
Abstract
The performance of self-compacting concrete (SCC) manufactured from ultra-fine sunflower ash (UFSFA) and reinforced by waste polypropylene fibers has been experimentally investigated. In this study, three different UFSFA percentages of (0, 25, and 50%) by weight were used as cement replacements with two variable lengths of polypropylene fiber of 1% by volume. All the SCC mixes were examined for slump flow diameter and time, V-shape flow time, L-box height ratio, fresh density and segregation resistance depending on EFNARC procedures. As well as the dry density, flexural and compressive strengths, water absorption and ultrasonic pulse velocity (UPV) were performed to indicate the hardened characteristics. The findings revealed that the workability of the mixtures was reduced specially for the longer fiber incorporation which the slump flow diameter decreased about 21%, but all the results of the tests were within the standard limitations except for the L-box test. The outcomes of compressive and flexural strengths declined with increasing content of UFSFA about 38 and 43%, respectively, but the strengths developed with the addition of fiber about 27 and 50% for the compressive and flexural strengths, respectively. The utilization of UFSFA and polypropylene fiber had a negative effect on water absorption and UPV values. Depending on the UPV results, all the mixtures can be considered good quality concrete.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
In developing countries, the problem of waste accumulation can cause many environmental and health issues. With the recent trend toward sustainability in all research areas, civil engineers are looking for new and innovative materials to substitute cement. It is responsible for generating CO2 emissions during its production as stated by Hilal et al. 2021b). As illustrated by Singh et al. (2013), producing one ton of cement generates one ton of CO2. Accordingly, the trend of utilizing waste materials in concrete has been increasing in order to eliminate the utilization of cement as well as its environmental and health problems. Various kinds of waste materials produced from agricultural products have attracted researcher’s attention due to their availability. Thus far, various kinds of agro waste materials have been used as minerals or admixtures in concrete. For example, Fathi and Fathi (2014) studied the effect of sugar beet fiber and tragacanth gum on the characteristics of clean concrete, the use of rice husk ash was also examined by Failed (2018); Sor and Hamah 2018; Öz et al. 2017). In addition, recycled carrot powder was used as a cement replacement by Al-Zubaidi (2015). The mechanical properties of concrete produced with coconut shell ash were experimentally investigated by Adebakin et al. (2019), Hilal et al. (2021a), and Oyedepo et al. (2015). Moreover, palm oil fuel ash and fly ash (Thomas et al. 2017), waste ceramic powder (Sor et al. 2021), metakaolin (Bheel et al. 2021b), egg shell ash (Aadi et al. 2021) and ground granulated blast furnace slag ("Utilization of Corn Cob Ash as Fine Aggregate and Ground Granulated Blast Furnace Slag as Cementitious Material in Concrete." 2021a) were used as a Pozzolanic mineral admixture in the production of sustainable concrete. The siliceous or siliceous aluminous materials have a pozzolanic activity. However, these materials show little inherent cementitious behavior alone, they can react with the saturated calcium hydroxide (C–H) to produce calcium silicate hydrates (C–S–H). In cement hydration, the C–H and C–S–H are considered the main compounds (Omrane et al. 2017). The role of the pozzolanic material is to form the secondary C–S–H to which the strength of the matrix is attributed. Replacing cement by a pozzolanic material delays the hydration at the beginning but increases the strength later. Recently, many researchers have established experimental works to identify the role of the pozzolanic materials in producing green concrete (Memon and Khan 2018; Mermerdaş et al. 2020; Abed et al. 2021; Mohammed et al. 2021; Zeynep et al. 2019; Yu et al. 2018).
Raji and Samuel (2015) investigated the effect of using egg shell as a fine aggregate in concrete, which the normal fine aggregate was totally replaced with egg shell. The outcomes revealed that the use of egg shell significantly decreased the compressive strength.
Tan et al. (2018) studied on the effect of egg shell powder as a cement replacement of 5, 10, 15 and 20% on concrete properties. The results revealed that the flexural and compressive strengths increased about 51.1 and 57.8%, respectively, for the optimum ratio 15%. Also, the water absorption was reduced about 50%. However, the increasing of egg shell powder reduced the compressive strength while immersing in the acidic and alkaline solutions. The reason of that is due to the high calcium content of the egg shell, which reacts easily in the acid and alkaline environment.
Borhan et al. (2020) studied on the effect of various types of fibers from waste materials (wood, polyvinyl chloride, aluminum, and iron filing) on fresh and hardened characteristics of SCC with different volume ratios. From the outcomes, it is concluded that the compressive and flexural strengths increased and the workability reduced with increasing of all fibers content in SCC mixture.
Parthasarathi et al. (2017) experimentally studied the impact of using silica fume in addition to egg shell powder as a partial substitution of cement. The replacement proportions of egg shell ash were (5, 10 and 20%) of cement weight and for silica fume were (2.5, 5 and 7.5%). The findings revealed that adding only egg shell powder to the mixture increased the compressive strength by about 15%. Further improvements on compressive strength were recorder using both egg shell powder and silica fume, however from an economic point of view, the use of egg shell powder only is sufficient for obtaining high strength. It is also found that increasing the percentage of egg shell powder in the mixture reduces the split tensile strength and this reduction will continue if the reinforcement is used with concrete.
