
Abstract
The precise control of chemical composition is essential for NiTi alloys, as the alloy composition determines their phase transformation temperature. The main limitation of NiTi research and commercial usage is excessive difficulty in machining due to the inherent superelasticity or shape memory. For this reason, a crucial issue is to eliminate machining, which would allow lower costs of the fabricated elements. Thus, additive manufacturing techniques have gained significant attention for processing NiTi since they eliminate many challenges associated with conventional methods. In situ alloying is a promising, cost-effective alternative for tailoring the required chemical composition, i.e., the nickel–titanium ratio. Therefore, this review presents an overview of NiTi in situ alloying via powder-based additive manufacturing techniques, i.e., direct energy deposition and powder bed fusion. Designing the alloys, and manufacturing them from elemental powders seems to be a very promising approach. This approach can overcome the difficulties associated with limited feedstock materials and provide flexibility in controlling the material properties or creating novel alloys.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
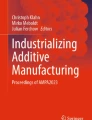
In situ alloying in powder-based additive manufacturing (AM) is a new approach to fabricating alloys by employing pure elemental blends instead of pre-alloyed powders. This strategy benefits the AM methods due to added flexibility given by the rapid development of new materials. In situ alloying facilitates tailoring the chemical composition and enables the development of new, unconventional alloys. Recently, this method has been utilized in both fusion-based and flow-based AM techniques, which are powder bed fusion (PBF) and direct energy deposition (DED), respectively (Fig. 1) [1,2,3,4,5,6,7,8]. The details of the underlying principles of each metal AM technique are extensively described in the literature [9,10,11,12,13,14]. The base material in these methods is metallic powder, which can be fabricated by mechanical methods, hydriding, and water or gas atomization. Nevertheless, regardless of the powder manufacturing method, great control of the chemical composition and impurity content is required. So far, feedstock powders have been made of previously prepared metal alloys, and each powder was fabricated separately. Therefore, in situ alloying eliminates the need for complicated, time-consuming, and expensive pre-alloyed powder production since new materials can be prepared by mixing any elementary feedstock powders in any amount and ratio. It is especially important for testing new compositions where a small batch powder amount is typically utilized. Moreover, it facilitates an approach to control mechanical properties and creates novel functionally graded material [15,16,17,18]. The challenges associated with this method may arise in the various stages of manufacturing, i.e., preparation and mixing elemental powders, melting powder blends, and post-processing. The preliminary step is the selection of powders with the desired morphology and their uniform blending, which ensures the homogenous distribution of elements and eliminates the formation of agglomerates in the final powder mix [19,20,21]. Moreover, powder blend flowability and powder recycling have been reported as limiting factors [22]. The physical characteristics and thermomechanical properties of powders need to be considered. Differences in energy absorption, optical, and thermal properties between components may lead to problems with uniform melting of all the components and achieving a homogeneous distribution of elements in the matrix [18]. In addition, differences in melting point temperatures between compounds may lead to the evaporation of some elements and result in changes in chemical composition in the final alloy [19]. Consequently, microstructure inhomogeneity and segregation of the elements create challenges for the in situ alloying processes [15,16,17].

Schematic illustration of NiTi in situ alloying approach in: a laser beam powder bed fusion; b direct energy deposition
Recently, shape memory alloys (SMA) have been extensively investigated as attractive materials for many engineering and medical applications. Nickel–titanium (NiTi) is the most widely used SMA, which demonstrates stable shape memory effect and superelasticity behaviors, low stiffness, biocompatibility, damping characteristics, and corrosion resistance [23,24,25]. It is used for sensors and actuators in fixed-wing aircraft, rotorcraft, and spacecraft [26,27,28,29,30,31]. Furthermore, NiTi is an essential material in the medical device engineer's toolbox. It is widely used in biomedical engineering applications, such as orthodontic archwires, surgical stents, active catheters, spine-fracture fixations, oral and maxillofacial implants, bone plates, and lumbar vertebral replacements [32,33,34,35,36]. Shape memory and superelasticity allow NiTi for large recoverable strains of up to 8%. Nevertheless, such unique properties result in the alloy’s high reactivity and high ductility, which generate difficulties in processing and machining, thus, making the fabrication of NiTi parts a challenging task. Due to the high reactivity of NiTi, it is most commonly manufactured using high-purity elementary components by vacuum melting techniques such as vacuum induction melting (VIM) or vacuum arc melting (VAM). The commonly available shapes of NiTi products are imitated to simple forms such as sheets, rods, bars, and wires. It is because the inherent properties of NiTis render their machining a challenging task. The drawbacks in machining NiTi include rapid and uncontrollable tool wear, undesirable chip and burr formation, and high cutting forces. Moreover, the phenomena of work hardening combined with high ductility, low elastic modulus, and superelasticity of NiTi alloys contribute to the poor surface quality of machined parts [37, 38]. Most machining methods indicate high temperatures and high forces excreted on the workpiece, which influence the thermomechanical properties of the material. Furthermore, solid-state phase transformation that occurs during machining complicates predicting the machining behaviors. Recent studies showed that the machining performance of difficult-to-machine materials could be improved by cryogenic machining [39, 40]. It was shown that cryogenic machining effectively reduces progressive tool wear and improves the surface quality of NiTi [41]. To withstand difficulties with NiTi machining, non-traditional/unconventional machining processes have been established. Laser cutting and electro-discharge machining were found to be more effective alternatives to manufacturing NiTi products [42,43,44,45,46]. However, as the laser cuts some of the molten material, it will be recast onto the wall of the component. This part of the heat-affected zone is called the “recast layer”. The recast layer is heavily oxidized and very brittle and typically contains micro-cracks that serve as fracture initiation points. Thus, laser cutting and electric discharge machining parts require post-processing to remove heat-affected zones, recast layers, and slag to achieve acceptable device performance [47, 48]. Electrochemical machining is an adaptive approach for efficient machining of NiTi alloys. In this technique, the required shape of the product is obtained by electrolytically dissolving the metal. The elimination of heat input reduces surface oxidation and results in a burr-free finish. Moreover, electrochemical machining has a beneficial influence on surface texture. Although this technique is a favorable method for fabricating small intricate geometries, the small size of the part and the need to use thin foils are significant limitations [49, 50]. One unconventional machining extensively used in various industrial applications is abrasive water jet machining. The main advantages of the process are high flexibility and machining versatility, the absence of thermal effects, and minimal stress imposed on the workpiece. The main limitation of the technique is low accuracy compared to other cutting methods; therefore, it is usually used for rough cutting of thick hard materials [51,52,53]. Thus, AM techniques have gained significant attention for processing NiTi since they eliminate many of the challenges associated with conventional subtractive methods [54,55,56,57]. Moreover, AM of NiTi is developing rapidly due to the evolution toward 4D printing, which is the combination of the two innovations: smart material (an alloy with shape memory, i.e., NiTi) and 3D printing providing elements with adjustable properties, functionalities, and shapes [58]. Therefore, powder-based AM techniques were extensively utilized to fabricate NiTi alloy. The AM techniques include flow-based direct energy deposition (DED): laser direct energy deposition (LDED) [59, 60], laser direct metal deposition (DMD) [61, 62], laser engineered net shaping (LENS) [63,64,65], as well as fusion-based powder bed fusion (PBF): laser beam powder bed fusion (PBF-LB) (also known as selective laser melting—SLM; direct metal laser sintering—DMLS) [66,67,68], and electron beam powder bed fusion (PBF-EB) (also known as electron beam melting—EBM) [69].
