
Abstract
In the recent past, emphasis was given roller-compacted concrete in the field of pavement construction owing to its proven advantages like fast construction method, high density, and economical when compared with conventional concrete. Roller compacted cement concrete is the name given to stiff concrete that can be compacted by a roller which is generally used in surface and base courses of pavements. Many marginal materials were used for developing sustainable roller-compacted concrete. In this paper, an effort has been made to consolidate the research done to date to make roller-compacted concrete a sustainable material for pavement construction. The feasibility of using various materials like reclaimed asphalt pavement wastes, recycled concrete aggregate, electric arc furnace slag, cross-linked polyethylene waste, silica fume, bagasse ash, ground granulated blast furnace slag, jarosite, crumb rubber, rice husk ash, fly ash, sugarcane ash, coal waste ash and coal waste powder explored by various researchers in the past were consolidated under one roof in this study. The effect of all the materials on different mechanical, durability and fresh properties of Roller-compacted concrete was reported in the study. Many of these materials yielded satisfactory results when partially replaced or partially added to various constituents of roller-compacted concrete. In essence use of these materials not only have environmental benefits like reduction of carbon footprints but also saves the cost of construction.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Sustainability is the buzzword among all researchers in the present scenario, which emphasizes the protection of natural resources to make them available for future generations without compromising the needs of today. The use of sustainable materials in pavements is one among such research done in the stream of pavement engineering. Cement concrete pavements, although a bit expensive during the initial stages of construction have their advantages with respect to performance. Roller compacted concrete by its name is concrete that supports a roller while being placed by a paver during construction [1]. It is concrete that has enough water content to ensure proper mixing and, at the same time, ensure the stiffness to support a roller while being compacted [2]. Dams, wood storage yards, freight haul routes, loading bays, intermodal port infrastructure, and parking spaces are some applications where Roller Compacted Concrete (RCC) has been employed for many years [3]. Later RCC mixtures are increasingly being used in Pavement applications, such as urban streets, highways, and highway shoulders [3]. Generally, Pavement Quality Concrete is used in the surface course of rigid pavements, which also concrete constitutes the same ingredients as that roller-compacted concrete [4]. Roller compacted concrete is a substitute for pavement quality concrete in the surface course of rigid pavements [5]. Roller compacted concrete is said to be originated in Italy, where it was first used for the construction of a dam called Alpe Gere Dam near Sondrio in the 1960 s[6]. Later in the 1970s, it was adopted into pavements for using it as a sub-base and base material because of its versatile properties [7].
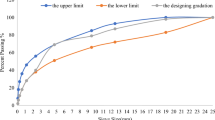
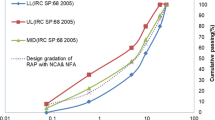
Roller compacted concrete contains the same primary constituents as that of Pavement quality concrete (PQC) but differs in mix proportions. The variation of material ratios between conventional and RCC was presented in Fig. 1 [1]. RCC contains a higher percentage of fine aggregates that make the concrete matrix denser compared to PQC. The significant differences between PQC and RCC are presented in Table 1. RCC possesses more stiffness compared to zero slump conventional concrete [3]. Roller Compacted Concrete pavements (RCCP) do not need dowels, steel reinforcement, or forms which results in considerable cost reductions as compared to traditionally produced concrete pavements [8]. The following are some of the potential constraints and challenges: RCC’s surface characteristics may not be ideal for high-speed traffic pavements without diamond grinding, and owing to the less water content of the RCC mix, the amount of RCC that can be prepared in a transit mixer is often lesser than for conventional concrete [9]. One of the distinct properties of RCC is its water content. Generally, conventional concrete is based on Abraham’s law of water-cement ratio [9]. This law states that the strength of concrete is contrariwise proportionate to the water-cement ratio, but RCC is not reliant on the water-cement ratio and is reliant on maximum density that can be achieved at optimal water content. The size and type of aggregates, aggregate gradation, cement content, and water content significantly influence the fresh and hardened characteristics of RCCP [10]. Various materials like reclaimed asphalt pavement wastes, recycled concrete aggregate, electric arc furnace slag, cross-linked polyethylene waste, silica fume, bagasse ash, ground granulated blast furnace slag, jarosite, crumb rubber, rice husk ash, fly ash, sugarcane ash, coal waste ash, and coal waste powder were tested experimentally for evaluating their viability in RCC pavements either individually or in combination and are discussed below. However, there are some challenges and limitations observed from the literature while using these sustainable materials in RCC. For instance, Reclaimed Asphalt Pavement (RAP) has an aged asphalt film that affects bonding, and Recycled Concrete Aggregate (RCA) has an absorbent old mortar layer that contributes to strength reduction [11]. Gradation is a significant property that differentiates RCCP from PQC and is responsible for the tight packing of particles [10]. The gradation requirements of RCCP as per IRC SP 68 are depicted in the gradation curve shown in Fig. 2. Different agencies like Portland cement association (PCA), Indian Roads Congress (IRC), and American Concrete Institute (ACI) have given gradation specifications for RCCP that are presented in Table 2.

Conventional concrete and RCC Material Comparison[1]

Gradation of aggregates for RCC as per IRC SP:68
2 Research significance
The objective of this paper is to summarize the effect of various sustainable materials used in the production of roller-compacted concrete pavements. This research paves the way for the researchers working in this field to evaluate the impact of different sustainable materials on the fresh, mechanical, and durability properties of roller-compacted concrete used in pavement construction. Different properties explored by various researchers related to Roller compacted concrete were presented in Fig. 3. The critical view of the author on multiple properties of roller-compacted concrete in combination with different sustainable materials was presented subsequently.

Properties of roller-compacted concrete pavements
3 Sustainable materials used in roller compacted concrete
There are many materials used in roller-compacted concrete pavements to make them sustainable. Different sustainable materials used in RCC are presented in Fig. 4. The use of sustainable materials in RCC has several advantages, and the same is presented in Fig. 5. The behavior of various such materials used was discussed in the following paragraphs. The properties of various aggregate substituents used in Roller compacted concrete are given in the following Table 3. The use of sustainable materials in RCCP has many advantages.

