
Abstract
Fossil fuel shortage is a major challenge worldwide. Therefore, research is currently underway to investigate potential renewable energy sources. Among the most of alternate energy sources for fossil fuel, biodiesel is more attractive and feasible energy source. The production of biodiesel from waste vegetable oil offers a triple-facet solution: economic, environmental, and waste management. In this work, a techno-economic analysis of a process that produces biodiesel from used cooking oil obtained from Pandit Deendayal Petroleum University (PDPU) canteen. The main aim is to recycle and reuse as an alternative for diesel fuel in the campus. Here, biodiesel is produced from used cooking oil through classical alkali-catalyzed transesterification. The important process parameters are alcohol-to-oil ratio, reaction time, temperature, and catalyst concentration were determined in biofuel research lab of PDPU. Results of these experiments suggest that 9:1 methanol-to-oil ratio, 50 min reaction time, 60 °C temperature, and 1.0 wt.% catalyst concentration were the optimum parameters for biodiesel production. A maximum conversion of used cooking oil to biodiesel above 93% was achieved in laboratory condition. Estimations of the unit production cost and fixed capital investment for this capacity have been calculated in detail. The fixed cost is 273,000 INR for the designed plant will have a capacity of 1000 L per day. The overall production cost of biodiesel is 28.55 INR/L. The payback period is around 3.5 year. Based on the observation that the raw materials cost is less than 5% of the total production cost. The main conclusions are that a plant with this capacity is feasible to produce biodiesel which is helpful as an alternative to diesel fuel and solve the environmental problems related to disposal.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Fuel is an important backbone of the world’s economy. The most basic requirement for human survival and activities is energy. In the present world, fossil fuels availability decreasing drastically, which increase the price of fossil fuels. Fossil fuels perform an important role in the development of industrial growth, transportation purpose, and agricultural area and also satisfy other basic needs (Agarwal et al. 2012). Energy demand keeps increasing day to day due to increase in population, industrialization, and fast modernization (Alcantara et al. 2000). Therefore, the future energy demand is moving toward renewable and sustainable energy sources. Different renewable energy sources, like solar energy, geothermal energy, wind energy, energy from biomass etc., can be used as alternative energy sources in place of fossil fuels (Saravanan et al. 2014, 2015; Biofuel for transport 2006). Biodiesel seems to be more efficient compared to other renewable energy sources.
The current generation energy demand is satisfied by fossil fuel, which is non-renewable and limited. It also emits sulfur and many other contaminants (NOx, SOx, CO, volatile organic compound) to the environment which creates many serious problems like global warming, acidification, deforestation, ozone depletion, Eutrophication, and photochemical smog (Senthilkumar et al. 2014; Demirbas and Balat 2006; Demirbas 2008; Hama et al. 2011). These environmental related problems can be eliminated by replacing the petroleum-based fuel with a biodiesel. Whereas Biodiesel is completely free from sulfur and emits fewer amounts of pollutants. Oilseed, sunflower, soybean, and Carthamus tinctures are included in an edible seed oil and plantation crops genus Jatropha and genus Pongamia are include in non-edible seed oil for the production of biodiesel (Kalu et al. 2011; Haas et al. 2006). Considering the deficiency of edible oils and unsustainability of non-edible oils in countries like India, therefore waste cooking oil is the best feedstock for biodiesel production.
The use of waste cooking oil as raw material reduces biodiesel production cost by about 60–70%. It is noticed that the prices of biodiesel will be reduced approximately to the half with the use of low-cost raw material (Meneghetti et al. three moles of methanol react with; Meng et al. 2008; Mittelbach and Enzelsberger 1999). Moreover used cooking oils can be easily available. The use of non-edible plant oil when compared with edible oil is very important because of the tremendous demand for edible oil as food, and they are more expensive to be used as fuel at present (Sarkar et al. 2012). The land required for growing non-edible oilseeds as feedstock for the biodiesel production competes with the use of land for food production (Patil et al. 2010). So comparing non-edible oil as feedstock for biodiesel production, used cooking oil is more suitable.
Transesterification is a well-established chemical reaction in which alcohol reacts with triglycerides of fatty acid (cooking oil) in the presence of a catalyst (Agarwal et al. 2012; Malhotra and Das 2003; Sivakumar et al. 2015). The greater conversion of used cooking oil into biodiesel can be reached by using methanol. The transesterification reaction can be catalyzed by either acid or base catalyst. The most common means of production is base-catalyzed transesterification (Alcantara et al. 2000; Sinha et al. 2008). There are four important factors which affect the transesterification process: alcohol-to-oil molar ratio, catalyst concentration, temperature, reaction time (Alcantara et al. 2000; Saravanan et al. 2014, 2015; Saka and Isayama 2009). When comparing to other alcohols, methanol is highly preferable because of its low cost and better advantages (Deepalakshmi et al. 2014).
Different sources of biofuel production (Biofuel for transport 2006):

