch tests without spalling.
The improvement in adhesion produced by the nitriding pretreatment also had a positive influence on the corrosion behavior once the coating was damaged, as it was indicated by higher reversal potentials in the polarization tests.
References
I. Alphonsa, A. Chainani, P.M. Raole, B. Ganguli, and P.I. John: A study of martensitic stainless steel AISI 420 modified using plasma nitriding. Surf. Coat. Technol. 150, 263 (2002).
P. Corengia, G. Ybarra, C. Moina, A. Cabo, and E. Broitman: Microstructure and corrosion behaviour of DC-pulsed plasma nitrided AISI 410 martensitic stainless steel. Surf. Coat. Technol. 187, 63 (2004).
C.X. Li and T. Bell: Corrosion properties of plasma nitrided AISI 410 martensitic stainless steel in 3.5% NaCl and 1% HCl aqueous solutions. Corros. Sci. 48, 2036 (2006).
J. Robertson: Diamond-like amorphous carbon. Mater. Sci. Eng., R 37, 129 (2002).
A. Grill: Diamond-like carbon: State of the art. Diamond Relat. Mater. 8, 428 (1999).
A. Erdemir and C. Donnet: Tribology of diamond-like carbon films: Recent progress and future prospects. J. Phys. D: Appl. Phys. 39, R311 (2006).
Y. Sun and T. Bell: Plasma Surface engineering of low alloy steel. Mater. Sci. Eng., A 140, 419 (1991).
R. Snyders, E. Bousser, P. Amireault, J.E. Klemberg-Sapieha, E. Park, K. Taylor, K. Casey, and L. Martinu: Tribo-mechanical properties of DLC coatings deposited on nitrided biomedical stainless steel. Plasma Processes Polym. 4, S640 (2007).
F. Qi, Y.X. Leng, N. Huang, B. Bai, and P.C. Zhang: Surface modification of 17-4PH stainless steel by DC plasma nitriding and titanium nitride film duplex treatment. Nucl. Instrum. Methods Phys. Res., Sect. B 257, 416 (2007).
M. Azzi, M. Benkahoul, J.E. Klemberg-Sapieha, and L. Martinu: Corrosion and mechanical properties of duplex-treated 301 stainless steel. Surf. Coat. Technol. 205, 1557 (2010).
C. Forsich, C. Dipolt, D. Heim, T. Mueller, A. Gebeshuber, R. Holecek, and C. Lungmair: Potential of thick a-C:H:Si films as substitute for chromium plating. Surf. Coat. Technol. 241, 86 (2013).
S.S. Hadinata, M.T. Lee, S.J. Pan, W.T. Tsai, C.Y. Tai, and C.F. Shih: Electrochemical performances of diamond-like carbon coatings on carbon steel, stainless steel, and brass. Thin Solid Films 529, 412 (2013).
H. Chandler: Heat Treater’s Guide, Practices and Procedures for Irons and Steels (ASM International, Materials Park, 1995); pp. 775, 776.
G. Capote, L.F. Bonetti, L.V. Santos, V.J. Trava-airoldi, and E.J. Corat: Adherent amorphous hydrogenated carbon films on metals deposited by plasma enhanced chemical vapor deposition. Thin Solid Films 516, 4011 (2008).
L. Escalada, J. Lutz, S.P. Brühl, M. Fazio, A. Márquez, S. Mändl, D. Manova, and S.N. Simison: Microstructure and corrosion behaviour of AISI 316L duplex treated by means of ion nitriding and plasma based ion implantation and deposition. Surf. Coat. Technol. 223, 41 (2013).
A.C. Ferrari and J. Robertson: Interpretation of Raman spectra of disordered and amorphous carbon. Phys. Rev. B: Condens. Matter Mater. Phys. 61, 14095 (2000).
C. Casiraghi, A.C. Ferrari, and J. Robertson: Raman spectroscopy of hydrogenated amorphous carbons. Phys. Rev. B: Condens. Matter Mater. Phys. 72, 1 (2005).
S.P. Brühl, R. Charadia, S. Simison, D.G. Lamas, and A. Cabo: Corrosion behavior of martensitic and precipitation hardening stainless steels treated by plasma nitriding. Surf. Coat. Technol. 204, 3280 (2010).
C. Kwietniewski, W. Fontana, C. Moraes, A.da S. Rocha, T. Hirsch, and A. Reguly: Nitrided layer embrittlement due to edge effect on duplex treated AISI M2 high-speed steel. Surf. Coat. Technol. 179, 27 (2004).
X.Q. Wen and J. Wang: Deposition of diamond-like carbon films on the inner surface of narrow stainless steel tubes. Vacuum 85, 34 (2010).
R. Sharma, P.K. Barhai, and N. Kumari: Corrosion resistant behaviour of DLC films. Thin Solid Films 516, 5397 (2008).
M. Azzi, P. Amirault, M. Paquette, J.E. Klemberg-Sapieha, and L. Martinu: Corrosion performance and mechanical stability of 316L/DLC coating system: Role of interlayers. Surf. Coat. Technol. 204, 3986 (2010).
C.W. Chen, C.C. Huanga, Y.Y. Lina, L.C. Chen, and K.H. Chen: The affinity of Si–N and Si–C bonding in amorphous silicon carbon nitride (a-SiCN) thin film. Diamond Relat. Mater. 14, 1126 (2005).
N. Vidakis, A. Antoniadis, and N. Bilalis: The VDI 3198 indentation test evaluation of a reliable qualitative control for layered compounds. J. Mater. Process. Technol. 143–144, 481 (2003).
ASTM C-1624-05 (Reapproved 2010) Standard Test Method for Adhesion Strength and Mechanical Failure Modes of Ceramic Coatings by Quantitative Single Point Scratch Testing, ASTM International, 2011.
S.J. Bull: Failure mode maps in the thin film scratch adhesion test. Tribol. Int. 30, 491 (1997).
J. Choi, K. Soejima, T. Kato, M. Kawaguchi, and W. Lee: Nitriding of high speed steel by bipolar PBII for improvement in adhesion strength of DLC films. Nucl. Instrum. Methods Phys. Res., Sect. B 272, 357 (2012).
K. Kim, H. Kim, J. La, and S. Lee: Effects of interlayer thickness and the substrate material on the adhesion properties of CrZrN coatings. Jpn. J. Appl. Phys. 55, 01AA02 (2016).
ACKNOWLEDGMENTS
The authors would like to thank Dr. Federico Miguel (Saarland University, Saarbrücken, Germany) for helping with the SEM studies, Dr. Mariela Desimone (INTEMA) for XRD measurements, Mg. Lânia A. Pereira (INPE) for the PACVD coating deposition and Raman measurements, Dr. Mauricio Ribeiro Baldan (INPE) for XPS analyses, Dr. Adriana Márquez (INFIP-UBA) for assisting with the Scratch Tester. They are grateful to students from GIS–FRCU for their collaboration with the preparation of the samples.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Dalibon, E.L., Brühl, S.P., Trava-Airoldi, V.J. et al. Hard DLC coating deposited over nitrided martensitic stainless steel: analysis of adhesion and corrosion resistance. Journal of Materials Research 31, 3549–3556 (2016). https://doi.org/10.1557/jmr.2016.380
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/jmr.2016.380