Sustainable materials in RCCP

Advantages of sustainable materials
3.1 Electric arc furnace slag aggregate
Steel is manufactured in steel plants by the processing of iron ore by using equipment called an electric arc furnace (EAF). During this process of steel manufacturing, a by-product called electric arc furnace slag is produced [20]. This steel manufacturing takes place on a large scale every year, which in turn contributes to the production of electric arc furnace slag at an equal rate [21]. Since this is generated in huge quantities and its usage is minimal managing, discarding this slag safely to prevent its impact on the environment is a challenging task [21]. Since this slag is coarse, and also its properties, i.e., both physical and chemical, have been similar to the natural coarse aggregate properties, it can be used for replacing natural coarse aggregates in Roller compacted concrete. EAF slag also proved to be volumetrically stable when tested experimentally for hydration as well as silica alkali reactions [20]. EAF slag aggregate performance is strongly influenced by the shape of particles, surface texture, and the amount of free magnesia and lime present [22]. In some studies, EAF slag aggregate has contributed to better mechanical properties of concrete, whereas the opposite trend was observed in other studies [23]. In one study use of EAF slag as a replacement for natural aggregates resulted in optimal water content in the range of 7–9% [23]. There was a hike in hardened as well as fresh density that was observed with EAF aggregates when used in RCC which may be due to denser EAF aggregates compared to natural aggregates [23]. Rough texture, the angularity of EAF particles, and improved ITZ (Interfacial Transition zone) due to better cement aggregate bonding were found to be the reason for better mechanical properties of concrete with EAF slag aggregates [22]. On the other hand, in some studies, it was stated that the porous ITZ between the slag particles and the cement paste is responsible for the drop in strength caused by the addition of EAF slag aggregate [24]. More water absorption nature of EAF slag was also found to be a reason for weak concrete [24]. Furthermore, in untreated EAF slag, the presence of free lime and magnesia adds to a reaction with water that causes the volume to expand and crack. However, when EAF slag was used along with fly ash in RCC mixes unit weight of these mixes was reduced. It was suggested by the authors that EAF slag can be effectively used with a combination of supplementary cementitious materials like fly ash in RCC without compromising the mechanical properties [2].
3.2 Reclaimed asphalt pavement wastes with rice husk ash
Rice Husk Ash (RHA) is the ash generated by burning rice husk as fuel for various purposes. On chemical examination, it was proved that this ash contains a large proportion of reactive silica, which makes it suitable for replacing cement in concrete [3]. RHA is very fine, with a specific surface area of 3600 cm2/gm compared to cement, whose specific surface area is in the range of 2800 to 3000 cm2/gm [25]. In the recent past, the use of RHA for pavements as filler in hot mix asphalt and as supplementary cementitious material for pavement quality concrete has gained a lot of attention from researchers [26]. Cement was replaced by 3%, and 5% along with fine and coarse RAP for an experimental study. There was a decline in compressive strength that was observed while natural aggregates were being replaced with both fine and coarse RAP. This reduction is observed to be more in the case of fine RAP compared to coarse RAP [27]. The presence of reactive silica in large proportion was the reason for an extra pozzolanic reaction which in turn contributed to an increase in various strength parameters of RCC at more curing periods. In another experimental investigation for fatigue life that indicates durability, it was found that RCC mix with 3% RHA showed more durability than that of conventional RCC [3, 27].
3.3 Ground granulated blast furnace slag
Ground Granulated Blast Furnace Slag (GGBS) is a by-product obtained during the manufacture of steel in steel plants. It is often used as a replacement for cement because of its chemical composition [7]. GGBS is used for the replacement of cement in Roller compacted concrete. GGBS is being tested in a variety of civil engineering applications, including hot mix asphalt, sub-base, and base courses of pavements, embankments, and Portland cement [28]. The use of GGBS in RCC is said to increase the optimum moisture content and is attributed to the fineness of GGBS over cement. The compressive strength of roller-compacted concrete is found to be maximum at 40% cement replacement by GGBS in Roller compacted concrete pavements [29]. The abrasion resistance, which is one of the significant properties of cement concrete pavements, is found to increase in proportion to compressive strength. Overall by using GGBS, not only the properties like compressive strength and abrasion resistance have improved but also contributed to the conservation of natural resources.
3.4 Reclaimed asphalt pavement wastes
Reclaimed Asphalt Pavement is a marginal material obtained from the milling of worn-out bituminous pavements [30]. Extraction of RAP in the field is depicted in Fig. 6. use of RAP as construction material not only saves the economy but also aids sustainability by conserving natural resources [31]. It also addresses the disposal problem of this waste. Because of the reduction in virgin binder percentage, RAP is a positive addition to bituminous pavements; however, its use in concrete pavements remains limited [36]. RAP, from studies, is an inferior material in terms of mechanical properties because of the aged bitumen coating present on its surface, mainly when used in concrete. There were a lot of studies conducted on improving RAP to be used as construction material [34]. Based on earlier studies use of Rap in Roller compacted concrete pavements has the following effects. RAP aggregates have exhibited lower densities and more water absorption characteristics compared to Natural Aggregates, which in turn are linked to the effect of the OMC and MDD of RCC. Further substitutions of natural aggregates with RAP have been reflected in the reduction of compressive strength [35]. This is attributed to the existence of an old bitumen layer over the RAP aggregate surface, which contributes to a weak and porous interfacial transition zone[32]. Viscoelastic property of RAP contributes to crack propagation along asphalt film, and it is the reason for asphalt cohesion failure in RAP concrete. Various factors like the method of procuring (controlled and uncontrolled milling), size of particles, age of pavement, and presence of agglomerated particles were said to affect the mechanical properties of RAP-RCCP mixes[33]. Further, less oxidized RAP contributed to more loss in mechanical properties, i.e., in the range of 26–67%, compared to highly oxidized RAP, i.e., 9–37% [34, 51]. More asphalt coating on RAP particle surface also resulted in more reduction in mechanical properties; thereby, the use of fine RAP contributed to more decline since it contains more asphalt compared to coarse RAP. The presence of agglomerated particles will lead to more water voids, which reduces mechanical properties. Full-depth reclamation technique for RAP procurement is said to yield well-graded RAP and thereby contribute to better mechanical characteristics compared to control milled RAP, whose gradation is found to be gap graded. Finally, it is concluded to use the RAP aggregates with caution up to 50%, keeping in view the mechanical properties of RCC in sub-base for road pavements, low traffic pavements, and rural roads [13, 36].