Up to now, in terms of mechanical and functional properties, the compressive behavior of AM NiTi has been extensively investigated with promising results. Recent studies show that the composition, impurities, texture, and precipitation characteristics of NiTi alloys are all affected by manufacturing methods and parameters [70,71,72,73]. As a result, the structural and functional properties of NiTi alloys fabricated through various routes can be distinct [74,75,76]. Hamilton et al. [76] have reported on the differences between SLM-manufactured NiTi alloy, which is composed of NiTi (B2), NiTi (B19’), and NiTi2 phases, versus LDED-manufactured NiTi alloy, which is composed of a single NiTi (B19’) phase. Additionally, Nematollahi et al. [77] have demonstrated that adjusting process parameters enables the AM of a monolithic NiTi structure that is functionally graded, exhibiting partial superelasticity (B2 phase) and partial shape memory (B19' phase) at room temperature. Consequently, it is crucial to identify the optimal manufacturing parameters since they happen to be the most influential on the part’s characteristics. Due to the properties of NiTi alloys, it is challenging to fabricate them in powder forms [57]. It results in high costs and limited availability on the market. Additionally, NiTi alloy powders are about three times more expensive than the alloying elements powders, titanium and nickel. Hence, in situ alloying via AM from elemental powders is a promising, cost-effective alternative, which offers the flexibility to tailor the powder composition; thus, it is a facile approach to control the material properties or create novel alloys. This is particularly true for NiTi alloys, as their composition determines their phase transformation temperature [78,79,80,81,82,83,84].
This review highlights the recent development of in situ alloying approaches in powder-based additive manufacturing to fabricate NiTi alloy from Ni and Ti elemental powders. First, an overview of flow-based direct energy deposition techniques is given. Second, fusion-based powder bed fusion investigations are discussed. This review aims to provide a comprehensive and practical evaluation of the current challenges and solutions, thus supporting the further development of affordable NiTi alloy fabrication utilizing powder-based additive manufacturing technologies.
2 Direct energy deposition
Flow-based direct energy deposition (DED) AM technologies are commonly used for multi-material fabrication. The optimum manufacturing parameters should facilitate the deposition of smooth, regular, and continuous metal tracks. Additionally, the laser energy utilized should enable the melting of the powder being fed while fostering sufficient metallurgical bonding between the substrate and/or previously deposited material. It is worth mentioning that selecting appropriate substrate material is crucial in ensuring sufficient wettability between the substrate and fabricated material, leading to the proper attachment of the build to the base plate. Moreover, the preheating step of the substrate is highly recommended prior to the fabrication to reduce the warping effect (i.e., separation of the sample from the substrate). Significant temperature differences between the initial layers and the build platform can lead to the development of high residual stresses in the lower portions of the sample supports. These residual stresses may directly cause the separation of the sample from the substrate. Preheating the substrate might help to decrease the temperature gradient in the interlayer between the first layers of the supports and the substrate, thus eliminating the wrapping effect [57]. It is true for both pre-alloyed and elemental powders manufacturing via DED and PBF-LB. Furthermore, it is crucial that the manufactured material exhibits minimal or no porosity, or that the number of pores is kept within acceptable limits. Many factors, such as laser power, scanning speed, feeding rate, substrate material, and initial powder composition, might influence the properties, chemical, and phase composition of elements fabricated from both pre-mixed and pre-alloyed powders [85]. Nevertheless, the impact of various process parameters on in situ NiTi alloying has not been comprehensively analyzed in the literature. The main emphasis is on the characterization of materials produced using the most efficient parameters. However, in the paper presented by Wang et al. [19], the optimization of process parameters was achieved through the variation of laser power, with two different laser powers equal to 500 W and 1000 W. The results showed that the low-power sample (500 W) had significant lack-of-fusion defects across layers; thus, further material analysis was performed only for the high-power sample (1000 W). However, the authors focused only on the laser power variable and did not conduct a comprehensive analysis of the potential impact of various DED parameters on the printability of the studied material. Research on NiTi in situ alloying with laser-based rapid manufacturing (LRM) has demonstrated that an increase in the powder feed per unit area necessitates a corresponding increase in the laser energy required for melting the powder [86]. Moreover, the utilization of diverse laser energy and powder feed rates can produce a range of distinct track geometry cross sections. These geometries can be classified according to their aspect ratio, which is determined by the track width to height ratio. The authors recommended utilizing an aspect ratio greater than five to avoid the formation of inter-run porosities that may arise due to insufficient fusion zones at the base of two adjacent tracks.