Many researchers investigated the use of rice husk as a partial substitute to cement in concrete manufacture. Asman et al. (Failed 2017) conducted an experimental study on the use of egg shell and rice husk as a partial cement replacement. It can be concluded that at day 7, the compressive and flexural strength of concrete samples made with egg shell powder and rice husk were lower than that of the control sample. However, an improvement in the strength between day 7 and day 28 was noticed and this is due to the high amount of amorphous silica that gives positive influence to the strength of concrete.
Al-Hadithi et al. (Al-Hadithi 2019) reported that the slump flow diameter and L-box height ratio of SCC decreased and the strengths increased with increasing the waste Polyethylene terephthalate content which is used as a fiber.
Señas et al. (2012) experimentally studied the effect of sunflower ash as a cement replacement of 5, 10 and 15% by weight, for cement mortar production. The results indicated that the fluidity and the compressive strength of the mixture decreased with the increasing sunflower ash content. Moreover, the initial and final setting times were delayed compared to the control specimen.
Sisman and Gezer (2013a) established an experimental study to examine the effect of sunflower seed husk (SSH) on the characteristics of concrete. The SSH was used as a partial replacement of aggregate by using 5, 10, 20 and 30%. The results showed that the density, compressive strength, and tensile strength were decreased, but the rate of water absorption was increased at 28 and 90.
Fleysher et al. (2015) conducted an experimental research to examine the influence of sunflower oil waste on the properties of cement. It can be concluded that the sunflower oil waste can be utilized as a chemical admixture in cement mortars or concrete. The test admixture causes a decrease in water absorption by about 34%. It is indicated that the admixture resulted from food waste processing could be added as a plasticizer in concrete manufacture.
According to the previously reviewed literature, using agricultural wastes in concrete results in compressive and tensile strength reduction. In order to overcome this problem, plastic fibers have been widely used for this purpose. Mohammed et al. (Mohammed and Rahim 2020) studied the effect of PET waste fiber on the behavior of high strength concrete. The proportions of the added PET were 0.75 and 1% of the mix volume. The findings showed an improvement in the cracking performance without compressive strength enhancement.
From the previous studies, it is concluded that all types of fibers such as polyethylene, wood, polyvinyl chloride, aluminum, iron filing, sugar beet, basalt, steel and polypropylene with different volume ratios had a negative effect on fresh properties and positive on hardened characteristics of SCC (Fathi and Fathi 2014; Borhan et al. 2020; Al-Hadithi 2019; Mohammed and Rahim 2020).
Generally, there were a restricted number of researchers utilized SFA as a cement or fine aggregate replacement in the mortar or conventional concrete production (Señas et al. 2012; Sisman and Gezer 2013a; Fleysher et al. 2015; Mohammed and Rahim 2020) then the using of SFA required more examinations specially with waste polypropylene fiber in SCC.
2 Research Significance
Due to the great amount of cement required for producing SCC, using agricultural waste materials as a partial replacement for cement and recycling waste polypropylene as fiber can result in economical and sustainable concrete. In addition, limited research on the use of SFA in SCC has been undertaken. Hence, this research tries to study the mechanical properties of SCC manufactured with ultra-fine sunflower ash (UFSFA) reinforced by plastic fibers. UFSFA has been added using three various proportions of (0, 25, and 50%) and the polypropylene fibers were added at 1% of the total mix volume. Previously, the combination effect of using UFSFA with waste polypropylene fibers on SCC characteristics was not investigated.
3 Experimental Program
3.1 Materials
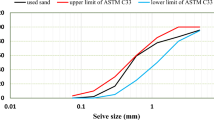
Ordinary Portland Cement (OPC), commercially known as (AL-mass) conforming with the Iraqi Standard Specification No.5/1984 (Iraqi Specifcations 1984), was used in this research. Agricultural ash extracted from burning sunflower shells was also utilized as a partial substitute to cement. Sunflower Ash (SFA) has passed through various treatment processes to obtain Ultra-fine Sunflower Ash (UFSFA) and enhance its pozzolanic activity, as shown in Fig. 1 and demonstrated by using SEM in Fig. 2. Table 1 presents the chemical composition of OPC and UFSFA. Natural fine and coarse aggregate were utilized. Figure 3 shows sieving analysis for the fine and coarse aggregate. The used sand matches with the requirements of Iraqi standard specification No. 45/1984 (No 1984). For the purpose of mixing and curing, drinkable water was utilized. Polycarboxylic, which is a type of super plasticizer (SP), was used for producing SCC specimens. Plastic straps manufactured from polyethylene terephthalate (PET) were also used as reinforcing materials. They were cut into pieces using scissors with aspect ratio (L/D = 35.45) as shown in Fig. 4. They were added to the mixture as a percentage of 1% of the whole concrete mixture volume. Their specific gravity, thickness and water absorption rate were 1.300 kg/m3, 0.8 mm, and 0%, respectively, see Table 2.