RAP Extraction process at the field
3.5 Reclaimed asphalt pavement wastes with crumb rubber
Crumb rubber is a waste generated from scrap tires during recycling. Crumb rubber used in RCCP is of a maximum size of 10 mm and is used for substituting coarse aggregate [15, 38]. Replacement of conventional coarse aggregates with crumb rubber resulted in reduced optimal moisture content and maximum dry density compared to natural aggregates. Decreased water absorption has been observed due to the less previous nature of crumb rubber, and this resulted in the more free mortar that increased the workability and better consistency. The compressive strength of RCC has decreased remarkably when RAP is used more than 50%, and when rubber is substituted by 5% slight increase has been observed [39]. The poor adhesion between the rubber particles and the cement matrix due to the smooth texture and low hydraulic conductivity is the key issue impacting the strength qualities of RCCP mixes incorporating crumb rubber aggregates. The entrapped air on the surface of the crumb rubber significantly affects the growth of ITZ; as a result, the rubber aggregates and cement matrix have low adhesion and a fragile bond [40]. The considerable strength reduction of Roller compacted concrete mixtures with rubber aggregates can also be attributed to the lower stiffness of the crumb rubber. The mechanical strength of crumb rubber contained RCCP mixes is also reduced due to a decrease in solid material expected to take the load and the accumulation of stresses along the perimeter of the rubber aggregates [41]. Energy absorbency for RCC has been increased with the incorporation of crumb rubber. Finally, based on research, it is suggested that RAP up to a maximum of 50% and crumb rubber up to a maximum of 10% can be used for substituting natural aggregates for producing sustainable RCCP [16, 37].
3.6 Recycled concrete aggregates
Recycled Concrete aggregates (RCA) are obtained by crushing the demolition wastes of different civil engineering structures [17]. The use of these aggregates makes the RCC not only economical but also sustainable [42]. The cement mortar layer present over the RCA surface is vulnerable to water, and this results in higher moisture absorption and lower density for RCC with RCA aggregates [43]. The mixing water quantity, water to cement ratio, the strength of the existing cement mortar paste, water absorption and saturation condition of RCA, and ITZ between the RCA and the cement mortar are the key elements that decide the mechanical properties of RCA [44]. The thickness of ITZ in recycled concrete aggregate is typically 30–60 μm [45]. The adhered mortar in RCA generates a new ITZ, which has a considerable impact on its strength because of its very porous nature and numerous micro cracks developed during the process of manufacturing RCA concrete [46]. In one of the studies where RCA was used in RCCP, it was demonstrated that compressive strength was reduced due to greater pore volume of RCA [47]. Further cement content also has an influence on RCA-RCCP properties [48, 49]. Irrespective of RCA content and curing age RCA concrete exhibited lower compressive strength, whereas higher cement content in RCA concrete exhibited more compressive strength [50]. After studying its feasibility in RCC, it was concluded that although there is a decline in mechanical properties that occur due to the replacement of RCA with virgin aggregates, it can still be preferred for courses like subbase in pavements which do not require more strength [17, 46].
3.7 Reclaimed asphalt pavement wastes with fly ash, sugarcane ash & silica fume
Fly ash, sugarcane ash, and silica fume are wastes generated from different industries, which are often referred to as supplementary cementitious materials (SCM) because of their cementitious properties [12, 52]. The use of SCMs as a cement substitute not only enhances the strength and durability of the material but also reduces the cost of cement while lowering CO2 emissions, which are projected to be roughly 900 kg/t cement output, or about 5–7% of total global CO2 emissions [53, 54]. Fly ash is a waste generated by coal incineration for electricity production in thermal power plants. Despite FA being a popular pozzolana and SCM, it is rarely utilized in ordinary concrete; in fact, it is almost solely used in high-performance concrete. Nevertheless, FA has been employed as a cement replacement material in the manufacture of low- to high-strength concrete pavements in recent years [55]. Silica fume, also called micro silica, is a by-product of the silicon industry, which is said to have a significant improvement in the mechanical properties of concrete. The addition of SF most definitely entails the employment of a high-range water reducer, raising the overall cost of the mixture significantly. The usage of RAP aggregates, on the other hand, could solve this problem since the asphalt coating over RAP aggregates reduces porosity and water absorption compared to virgin aggregates [54]. Because of the production of additional calcium silicate hydrate (CSH) gels and its larger specific surface area, Silica Fume (SF) in Portland cement concrete (PCC) mixtures helps improve the interface between aggregate and cement paste [58]. Sugarcane ash is the ash generated from the incineration of sugarcane pulp, which is also waste from sugar factories. India is the world’s second-largest producer of sugarcane, resulting in massive amounts of SA waste being generated each year [56]. The highest pozzolanic activity of SA is typically obtained by utilizing particles that pass the Indian Standard (IS) sieve size of 45 μm [57]. According to the literature, SA particles can increase the strength characteristics of PCC mixes by up to 10% when replaced with Portland Cement [60, 61, 63]. Due to the hydrophilic character of Sugarcane ash particles, it has been reported that RAP-included PCC mixtures are advantageous for up to 5% only, after which it has a negative influence on PCC characteristics [59].
Since the substitution of natural aggregates with RAP is said to lower the mechanical properties of RCC, researchers have concentrated on how this drawback can be addressed [59]. One of the alternatives arrived through research was to incorporate supplementary cementitious materials in RAP-based RCC to make it mechanically compatible without compromising on mechanical properties and make its way for use in RCC for surface courses of pavements[62]. This is proved to be successful, especially with silica fume, which not only contributed to the enhancement of physical and mechanical properties of RAP-RCCP mixes but also to their durability properties. By using fly ash and sugarcane ash, there was a decrement in mechanical properties, and therefore, they are suggested for use in base courses of pavements [63].
3.8 Coal waste and limestone powder
Coal waste is obtained from washing coal in the Coal washing plant. This forms a slurry which is further dried to take out coal waste powder (CWP) [64]. This coal waste powder further incineration produces coal waste ash (CWA). This coal waste is responsible for a typical type of water pollution that occurs near coal mines which is one of the most toxic types of water pollution. This water also contains iron sulfates and other elements that contaminate groundwater resources. So, effective disposal and use of these wastes are very much essential for reducing the ill effects these wastes on the environment [65]. According to prior findings, using coal waste in soil stabilization enhanced the mechanical characteristics of soil over time. Also, this by-product was examined for concrete paver blocks as a partial replacement for sand, where specimens with 25 and 50% coal waste showed equivalent compressive strength at 28 days of curing. In their study, Fras et al. used incinerated coal waste at 10% and 20% cement replacement levels in mortar mixtures and found that 10% coal waste ash had better compressive strength at seven days than the reference mix; however, at later ages (28 and 90 days), reduced strengths were achieved[66]. Further use of coal waste in RCC makes pavement construction sustainable. The use of these wastes in RCC as a replacement for cement at various percentages leads to an increase in water binder ratios and, thereby, optimum moisture content. RCC with 5–10% coal waste ash and 5% coal waste powder have shown similar mechanical properties at 7, 28 & 90 days curing ages like that of conventional RCC. Further, RCC with a blend of 10% coal waste ash and 7% limestone powder as a replacement for cement has shown more mechanical characteristics when compared to mixtures with only 10% coal waste ash. In the end, after experimental investigation, it was established that the use of CWP, CWA, and limestone as substitutes for cement saves a lot of costs as well as reduces the emission of carbon dioxide through cement production. Usage of these wastes in Roller compacted concrete also reduces water pollution that occurs in coal mining areas, thereby making Roller compacted concrete pavements sustainable [67].
