
Abstract
Nowadays concrete is the widely used construction material in civil engineering field because of its extraordinary strength and durability. The over-utilization of cement and natural sand for civil industry has several undesirable social and ecological consequences. As an answer for this, industrial wastes called as by-products (pozzolanic materials) such as fly ash, GGBFS, silica fume and metakaolin can be used to interchange partially cement and natural fine aggregate by manufacturing sand (M-sand). This research aims to investigate the possibility of replacing natural fine aggregate by M-sand and with 20% of above pozzolanic materials substitute in concrete. In this experimentation, natural fine aggregate was partially replaced by M-sand in various percentages (0%, 10%, 20%, 30%, 40%, 50%, 60%, 70%, 80%, 90% and 100%), with water cement ratio of 0.45 and cement was partially substituted by 20% of pozzolanic materials. M30 concrete grade proportions were considered as per IS 10262:2019 guidelines. The shear strength and impact strength results were checked for the different concrete mix proportions and compared with conventional concrete. From this research work, it is concluded that for partially replacing of 60% natural fine aggregate by M-sand and 20% cement by silica fume yields maximum shear and impact strength than conventional concrete.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Concrete is the most extensively used building material all over the world hence concrete is the heart of the infrastructural growth of all countries. It has made great performance in all over the world. Yearly global manufacture of concrete is approximately near 1 m3 per person on earth. The main component of concrete is associated with Portland cement. The global cement manufacture was about 2.6 billion tonnes in 2008. By 2020, cement demand is predictable to be roughly 3.5 billion tonnes, this will clearly effect an equivalent demand on the materials such as aggregate, sand and other materials required to make huge amount of concrete (Parvati and Prakash 2013). This will obviously effects reduction of all the natural raw materials associated in making concrete annually. The three major matters associated with cement making are environmental and ecology matter, sustainability matter and intense energy needs (Naredra 2017). The making of cement deliverance around an equivalent quantity of CO2 into environment due to the calcinations of limestone and burning of fossil fuel. In vision of this, with an importance in reducing on the whole CO2 emissions related with OPC composites blended cements were suggest by partially changing OPC by pozzolanic materials such as fly ash (F.A.), ground granulated blast furnace slag (GGBS), silica fume (S.F.), metakaolin, rice husk ash, etc. (Verma and Pajgade 2015). Also due to boost levels of construction probable in the forthcoming years, it is estimated that fine aggregates suitable for use in concrete will become inadequate or too costly (Nataraja et al. 2014). With the probable shortfall in natural fine aggregate, manufactured sands present a practicable option to natural fine aggregate. Manufactured sand has to suit the technical requirements such as workability and strength of concrete. Since the data on this feature of concrete using manufactured sand is limited, it is essential to study the concrete formed with manufactured sand (Nagendra 2013).
Materials and Methodology
OPC 43 grade cement and satisfy the requirement of IS 8112-2013 with specific gravity (S.P.) 3.15. Potable water is used for concrete mixing and curing. Nearby available natural fine aggregate (sand) fall in zone II with S.P. 2.61 and fineness modulus (F.M.) 2.24 (Lokeswaran and Natarajan 2014; BIS 1970). Locally available vertical shaft impact (VSI) crusher sand fall in zone II with S.P. 2.82 and F.M. 2.91 (Shivakumar 2013). Sieve analysis of natural sand and manufactured sand are shown in Table 1. Coarse aggregates in the experimental study were 10 mm and 20 mm size and having S.P. 2.94 (BIS 1970), fly ash in this study was obtained from JSW plant Ratnagiri Maharashtra, India, having 58.54% silicon dioxide (SiO2), S.P. 2.15 and 4.59% calcium oxide (CaO), classified as class F (Manjunath and Patagundi 2017). Silica flume is obtained from E.S.A. (ELKEM South Asia) Pvt Ltd., Mumbai, India, was termed Elkem-micro silica, having 91.14% silicon dioxide (SiO2), S.P. found 2.2 (Shanmugapriya and Uma 2012), ground granulated blast furnace slag (GGBFS) is collect from JSW plant Bellary Karnataka India having 41.61% silicon dioxide (SiO2), S.P. 2.85 (Samanthula and Polimreddy 2015). Metakaolin is obtained from Golden Micro Chemicals, Mumbai, India, having 54.66% silicon dioxide (SiO2), S.P. 2.2 and naphthalene based, free from chloride admixture used in this project was Fosroc Conplast SP430 to improve workability of concrete.
The experimental study was planted on a reference M30 grade mix using natural fine aggregates. The concrete mix design was carried out in accordance to IS 456:2000 (BIS 2000) and as per IS 10262:2019 (BIS 2009).
Preparation of Specimens
The concrete was obtained by replacing natural fine aggregate in the reference mix. The natural fine aggregate were partially replaced with manufactured sand in the percentage 0%, 10%, 20%, 30%, 40%, 50%, 60%, 70%, 80%, 90% and 100%. Beside with natural sand and 20% of the cement was replaced by the various mineral admixtures by weight (Mouli 2008; Shekarchi et al. 2010; Uysal 2012).
Shear strength tests on conventional concrete was done on L-shaped shear test specimens as produced from 150 mm × 150 mm × 150 mm cubes by placing a wooden block 90 mm × 60 mm in cross section and 150 mm high into the cube moulds before casting of concrete (Baigragi and Modhera 2001) as shown in Fig. 2. After casting, specimens were kept at room temperature for 24 h. The hardened concrete specimens were removed from mould and kept in water for 28 days curing period. Diagram and photograph of the specimen are shown in Fig. 1. L shaped specimens were tested on compression testing machine (C.T.M.). A loading setup was built such that a straight shearing force was applied on the smaller arm of the ‘L’ shaped sample (i.e., over an area of 150 mm × 60 mm). The greatest applied load (P) was noted down. The failure load (F) due to the applied shear force was obtained using relation (1) and shear strength is calculated using relation (2) (Desai and Prakash 2017; Balagure and Najm 2004).
where P = failure load in kN, L1 = 25 mm, L2 = 25 mm, A = area subjected to shear force = 150 mm × 60 mm (Fig. 2).