Transforming RSF to UFSFA

SEM of UFSFA

Sieve analysis for fine and coarse aggregate

Types of polypropylene fibers
3.2 Preparation of SFA and PP Fibers
The following treatment procedure has been adopted for preparing SFA. Firstly, the original sunflower shells were water cleaned to remove all contaminants and suspended dust and hence let to dry in the sun for two days. Then, they were placed in an electrical oven at 105 ± 5 °C for 24 h in order to remove moisture and enable the sieving process. Later, the dried SFA was sieved through a 300 µm sieve to remove coarse particles. In order to increase the surface area and improve the SFA pozzolanic reactivity, the SFA was crushed for five hours using a ball mill. The previously crushed SFA was burnt at a temperature of 500 ± 50 °C using a gas furnace for the purpose of removing unburned carbon, which has a negative effect on the pozzolanic characteristics. Thus, the original SFA converted into treated SFA. Finally, to produce ultra fine sunflower ash, further grinding to the treated SFA for 4 h has been undertaken. The polypropylene straps, which are locally available in large amount, were collected and manually cut into pieces.
3.3 Concrete Mix Design And Specimens Preparation
The procedure of SCC production adopted by EFNARC (EFNARC 2005) in addition to technique used by Kheder et al. (2010) (Kheder and Al Jadiri 2010) was followed in this study. Mixing proportions of the SCC for one cubic meter are illustrated in Table 3. For each mix, six cubes with dimensions of 15 × 15 × 15 cm were made to calculate the compressive strength. Six Prism molds of 100 × 100 × 500 mm dimensions were also prepared to determine the flexural strength. Figure 5 shows the casted cubes and prisms samples. All the molded samples were left for 24 h and then water cured at 20 °C until testing. Prior to casting, the fresh properties for the mixes were calculated. The hardened properties, which involved dry density, compressive strength, flexural strength, absorption rate and UPV, were performed independently for each mix. The SFA has been used to partially replace cement. The percentages of replacement were 0, 25, and 50%. The water content was kept constant at 0.45. The plastic fibers were added to the mixture as a percentage of 1% of the whole concrete volume.

Casting of cubes and prisms samples
[M0] = SCC control mix.
[M1] = SCC (75% OPC, 25% UFSFA).
[M2] = SCC (50% OPC, 50% UFSFA).
[M3] = SCC (75% OPC, 25% UFSFA, 1% Fibers−7 cm).
[M4] = SCC (75% OPC, 25% UFSFA, 1% Fibers—9 cm).
[M5] = SCC (50% OPC, 50% UFSFA, 1% Fibers—7 cm).
[M6] = SCC (50% OPC, 50% UFSFA, 1% Fibers—9 cm).
3.4 Testing Procedure
The current research tries to assess the fresh and hard properties of SCC samples containing SFA and plastic fibers by investigating T50, slump, L-box, v-funnel, segregation and fresh density in addition to dry density, compressive strength, flexural strength, absorption rate and UPV. To obtain slump and T50, a slump cone was filled up with the mixed concrete without leveling and compacting as illustrated in EFNARC (2005). Then, the cone is carefully lifted in the vertical direction. The average of two opposite direction was measured to calculate the slump flow diameter. In addition, T50 was also calculated by determining the time required for concrete to reach 500 mm spread diameter, as seen in Fig. 6.

Slump flow test
For L-box test, an equipment consisting of vertical and horizontal rectangular parts was used with respective standard (EFNARC 2005) procedures. The two parts were separated using a movable plate. The concrete mix was placed into the vertical part. When the movable gate was lifted, concrete flew from the vertical part to the horizontal part. The ratio of the height of concrete in the horizontal part to that in the vertical part was calculated. This ratio indicates the passing ability of SCC.
In order to evaluate the flowability of the fresh mixture, V-shaped funnel equipment was utilized with respective standard (EFNARC 2005) procedures, see Fig. 7. The test equipment was filled with the fresh concrete. Then, the mixture was left to completely flow out. The required time for complete discharge of the mix from the equipment was determine. An adequate concrete mix requires short time for discharge.