Benefits of biofuel (Biofuel for transport 2006):
Economic impacts | Sustainability Fuel diversity Increased number of rural manufacturing jobs Increased investments in plant and equipment International competitiveness Reducing the dependency on imported petroleum |
Environmental impacts | Greenhouse gas reductions Reducing air pollution Biodegradability Higher combustion efficiency Improved land and water use Carbon sequestration |
Energy security | Domestic targets Supply reliability Reducing the use of fossil fuels Ready availability Domestic distribution Renewability |
Materials and Methods
Biodiesel is produced from natural and renewable sources such as vegetable oil, fat (Shimada et al. 2002). In this study, waste cooking oil collected from Pandit Deendayal Petroleum University cafeteria was used to produce biodiesel. The initial FFA (free fatty acid) content was 3.384%. The chemicals and reagents like methanol, KOH and phenolphthalein (99.0% pure) required for transesterification reaction were obtained from Merk, Mumbai.
The waste cooking oil obtained was filtered initially. To remove water content, it was heated in a hot-air oven at 80 °C for 4 h. Now, this water-free cooking oil is ready for the transesterification process. Now, take 108 mL (100 g) waste cooking oil in a three-necked round-bottomed flask, which is equipped with a magnetic stirrer and water cooled condenser. The waste cooking oil was heated at 50 °C and the desired amount of methanol and catalyst without preheating were added to begin transesterification with stirring for the required reaction time. After completion of the process, the whole mixture is cooled down and settled down in a separating funnel. The experimental setup was shown in Fig. 1.

Experimental setup for biodiesel production from waste cooking oil. Apparatus: (1) distillation apparatus, (2) electrostatic heated stirring plate, (3) three necked round-bottomed flask, (4) thermometer, (5) condenser, and (6) separator funnel
In transesterification reaction, three moles of methanol react with one mole of triglyceride to give three moles of fatty acid methyl ester (biodiesel). The empirical formula for the biodiesel transesterification reaction is given below.

Results and Discussions
Effect of Catalyst
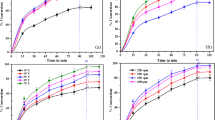
The amount of catalyst plays an important role in the conversion efficiency of the transesterification process. The catalyst quantity varied from 0.5 to 2.0 wt.% for seven different values (0.5, 0.75, 1.0, 1.25, 1.5, 1.75, and 2.0 wt.% of KOH). Figure 2 shows the variation of biodiesel yield with different catalyst concentrations. Optimum condition was achieved at 1.0 wt.% KOH, which produced more than 86% biodiesel yield. As higher catalyst concentration beyond 1.0 wt.% the yield decreased due to the saponification reaction (Omar and Amin 2011; Wang et al. 2007). Basicity of the catalyst used because of the base components only increases the biodiesel yield when compared with acid catalysts.

Effect of catalyst concentration on biodiesel yield
Effect of Temperature
To study the effect of temperature on the transesterification process. This process has taken place in 40 °C, 50 °C, 60 °C, 70 °C. The effect of temperature on biodiesel yield was shown in Fig. 3. However, the boiling point of Methanol is 64.7 °C which is higher than the reaction temperature. This can lead to the decrease in the biodiesel production due to sudden evaporation of Methanol.

Effect of temperature on biodiesel yield
Effect of Methanol-to-Oil Molar Ratio
The molar ratio of methanol to waste cooking oil is the main factor, which affects the conversion efficiency of the transesterification process by increasing methanol-to-waste cooking oil ratio, the yield of biodiesel has also increased up to a particular optimum molar ratio (Soetaert and Vandamme 2008; Yaakob et al. 2012). Figure 4 suggests that how the yield of biodiesel varies with methanol-to-waste cooking oil ratio. The maximum conversion efficiency of the transesterification process is achieved when the molar ratio of methanol to waste cooking oil is 9:1 for 1.0 wt.% concentration of KOH and 60 °C reaction temperature. The further molar ratio increased beyond the optimum dosage, biodiesel yield will be decreased due to reversible reaction and mixture become more viscous.