3.9 M- sand and GGBS`
Fine aggregate is an inevitable ingredient of roller-compacted concrete [72]. With the increase in demand for all construction materials, the conventional fine aggregate, i.e., river sand, has been depleting at a faster rate than any other construction material [68, 73]. Exploration of alternate materials to replace fine aggregate, therefore, gained a lot of significance in contemporary research [70, 71]. One such alternate material used is manufactured sand, frequently stated as M Sand. Hard granite stone on crushing produces M sand. The use of manufactured sand in concrete improves flexural strength, abrasion resistance, unit weight and reduces permeability [68]. Li Beixing et al. [69] investigated the effect of M-sand on the mechanical and durability properties of pavement, partially replacing river sand with M-sand from 4.3 to 20% by weight, and discovered that at 10% M-sand, abrasion resistance, and strength increased. For making GGBS roller-compacted concrete more sustainable, M sand is used in place of fine aggregate. Since it was evident that the pozzolanic reaction slows down with GGBS incorporation in concrete, lower mechanical poperies have been observed at less curing ages, but at more extended periods of curing, they recovered up to 50% replacement of cement by GGBS. Abrasion resistance which is a crucial feature of roller-compacted concrete was found to increase with the increase in compressive strength and was not related to the percentage of GGBS replacement in RCC. Since at large curing ages, recovery was observed in compressive strength, the abrasion resistance also got improved at the same rate, and a similar trend was observed even with M Sand. Finally, experimental studies suggest that M sand can be used effectively as fine aggregate in RCC without compromising the mechanical properties [28, 73].
3.10 Cross-linked polyethylene waste (XLPE)
Coastal countries generated approximately 275 million tons of plastic trash in 2010, with around 4.6% of that reaching the ocean owing to waste mismanagement [75, 76]. Plumbing, sanitary pipes, air conditioning systems, firefighter equipment, and the insulation of electric cables are just a few of the applications for cross-linked polyethylene [77]. The production of electric cables requires an insulating material to act as a cover. This insulating material is mostly made up of cross-linked polyethylene (XLPE), and the production of electric cables generates a waste called XLPE, which is either buried or incinerated since it is non-biodegradable[78]. The cross-linking method enhances qualities such as thermal flexibility, heat resistance, plastic deformations, chemical impact, abrasion, and brittle fracture resistance [79]. The XLPE waste is generally available in the range of 4.75 to 10 mm. Since this size range is generally used as coarse aggregate, XLPE is used at 5%, 15%, 30%, and 50% for replacing conventional coarse aggregates in Roller compacted concrete. Replacement of coarse aggregates by 5% with XLPE proved to be effective after the experimental investigations done with XLPE at different percentages. However, from the experimental studies, the use of XLPE should be restricted to 5% since there was a decline in mechanical properties that were observed above that percentage [74]. The lack of adhesion of the smooth and water-repellent plastic particles to the cementitious matrix justifies the reduction in mechanical properties [80]. Further, replacing 5% of the sand with tiny polyethylene waste particles of identical gradation enhances the drying shrinkage of concrete [81]. This was attributed to the low rigidity of polyethylene particles and their inability to control the volumetric fluctuations of the cement paste [82].
3.11 Reclaimed asphalt pavement wastes with zinc waste
Due to the presence of some toxic metals like copper, lead, sulfur, cadmium, etc., in jarosite, it is often treated as a hazardous waste material [83, 84]. Jarosite possesses pseudo-cubic-shaped euhedral crystals and is often yellow in color [89]. Jarosite’s mineral phase is hydrophobic by nature; however, the iron sulfate hydrate phase (FeSO4) is hydrophilic and rapidly dissolves in water, making it a toxic material. India produces about 1.7 million kg of zinc per year, with jarosite accounting for over 60% of the overall zinc produced [85]. The prevalence of potentially harmful components in jarosite pollutes the air, water, and soils nearby, resulting in acidic mine drainages or infillings in acidic sulfate soils. Jarosite has been shown to enhance the production of ettringite, which is detrimental for concrete constructions when used as a substitute for gypsum in cement [86]. When used in proportions of 5 – 25% replacement level, at a water-to-cement ratio of 0.40 and cured for 28 days, jarosite was shown to improve the compressive strength of cement concrete mixtures by around 13 – 50% and flexural strength by 8 − 12%[90, 91]. Up to 15% jarosite substitution of sand was found to be beneficial for use in pavements and structural applications [86]; however, greater doses, up to 25%, could also be employed but only with the addition of fly ash [87, 89]. Jarosite, along with fly ash, is also used in the production of bricks. Fly ash has been suggested as a promising material for immobilizing the harmful heavy metals found in jarosite. Fly ash aids in the immobilization of lead and other major toxicants from jarosite in cement concrete mixtures due to its physicochemical properties [85, 88]. Disposal of this material is very much required, and its potential of replacing cement in Roller compacted concrete containing 50% RAP aggregates was tested by incorporating in increments of 5% till 25% as partial replacement of cement [95]. Abrasion resistance and flexural strength improvement were observed at 5% cement replacement with jarosite as per this research work and are attributed to the filler effect created by jarosite particles, although they haven’t contributed to any additional C-S-H gel formation as observed in the Scanning Electron Microscope (SEM) images of this research [83, 92,93,94]. The chemical compositions of various sustainable materials used to replace cement are presented in Table 4.
3.12 Fresh properties of RCCP
Since RCC mix design is based on soil compaction method, optimum moisture content, maximum dry density, and vee bee time were determined by many researchers. For establishing the OMC of RCC mixtures, the heavy compaction method, as defined by ASTM D1557 [55], is a suitable technique adopted by many authors in the past; however light compaction can also be preferred in the case of weak aggregates. Based on the water absorption characteristics of the materials used in RCC the OMC content changed significantly. Recycled concrete aggregates (RCA), when used in RCC in the range of 5 to 30%, lead to an increase in OMC by 1.5-5%. This increase in OMC is further higher when more amount of RCA is used and is attributed to the presence of an old mortar layer on the periphery of RCA aggregates. A similar trend was observed when EAFSS aggregates were used in RCC. An increase of 15 to 20% in OMC was noticed when natural aggregates were replaced in the range of 50–100%. The use of RAP in RCC was established to lower the OMC by 8 to 12% owing to the presence of asphalt film; however, agglomeration of RAP may result in an increase of OMC by 12%. The maximum dry density (MDD) of RCC mixes was reduced when RCA was used, owing to low specific gravity. Likewise reduction of 5% and 7% in MDD was noticed when RAP and Crumb Rubber were used in RCC. Contrarily increase in MDD by 3.9% was observed when EAFSS was used in RCC, owing to its high density. The effect of various materials on OMC and MDD are presented in the table.