Another factor affecting the quality of prints is the characteristics of initial powders (size, morphology, thermal conductivity, impurity contents, etc.). Zhang et al. [3] studied NiTi alloy in situ synthesized using powders with spherical and with irregular shapes (Fig. 2). The spherical powder favors an increase in density compared to powders with irregular morphology. Moreover, a homogenous blending of batch powders should be ensured to avoid the formation of agglomerates and re-aggregates that could cause local variances of nickel and titanium content [19]. Although alloying and liquid capillary effects, as well as the difference in diffusivity and evaporation temperature between Ni and Ti, are limiting factors in NiTi in situ synthesis, DED is commonly utilized to implement elementally blended powders as feedstocks [87]. In the work presented by Shiva et al. [86] LRM method was applied to deposit three different initial NiTi powder mixture compositions containing 45, 50, and 55 wt% of Ni. X-ray diffraction (XRD) analysis revealed the presence of both austenitic B2 and martensitic B19’ NiTi phases; however, no secondary Ti–rich or Ni-rich phases were found. The study shows that the Ni/Ti ratio of the initial powder feedstock influences the microstructure, mechanical and thermomechanical properties of fabricated materials. Similarly, Halani and Shin have used laser direct deposition (LDD) to synthesize NiTi directly from the elemental nickel and titanium powders. The initial mixture with nickel content ranged from 50 to 63 at. % were analyzed. Moreover, solution heat treatment was performed to improve the homogeneity of the fabricated material and reduce the presence of secondary phases. Nearly, full dense samples with a homogeneous NiTi phase and a minimum volume fraction of NiTi2 and Ni3Ti secondary phases were achieved with optimized laser parameters, a nickel-to-titanium atomic ratio, and a post-heat treatment. Samples fabricated with pre-mixed powders showed similar characteristics in terms of the presence of secondary phases and phase transformation characteristics as samples fabricated with pre-alloyed NiTi powder. In their further work, they investigated the mechanical properties of in situ alloyed NiTi with 53:47 nickel-to-titanium atomic ratio [88]. Transformation temperatures were tailored by post-aging heat treatment. The findings obtained from the uniaxial compression testing conducted at different temperatures suggest that the samples demonstrated the efficiency of the shape memory and superelasticity effects. Hamilton et al. [89] conducted solutionizing and aging heat treatments to study their impact on the superelastic behavior and martensitic transformation morphologies in Ni-rich in situ alloyed NiTi. After conducting a full-field deformation analysis, it was found that solution treatment before aging is crucial for achieving superelastic behavior and proper response to martensitic transformation. Moreover, it was shown that to achieve a uniform composition and eliminate any potential secondary phases in the initial material, it is required to perform solutionizing heat treatment for 24 h. However, the solution treatment was unable to significantly change the existing grain structure.

The morphologies and shapes of the powders: a spherical Ti powder; b spherical Ni powder; c irregular Ti powder; d ball-milled spherical Ni and Ti powders; and e ball-milled spherical Ni and irregular Ti powders. (Reproduced from [3] with permission from Elsevier)
Furthermore, it was observed that the morphology and phase composition of the builds could be affected by Z increment and the substrate material. Bimber et al. [59] implemented a LDED process and deposited NiTi pre-mixed powder into a titanium substrate. They studied the relationship between microstructural anisotropy and superelasticity in large builds. The degree of anisotropy of the size and refraction of the precipitates, as well as mechanical properties, depends on the structure height and the distance from the substrate. It shows that substrate material and composition might influence the fabricated material’s final chemical and phase composition (Fig. 3) and should be considered when designing the manufacturing process. Although the works suggested that the decrease in Ni/Ti ratio can be observed due to the difference in a nickel evaporation temperature (2732 °C), which is much lower as compared to that of titanium (3287 °C), none of the above-mentioned works investigated the chemical composition of the fabricated materials.

XRD analysis taken from a height of 2 mm and 8 mm above the substrate of the as-deposited Ni-rich sample. (Reproduced from [59] with permission from Elsevier)
3 Powder bed fusion
3.1 Laser powder bed fusion
Powder bed fusion (PBF) technologies are more common for creating complex parts with fine features than flow-based DED techniques. Although both DED and PBF-LB are laser-based AM processes, differences in chemical and phase homogeneity may arise from the differences in melt pool size under PBF-LB and DED and scanning speed for both methods. A larger melt pool provides more uniform alloying and minimizes compositional variance in initial powder feedstock since it is more immune to the disturbance generated by an exothermic reaction. Moreover, the DED laser scanning speed is slower, providing in situ homogenization heat treatment by laser and granting the Ni–Ti system more reaction time to form the NiTi phase [19]. Additionally, challenges in PBF-LB in situ alloying of Ni and Ti may arise from the differences in thermal conductivity and diffusivity of both elements.
Recent studies on PBF-LB in situ alloyed NiTi demonstrated difficulties in obtaining a homogeneous material with high density. Wang et al. [19] found that the increase in the energy density enhances the microstructural homogeneity of the material and the disappearance of lack-of-fusion effects. Although a higher energy density favors the homogenization of the alloying elements, it generates excessive heat input, leading to the collapse of the melt pool and the formation of large circular pores named keyholes (Fig. 4). The phenomenon of material evaporation is especially prominent when fusing elements with different evaporation temperatures, such as nickel (2732 °C) and titanium (3287 °C) [90]. Moreover, the evaporation of nickel results in changes in chemical composition in the final alloy, leading to changes in martensitic transformation temperature. The investigated level of Ni evaporation in three different NiTi elemental powder blends with the chemical compositions of 53–57 wt% of nickel ranged from 1.6 to 3.0 wt% and depending on the feedstock powder’s chemical composition and the scanning strategy (Fig. 5) [91]. Moreover, the rapid solidification and a large thermal gradient during laser processing result in high thermal stresses generating crack formation [92, 93]. The emergence of cracks might be also related to the formation of brittle phases, i.e., NiTi2, Ni3Ti, Ni4Ti3 [92,93,94,95,96]. Therefore, a suitable process window must be explored to fabricate crack-free full-density parts.