V-funnel test process
For the compressive strength, the test was implemented via using 15 cm cubes at the age of 28 days. A hydraulic machine of 2000 KN was used to apply the loads accordance with ASTM C39 (ASTM C39M-20 2020). In order to determine the flexural strength, prisms of 100 × 100 × 500 mm dimensions were examined using three point bending flexural machine. The load was applied at a rate of 1.0 (N/mm2/min), as specified by ASTM C78 (ASTM 2010).
Before performing the compression strength test, the cubic samples were tested for a UPV was performed according to ASTM C597 (ASTM C597-16 2016). The absorption rate was determined using the cubic samples following the guidelines of ASTM C642 (ASTM 2008). Moreover, the cubes were also used to determine the dry density of the concrete samples, and the adopted procedure was according to ASTM C138 (1986).
4 Test Results and Discussion
4.1 Fresh Properties of SCCs
The results of fresh properties of SCC mixtures are given in Table 4. However, slump flow time and diameter, fresh density, L-box height ratio, V-shape flow time and segregation resistance were performed for all mixtures according to EFNARC (2005).
4.1.1 Slump Flow and T50 Slump Flow Time
The slump flow diameter decreased gradually with increasing replacement level of UFSFA and increasing length of polypropylene fibers content as shown in Fig. 8. However, the slump flow diameter reduced about 7 and 14% by using 25 and 50% of UFSFA as replacement of cement, respectively. The similar impact of sun flower ash on slump test is reported by researchers (Grubeša et al. 2019; Shahbazpanahi and Faraj 2020). Meanwhile, the diameter of slump flow reduced furthermore by addition of polypropylene fiber and the longer fiber had more effect on the reduction. The respective standard indicated three classes of slump flow diameter depending on the required application. All the results of this experimental were within the class range of SF1 except the control mix was within the class SF2 as shown in Fig. 8. The same effect of different fiber content was reported by other researchers (Zeynep et al. 2019; Karmegam and Kalidass 2019). Zeynep et al. (Zeynep et al. 2019) reported that the slump flow of mortar was reduced by increasing the steel and basalt fibers content.

Difference of slump flow diameter and slump classes of SCC with different mixtures
On the other hand, the slump flow time (T50) of SCC mixtures increased by increasing replacement level of UFSFA with cement and polypropylene fiber content as well as the longer length of fiber elapsed more time as demonstrated in Fig. 9. Generally, all the results of T50 for the mixtures satisfied the specified range illustrated in the respective standard.

Difference of T50 for SCCs with different mixtures
Moreover, from the results of slump flow time and diameter concluded that the using of this type of waste, polypropylene as fiber in SCC was suitable and satisfied the respective standard criteria despite of increasing the flowability time specially due to its length was long.
Furthermore, there are a good relationship found between the results of slump flow time and diameter expressed in R2 as shown in Fig. 10.

Correlation between slump flow diameter and T50 of SCCs
4.1.2 V-Funnel Flow Time
This test is another kind of tests which is used to indicate workability of SCCs. Moreover, the results of the effects of UFSFA and polypropylene fiber on V-shape flow time for SCC mixtures are presented in Table 4 and explained graphically in Fig. 11. However, the times required to flow the SCC through the V-funnel increased gradually with increasing UFSFA and polypropylene fiber incorporation in the mixtures and elapsed further time for longer fiber. According to the respective standard, there are two classes of viscosity and all the V-funnel results of SCC mixtures were within the VF2 except the control mix and satisfied the EFNARC criteria as shown in Fig. 11. Clearly seen that all the SCC mixtures were categorized as VS2/VF2 except the control mix which is categorized as VS1/VF1 as shown in Fig. 12. Furthermore, from the outcomes of V-funnel flow time, it is concluded that the using of this type of waste polypropylene as fiber in SCC was suitable and satisfied the respective standard criteria despite of increasing the flowability time specially due to its length was long.

Results of V-funnel flow time of different SCCs mixtures

V-funnel flow time versus T500 for SCCs
4.1.3 L-Box Ratio
Another fresh testing is L-box height (H2/H1) ratio which indicate the passing ability for SCC mixture. However, the fluidity of the SCC mixture will increase with increasing height ratio. The results of H2/H1 decreased with increasing UFSFA and fiber content in the mixtures as presented in Table 4 and explained in Fig. 13. The using of polyethylene fiber in SCC mixtures had more significant effect on the reduction in the height ratio results and lower than the minimum value indicated in EFNARC (2005) but the mixes without fiber were within the specified ranges explained in the respective standard. The reduction due to the UFSFA incorporation which has a higher surface area led to make the hydration process faster. As well as, the incorporation of fibers also had the negative effect on workability and concluded before by Karmegam and Kalidass (Karmegam and Kalidass 2019).

Results of L-box height ratio of different SCCs mixtures
4.1.4 Fresh Density
The density of SCC ingredients had significant effect on the fresh density. However, the fresh density of SCC mixtures decreased by increasing UFSFA and polypropylene fibers utilization as illustrated in Fig. 14. The same outcomes were reported by researchers (Grubeša et al. 2019; Shahbazpanahi and Faraj 2020).