3.13 Mechanical properties RCCP
The use of RCA was reported to lower the compressive strength of RCC by 4–36%. This reduction was attributed to the weak Interfacial Transition Zone (ITZ) between adhered mortar on the surface of RCA and cement paste. A similar trend of reduction in compressive strength in the range of 10 to 32% was observed when crumb rubber was used. This is because of the weak bonding between rubber particles and cement paste. Further, the reduction in compressive strength increased when RAP was used in RCC owing to the presence of thin asphalt film at the mortar aggregate interface, which contributed to weak ITZ. On the other hand use of EAFSS showed contrary results where few authors reported a reduction in compressive strength and others reported an increase in compressive strength. Similar to compressive strength, a reduction in flexural strength in the range of 12 to 27% was noticed when RCA is used in RCC owing to porous ITZ. A contrary trend was seen when crumb rubber was used in RCC. Many authors reported a decline in flexural strength by 24 to 31%, while Fakhri et al. in their study, observed an increase in flexural strength by 4% when 5% crumb rubber was used in RCC. Coarser RAP contributed to less reduction in flexural strength compared to fine RAP; however, reduction was noticed in both cases ranging from 5 to 30%. Finer EAFSS resulted in the decline of flexural strength by 27%, whereas the coarser portion enhanced the flexural strength by 9%. This is due to the EAFSS particles’ enhanced morphology, such as rough surface texture and angularity, that improved the interfacial transition zone, allowing for an increase in the mix’s load-bearing ability. Split tensile strength was noticed to decrease when RCA, crumb rubber, and RAP were used in RCC. Unlike other mechanical properties, both fine and coarse EAFSS contributed to an increase in split tensile strength when used in RCC [96]. Mass loss due to abrasion was reported to increase irrespective of the type of RAP and percentage inclusion in RCC. In comparison to soft surface textured RAP with more asphalt fraction, harsh surface textured RAP with lower asphalt volume fraction may show less degradation against abrasion. Similar to RAP, utilization of crumb rubber also has reduced the abrasion resistance of RCC, but lower percentages of Crumb rubber resulted in better abrasion resistance.
4 Conclusions
A detailed summary of the behavior of various sustainable materials in Roller compacted concrete is presented in Table 7. The following conclusions can be made from the extensive literature surveyed.
-
All the materials discussed in this paper can be used for making roller-compacted concrete sustainable, although care should be taken on their quantity incorporation as some of those materials may significantly decrease the mechanical and durability properties of roller-compacted concrete.
-
All constituents of roller-compacted concrete have alternate sustainable materials, but as per the experimental research existing to date, more materials are available for cement, followed by coarse aggregate and fine aggregate in descending order.
-
Many researchers have established that reclaimed asphalt pavement wastes can be used successfully to replace 50% of conventional aggregates for Roller compacted pavements. Further, some supplementary cementitious materials can be used as part addition to cement to improve the mechanical and durability properties of roller-compacted concrete with 50% reclaimed asphalt pavement wastes.
-
The substitution of 50% RCA to natural coarse aggregates could provide adequate strength to be used in pavement base layers. By using physicochemical/physicomechanical techniques, the percentage of RCA that can be used to substitute natural coarse aggregates in RCCP might be enhanced.
-
The increased density of Electric Arc Furnace Slag could improve the Maximum Dry density of RCCP mixes, but it would demand more water than traditional aggregates to obtain adequate compactness. However, coarser portions of Electric Arc Furnace Slag could be utilized to substitute natural aggregates by 100% proportion in Roller compacted concrete.
-
Increased crumb rubber replacement could reduce the mechanical characteristics like flexural, tensile, and compressive strength of Roller compacted concrete. On the other hand, due to improved alignment, uniform dispersion, greater friction, and aggregate interlocking, using a minimal crumb rubber content of approximately 5% was found to produce advantageous outcomes.
References
Harrington D, Abdo F, Adaska W, Hazaree CV, Ceylan H, Bektas F (2010)Guide for Roller-Compacted Concrete Pavements,
Lam MNT, Jaritngam S, Le DH (2017) Roller-compacted concrete pavement made of Electric arc furnace slag aggregate: mix design and mechanical properties. Constr Build Mater 154:482–495
Williams S (2014) Construction of roller-compacted concrete pavement in the Fayetteville Shale Play area, Arkansas. Transportation Research Record. J Transp Res Board 2408:47–54
Modarres Z, Hosseini (2014) Mechanical properties of Roller compacted concrete containing rice husk ash with original and recycled asphalt pavement material. Mater Des 64:227–236
Settari F, Debieb EH, Kadri O, Boukendakdji (2015) Assessing the effects of recycled asphalt pavement materials on the performance of Roller compacted concrete. Constr Build Mater 101:617–621
ACI (American Concrete Institute) (2001) Report on Roller-Compacted Concrete Pavements, ACI 325 – 95, Farmington Hills, MI,
ACI (American Concrete Institute) (2011) Report on Roller-Compacted Mass Concrete Pavements, ACI 207 – 11, Farmington Hills, MI,
Rao SK, Sravana P, Rao TC (2016) Abrasion resistance and mechanical properties of Roller Compacted Concrete with GGBS. Constr Build Mater 114:925–933
Brett DM(1988) RCC pavements in Tasmania, Australia, International Workshop on Roller Compacted Concrete Pavements, Melbourne, Australia,