a Influence of laser energy density on the microstructure of as-SLMed NiTi parts under OM. An increasing energy density eliminates lack-of-fusion defects and homogenizes the microstructure, but at the cost of introducing keyholes. b Top-view BSE image of the inset in sample 2 shows inhomogeneous mixture of bright region (Ni3Ti) and gray region (Ni:Ti ratio ranging from 1.6 to 2.2) in contrast to a more homogeneous microstructure of sample 3 shown in (c). The region boundaries in sample 2 are highlighted by red lines. (Reproduced from [19] with permission from Elsevier)

Results of ICP OES analysis of samples fabricated from powders with different initial powders compositions and subjected to different numbers of melt runs; 0 refers to pre-printed powder; 1—single melting run; 2—single melting run and one remelting run; 3—single melting run and two remelting runs; the measurement error was ± 0.1 wt%. (Reproduced from [91] with permission from Elsevier)
For the first time, in situ alloying of Ni and Ti powders by SLM was investigated by Zhang et al. [97]. Manufacturing parameters optimization led to obtaining a material with an estimated density value above 99.5%. The influence of energy input on phase transition temperature and enthalpy on martensitic transformation was observed. Moreover, it was demonstrated that fabrication parameters influence microstructure, mechanical properties, and the heterogeneity of phase distribution. In the previously mentioned studies, different process parameters, such as energy density, scan velocity, and scanning vector rotation, have been optimized. Moreover, a distinctive remelting process has been incorporated for the NiTi alloy PBF-LB-fabricated from elemental Ni and Ti powders [92]. Remelting is an additional melting process for a consolidated layer without covering it with new metal powder. The study showed that remelting significantly improved the blending of the elements during PBF-LB and reduced porosity compared with single scanning processes. However, multiple phases were observed regardless of the number of remelts; thus, remelting did not eliminate phase composition inhomogeneity entirely. Nevertheless, despite problems with the uniform blending of the elemental powders, pure Ni and Ti were not found in any of the aforementioned studies.
Since chemical composition and phase distribution heterogeneity was observed in in situ alloyed NiTi, the subsequent solution heat treatment was developed to improve chemical and phase homogeneity [19, 98]. Although secondary phases were not completely removed from studied materials, the optimization and proper selection of heat treatment conditions allowed for the significant homogenization of the chemical and phase composition and promoted the formation of the NiTi phase. It was found that oxygen pickup during the PBF-LB manufacturing process promoted the formation of thermodynamically stable oxygen-rich phases, such as Ni2Ti4O phase.
Stoll et al. [93] compared the material fabricated from pre-mixed Ni and Ti powder with pre-alloyed NiTi processed by SLM. The study showed distinct differences in the composition and properties of both tested materials. Significantly larger phase transformation temperatures were observed for in situ alloyed NiTi (Table 1). The nickel evaporation from both processed materials was revealed, although more of it evaporated from material fabricated with pre-mixed powders. Moreover, studies performed by Chmielewska et al. [99] showed that the corrosion resistance of parts produced from elementally blended pure Ni and Ti is slightly lower when compared to parts produced from pre-alloyed NiTi powder; however, both materials show similar biocompatibility in terms of cytotoxicity. They concluded that the low cytotoxicity and high passivation suggest that elementally blended pure Ni and Ti powders merit further investigation for use in biomedical applications.
3.2 Electron-beam powder bed fusion
So far, only Wang et al. [19] attempted to utilize electron beam PBF (selective electron beam melting—SEBM) to synthesize in situ NiTi. The authors analyzed three setups (Fig. 6) of pre-mixed Ni and Ti powders SEBM manufacturing:
-
1.
Build 1: the start-plate heating target temperature was set at 600 °C. Unexpected ignition of the powder bed occurred due to a strong exothermic reaction between nickel and titanium, which occurs when the elemental powders are exposed to external heat beyond a certain threshold. This phenomenon can be analogized to a self-sustaining high-temperature synthesis (SHS) process.
-
2.
Build 2: the target temperature was reduced to 350 °C to prevent powder bed ignition. The fabricated samples exhibited a high porosity, which can be attributed to insufficient powder bed sintering during the preheating process. Moreover, the segregation of bright Ni and dark Ti melts was noticed.
-
3.
Build 3: the target build temperature was set at 450 °C to improve sintering and minimize sparking. Nevertheless, combustion of the powder bed occurred, which was further aggravated by the presence of a high-temperature molten material spatter.

Temperature–time and pressure–time curves for 3 different cases of NiTi sample fabrication by SEBM, with the corresponding images showing the printing results. In build 1, the entire Ni–Ti mixture powder bed was ignited during the start-plate heating stage. This moment was captured through the observation window. In build 2, a low energy input resulted in porous samples and serious elemental segregation as shown in the image in the right of the plot of build 2. In build 3, the hot molten metallic spattering ignited the entire powder bed during melting stage. The picture next to it shows the entire powder bed was severely sintered and fused together with the start-plate after the accident. (Reproduced from [19] with permission from Elsevier)
In summary, Ni and Ti elemental powder blend was found to be highly reactive and unexpected powder bed ignition occurred during a mandatory preheating stage. On the contrary, reducing preheating temperature resulted in a lack-of-fusion due to insufficient powder bed sintering. Although the SEBM process was found unsuitable for pre-mixed NiTi powder feedstock, it is notable that the NiTi in situ alloying through PBF-EB has not been thoroughly investigated and understood so far.