Results of fresh density of different SCCs mixtures
4.1.5 Segregation Analysis
The segregation resistance test is one of the important tests required for SCC mixtures specially for higher slump flow classes according to EFNARC (EFNARC 2005). Meanwhile, all results of segregation resistance obtained in this experimental were within the limitations specified in the respective standard as presented in Table 4 and demonstrated in Fig. 15. The segregation resistance enhanced as UFSFA incorporation increased in SCC mixtures. On the other hand, the segregation ratio increased with addition of polypropylene fiber specially for the longer length of fiber.

Results of segregation resistance of different SCCs mixtures
4.2 Hardened Concrete Properties
The dry density, water absorption, ultrasonic pulse velocity, compressive and flexural strengths were performed for all SCC mixtures as shown in Table 5.
4.2.1 Compressive Strength
The important test that reflects the mechanical characteristics is compressive strength and has the effect on the other durability properties. The results of compressive strength versus replacement levels of UFSFA and polypropylene fibers of SCC mixtures at 28 days curing age are given in Table 5 and demonstrated in Fig. 16. However, the compressive strength decreased with increasing replacement level of UFSFA about 23 and 38% for 25 and 50% replacement level, respectively. The same effect of sun flower ash incorporation on the compressive strength of concrete was reported by researchers (Grubeša et al. 2019; Shahbazpanahi and Faraj 2020; Sisman and Gezer 2013b). Meanwhile, the compressive strength enhanced about 34 and 28% for the mix containing 25% of UFSFA by using 1% polypropylene fiber with 7 and 9 cm length, respectively. On the other hand, the compressive strength of the mixture contained 50% of UFSFA developed about 35 and 27.5% by using of 1% of the same fiber with 7 and 9 cm length, respectively. However, the surface of the fiber was not smooth as shown in Fig. 17 which improved the bond the cement paste and led to increase in the compressive strength. Correspondingly, it is concluded that the polypropylene fiber with 7 cm length had more effect on compressive strength development. The same effect of using fiber on the compressive strength is concluded by researchers (Zeynep et al. 2019; Karmegam and Kalidass 2019). Moreover, from the results of the compressive strength, it is concluded that the using of this type of waste polypropylene as fiber in SCC was suitable and improved it about 27.5–35% with different fiber length and SFSFA content. On the other hand, the workability of SCC decreased with increasing polypropylene fiber content due to its length and shape which effect on the flowability, filling and passing ability but increased the compressive strength due to the reasons explained previously in this section. Actually, the quality of fresh properties significantly effect on the hardened characteristics specially the mixtures not satisfy the standard criteria which effect negatively on the hardened properties.

Results of compressive strength of different SCCs mixtures

The sample after the compressive test
4.2.2 Flexural Strength
The outcome of this test versus with UFSFA replacement levels with and without polypropylene fiber utilization for all SCC mixes is presented in Table 5 and depicted in Fig. 18. From the outcomes of this investigation, it is concluded that the flexural strength reduced as UFSFA replacement level increased in SCC mixtures at 28 days curing age. The same effect of sun flower ash incorporation on the flexural strength of concrete was reported by investigators (Grubeša et al. 2019). On the other hand, the flexural strength enhanced about 80 and 52% for the mix containing 25% of UFSFA by using 1% polypropylene fiber with 7 and 9 cm length, respectively. However, the flexural strength of the mixture contained 50% of UFSFA enhanced about 75 and 50% by using of 1% of the same fiber with 7 and 9 cm length, respectively. Correspondingly, it is concluded that the polypropylene fiber with 7 cm length had more effect on flexural strength development. The same effect of using fiber on the flexural strength is concluded by researchers (Zeynep et al. 2019). Moreover, from the results of the flexural strength, it is concluded that the using of this type of waste polypropylene as fiber in SCC was suitable and improved it about 50–80% with different fiber length and SFSFA content. However, the surface of the fiber was not smooth and resists the applied load to produce the crack in the tension layer for the sample under the applied point load as shown in Fig. 19 which improved the bond the cement paste and led to increase in the compressive strength.

Results of flexural strength of different SCCs mixtures

The sample after the flexural test
In addition, the relationship between compressive–flexural strengths is shown in Fig. 20. R2 values were used to calculate the correlation between the test results. It was discovered that there is a strong relationship between the compressive and flexural strengths of R2 = 0.85 for SCC mixtures.

Correlation between compressive and flexural strengths of SCCs
On the other hand, the workability of SCC decreased with increasing polypropylene fiber content due to its length and shape which effect on the flowability, filling and passing ability but increased the flexural strength due to the reasons explained previously in this section. Actually, the quality of fresh properties significantly effect on the hardened characteristics specially the mixtures not satisfy the standard criteria which effect negatively on the hardened properties.
4.2.3 Dry Density
The dry density of SCC mixtures lowered by increasing UFSFA utilization and the incorporation of polyethylene fiber in the mixtures led to more decrease in dry density as shown in Fig. 21. However, the main reason for these reduction in dry density is return to the lower specific gravity of UFSFA and polyethylene fiber compared with other ingredients as reported by researchers (Sor and Hamah 2018; Öz et al. 2017; Hilal et al. 2021a; Sisman and Gezer 2013b). However, it was clearly shown that the using of fiber had more effect on lowering the dry density of SCC mixtures and this impact increased with increasing the length of fiber that related to its lower specific gravity compared with other ingredients.