Diagram and photograph of shear test on L shaped shear specimen

Casting of shear specimens and specimens after shear failure
The impact test is a test conducted to assess indirectly the performance of concrete under dynamic loads. The impact strength of concrete is calculated of its capability to absorb energy released by a shock load or sudden impact due to an external load. The impact strength can be put in terms of energy required to cause the first crack and final failure (no rebound state) of the concrete specimen and expressed in N m (Fig. 3).

Impact strength test machine
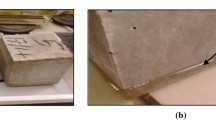
Cylindrical specimen’s of 150 mm diameter and 60 mm height was casted to evaluate impact strength. As per ACI Committee 544.2R-89 (ACI Committee 1989). After casting, specimens were kept at room temperature for 24 h. The hardened concrete specimens were removed from mould and kept in water for 28 days curing period Schruder’s impact testing machine was used for test (ACI Committee 1989). By placing the specimen in Schruders impact testing machine and hammer weighing 4.54 kg was dropped from a height of 457 mm on specimen and noted down number of blows required to cause first crack and final failure (Murali et al. 2014). The specimens before testing and after final failure are shown in Fig. 4. The impact strength (energy) corresponding to the number of blows was calculated using following Eq. (3) (Mahasoeh et al. 2015; Sai Abhinav and Srinivasa 2016; Gerges et al. 2018).
where, Is = impact strength in N m, w = hammer weight = 45.4 N, h = falling height = 0.457 m, n = required total number of blows to cause first crack or final failure.

Specimens before testing and after final failure
Results and Discussions
Test Results on Shear Strength of Concrete
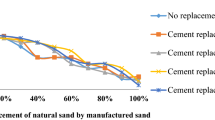
The shear strength tests are carried out for different partially replacing of natural fine aggregate by manufactured sand and 20% cement replaced with fly ash, silica fume, GGBFS and metakaolin in concrete. Variation of shear strength is depicted in the form of graph as shown in Fig. 5. It is observed that the reference concrete specimen made with 0% manufactured sand and without any pozzolanic materials have less strength. It is seen that the shear strength shows an increasing trend up to 60% replacement of natural fine aggregate by manufactured sand. After 60% replacement level, the shear strength decreases thus, the higher shear strength is obtained at 60% replacement of natural fine aggregate by manufactured sand and its value is 4.54 MPa. This is true for concrete produced by partially replacing cement by fly ash or silica flume or GGBFS or metakaolin also with shear strength values 4.56 MPa, 4.68 MPa, 4.58 MPa, and 4.59 MPa, respectively. The percentage increase in the shear strength is found to be 33.72%, 36.04%, 34.31% and 33.81%, respectively, as shown in Table 2. This is due to fact that 60% replacement of natural fine aggregate by manufactured sand changes internal microstructure and morphology of concrete thereby resulting in denser concrete with minimum voids. The dense particle packing and optimal size distribution is responsible for increased shear strength. Also it is observed that the concrete produced by partially replacing cement by silica fume and sand with manufactured sand yields good shear strength as compared to concrete produced by partially replacing cement by fly ash or GGBFS or metakaolin. Thus, higher shear strength is obtained for concrete produced by partially replacing cement by silica flume and sand with manufactured sand. The improvement in shear strength is mainly attributed to the excellent pozzolanic reaction of silica fume which produce additional C–S–H gel and which is responsible for filling the micro voids thereby resulting in denser concrete with improved microstructure (Yogesh and Rafat 2014) as shown in Fig. 11.