4 Conclusions
It can be concluded that in situ alloying has been transforming the additive manufacturing of NiTi and contributing to the faster development of the whole AM industry. This review briefly describes the current development of synthesizing NiTi alloy from elemental powders with powder-based DED and PBF techniques. The comparison of the results obtained for samples fabricated from the pre-alloyed NiTi and pre-mixed Ni and Ti powders highlight the capabilities of in situ alloying to fabricate NiTi alloy with potential use for biomedical and industrial applications. However, additional analysis should be performed to prove its commercial profit. Another aspect worthy of attention is powder recycling, especially chemical composition control and investigation of alloy particles’ formation from spatters. Undoubtedly, a better understanding of the phenomena accompanying this method would broaden the possibility of using it to produce functional elements from NiTi alloys. Moreover, this finding gives insights into new materials that could be developed immediately, thus eliminating the necessity of the time-consuming and expensive manufacturing of powders.
References
Hamilton RF, Palmer TA, Bimber BA (2015) Spatial characterization of the thermal-induced phase transformation throughout as-deposited additive manufactured NiTi bulk builds. Scr Mater 101:56–59. https://doi.org/10.1016/j.scriptamat.2015.01.018
Wang H, Luo HL, Chen JQ et al (2021) Cost-affordable, biomedical Ti-5Fe alloy developed using elemental powders and laser in-situ alloying additive manufacturing. Mater Charact 182:111526. https://doi.org/10.1016/j.matchar.2021.111526
Zhang D, Li Y, Cong W (2022) In-situ synthesis of high-quality pseudoelastic NiTi alloys with intrinsic Ni4Ti3 phase precipitation using laser DED. J Manuf Process 74:308–318. https://doi.org/10.1016/j.jmapro.2021.12.029
Wang J, Wang Y, Su Y, Shi J (2022) Evaluation of in-situ alloyed Inconel 625 from elemental powders by laser directed energy deposition. Mater Sci Eng A 830:142296. https://doi.org/10.1016/j.msea.2021.142296
Dadbakhsh S, Mertens R, Vanmeensel K et al (2018) In situ alloying and reinforcing of Al6061 during selective laser melting. Procedia CIRP 74:39–43. https://doi.org/10.1016/j.procir.2018.08.009
Yadroitsev I, Krakhmalev P, Yadroitsava I (2017) Titanium alloys manufactured by in situ alloying during laser powder bed fusion. Jom 69:2725–2730. https://doi.org/10.1007/s11837-017-2600-7
Vora P, Mumtaz K, Todd I, Hopkinson N (2015) AlSi12 in-situ alloy formation and residual stress reduction using anchorless selective laser melting. Addit Manuf 7:12–19. https://doi.org/10.1016/j.addma.2015.06.003
Bosio F, Fino P, Manfredi D, Lombardi M (2021) Strengthening strategies for an Al alloy processed by in-situ alloying during laser powder bed fusion. Mater Des. https://doi.org/10.1016/j.matdes.2021.110247
Pou J (2021) Additive manufacturing. Elsevier
Brandt M (2017) Laser additive manufacturing: materials, design, technologies, and applications. Woodhead Publishing
Fredriksson C (2019) Sustainability of metal powder additive manufacturing. Procedia Manuf 33:139–144. https://doi.org/10.1016/j.promfg.2019.04.018
Manjaiah M, Raghavendra K, Balashanmugam N, Davim JP (2021) Additive manufacturing: a tool for industrial revolution 4.0. Woodhead Publishing
Leary M (2020) Design for additive manufacturing. Elsevier Science
Tofail SAM, Koumoulos EP, Bandyopadhyay A et al (2018) Additive manufacturing: scientific and technological challenges, market uptake and opportunities. Mater Today 21:22–37. https://doi.org/10.1016/j.mattod.2017.07.001
Mosallanejad MH, Niroumand B, Aversa A, Saboori A (2021) In-situ alloying in laser-based additive manufacturing processes: a critical review. J Alloys Compd 872:159567. https://doi.org/10.1016/j.jallcom.2021.159567
Katz-Demyanetz A, Koptyug A, Popov V V (2020) In-situ Alloying as a Novel Methodology in Additive Manufacturing. Proceedings of the 2020 IEEE 10th International Conference on “Nanomaterials: Applications and Properties”, NAP 2020 26–29. https://doi.org/10.1109/NAP51477.2020.9309652
Zhao R, Gao J, Liao H et al (2020) Selective laser melting of elemental powder blends for fabrication of homogeneous bulk material of near-eutectic Ni-Sn composition. Addit Manuf 34:101261. https://doi.org/10.1016/j.addma.2020.101261
Simonelli M, Aboulkhair NT, Cohen P et al (2018) A comparison of Ti-6Al-4V in-situ alloying in selective laser melting using simply-mixed and satellited powder blend feedstocks. Mater Charact 143:118–126. https://doi.org/10.1016/j.matchar.2018.05.039
Wang C, Tan XP, Du Z et al (2019) Additive manufacturing of NiTi shape memory alloys using pre-mixed powders. J Mater Process Technol 271:152–161. https://doi.org/10.1016/j.jmatprotec.2019.03.025
Qiu C, Fones A, Hamilton HGC et al (2016) A new approach to develop palladium-modified Ti-based alloys for biomedical applications. Mater Des 109:98–111. https://doi.org/10.1016/j.matdes.2016.07.055
Attar H, Bönisch M, Calin M et al (2014) Selective laser melting of in situ titanium-titanium boride composites: processing, microstructure and mechanical properties. Acta Mater 76:13–22. https://doi.org/10.1016/j.actamat.2014.05.022