Rindal DB, Horrigmoe G (1993) High-quality Roller compacted concrete pavements, Util. High Strength Concr 2:913–920
Vahedifard F, Nili M, Meehan CL (2010) Assessing the effects of supplementary cementitious materials on the performance of low-cement Roller compacted concrete pavement. Constr Build Mater 24(12):2528–2535
Brendel GF, Kelly JM(1991) Fly ash in Roller compacted concrete pavement, in Energy in the ‘90s, ASCE, pp. 333–338
Piggott RW, Roller-Compacted Concrete Pavements—A Study of Long Term Performance, RP366, Portland Cement Association,1999
Solomon Debbarma GD, Ransinchung RN, Surender, Singh (2019) Feasibility of Roller compacted concrete pavement containing different fractions of reclaimed asphalt pavement. Constr Build Mater 199:508–525
Fakhri M, Amoosoltani E (2017) The effect of reclaimed asphalt pavement and crumb rubber on mechanical properties of Roller compacted concrete pavement. Constr Build Mater 137:470–484
Fakhri M, Amoosoltani E, Aliha MRM (2017) Crack behavior analysis of Roller compacted concrete mixtures containing reclaimed asphalt pavement and crumb rubber. Eng Fract Mech 180:43–59
Chhorn C, Hong SJ, Lee SW (2017) A study on the performance of roller-compacted concrete for pavement. Constr Build Mater 153:535–543
Delhez P, Willem X, Michel F, Courard L(2004) Use of concrete recycled aggregates in Roller compacted concrete, in: Proc., International RILEM Conference on the Use of Recycled Materials in Buildings and Structures, pp. 675–683
IRC (Indian Roads Congress), Guidelines for Construction of Roller Compacted Concrete Pavements, 2005. IRC: SP:68, New Delhi, India
Rooholamini H, Sedghi R, Ghobadipour B, Adresi M (2019) Effect of electric arc furnace steel slag on the mechanical and fracture properties of roller-compacted concrete. Constr Build Mater 211:88–98. https://doi.org/10.1016/j. conbuildmat.2019.03.223
Dong Q, Wang G, Chen X, Tan J, Gu X (2021) Recycling of steel slag aggregate in portland cement concrete: An overview. J Clean Prod 282:124447. https://doi.org/10.1016/j.jclepro.2020.124447
Toffolo RVM, Moro TK, Santos DH, Costa LCB, Mendes JC, Peixoto RAF (2021) Roller-Compacted Concrete Pavements Produced Entirely with Steelmaking Slag Aggregates. ACI Mater J 118. https://doi.org/10.14359/51732791
Lam MNT, Jaritngam S, Le DH(2018) EAF slag aggregate in roller-compacted concrete pavement: Effects of delay in compaction, Sustain. 10 1–14, https://doi.org/10.3390/su10041122
Lam MNT, Le DH, Jaritngam S (2018) Compressive strength and durability properties of roller-compacted concrete pavement containing electric arc furnace slag aggregate and fly ash. Constr Build Mater 191:912–922. https://doi.org/10.1016/j.conbuildmat.2018.10.080
Rahman ME, Muntohar AS, Pakrashi V, Nagaratnam BH, Sujan D (2014) Self-compacting concrete from uncontrolled burning of rice husk and blended fine aggregate. Mater Des 55:410–415
Kannan V, Ganesan K (2014) Chloride and chemical resistance of self-compacting concrete containing rice husk ash and metakaolin. Constr Build Mater 51:225–234
Hesami S, Ahmadi S, Nematzadeh M (2014) Effects of rice husk ash and fiber on mechanical properties of pervious concrete pavement. Constr Build Mater 53:680–691
Rao SK, Sravana P, Rao TC (2016) Investigating the effect of M-sand on abrasion resistance of Roller Compacted Concrete containing GGBS. Constr Build Mater 122:191–201. https://doi.org/10.1016/j.conbuildmat.2016.06.054
Naik TR, Chun YM, Kraus RN, Singh SS, Pennock LLC (2001) Ramme, strength, and durability of roller-compacted HVFA concrete pavements, Pract. Periodical Struct Des Constr 6(4):154–165
Brand AS, Roesler JR (2017) Bonding in cementitious materials with asphalt-coated particles: Part II – Cement-asphalt chemical interactions. Constr Build Mater 130:182–192. https://doi.org/10.1016/j.conbuildmat.2016.10.013
Huang B, Shu X, Li G (2005) Laboratory investigation of portland cement concrete containing recycled asphalt pavements. Cem Concr Res 35(10):2008–2013. https://doi.org/10.1016/j.cemconres.2005.05.002
Debbarma S, Singh S (2019) Laboratory Investigation on the Fresh, Mechanical, and Durability Properties of Roller Compacted Concrete Pavement Containing Reclaimed Asphalt Pavement Aggregates. Transp Res Rec 2673(10):652–662. https://doi.org/10.1177/0361198119849585
Mukhopadhyay X, Shi (2016) Microstructural Characterization of Portland Cement Concrete Containing Reclaimed Asphalt Pavement Aggregates Using Conventional and Advanced Petrographic Techniques. Adv Cem Anal Concr Petrogr 187–206. https://doi.org/10.1520/STP161320180008
Shi X, Grasley Z, Hogancamp J, Brescia-norambuena L, Mukhopadhyay A, Zollinger D (2020) Microstructural, Mechanical, and Shrinkage Characteristics of Cement Mortar Containing Fine Reclaimed Asphalt Pavement. J Mater Civ Eng 32. https://doi.org/10.1061/(ASCE)MT.1943-5533.000311
Debbarma S, Ransinchung GD (2020) Morphological characteristics of Roller compacted concrete mixes containing reclaimed asphalt pavement aggregates. Indian Concr J 94:63–73
Shi X, Zollinger DG, Mukhopadhyay AK(2018) Punchout study for continuously reinforced concrete pavement containing reclaimed asphalt pavement using pavement ME models.Int. J. Pavement Eng.1–14
Mohammed BS, Adamu M (2018) Mechanical performance of Roller compacted concrete pavement containing crumb rubber and nano-silica. Constr Build Mater 159:234–251. https://doi.org/10.1016/j.conbuildmat.2017.10.098
Meddah H, Bensaci M, Beddar A, Bali (2017) Study of the effects of mechanical and chemical treatment of rubber on the performance of rubberized roller-compacted concrete pavement. Innov Infrastruct Solut 2:1–5. https://doi.org/10.1007/s41062-017-0068-5
Ossola G, Wojcik A (2014) UV modification of tire rubber for use in cementitious composites. Cem Concr Compos 52:34–41. https://doi.org/10.1016/j.cemconcomp.2014.04.004
Mohammed BS, Awang AB, Wong SS, Nhavene CP (2016) Properties of nano-silica modified rubbercrete. J Clean Prod 119:66–75. https://doi.org/10.1016/j.jclepro.2016.02.007