Variation of shear strength
The second better pozzolana which exhibits maximum shear strength is metakaolin. The third better pozzolana is GGBFS and the fourth better pozzolana is fly ash. The concrete produced without pozzolana exhibits less shear strength as compared to concrete with pozzolanas. Thus, the study clearly indicates that concrete produced by replacing 20% cement by silica fume has the potential to increase the shear strength in concrete.
Test Results on Impact Strength of Concrete
The impact strength tests are carried out for different replacement of natural fine aggregate by manufactured sand and 20% cement replaced with fly ash, silica fume, GGBFS and metakaolin in concrete and variation of impact strength for first crack and for final failure is depicted in the form of graph as shown in Figs. 6 and 7, respectively. From test results obtained it is observed that the reference concrete specimen made with 0% manufactured sand and without any pozzolanic materials have less strength. It is seen that the impact strength shows an increasing trend up to 60% replacement level of natural fine aggregate by manufactured sand. After 60% replacement level, the impact strength decreases thus, the higher impact strength is obtained at 60% replacement of natural fine aggregate by manufactured sand and its value is 5951.41 N m for first crack and 6000.98 N m for final failure. This is true for concrete produced by partially replacing cement by fly ash or silica fume or GGBFS or metakaolin also with impact strength values 5989.2 N m, 6155.18 N m, 6044.53 N m and 6113.69 N m for first crack respectively and 6044.53 N m, 6210.51 N m, 6099.85 N m and 6169.01 N m for final failure respectively. Increase in the impact strength in percentage is found to be 406.43%, 370.90%, 396.59% and 383.05% for first crack, respectively, and 388.26%, 355.83%, 379.34% and 367.01% for final failure, respectively, as shown in Tables 3 and 4. This is due to fact that 60% replacement of natural sand by manufactured sand changes internal microstructure and morphology of concrete thereby resulting in denser concrete with minimum voids. The dense particle packing and optimal size distribution is responsible for increased impact strength. Also it is observed that the concrete produced by partially replacing cement with silica flume and sand with manufactured sand yields good impact strength as compared to concrete produced by partially replacing cement by fly ash or GGBFS or metakaolin. Thus, higher impact strength is obtained for concrete produced by partially replacing cement by silica fume and sand with manufactured sand. The improvement in impact strength is mainly attributed to the excellent pozzolanic reaction of silica fume which produce additional C–S–H gel and which is responsible for filling the micro voids thereby resulting in denser concrete with improved microstructure (Yogesh and Rafat 2014) as shown in Fig. 11.

Impact strength variation for first crack

Variation of impact strength for final failure
The second better pozzolana which exhibits maximum impact strength is metakaolin. The third better pozzolana is GGBFS and the fourth better pozzolana is fly ash. The concrete produced without pozzolana exhibits less impact strength as compared to concrete with pozzolanas. Thus, the study clearly indicates that concrete produced by replacing 20% cement by silica fume has the potential to increase the impact strength in concrete.
Cost Aspect
The concrete made with 60% replacement of natural sand by manufactured sand and partially replacing cement with silica fume and metakaolin have slightly higher cost as compare to conventional concrete but have stronger ecological and environmental impact. And concrete made with 60% replacement of natural sand by manufactured sand and partially replacing cement with fly ash and GGBFS have slightly lower cost as compare to conventional concrete.
Comparative SEM Photographs for Different Percentage Replacement of Natural Sand by Manufactured Sand and Cement Partially Replaced with Silica Fume
Comparative photograph for different percentage replacement of natural sand by manufactured sand and cement partially replaced with silica fume are arranged in following figures.
Scanning Electrons Microscope (SEM) Analysis
Figure 8 shows SEM photographs of concrete produced from 0% replacement of natural sand by manufactured sand and cement partially replaced with silica fume. It shows the C–S–H gel in bright and dark matter in courser lumps. It is also observed that matrix has less crowed and evenly packed with hydration products. Air voids and millimeter size cracks were observed. Pore diameter is of order of 1–5 µm significantly it increases the porosity with less packing of materials (Yogesh and Rafat 2014; Salash et al. 2014). Figure 9 shows SEM photographs of concrete produced from 20% replacement of natural sand by manufactured sand and cement partially replaced with silica fume. It shows the matrix has less crowed and uniformly packed with hydration products. The number of voids in the matrix has significantly reduced, diameter is of order of 1–3 µm which ultimately reduces the porosity resulting slightly increase in shear and impact strength (Salash et al. 2014; Sang et al. 2018).