Results of dry density of different SCCs mixtures
4.2.4 Water Absorption
Water absorption test is an important test for indicating the durability of concrete. In this study, the effect of UFSFA and polypropylene fiber on the water absorption of SCC mixtures at 28 days curing age was studied as presented in Table 5 and demonstrated in Fig. 22. From the outcomes of this research, it is concluded that the water absorption increased as UFSFA replacement level increased in SCC mixtures at 28 days curing age. On the other hand, the water absorption increased about 53 and 66% for the mixes containing UFSFA by using 1% polypropylene fiber with 7 and 9 cm length, respectively. Correspondingly, it is concluded that the polypropylene fiber with 9 cm length had more influence on increasing of water absorption ratio. However, the water absorption of all SCC mixtures recorded in this investigation was lower than 3% and demonstrates that SCC mixtures had a good durability (Ovbeniyekede et al. 2018).

Results of water absorption of different SCCs mixtures
On the other hand, the relationship between the dry density–water absorption is shown in Fig. 23. R2 values were used to calculate the correlation between the test results. It was discovered that there is a strong relationship between the dry density and water absorption of R2 = 0.95 for SCC mixtures.

Correlation between dry density and water absorption of SCCs
4.2.5 Ultrasonic Pulse Velocity (UPV)
The outcomes of ultrasonic pulse velocity versus of different SCC mixes contained UFSFA at various quantities with/without polypropylene fiber are presented in Table 5 and explained graphically in Fig. 24. However, the values of UPV declined as UFSFA incorporation increased in SCC mixtures about 11 and 13% for replacement level of 25 and 50% of UFSFA, respectively, as shown in Fig. 24. Meanwhile, the value of UPV decreased as dry density and compressive strength of the mixtures decreased as reported by other investigators (Hilal et al. 2021a; Shahbazpanahi and Faraj 2020). Subsequently, all the SCC mixes were within a good quality concrete depending on the UPV outcomes for the mixes (Leslie and Cheesman 1949).