Eldin NN, Senouci AB (1993) Rubber-tire particles as concrete aggregate. J Mater Civ Eng 5(4):478–496
Safiuddin M, Alengaram UJ, Rahman MM, Abdus S, Jummat MZ (2013) Use of recycled concrete aggregate in concrete: a review. J Civ Eng Manag 19:796–810. https://doi.org/10.3846/13923730.2013.799093
Leite MB, Monteiro PJM (2016) Microstructural analysis of recycled concrete using X-ray microtomography. Cem Concr Res 81:38–48. https://doi.org/10.1016/j.cemconres.2015.11.010
Djerbi (2018) Effect of recycled coarse aggregate on the new interfacial transition zone concrete. Constr Build Mater 190:1023–1033. https://doi.org/10.1016/j.conbuildmat.2018.09.180
Tam VWY, Gao XF, Tam CM (2005) Microstructural analysis of recycled aggregate concrete produced from two-stage mixing approach. Cem Concr Res 35(6):1195–1203. https://doi.org/10.1016/j.cemconres.2004.10.025
Zheng JJ, Li CQ, Zhou XZ (2005) thickness of interfacial transition zone and cement content profiles around aggregates. Mag Concr Res 57(7):397–406. https://doi.org/10.1680/macr.2005.57.7.397
Poon CS, Shui ZH, Lam L (2004) Effect of microstructure of ITZ on compressive strength of concrete prepared with recycled aggregates. Constr Build Mater 18(6):461–468. https://doi.org/10.1016/j.conbuildmat.2004.03.005
Li J, Xiao H, Zhou Y (2009) Influence of coating recycled aggregate surface with pozzolanic powder on properties of recycled aggregate concrete. Constr Build Mater 23(3):1287–1291. https://doi.org/10.1016/j.conbuildmat.2008.07.019
Otsuki N, Miyazato S-ichi, Yodsudjai W (2003) Influence of Recycled Aggregate on Interfacial Transition Zone, Strength, Chloride Penetration and Carbonation of Concrete. J Mater Civ Eng 15(5):443–451
Lopez-Uceda F, Agrela M, Cabrera J, Ayuso M (2018) Lopez,‘ Mechanical performance of Roller compacted concrete with recycled concrete aggregates. Road Mater Pavement Des 19(1):36–55. https://doi.org/10.1080/14680629.2016.1232659
Courard L, Michel F, Delhez P (2010) Use of concrete road recycled aggregates for Roller compacted concrete. Constr Build Mater 24(3):390–395
Solomon Debbarma G, Ransinchung, Singh S (2020) Improving the Properties of RAP-RCCP Mixes by Incorporating Supplementary Cementitious Materials as Part Addition of Portland Cement. J Mater Civ Eng 32(8):04020229
Maddalena R, Roberts JJ, Hamilton A (2018) Can Portland cement be replaced by low-carbon alternative materials? A study on the thermal properties and carbon emissions of innovative cements. J Clean Prod 186(Jun):933–942. https://doi.org/10.1016/j.jclepro.2018.02.138
Modarres A, Hosseini Z (2014) “Mechanical properties of roller compacted concrete containing rice husk ash with original and recycled asphalt pavement material”. Mater Des 64:227–236. https://doi.org/10.1016/j.matdes.2014.07.072
Singh S, Shintre D, Ransinchung GD, Kumar P (2018) Performance of fine RAP concrete containing flyash, silica fume, and bagasse ash. J Mater Civ Eng 30(10):04018233. https://doi.org/10.1061/(ASCE)MT.1943-5533.0002408
Pongpat P, Gheewala SH, Silalertruksa T (2017) An assessment of harvesting practices of sugarcane in the central region of Thailand. J Clean Prod 142:1138–1147
Bahurudeen M, Santhanam (2015) Influence of different processing methods on the pozzolanic performance of sugarcane bagasse ash, Cement and Concrete Composites, Volume 56. Pages 32–45,ISSN 0958–9465 https://doi.org/10.1016/j.cemconcomp.2014.11.002
Brand AS, Roesler JR (2017) “Bonding in cementitious materials with asphalt-coated particles. II: Cement-asphalt chemical interactions”. Constr Build Mater 130:182–192. https://doi.org/10.1016/j.conbuildmat.2016.10.013
Singh S, Ransinchung GD, Kumar P (2017) Effect of mineral admixtures on fresh, mechanical and durability properties of RAP inclusive concrete. Constr Build Mater 156:19–27
Singh NB, Singh VD, Rai S (2000) Hydration of bagasse ash-blended portland cement. Cem Concr Res 30(9):1485–1488
Shen L, Li Q, Ge W, Xu S (2020) The mechanical property and frost resistance of Roller compacted concrete by mixing silica fume and limestone powder: Experimental study. Constr Build Mater 239:117882. https://doi.org/10.1016/j.conbuildmat.2019.117882
Alper S, Calis G, Tayeh BA (n.d.). Mechanical and durability properties of ground calcium carbonate-added roller-compacted concrete for pavement. Integrative Medicine Research, 9(6), 13341–13351. https://doi.org/10.1016/j.jmrt.2020.09.070
Debbarma S, Ransinchung GDRN, Dhaka M (2020) Effects of a Portland cement additive rich in SiO 2 and Al2O3 in microstructure densification of RAP incorporated RCCP mixes. Constr Build Mater 258:119626. https://doi.org/10.1016/j.conbuildmat.2020.119626
Saeid Hesami AM, Soltaninejad M, Madani H (2016) Mechanical properties of Roller compacted concrete pavement containing coal waste and limestone powder as partial replacements of cement. Constr Build Mater 111:625–636
Kinuthia R, Nidzam(2009) Effect of slag and siliceous additions on the performance of stabilized coal waste backfill, in: World Coal Ash Conf., Lexington, KY, USA, 2009
dos Santos CR, Filho JRdoA, Tubino RMC, Schneider IAH (2013) Use of coal waste as fine aggregates in concrete paving blocks. Geomaterials 03:54–59. https://doi.org/10.4236/gm.2013.32007
Frías M, Sanchez De Rojas MI, García R, Juan Valdés A, Medina C (2012) Effect of activated coal mining wastes on the properties of blended cement. Cem Concr Compos 34:678–683. https://doi.org/10.1016/j.cemconcomp.2012.02.006
Ahn NS, Fowler DW (2001) An Experimental Study on the Guidelines for Using Higher Contents of Aggregate Microfines in Portland Cement Concrete (No. Research Report). International Center for Aggregates Research, University of Texas at Austin
Li B, Ke G, Zhou M (2011) Influence of manufactured sand characteristics on strength and abrasion resistance of pavement cement concrete. Constr Build Mater 25(10):3849–3853. https://doi.org/10.1016/j.conbuildmat.2011.04.004