SEM photograph for concrete with 0% replacement of natural sand by manufactured sand and cement partially replaced by silica fume

SEM photograph for concrete with 20% replacement of natural sand by manufactured sand and cement partially replaced silica fume
Figure 10 shows SEM photographs of concrete produced from 40% replacement of natural sand by manufactured sand and cement partially replaced with silica fume. It shows the C–S–H gel is uniformly finer. Medium dark particles considered as manufactured sand particles. It is observed that matrix has moderately crowed and uniformly packed with hydration products. No cracks and voids are found (Salash et al. 2014; Sang et al. 2018). Figure 11 shows SEM photographs of concrete produced from 60% replacement of natural sand by manufactured sand and cement partially replaced with silica fume. It shows the matrix has extremely crowed with densely packed hydration products. No cracks and voids are found. Due to denser microstructure porosity reduces that creates better packing of materials. This enhances the shear and impact strength of concrete (Sang et al. 2018; Lincy et al. 2017).

SEM photograph for concrete with 40% replacement of natural sand by manufactured sand and cement partially replaced by silica fume

SEM photograph for concrete with 60% replacement of natural sand by manufactured sand and cement partially replaced by silica fume
Figure 12 shows SEM photographs of concrete produced from 80% replacement of natural sand by manufactured sand and cement partially replaced with silica fume. It shows the matrix has moderately crowed with uniformly packed with hydration products. Voids are found, resulting decrease in shear and impact strength (Lincy et al. 2017). Figure 13 is SEM photographs of concrete produced from 100% replacement of natural sand by manufactured sand and cement partially replaced with silica fume. It shows the C–S–H in form of course lumps. It is observed that matrix has less crowed with uniformly packed hydration products. Micro cracks and micro pores can be clearly observed on the surface (Lincy et al. 2017).

SEM photograph for concrete with 80% replacement of natural sand by manufactured sand and cement partially replaced by silica fume