Effect of methanol-to-oil ratio on biodiesel yield

Effect of reaction time on biodiesel yield
Effect of Reaction Time
The reaction time was studied for different time intervals. Figure 5 shows the effect of reaction time. The yield of biodiesel is about 93%, when reaction time is 50 min. By increasing the reaction time beyond this optimum reaction time, the yield of biodiesel will decrease (Ying and Chen 2007).
Economic Analysis
Economic reasons have been one of the major obstacles in the use of biodiesel. Biodiesel derived from vegetable oil feedstock is more expensive than petrodiesel (Zhang et al. 2003; Yaakob et al. 2013; Apostolakou et al. 2009). Nevertheless, biodiesel produced from waste cooking oil is attractive for being a renewable resource and produced from the inexpensive feedstock. In this economic study, the effect of economic criteria like capital cost, manufacturing cost, and biodiesel production cost was estimated. The process economics for a biodiesel production was evaluated and established from waste cooking oil produced by the cafeteria of Pandit Deendayal Petroleum University. The fixed cost is 273,000 INR for the designed plant will have a capacity of 1000 L per day. Figure 6 represents the detailed flow chart of the economical analysis of biodiesel production from waste cooking oil.

Economical flowchart for biodiesel production from waste cooking oil
Raw Materials Cost
The raw material cost (CRM) consists of the cost of used cooking oil, the cost of methanol, the cost of catalyst KOH solutions. The estimation of the cost of the used cooking oil is based on the overall material balance of the process. We collected used cooking oil from PDPU canteen so the feedstock cost for the biodiesel plant was considered as 0 INR. The price of methanol is 28 INR/L. We can calculate the cost of the catalyst KOH is 50 INR per kg.
Utilities and Operating Labor Cost
The cost of the utilities (CUT) consists of the cost of electricity and the cost of steam. It is estimated through the energy balances of the process that the utility consumption is approximately 17.77 INR/L production of biodiesel. The operating labor cost is approximately 1.20 INR/L production of biodiesel (Table 1).
Conclusion
Biodiesel was obtained from waste cooking oil by transesterification. The optimum parameter value for catalyst concentration was 1.0 wt.% of KOH; reaction temperature was 60 °C; methanol–oil ratio was 9:1; reaction time was 50 min for the yield of maximum biodiesel which was 93% of used cooking oil.. The total cost of producing 1 L of biodiesel from waste cooking oil is 28.55 INR. This offers an unexpected source of income from waste cooking oil rather than disposing of it as a waste product. Basic concepts are presented and problems, potential solutions are discussed. This work stresses the importance of improving profits by reducing solid waste and pollution. With this work, it can be concluded that it is possible to integrate the waste cooking oil into productive processes to obtain biodiesel and reduce the cost of the biodiesel generated. In addition, it will be possible to integrate used cooking oil into a production process without continuing to generate impacts on the environment.
Data Availability
Availability of data and material All relevant data and material are presented in the main paper.
References
Agarwal M, Chauhan G, Chaurasia SP, Singh K (2012) Study of catalytic behavior of KOH as homogeneous and heterogeneous catalyst for biodiesel production. J Taiwan Inst Chem Eng 43:89–94
Alcantara R, Amores J, Canoira L, Fidalgo E, Franco MJ, Navarro A (2000) Catalytic production of biodiesel from soy-bean oil, used frying oil and tallow. Biomass Bioenergy 18:515–527
Apostolakou AA, Kookos IK, Marazioti C, Angelopoulos KC (2009) Techno-economic analysis of a biodiesel production process from vegetable oils. Fuel Process Technol 90:1023–1031
Biofuel for transport (2006) (global potential and implications for sustainable energy and agriculture). Worldwatch Institute, 029-028
Deepalakshmi S, Sivalingam A, Thirumarimurugan M, Yasvanthrajan N, Sivakumar P (2014) In situ transesterification and process optimization of biodiesel from waste avocado seed. J Chem Pharm Sci 4:115–118
Demirbas A (2008) Economic and environmental impacts of the liquid biofuels. Energy Educ Sci Technol 22:37–58
Demirbas MF, Balat M (2006) Recent advances on the production and utilization trends of biofuels: a global perspective. Energy Convers Manag 47:2371–2381