Rao SK, Sravana P, Rao TC(2015) Design and analysis of Roller compacted concrete pavements in low volume roads in India,J. Civil Eng.5 (2)
Rao SK, Sravana P, Rao TC (2015) Experimental investigation on Pozzolanic effect of fly ash in Roller compacted concrete pavement using manufactured sand as fine aggregate. Res India Publ Int J Appl Eng Res 10(8):20669–20682
Rao SK, Sravana P, Rao TC (2015) Investigation on pozzolanic effect of fly ash in Roller compacted concrete pavement. IRACST Eng Sci Technol Int J (ESTIJ) 5(2):202–206
Rao SK, Sravana P, Rao TC(2015) Analysis on strength and fly ash effect of Roller compacted concrete pavement using M-Sand,J. Struct. Eng.4 (1)
Mohsen Shamsaeia I, Aghayana KA, Kazemi(2017) Experimental investigation of using cross-linked polyethylene waste as aggregate in Roller compacted concrete pavement,Journal of Cleaner Production
Gu L, Ozbakkaloglu T (2016) Use of recycled plastics in concrete: a critical review. Waste Manage 51:19–42. https://doi.org/10.1016/j.wasman.2016. 03.005
Vaillancourt CJ, Sorelli L (2018) Characterization of concrete composites with recycled plastic aggregates from postconsumer material streams. Constr Build Mater 182:561–572. https://doi.org/10.1016/j.conbuildmat.2018. 06.083
EPA (2018) Advancing Sustainable Materials Management: 2015 Fact Sheet,
Madani M, Sharifi-Sanjani N, Rezaei-Zare E, Faridi-Majidi R (2007) Preparation of granular cross linkable medium-density polyethylene. J Appl Polym Sci 104:1873–1879. https://doi.org/10.1002/app.25847
Meola C, Giorleo G, Prisco U (2003) Experimental evaluation of properties of cross-linked polyethylene. Mater Manuf Process 18:135–144. https://doi.org/10.1081/AMP-120017595
Islam MJ, Meherier MS, Islam AKMR (2016) Effects of waste PET as coarse aggregate on the fresh and harden properties of concrete. Constr Build Mater 125:946–951. https://doi.org/10.1016/j.conbuildmat.2016.08.128
Frigione M (2010) Recycling of PET bottles as fine aggregate in concrete. Waste Manage 30:1101–1106. https://doi.org/10.1016/j.wasman.2010.01.030
Ghernouti Y, Rabehi B (2012) Strength and durability of mortar made with plastics bag waste (MPBW). Int J Concr Struct Mater 6:145–153. https://doi.org/10.1007/s40069-012-0013-0
Debbarma S, Asce SM, Ransinchung G, Ph D, Singh S, Ph D (2020) Zinc Waste as a Substitute for Portland Cement in Roller-Compacted Concrete Pavement Mixes Containing RAP Aggregates. 32:1–12. https://doi.org/10.1061/(ASCE)MT.1943-5533.0003278.8
Patrick Mubiayi M, Elizabeth Makhatha M, Titilayo Akinlabi E (2018) Mater Today 5(9):17802–17811. https://doi.org/10.1016/j.matpr.2018.06.105. “Characterization, leachate characteristics and compressive strength of jarosite/clay/fly ash bricks.“
Wang SY, Vipulanandanan C (1996) “Leachability of lead from solidified cement-fly ash binders.“ Cem. Concr Res 26(6):895–905. https://doi.org/10.1016/0008-8846(96)00070-1
Mehra P, Gupta RC, Thomas BS (2016) Assessment of durability characteristics of cement concrete containing jarosite. J Clean Prod 119:59–65. https://doi.org/10.1016/j.jclepro.2016.01.055
Mehra P, Gupta RC, Thomas BS (2016) “Properties of concrete containing jarosite as a partial substitute for fine aggregate”. J Clean Prod 120:241–248. https://doi.org/10.1016/j.jclepro.2016.01.015
Katsioti M, Boura P, Agatzini S, Tsakiridis PE, Oustadakis P (2005) “Use of jarosite/alunite precipitate as a substitute for gypsum in portland cement.“ Cem. Concr Compos 27(1):3–9. https://doi.org/10.1016/j.cemconcomp.2003.10.002
Dent D (1986) Acid sulphate soils: A baseline for research and development. International Institute for Land Reclamation and Improvement, Wageningen, Netherlands
Hochella MF, Moore JN, Golla U, Putnis A (1999) “A TEM study of samples from acid mine drainage systems: Metal-mineral association with implications for transport.“ Geochim. Cosmochim Acta 63(19–20):3395–3406. https://doi.org/10.1016/S0016-7037. (99)00260–4
Fitzpatrick RW, Hudnall WH, Self PG, Naidu R(1993) “Origin and properties of inland and tidal saline acid sulphate soils in South Australia.“ In Vol. 3 of Proc., Selected Papers of the Ho Chi Minh City Symp. on Acid Sulphate Soils, 71e80. Wageningen, Netherlands: International Institute for Land Reclamation and Development
Mees F, Stoops G (2010) “Sulphidic and sulphuric materials”. Interpretation of micro morphological features of soils and regoliths. Elsevier, Amsterdam, Netherlands
Slager S, Jongmans AG, Pons LJ (1970) “Micromorphology of some tropical alluvial clay soils”. J Soil Sci 21(2):233–241. https://doi.org/10.1111/j.1365-2389.1970.tb01172.x
U Siva Rama Krishna and Chiranjeevi Tadi (2022) Sustainable concrete pavements for low volume roads-Scientometric analysis of the literature” IOP Conf. Ser : Earth Environ Sci 982:012005
Topliciˇ c-´ Cur ´ ciˇ c, G., Grdi ´ c, D., Risti ´ c, N., & Grdi ´ c, Z. (2015). ‘Properties, materials and durability of rolled compacted concrete for pavements. Zaštita Materijala, 56(3), 345–353
BIS (Bureau of Indian Standards) (1999) Splitting tensile strength of concrete. IS 5816. New Delhi, India: BIS
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Funding and/or Competing interests
On behalf of all authors, the corresponding author states that there is no conflict of interest. The authors have no relevant financial or non-financial interests to disclose.
Conflict of interest
The authors declare that they have no conflict of interest.
Ethical approval
Not applicable since research does not involve human or animal subjects.
Consent to participate
Not applicable since research does not involve human or animal subjects.
Consent to publish
Not applicable.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
B.A.V., R., G., R. Performance evaluation of sustainable materials in roller compacted concrete pavements: a state of art review. J Build Rehabil 7, 78 (2022). https://doi.org/10.1007/s41024-022-00212-y
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s41024-022-00212-y