Skelton JM, Sullivan EJ, Fitz-Gerald JM, Floro JA (2022) Efficacy of elemental mixing of in situ alloyed Al-33wt%Cu during laser powder bed fusion. J Mater Process Technol 299:117379. https://doi.org/10.1016/j.jmatprotec.2021.117379
Manik R, Sahu MR (2022) Biocompatibility of NiTi. Nickel-titanium smart hybrid materials: from micro- to nano-structured alloys for emerging applications. Elsevier, pp 173–190
Andani MT, Haberland C, Walker JM et al (2016) Achieving biocompatible stiffness in NiTi through additive manufacturing. J Intell Mater Syst Struct 27:2661–2671. https://doi.org/10.1177/1045389X16641199
Patel SK, Behera B, Swain B et al (2020) A review on NiTi alloys for biomedical applications and their biocompatibility. Materials today: proceedings. Elsevier Ltd, pp 5548–5551
Hartl DJ, Lagoudas DC (2007) Aerospace applications of shape memory alloys. 221:535–552. https://doi.org/10.1243/09544100JAERO211
Williams JC, Boyer RR (2020) Opportunities and issues in the application of titanium alloys for aerospace components. Metals 10:705. https://doi.org/10.3390/met10060705
Hodgson DE, Wu MH, Biermann RJ (2013) Shape memory alloys. ASM International, Novelty
Van HJ (1999) Non-medical applications of shape memory alloys. Mater Sci Eng A 273–275:134–148
Sharma K, Srinivas G (2019) Flying smart: smart materials used in aviation industry. Mater Today Proc. https://doi.org/10.1016/j.matpr.2019.10.115
Lagoudas DC (2008) Shape memory alloys—modeling and engineering applications. Springer
Ou S-F, Peng B-Y, Chen Y-C, Tsai M-H (2018) Manufacturing and characterization of NiTi alloy with functional properties by selective laser melting. Metals (Basel) 8:342. https://doi.org/10.3390/met8050342
Yahia L (2000) Shape memory implants, 1st edn. Springer
Batalu D, Guoqiu H, Aloman A, Coşmeleaţă G (2014) A review on TiNi shape memory alloys (SMA) used for medical applications. Recycling aspects. 1–10
Petrini L, Migliavacca F (2011) Biomedical Applications of Shape Memory Alloys. Journal of Metallurgy 2011:1–15. https://doi.org/10.1155/2011/501483
Duerig T, Pelton A, Sto D (1999) An overview of nitinol medical applications. Mater Sci Eng A 275:149–160. https://doi.org/10.1016/S0921-5093(99)00294-4
Kaynak Y (2014) Machining and phase transformation response of room-temperature austenitic NiTi shape memory alloy. J Mater Eng Perform 23:3354–3360. https://doi.org/10.1007/s11665-014-1058-9
Kaynak Y, Karaca HE, Noebe RD, Jawahir IS (2013) Analysis of tool-wear and cutting force components in dry, preheated, and cryogenic machining of NiTi shape memory alloys. Procedia CIRP 8:498–503. https://doi.org/10.1016/j.procir.2013.06.140
Wang ZY, Rajurkar KP (2000) Cryogenic machining of hard-to-cut materials. Wear 239:168–175
Bermingham MJ, Kirsch J, Sun S et al (2011) New observations on tool life, cutting forces and chip morphology in cryogenic machining Ti-6Al-4V. Int J Mach Tools Manuf 51:500–511. https://doi.org/10.1016/j.ijmachtools.2011.02.009
Kaynak Y, Karaca HE, Noebe RD, Jawahir IS (2013) Tool-wear analysis in cryogenic machining of NiTi shape memory alloys: a comparison of tool-wear performance with dry and MQL machining. Wear 306:51–63. https://doi.org/10.1016/j.wear.2013.05.011
Pfeifer R, Herzog D, Hustedt M, Barcikowski S (2010) Pulsed Nd:YAG laser cutting of NiTi shape memory alloys—influence of process parameters. J Mater Process Technol 210:1918–1925. https://doi.org/10.1016/j.jmatprotec.2010.07.004
Biffi CA, Tuissi A (2017) Nitinol laser cutting: microstructure and functional properties of femtosecond and continuous wave laser processing. Smart Mater Struct. https://doi.org/10.1088/1361-665X/aa5596
Theisen W, Schuermann A (2004) Electro discharge machining of nickel-titanium shape memory alloys. Mater Sci Eng A 378:200–204. https://doi.org/10.1016/j.msea.2003.09.115
Bisaria H, Shandilya P (2020) Surface integrity aspects for NiTi shape memory alloys during wire electric discharge machining: a review. J Mater Res 35:537–558. https://doi.org/10.1557/jmr.2020.32
Soni H, Sannayellappa N, Rangarasaiah RM (2017) An experimental study of influence of wire electro discharge machining parameters on surface integrity of TiNiCo shape memory alloy. J Mater Res 32:3100–3108. https://doi.org/10.1557/jmr.2017.137
Elahinia MH, Hashemi M, Tabesh M, Bhaduri SB (2012) Manufacturing and processing of NiTi implants: a review. Prog Mater Sci 57:911–946. https://doi.org/10.1016/j.pmatsci.2011.11.001
Li C, Nikumb S, Wong F (2006) An optimal process of femtosecond laser cutting of NiTi shape memory alloy for fabrication of miniature devices. Opt Lasers Eng 44:1078–1087. https://doi.org/10.1016/j.optlaseng.2005.08.003
Velmurugan C, Senthilkumar V, Dinesh S, Arulkirubakaran D (2018) Machining of NiTi-shape memory alloys—a review. Mach Sci Technol 22:355–401. https://doi.org/10.1080/10910344.2017.1365894
Kaya E, Kaya İ (2019) A review on machining of NiTi shape memory alloys: the process and post process perspective. Int J Adv Manuf Technol 100:2045–2087. https://doi.org/10.1007/s00170-018-2818-8
Hlavacova IM, Geryk V (2017) Abrasives for water-jet cutting of high-strength and thick hard materials. Int J Adv Manuf Technol 90:1217–1224. https://doi.org/10.1007/s00170-016-9462-y