Results of UPV of different SCCs mixtures
5 Conclusion
In this study, the effect of UFSFA as cement replacement with/without polypropylene fiber on the fresh and hardened characteristics of SCC mixtures were calculated. Depending on the results, the following conclusions can be obtained:
-
The workability, flowability and segregation resistance of SCC mixtures reduced by increasing replacement level of UFSFA specially with fiber utilization but within the specified limitations.
-
The slump flow diameter decreased by increasing replacement level of UFSFA specially with the longer fiber utilization in SCC mixtures and all the mixes were classified as SF1 class except the control mix which categorized as SF2.
-
The value of slump flow time increased with increasing UFSFA in the mixes specially with using polypropylene fiber.
-
The results of V-shape flow time increased with increasing UFSFA in SCC mixtures and all the mixes categorized as VF2 class except the control mix.
-
The results of H2/H1 height ratio decreased by increasing UFSFA in the mixtures specially with polypropylene fiber which using of the fiber led to record the results lower than the standard limitations.
-
Segregation resistance of SCC mixtures enhanced with increasing UFSFA in the mixes and the incorporation of fiber had a negative effect on segregation resistance but all the results were within the allowable limitations.
-
The increasing replacement level of UFSFA in the SCC mixtures led to decrease in the compressive strength but the addition of fiber to the mixes developed the compressive strength specially the shorter length.
-
The increasing quantity of UFSFA in the SCC mixtures led to reduce the flexural strength but the addition of fiber to the mixes developed the flexural strength specially the shorter length.
-
The dry density decreased by increasing UFSFA utilization in the SCC mixtures with/without fiber and the value of reduction increased with addition of fibers specially the longer length.
-
The water absorption ratio increased by increasing UFSFA utilization in the SCC mixtures with/without fiber and the value of increment increased with addition of fibers specially the longer length.
-
The results of UPV decreased by increasing UFSFA in the mixtures specially with polypropylene fiber specially the longer length but considered a good quality concrete depending on the obtained values for all the mixtures.
-
The utilizing of waste polypropylene as a fiber is successfully performed in SCC.
-
Successfully designed the SCC mixtures that can be used for structural purposes and recycling high amount of waste material and cleaning the environmental.
References
Aadi, A.S., Sor, N.H. and Mohammed, A.A., 2021, August. The behavior of eco-friendly self–compacting concrete partially utilized ultra-fine eggshell powder waste. In Journal of Physics: Conference Series (Vol. 1973, No. 1, p. 012143). IOP Publishing.
Abed JM, Khaleel BA, Aldabagh IS, Sor NH (2021) The effect of recycled plastic waste polyethylene terephthalate (PET) on characteristics of cement mortar. J Phys Conf Ser 1973(1):012121.
Adebakin IH, Gunasekaran K, Annadurai R (2019) Mechanical properties of self-compacting coconut shell concrete blended with fly ash. Asian J Civ Eng 20(1):113–124
Ahsan MB, Hossain Z (2018) Supplemental use of rice husk ash (RHA) as a cementitious material in concrete industry. Construct Build Mater, vol 178.
Al-Hadithi, Abdulkader Ismail, Ahmed Tareq Noaman, Waseem Khairi Mosleh (2019) Mechanical properties and impact behavior of PET fiber reinforced self-compacting concrete (SCC). Composite Struct 224:111021.
Al-Zubaidi AB (2015) Recycling carrot powder as mortar for cement replacement. Eng Technol 33(6):1473–1479
Asman NSA, Dullah S, Ayog JL, Amaludin A, Amaludin H, Lim CH, Baharum A (2017) Mechanical properties of concrete using eggshell ash and rice husk ash as partial replacement of cement. MATEC Web of Conferences, Vol. 103. EDP Sciences, 2017.
ASTM C642 (2008) Standard test method for density, absorption, and voids in hardened concrete. United States Am. Soc. Test. Mater., pp 11–13.
ASTM C78 (2010) Standard test method for flexural strength of concrete using simple beam with third-point loading. In American Society for Testing and Materials, Vol. 100, pp 19428–2959.
ASTM C39M-20 (2020) Standard test method for compressive strength of cylindrical concrete specimens. ASTM International, West Conshohocken. https://doi.org/10.1520/c0039_c0039m-20
ASTM C597-16 (2016) Standard test method for pulse velocity through concrete. ASTM International, West Conshohocken. https://doi.org/10.1520/c0597-16
ASTM C138 (1986) Test Method for Unit Weight of Concrete Specimens. Annual Book of ASTM, Standards, Section 4, Vol. 02, pp. 96–98. American Society for Testing and Materials, Philadelphia.
Bheel Naraindas, Montasir Osman Ahmed Ali, Yue Liu, T. Tafsirojjaman, Paul Awoyera, Nadhim Hamah Sor, Lenin Miguel Bendezu Romero (2021a) Utilization of corn cob ash as fine aggregate and ground granulated blast furnace slag as cementitious material in concrete. Buildings 11(9):422.
Bheel Naraindas, Paul Awoyera, Tafsirojjaman T, Nadhim Hamah Sor (2021b) Synergic effect of metakaolin and groundnut shell ash on the behavior of fly ash-based self-compacting geopolymer concrete. Constr Build Materi 311:125327.
Borhan, Tumadhir Merwai, Abo Dhaheer, Zaid Abdulzahra Mahdi (2020) Characteristics of sustainable self-compacting concrete reinforced by fibres from waste materials. Arab J Sci Eng 45(5).
EFNARC (European Federation of Specialist Construction Chemicals and Concrete Systems) (2005) The European guidelines for selfcompacting concrete: specification, production and use. http://www.efnarc.org/pdf/SCCGuidelinesMay2005.pdf
Fathi H, Fathi A (2014) Sugar beet fiber and Tragacanth gum effects on concrete. J Clean Prod 112(1):808–815
