
Abstract
NiTi is a versatile material with a broad range of functional properties such as shape memory effect and superelasticity in combination with high internal damping capabilities and biocompatibility. Processing NiTi with powder bed fusion for metals (PBF-LB/M) enables new potential to solve engineering problems. Due to the layerwise manufacturing technique associated with additive manufacturing, complex shaped geometries can be realized, which are not possible with conventional manufacturing methods. Hence, the combination of functional material characteristics with powder bed fusion has high potential for novel applications and complex structures. In this work, potential and performance of manufacturing complex NiTi structures is demonstrated.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Powder bed fusion for metals (PBF-LB/M) is an additive manufacturing technology capable of producing complex shaped parts which are not possible to manufacture with conventional methods. The process is characterized by a high energy laser which melts powder in a layerwise technique. Due to the layerwise manufacturing technique complex shapes and geometries can be realized without the need of cost intensive additional equipment. 3D geometries can be manufactured directly after design in a CAD software which enables decentralized and short supply chain manufacturing. Powder bed fusion is one of the most relevant additive manufacturing technologies and is undergoing constantly development to increase maturity of the manufacturing technology in the industry. In order to enable broad application of the powder bed fusion process in industry it is crucial to process diverse materials. Nickel-titanium alloys (NiTi) are gaining huge interests due to their inherent functional properties which present high potential for aerospace and biomedical applications [1]. The most well-known property of NiTi is the shape memory effect, which is caused by a diffusionless transformation from martensite to austenite and vice versa. Due to the shape memory effect nearly equiatomic NiTi alloy can recover its shape after deformation and heating to a certain temperature. Shape recovery rates from 3–5\(\%\) are currently the benchmark for NiTi alloys processed with powder bed fusion [2]. The shape memory effect can be exploited for engineering novel actuation systems replacing heavy hydraulic, electric, or pneumatic actuators [3]. Especially in aerospace NiTi actuators can benefit from a low cost per tons to orbit which is a crucial factor for space missions. NiTi actuation of a jet engine nozzle with a high technology readiness level was demonstrated by Hartl et al. [4]. Recently, additively manufactured and tailored NiTi rods were used to pre-stress sensors and actuators in aerospace components [5]. The two way shape memory effect (TWSME) offers the possibility to achieve shape deformation in both directions during heating and cooling, which can be used for cycling actuators. The TWSME can be programmed into the material by a training procedure. The training consists of mechanical constrained heating and cooling >10 cycles. Self-fitting NiTi parts produced with powder bed fusion was demonstrated by Nespoli et al. exploiting the two way shape memory effect [6]. However, degradation of the transformation strain is still an issue regarding the usage of the two way shape memory effect. The effective transformation strain can drop 0.5–1\(\%\) and is dependent on the training cycles limiting applications so far [7, 8]. Besides the shape memory effect other functional properties are superelasticity and biocompatibility [9]. Superelasticity has great potential for seismic applications to dissipate large amount of mechanical energy [10]. The superior biocompatibility of NiTi is exploited extensively in medical implants such as stents and bone rupture implants [11]. Stents are medical products in which shape memory and biocompatibility properties are combined. The activation temperature, which is the energetic threshold for shape recovery, is tuned to body temperature. Subsequently the predeformed stent is inserted into the artery and recovers the initial shape due to heat of the body providing the thriving force to build up pressure against the artery wall.
Powder bed fusion has significant potential to combine the advantages of both the process and unique material properties to develop and engineer novel applications. The possibility to design freeform and complex shaped structures combined with shape memory properties can lead to novel actuation mechanism in a wide range of scaling only limited by the spot diameter of the laser beam. In this work manufacturing and actuation of a broad range of complex NiTi structures shall be demonstrated. These structures can be manufactured in lot size one without the need of additional molding or casting dies at decentralized locations. Aerospace with its low volume market, lightweight and cost driven applications has huge potential for additive manufactured NiTi actuators [12]. Lattice structure are a lightweight technology to reduce weight and simultaneously maintain stiffness and mechanical integrity of a structure. With powder bed fusion NiTi lattices can be manufactured to achieve enhancement with functional properties such as shape recovery or superelasticity. NiTi lattices can be used for crash bumpers or energy absorbers. In this work manufacturing and testing of two different lattices is demonstrated. Summarized, this work shall demonstrate potential applications for NiTi parts manufactured with powder bed fusion.
2 Materials and Methods
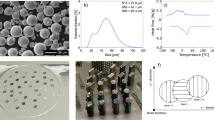
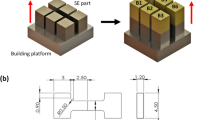
Pre-alloyed NiTi powders from Eckart (former TLS Technik) were used. The powders had an Ni content of 55.2 ± 0.7 and 53.1 ± 0.7 wt\(\%\) Ni measured with EDX (FEI NanoSEM 230, Oxford X-Max SDD EDX system). Processing was performed with an industrial Concept Laser M2 machine (Concept Laser GmbH) and with a research machine Aconity Midi+ (Aconity GmbH). Process parameters were set to laser power 80 W, scanning speed 30 mm/s, hatch distance 0.12 mm, layer thickness 0.03 mm and spot size 0.08 mm. The spider like structure in this study consists of eight feets of which each feet has a diameter of 1 mm. The total height is 8 mm. The body is represented with a cylindrical shape of 8 mm diameter and 2 mm height. With a tensile test machine (Galdabini Quasar 10) the spider structure is compressed. Two types of lattices were selected which exhibit a low and high stiffness. First type is a body-centered cubic sandwich lattice with strut thickness 0.2 mm with 10 \(\times \) 10 \(\times \) 11 mm. The sandwich plates have a thickness of 0.6 mm. Second type is a octahedral lattice with strut thickness 0.5 mm and 10 \(\times \) 12 \(\times \) 12 mm. Cross sectional areas for stress calculation are 100 and 120 mm\(^{2}\) for the BCC and octahedral lattice respectively. Each lattice was loaded with 1 mm/min and unloaded with 5 mm/min for four different loads. The BCC lattice was loaded with 200, 400, 600 and 800 N and the octaherdral lattice with 400, 800, 2600 and 3600 N.
3 Results and Discussion
3.1 Demonstrators Built with Powder Bed Fusion
In Fig. 1 various demonstrator geometries are manufactured to investigate influences of cross section variations on the powder bed fusion processing of NiTi and to show the capability of potential applications.