SEM photograph for concrete with 100% replacement of natural sand by manufactured sand and cement partially replaced by silica fume
Conclusions
-
Higher shear strength for concrete is obtained at 60% replacement of natural fine aggregate by manufactured sand. This is true for concrete produced by replacing 20% cement by fly ash or silica fume or GGBFS or metakaolin. Also it may be concluded that the concrete produced by partially replacing cement by silica fume and sand with manufactured sand exhibits improved shear strength and the value being 4.68 MPa.
-
Higher impact strength for concrete is obtained at 60% replacement of natural fine aggregate by manufactured sand. This is true for concrete produced by replacing 20% cement by fly ash or silica flume or GGBFS or metakaolin. Also it may be concluded that the concrete produced by partially replacing cement by silica fume and sand with manufactured sand exhibits improved impact strength and the value being 6155.18 N m for first crack and 6210.51 N m for final failure.
-
Shear and impact strength is maximum for concrete produced by replacing 20% cement by silica fume. Silica fume increases the shear and impact strength to greater extent. The second third and fourth better pozzolanas in increasing the shear and impact strength are metakaolin, GGBFS and fly ash, respectively.
-
The pozzolanic material (silica fume, metakaolin, GGBFS and fly ash) used in the present work have shown that for 60% replacement of natural sand by manufactured sand do improve the microstructure of concrete as compared to concrete without any pozzolanic materials.
-
At 60% replacement of natural sand by manufactured sand and cement partially replaced with silica fume and metakaolin may slightly increase the cost as compare to conventional concrete but have stronger ecological and environmental impact.
-
The possibility of substituting natural sand with manufactured sand and cement with industrial by-product such as fly ash, silica fume, metakaolin. GGBFS offers technical, economical and environmental advantages which are of great importance in the present situation of sustainability in the construction area.
References
ACI Committee (1989) 544.2R-89. Measurement of properties of fiber reinforced concrete. American Concrete Institute, Detroit
Baigragi NK, Modhera CD (2001) Shear strength of fiber reinforced concrete. Indian Concrete J 1:47–52
Balagure P, Najm H (2004) Properties of fiber reinforced structural concrete. ACI Mater J 101:281–286
BIS (Bureau of Indian Standards) (1970) IS:383-1970. Specifications for coarse and fine aggregate from natural sources for concrete. BIS, New Delhi
BIS (Bureau of Indian Standards) (2000) IS:456-2000. Plain and reinforced concrete code of practice. BIS, New Delhi
BIS (Bureau of Indian Standards) (2009) IS: 10262: 2009. Concrete mix proportioning guidelines. BIS, New Delhi
Desai S, Prakash KB (2017) An investigation on the behavior of metakaoline based hybrid fiber reinforced concrete when subjected to acid attack. Indian Concrete J 91(11):11–20
Gerges NN, Issa CA, Fawaz SA (2018) Rubber concrete mechanical and dynamical properties. Case Stud Constr Mater 9:1–13
Lincy V, Kanta RV, Lakshmy P (2017) Comparison of efficiency of colloidal nanosilica and microsilica in cement concrete. Indian Concrete J 91(9):37–46
Lokeswaran MR, Natarajan C (2014) Study on the properties of cement concrete using manufactured sand. Adv Struct Eng. https://doi.org/10.1007/978-81-322-2187-6_13
Mahasoeh BZ, Hadi NA, Yasin AA, Dala’ien RN (2015) Impact resisting concrete. Civ Environ Res 7:111–126
Manjunath H, Patagundi BR (2017) Performance of concrete by partially replacing fine aggregate with granulated furnace slag and cement with fly ash. Indian Concrete J 91(6):41–47
Mouli M (2008) Performance characteristics of light weight aggregate concrete containing natural pozzolans. Build Environ 43(1):31–36
Murali G, Santhi AS, Mohan Ganesh G (2014) Impact resistance and strength reliability of fiber-reinforced concrete in bending under drop weight impact load. Int J Technol 2:111–120
Nagendra R (2013) Proceeding of one day seminar on alternatives to river sand a sustainable approach. Indian Concrete Institute Karnataka Centre, Bengaluru, p 12
Naredra Kumar B (2017) Development of high strength self compacting concrete using quartz sand as an alternative of natural river sand. Indian Concrete J 91(4):43–50
Nataraja MC, Manu AS, Girih G (2014) Utilization of different types of manufactured sand as fine aggregate in cement mortar. Indian Concrete J 88(1):19–25
Parvati VK, Prakash KB (2013) Feasibility of fly ash as a replacement of fine aggregate in concrete and its behavior under sustained elevated temperature. Int J Sci Eng 4(5):87–90
Sai Abhinav K, Srinivasa Rao N (2016) Investigation on impact resistance of steel fiber reinforced concrete. Int Res J Eng Technol 3(7):954–958
Salash A, Abo EE, Hamdy AS, Ali HA, Yasser TM, Hisham MK, Ahmed SO (2014) Physico-mechanical properties of high performance concrete using different aggregate in presence of silica fume. Housing Build Natl Res Centre 10:43–48
Samanthula R, Polimreddy MR (2015) Performance study on GGBFS concrete with Robo sand. Int J Sci Technol Res 4(2):1–5
Sang HJ, Velu S, Subbiah K, Palanivel K, Seung JK (2018) Microstructure characteristics of fly ash concrete with rice husk ash and lime stone powder. Int J Concrete Struct Mater. https://doi.org/10.1186/s40069-018-0257-4
Shanmugapriya T, Uma RN (2012) Optimization of partial replacement of M-sand by natural sand in high performance concrete with silica fume. Int J Eng Sci Emerg Technol 2(2):73–80
Shekarchi M, Bonakdar A, Bakhshi M, Mirdamadi A (2010) Transport properties of metakaolin blended concrete. Constr Build Mater 24(11):2217–2223
Shivakumar G (2013) Manufactured sand a solution and an alternative to river sand in concrete. In: Proceeding of one day seminar on alternatives to river sand a sustainable approach. Indian Concrete Institute Karnataka Centre, Bengaluru, p 42
Uysal M (2012) The effect of mineral admixture on mechanical properties, chloride ion permeability and impermeability of self compacting concrete. Constr Build Mater 27(1):263–270
Verma K, Pajgade PS (2015) Effect of partial replacement of natural sand with crushed sand along with supplementary cementing materials (fly ash and GGBS). Int J Res Eng Technol 4(1):288–292
Yogesh A, Rafat S (2014) Microstructure and properties of concrete using bottom ash and waste foundry sand as partial replacement of fine aggregate. Case Study Constr Mater 54:210–223
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Mane, K.M., Kulkarni, D.K. & Prakash, K.B. Performance of Various Pozzolanic Materials on Shear and Impact Strength of Concrete made with Partial Replacement of Natural Fine Aggregate by Manufactured Sand. INAE Lett 4, 101–110 (2019). https://doi.org/10.1007/s41403-019-00070-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s41403-019-00070-0