Fleysher AU, Tokarchu VV, Sviderskiy VA (2015) Influence of the processed sunflower oil on the cement properties. In: IOP Conference Series: Materials Science and Engineering, Vol. 71, No. 1, pp. 012021.
Grubeša IN, Radeka M, Malešev M, Radonjanin V, Gojević A, Siddique R (2019) Strength and microstructural analysis of concrete incorporating ash from sunflower seed shells combustion. Struct Concr 20(1):396–404
Hilal Nahla, Nadhim Hamah Sor, Rabar H. Faraj (2021a) Development of eco-efficient lightweight self-compacting concrete with high volume of recycled EPS waste materials. Environ Sci Pollut Res, pp 1–24. https://doi.org/10.1007/s11356-021-14213-w
Hilal N, Saleh R, Yakoob N, Banyhussan Q (2021b) Utilization of ceramic waste powder in cement mortar exposed to elevated temperature. Innovative Infrastructure Solu 6(35).
Iraqi Specifcations, I. Q. S. No. 5 (1984) Properties of Normal Portland cement No, I. S. (1984). 45, Natural sources for gravel that is used in concrete and construction.
Karmegam A, Kalidass A (2019) Reusing granite sawing waste in self-compacting concrete with polypropylene fiber at low-volume fractions. Struct Concr 20(2):766–773
Kheder GF, Al Jadiri RS (2010) New method for proportioning self-consolidating concrete based on compressive strength requirements. ACI Mater J 107(5).
Leslie JR, Cheesman WJ (1949) An ultrasonic method of studying deterioration and cracking in concrete structures. J Am Concrete Inst 21(1):17–36
Memon SA, Khan MK (2018) Ash blended cement composites: eco-friendly and sustainable option for utilization of corncob ash. J Clean Prod 175:442–455
Mermerdaş K, Süleyman İPEK, Sor NH, Mulapeer ES, Ekmen Ş (2020) The impact of artificial lightweight aggregate on the engineering features of geopolymer mortar. Türk Doğa ve Fen Dergisi 9(1): 79–90. https://doi.org/10.46810/tdfd.718895
Mohammed AA, Rahim AAF (2020) Experimental behavior and analysis of high strength concrete beams reinforced with PET waste fiber. Constr Build Mater 244:118350.
Mohammed AS, Hilal NN, Ali TKM, Sor NH (2021) An investigation of the effect of walnut shell as sand replacement on the performance of cement mortar subjected to elevated temperatures. J Phys Conf Ser 1973(1):012034.
No, I. S. (1984). 45, Natural sources for gravel that is used in concrete and construction
Omrane M, Kenai S, Kadri E, Aït-Mokhtar A (2017) Performance and durability of self compacting concrete using recycled concrete aggregates and natural pozzolan. J Clean Prod 165:415–430
Ovbeniyekede OS, Adenan DSQA, Ahmad M, Kamaruddin K (2018) Water absorption and compressive strength of self compacting concrete incorporating fly ash and quarry dust. Int J Sci Res Publ 8(10):377–384
Oyedepo OJ, Olanitori LM, Akande SP (2015) Performance of coconut shell ash and palm kernel shell ash as partial replacement for cement in concrete. J Build Mater Struct 2:18–24
Öz, Hatice Öznur, Mehmet Gesoglu, Erhan Güneyisi, and Nadhim Hamah Sor (2017) Self-Consolidating Concretes Made with Cold-Bonded Fly Ash Lightweight Aggregates. ACI Mater J 114(3). https://doi.org/10.14359/51689606
Parthasarathi N, Prakash M, Satyanarayanan KS (2017) Experimental study on partial replacement of cement with egg shell powder and silica fume. Rasayan J Chem 10(2):442–449
Raji SA, Samuel AT (2015) Egg shell as a fine aggregate in concrete for sustainable construction. Int J Sci Technol Res 4(09):8–13
Señas L, Priano C, Marfil SA, Maiza P, Valea J (2012) Final disposal of ashes from sunflower husk in cementitious Mortars. Euro J Sci Res, vol 74.
Shahbazpanahi, Shahriar, Rabar H. Faraj (2020) Feasibility study on the use of shell sunflower ash and shell pumpkin ash as supplementary cementitious materials in concrete. J Build Eng 30:101271.
Singh N, Vyas S, Pathak RP, Sharma P, Mahure NV, Gupta SL (2013) Effect of aggressive chemical environment on durability of green geopolymer concrete. Int J Eng Innovative Technol (IJEIT) 3(4):277–284
Sisman, Can Burak, Erhan Gezer (2013b) Sunflower seed waste as lightweight aggregate in concrete production. Int J Environ Waste Manage 12(2): 203–212.
Sisman CB, Gezer E (2013a) Sunflower seed waste as lightweight aggregate in concrete production. Int J Environ Waste Manage 12(2):203–212
Sor H, Nadhim, Nahla Hilal, Rabar H. Faraj, Hemn Unis Ahmed, Aryan Far H. Sherwani (2021) Experimental and empirical evaluation of strength for sustainable lightweight self-compacting concrete by recycling high volume of industrial waste materials. Euro J Environ Civil Eng, pp 1–18.
Sor NA, Hamah (2018) The effect of superplasticizer dosage on fresh properties of self-compacting lightweight concrete produced with coarse pumice aggregate. J Garmian Univ 5(2):190–209
Tan YY, Shu ID, Siew CC (2018) Eggshell as a partial cement replacement in concrete development. Mag Concr Res 70(13):662–670
Thomas BS, Hasan SK, Arel S (2017) Sustainable concrete containing palm oil fuel ash as a supplementary cementitious material—a review, Vol. 80, pp 550–561.
Yu J, Mishra DK, Wu C (2018) Very high volume fly ash green concrete for applications in India. Waste Manage Res 36(6):520–526
Zeynep Algin and Şevin Ekmen Esameddin Saed Mulapeer, Kasim Mermerdaş, Nadhim Hama Sor, Bazalt Ve Çelik Elyaf İle TakviyE Edilmiş Geopolimer Harcin Mühendislik Özellikleri Engineering Properties of Steel and Basalt Fiber Reinforced Geo- polymer Mortar. 6th International Scientific Research Congress (1–3 November 2019/Şanlıurfa) (UBAK).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Saleh, R.D., Hilal, N. & Sor, N.H. The Impact of a Large amount of Ultra-fine Sunflower Ash With/without Polypropylene Fiber on the Characteristics of Sustainable Self-compacting Concrete. Iran J Sci Technol Trans Civ Eng 46, 3709–3722 (2022). https://doi.org/10.1007/s40996-022-00845-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40996-022-00845-6