Titanium baseplate was used for this built. a) BCC sandwich lattice with strut thickness of 0.2 mm b) Octahedral lattice with strut thickness of 0.5 mm c) spring structure d) Lissajous curve with 0.5 mm strut thickness e) spider like structure (CAD adapted from [13]).
All geometries could be manufactured successfully. The use of a titanium plate resulted in delamination of some parts, which can be seen in Fig. 1. Especially geometries with a high length to width ratio are vulnerable for delamination. Delamination of NiTi parts on titanium buildplates is addressed by several researchers [14,15,16]. The main factors for delamination can be identified as difference in coefficient of thermal expansion and coefficient of thermal conductivity of NiTi and titanium. The coefficient of thermal expansion of NiTi is 11.0 * 10\(^{-6}\) 1/K compared to 8.6 * 10\(^{-6}\) 1/K of titanium. Coefficient of thermal conductivity is 8.6 W/mK for NiTi and 17 W/mK for titanium. As a result, heat and stresses are accumulated in the NiTi parts during manufacturing leading to delamination. Besides, Scheitler et al. observed a brittle Ti\(_{2}\)Ni between the NiTi part and buildplate which leads to a weak breaking point.
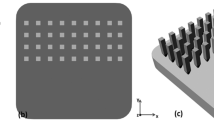
An effective countermeasure is proposed by using a lattice structure underneath the parts. When designing a proper lattice structure there needs to be a tradeoff in minimum contact cross section of lattice and buildplate as well as stiffness of the overall lattice structure. The lattice contact points to the buildplate need to be large enough to ensure proper bonding and force transmission into the buildplate from the bending of the parts above. Using standard block support with single scanline wall thickness resulted also in delamination. An octahedral lattice with strut thickness 0.5 mm proposed from McCue et al. is used [14]. The contact cross section to the buildplate is circular with diameter of 0.5 mm. However, in this study the maximum height of 4 mm suggested from McCue et al. is reduced to 1.6 mm to increase productivity and reduce material waste. As shown in Fig. 1 delamination could not be eliminated completely with the shortened support. Reason could be the increased stiffness of the support lattice vertical to the buildplate. Stress accumulation therefore could not be fully compensated. Finally, a trade off in the usage of NiTi and titanium plates need to be considered. Titanium plates are more economic, however delamination occurs which could be eliminated by NiTi plates.
3.2 Shape Memory Effect Demonstration
NiTi material has an unique ability to recover its initial shape after deformation and subsequently heating to a specific activation temperature. The underlying principle for the shape recovery is a diffusionless transformation from martensite (B19‘) to austenite (B2) and back [17]. The microstructure at a certain temperature defines the final functional property. Martensite leads to shape memory properties whereas austenite results in superelasticity. The initial microstructure is twinned martensite. Mechanical deformation leads to detwinning of the microstructure. This detwinned martensite is transformed into austenite when heated and shape recovery is initiated. Large strains can be achieved which is not the case in the cool down phase. Cooling is characterized by transformation from austenite to detwinned martensite without the release of significant strain compared to the heating transformation. In Fig. 2 the shape recovery is demonstrated for diverse structures. Apparently, the shape recovery is not lost after the processing with powder bed fusion. The experiments are conducted at room temperature and for heating a heat gun or gas burner is used. After each shape recovery cycle there are two types of strains which need to be distinguished: recoverable and irrecoverable strain [18]. Recoverable strain consists of an elastic and shape recovery strain. Leftover is irreversible strain which cannot be recovered. In Fig. 2 a) irreversible strain can be visualized by comparing the first and last sequence. The initial shape could not be fully recovered leading to a slight deflection in bending direction. Shape recovery strain can be seen from second last to last sequence. Elastic strain is not shown here but occurs after release of the bending force resulting in rod shape of the second sequence. Depending on the design of the structure, geometrical influences can be exploited to gain high deformation ratios. Powder bed fusion with its capability to produce complex formed structures has great potential to realize designs which cannot be manufactured with conventional methods. For NiTi processing this results in a broadening of actuator applications which were not considered yet. For instance, small and compact actuators with high strains can be implemented in microdevices. But also medium sized actuators to replace hydraulic and electric actuators in aerospace are subject of interest. For heating of the NiTi material joule heating is mostly used [19,20,21]. Main issue remains the low heat conductivity of NiTi resulting in slow cooling rates. From an engineering perspective for actuation, elastic and irreversible strain shall be minimized whereas shape recovery strain shall be maximized. Researcher should focus in optimizing these parameters through powder bed fusion where as design engineers need to consider these strains to create NiTi actuators.