Natarajan Y, Murugesan PK, Mohan M, Liyakath Ali Khan SA (2020) Abrasive water jet machining process: a state of art of review. J Manuf Process 49:271–322. https://doi.org/10.1016/j.jmapro.2019.11.030
Pal VK, Tandon P (2013) Identification of the role of machinability and milling depth on machining time in controlled depth milling using abrasive water jet. Int J Adv Manuf Technol 66:877–881. https://doi.org/10.1007/s00170-012-4373-z
Khoo ZX, Liu Y, An J et al (2018) A review of selective laser melted NiTi shape memory alloy. Materials 11:11–17. https://doi.org/10.3390/ma11040519
Farber E, Zhu JN, Popovich A, Popovich V (2019) A review of NiTi shape memory alloy as a smart material produced by additive manufacturing. Mater Today Proc 30:761–767. https://doi.org/10.1016/j.matpr.2020.01.563
Chen X, Liu K, Guo W et al (2019) The fabrication of NiTi shape memory alloy by selective laser melting: a review. Rapid Prototyp J 25:1421–1432. https://doi.org/10.1108/RPJ-11-2018-0292
Elahinia M, Shayesteh Moghaddam N, Taheri Andani M et al (2016) Fabrication of NiTi through additive manufacturing: a review. Prog Mater Sci 83:630–663. https://doi.org/10.1016/j.pmatsci.2016.08.001
Lu HZ, Yang C, Luo X et al (2019) Ultrahigh-performance TiNi shape memory alloy by 4D printing. Mater Sci Eng A. https://doi.org/10.1016/j.msea.2019.138166
Bimber BA, Hamilton RF, Keist J, Palmer TA (2016) Anisotropic microstructure and superelasticity of additive manufactured NiTi alloy bulk builds using laser directed energy deposition. Mater Sci Eng A 674:125–134. https://doi.org/10.1016/j.msea.2016.07.059
Lee J, Shin YC (2019) Effects of composition and post heat treatment on shape memory characteristics and mechanical properties for laser direct deposited nitinol. Lasers Manuf Mater Process 6:41–58. https://doi.org/10.1007/s40516-019-0079-5
Malukhin K, Ehmann K (2006) Material characterization of NiTi based memory alloys fabricated by the laser direct metal deposition process. J Manuf Sci Eng 128:691. https://doi.org/10.1115/1.2193553
Khademzadeh S, Carmignato S, Parvin N et al (2016) Micro porosity analysis in additive manufactured NiTi parts using micro computed tomography and electron microscopy. Mater Des 90:745–752. https://doi.org/10.1016/j.matdes.2015.10.161
Marattukalam JJ, Singh AK, Datta S et al (2015) Microstructure and corrosion behavior of laser processed NiTi alloy. Mater Sci Eng C 57:309–313. https://doi.org/10.1016/j.msec.2015.07.067
Baran A, Polanski M (2018) Microstructure and properties of LENS (laser engineered net shaping) manufactured Ni-Ti shape memory alloy. J Alloys Compd 750:863–870. https://doi.org/10.1016/j.jallcom.2018.03.400
Dutkiewicz J, Rogal Ł, Kalita D et al (2020) Superelastic effect in NiTi alloys manufactured using electron beam and focused laser rapid manufacturing methods. J Mater Eng Perform 29:4463–4473. https://doi.org/10.1007/s11665-020-04938-z
Bormann T, Müller B, Schinhammer M et al (2014) Microstructure of selective laser melted nickel-titanium. Mater Charact 94:189–202. https://doi.org/10.1016/j.matchar.2014.05.017
Speirs M, Wang X, Van Baelen S et al (2016) On the transformation behavior of NiTi shape-memory alloy produced by SLM. Shap Mem Superelasticity 2:310–316. https://doi.org/10.1007/s40830-016-0083-y
Karamooz-Ravari MR, Taheri Andani M, Kadkhodaei M et al (2018) Modeling the cyclic shape memory and superelasticity of selective laser melting fabricated NiTi. Int J Mech Sci 138–139:54–61. https://doi.org/10.1016/j.ijmecsci.2018.01.034
Zhou Q, Hayat MD, Chen G et al (2019) Selective electron beam melting of NiTi: microstructure, phase transformation and mechanical properties. Mater Sci Eng A 744:290–298. https://doi.org/10.1016/j.msea.2018.12.023
Saedi S, Shayesteh Moghaddam N, Amerinatanzi A et al (2018) On the effects of selective laser melting process parameters on microstructure and thermomechanical response of Ni-rich NiTi. Acta Mater 144:552–560. https://doi.org/10.1016/j.actamat.2017.10.072
Shayesteh Moghaddam N, Saedi S, Amerinatanzi A et al (2019) Achieving superelasticity in additively manufactured NiTi in compression without post-process heat treatment. Sci Rep 9:1–11. https://doi.org/10.1038/s41598-018-36641-4
Gustmann T, Gutmann F, Wenz F et al (2020) Properties of a superelastic NiTi shape memory alloy using laser powder bed fusion and adaptive scanning strategies. Prog Addit Manuf 5:11–18. https://doi.org/10.1007/s40964-020-00118-6
Wang X, Kustov S, Van Humbeeck J (2018) A short review on the microstructure, transformation behavior and functional properties of NiTi shape memory alloys fabricated by selective laser melting. Materials. https://doi.org/10.3390/ma11091683
Saedi S, Turabi AS, Andani MT et al (2017) Texture, aging, and superelasticity of selective laser melting fabricated Ni-rich NiTi alloys. Mater Sci Eng A 686:1–10. https://doi.org/10.1016/j.msea.2017.01.008
Oliveira JP, Cavaleiro AJ, Schell N et al (2018) Effects of laser processing on the transformation characteristics of NiTi: a contribute to additive manufacturing. Scr Mater 152:122–126. https://doi.org/10.1016/j.scriptamat.2018.04.024
Hamilton RF, Bimber BA, Taheri Andani M, Elahinia M (2017) Multi-scale shape memory effect recovery in NiTi alloys additive manufactured by selective laser melting and laser directed energy deposition. J Mater Process Technol 250:55–64. https://doi.org/10.1016/j.jmatprotec.2017.06.027