Haas MJ, McAloon AJ, Yee WC, Foglia TA (2006) A process model to estimate biodiesel production costs. Bioresour Technol 97(4):671–678
Hama S, Tamalampudi S, Yoshida A, Tamadani N, Kuratani N, Noda H, Fukuda H, Kondo A (2011) Process engineering and optimization of glycerol separation in a packed-bed reactor for enzymatic biodiesel production. Bioresour Technol 102:10419–10424
Kalu EE, Chen KS, Gedris T (2011) Continuous-flow biodiesel production using slitchannel reactors. Bioresour Technol 102:4456–4461
Malhotra RK, Das LM (2003) Bio fuels as blending components for gasoline and diesel fuels. J Sci Ind Res 62:90–96
Meneghetti S, Meneghetti M, Wolf C, Silva E, Lima G, Silva LDL, Serra TM, Caudro F, Oliveria LGD (2006) Biodiesel from castor oil: a comparison of ethanolysis versus methanolysis. Energy Fuels 20:2262–2265
Meng X, Chen G, Wang Y (2008) Biodiesel production from waste cooking oil via alkali catalyst and its engine test. Fuel Process Technol 89:851–857
Mittelbach M, Enzelsberger H (1999) Transesterification of heated rapeseed oil for extending diesel fuel. J Am Oil Chem Soc 76:545–550
Omar WNNW, Amin NAS (2011) Optimization of heterogeneous biodiesel production from waste cooking palm oil via response surface methodology. Biomass Bioenergy 35:1329–1338
Patil P, Deng S, Rhodes JI, Lammers PJ (2010) Conversion of waste cooking oil to biodiesel using ferric sulfate and supercritical methanol processes. Fuel 89:360–364
Saka S, Isayama Y (2009) A new process for catalyst-free production of biodiesel using supercritical methyl acetate. Fuel 88:1307–1313
Saravanan SA, Ramesh K, Muralidharan NG, Yasvanthrajan N, Sivakumar P (2014) Alkali-catalyzed transesterification of rapeseed oil. J Chem Pharm Sci 4:152–154
Saravanan SA, Periasamy S, Sivakumar P, Vijayakumar B, Santhosh V, Muralidharan NG (2015) studies on mixed waste vegetable oil for production of biodiesel by using Mg/AlNO3 and KOH as catalyst. J Chem Pharm Sci 11:77–79
Sarkar N, Ghosh SK, Bannerjee S, Aikat K (2012) Bioethanol production from agricultural wastes: an overview. Renew Energy 37:19–27
Senthilkumar C, Ramesh SA, Rajeshkumar P, Sivakumar VR, Vijayakumar B, Sivakumar P (2014) Process parameter optimization and performance analysis of Raphanus sativus methyl ester in diesel engine. J Chem Pharm Sci 9(3):1718–1723
Shimada Y, Watanabe Y, Sugihara A, Tominaga Y (2002) Enzymatic alcoholysis for biodiesel fuel production and application of the reaction to oil processing. J Mol Catal B 17:133–142
Sinha S, Agarwal AK, Garg S (2008) Biodiesel development from rice bran oil: transesterification process optimization and fuel characterization. Energy Convers Manag 49:1248–1257
Sivakumar S, Venkatachalam R, Nedunchezhian N, Sivakumar P, Rajendran P (2015) Processing of cashew nut shell and feasibility of its oil as bio fuel in compression ignition engine. J Chem Pharm Sci 4:133–135
Soetaert W, Vandamme EJ (2008) Biofuels. Wiley, 027-967
Wang JX, Huang QD, Huang FH, Wang JW, Huang QJ (2007) Lipase-catalyzed production of biodiesel from high acid value waste oil using an ultrasonic assistant. Chin J Biotechnol 23:1121–1128
Yaakob Z, Sukarman IS, Narayanan B, Abdullah SRS, Ismail M (2012) Utilization of palm empty fruit bunch for the production of biodiesel from jatropha curcas oil. Bioresour Technol 104:695–700
Yaakob Z, Mohammad M, Alherbawi M, Alam Z, Sopian K (2013) Overview of the production of biodiesel from waste cooking oil. Renew Sustain Energy Rev 18:184–193
Ying M, Chen G (2007) Study on the production of biodiesel by magnetic cell biocatalyst based on lipase-producing Bacillus subtilis. Appl Biochem Biotechnol 137:793–803
Zhang Y, Dubé MA, McLean DD, Kates M (2003) Biodiesel production from waste cooking oil: 2. Economic assessment and sensitivity analysis. Bioresour Technol 90:229–240
Acknowledgements
The authors are grateful to School of Petroleum Technology, Pandit Deendayal Petroleum University for permission to publish this research.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no competing interests.
Rights and permissions
About this article

Cite this article
Joshi, S., Hadiya, P., Shah, M. et al. Techno-economical and Experimental Analysis of Biodiesel Production from Used Cooking Oil. Biophys Econ Resour Qual 4, 2 (2019). https://doi.org/10.1007/s41247-018-0050-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s41247-018-0050-7