Nematollahi M, Safaei K, Bayati P, Elahinia M (2021) Functionally graded NiTi shape memory alloy: selective laser melting fabrication and multi-scale characterization. Mater Lett. https://doi.org/10.1016/j.matlet.2021.129648
Šittner P, Heller L, Pilch J et al (2014) Young’s modulus of austenite and martensite phases in superelastic NiTi wires. J Mater Eng Perform 23:2303–2314
Gil FJ, Manero JM, Planell JA (1995) Effect of grain size on the martensitic transformation in NiTi alloy. J Mater Sci 30:2526–2530. https://doi.org/10.1007/BF00362129
Otubo J, Rigo OD, Coelho AA et al (2008) The influence of carbon and oxygen content on the martensitic transformation temperatures and enthalpies of NiTi shape memory alloy. Mater Sci Eng A 481–482:639–642. https://doi.org/10.1016/j.msea.2007.02.137
Rahim M, Frenzel J, Frotscher M et al (2013) Impurity levels and fatigue lives of pseudoelastic NiTi shape memory alloys. Acta Mater 61:3667–3686. https://doi.org/10.1016/j.actamat.2013.02.054
Olier P, Barelo F, Bechade JL et al (1997) Effects of impurities content (oxygen, carbon, nitrogen) on microstructure and phase transformation temperatures of near equiatomic TiNi shape memory alloys. J Phys IV JP 7:1–6. https://doi.org/10.1051/jp4:1997522
Povoden-Karadeniz E, Cirstea DC, Lang P et al (2013) Thermodynamics of Ti-Ni shape memory alloys. Calphad 41:128–139. https://doi.org/10.1016/j.calphad.2013.02.004
Khalil-Allafi J, Amin-Ahmadi B (2009) The effect of chemical composition on enthalpy and entropy changes of martensitic transformations in binary NiTi shape memory alloys. J Alloys Compd 487:363–366. https://doi.org/10.1016/j.jallcom.2009.07.135
Zhang D, Li Y, Wang H, Cong W (2020) Laser engineered net shaping in-situ synthesis of NiTi alloy: effects of processing parameters. In: ASME 2020 15th International Manufacturing Science and Engineering Conference
Shiva S, Palani IA, Mishra SK et al (2015) Investigations on the influence of composition in the development of Ni-Ti shape memory alloy using laser based additive manufacturing. Opt Laser Technol 69:44–51. https://doi.org/10.1016/j.optlastec.2014.12.014
Chen Y, Zhang X, Parvez MM, Liou F (2020) A review on metallic alloys fabrication using elemental powder blends by laser powder directed energy deposition process. Materials. https://doi.org/10.3390/MA13163562
Halani PR, Kaya I, Shin YC, Karaca HE (2013) Phase transformation characteristics and mechanical characterization of nitinol synthesized by laser direct deposition. Mater Sci Eng, A 559:836–843. https://doi.org/10.1016/j.msea.2012.09.031
Hamilton RF, Bimber BA, Palmer TA (2018) Correlating microstructure and superelasticity of directed energy deposition additive manufactured Ni-rich NiTi alloys. J Alloys Compd 739:712–722. https://doi.org/10.1016/j.jallcom.2017.12.270
Halani PR, Shin YC (2012) In situ synthesis and characterization of shape memory alloy nitinol by laser direct deposition. Metall Mater Trans A Phys Metall Mater Sci 43:650–657. https://doi.org/10.1007/s11661-011-0890-x
Chmielewska A, Wysocki B, Buhagiar J et al (2022) In situ alloying of NiTi: influence of laser powder bed fusion (LBPF) scanning strategy on chemical composition. Mater Today Commun 30:1–7. https://doi.org/10.1016/j.mtcomm.2021.103007
Chmielewska A, Wysocki BA, Macdonald E, Dean D (2021) Laser powder bed fusion (LPBF) of NiTi alloy using elemental powders : the influence of remelting on printability and microstructure. RPJ. https://doi.org/10.1108/RPJ-08-2021-0216
Stoll P, Spierings A, Wegner K (2020) SLM processing of elementally blended NiTi shape memory alloy. Procedia CIRP 95:121–126. https://doi.org/10.1016/j.procir.2020.02.250
Motemani Y, Nili-Ahmadabadi M, Tan MJ et al (2009) Effect of cooling rate on the phase transformation behavior and mechanical properties of Ni-rich NiTi shape memory alloy. J Alloys Compd 469:164–168. https://doi.org/10.1016/j.jallcom.2008.01.153
Thomas F (2015) The effect of various quenchants on the hardness and microstructure of 60-NITINOL
Chen KC (2003) NiTi - magic or phase transformations? In: ASEE Annual Conference Proceedings. pp 2423–2430
Zhang B, Chen J, Coddet C (2013) Microstructure and transformation behavior of in-situ shape memory alloys by selective laser melting Ti-Ni mixed powder. J Mater Sci Technol 29:863–867. https://doi.org/10.1016/j.jmst.2013.05.006
Chmielewska A, Wysocki B, Kwaśniak P et al (2022) Heat treatment of NiTi alloys fabricated using laser powder bed fusion (LPBF) from elementally blended powders. Materials 15:15. https://doi.org/10.3390/ma15093304
Chmielewska A, Dobkowska A, Kijeska-Gawrońska E et al (2021) Biological and corrosion evaluation of in situ alloyed NiTi fabricated through laser powder bed fusion (LPBF). Int J Mol Sci 22:16. https://doi.org/10.3390/ijms222413209
ASTM International (2015) F2005 Standard Terminology for Nickel-Titanium Shape Memory Alloys
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Chmielewska, A. NiTi in situ alloying in powder-based additive manufacturing. Prog Addit Manuf (2023). https://doi.org/10.1007/s40964-023-00533-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40964-023-00533-5