3.3 Two Way Shape Memory Effect (TWSME)
The two way shape memory effect (TWSME) is a less known functional property of NiTi alloys. In contrast to the one way shape memory effect (OWSME) actuation strain is realized in both heating and cooling phases enabling the possibility for cycling actuation. Prior to heating and cooling the TWSME first needs to be programmed into the material. This is done by proper mechanical and thermal training [8]. Therefore, the NiTi structure is mechanical restrained e.g., with a fixture. This shape will be the cold state later. In our study the additively manufactured NiTi rod is inserted into a metallic loop which can be tightened with a screwdriver enabling increase of mechanical strain onto the rod resulting in shape deformation (see Fig. 3). Afterwards the fixed NiTi rod is exposed to several heating and cooling cycles. This was implemented by heating in a water bath and cooling with pressurized air. This procedure is repeated 18 times. The resulting shape can be seen in Fig. 3 in the starting sequence. The tip of the rod undergoes a total displacement of 4 mm after heating, which can be read from the scale in the background. During cooldown under natural convection to not influence the experimental set up with high pressure air flow, a total displacement of 0.5 mm in respect to the hot state is achieved. The extreme loss of the original shape after training and cooling could not be fully explained. Degradation of the TWSME could be an indicator especially in the first actuation cycles [7]. The degradation of the TWSME is a common issue and is highly dependent on the training cycles and training stress induced. Although a high enough training cycle number is chosen near 20 cycles the training stress was not quantified. During the second cycle heating is resulting in 0.25 mm tip movement and cooling in 0.25 mm back to the initial position of cycle two. No severe degradation could be visually observed. In the third cycle the tip moves again by 0.25 mm while heating but only <0.25 mm back to its cold state position. Decrease of cycle stability seems to be occurred. During the fourth cycle visualization of the TWSME reached its limit due to tip movements <0.25 mm. With this study programming of the TWSME into an additively manufactured NiTi part is demonstrated. From an engineering perspective the TWSME is from high interest when designing cycling actuators. These actuators can be used in aerospace for pointing mechanism, optics, or antenna positioning. In automotive heat activated valves which work in both directions could be another interesting lightweight application reducing the total mass of vehicles. In biomedical applications TWSME NiTi actuators could be used for prosthesis if degradation can be kept to a minimum. In addition, active cooling is highly required to meet requirements in terms of actuation speed.

TWSME effect demonstration on bending rod after 18 training cycles in mechanical restrained fixture. Four heating and cooling cycles are captured to visualize the stability of the TWSME.
3.4 Performance of Shape Memory Effect
Combination of shape memory effect and design freedom with powder bed fusion can lead to novel NiTi applications. Weightlifting capability and force generation is demonstrated with a spider like structure similar to Kim et al. [13]. Large amount of elastic strain is generated and released when the compression force was decreased. This can be seen by comparing the spider during and after compression in Fig. 4. In order to demonstrate the force generation a weight of 2 kg is attached to the body of the compressed spider. The spider itself has a weight 2 g. Through heating with a gas burner shape recovery is triggered and the spider transforms to the initial shape by contracting its legs, rising the body, and consequently lifting the weight. The distance between body and ground plate is measured as 3.87 mm before heating. After heating the distance increased to 4.19 mm which is 0.32 mm actuation displacement. The weight could be successfully lifted with a weight to mass ratio of factor 1000. Due to the design freedom of powder bed fusion compact and light structures can be manufactured which generate high forces during actuation.

Spider like NiTi structure (CAD adapted from [13]) is capable of lifting weight factor 1000 greater than its body weight. High power density is achieved by using the shape memory effect in a small, compact, and light NiTi structure.
3.5 NiTi Lattices

Compression tests of BCC and octahedral NiTi lattice until failure with low and high stiffness respectively.
Lattices are types of structures which are characterized by low weight compared to its bulk material. The mechanical properties of lattice structures can be tailored by designing specific unit cells which are scaled up to a lattice structure. Thus, high and low stiffnesses or structures with contradictionary properties, e.g. auxetic materials, can be realized. Powder bed fusion is widely used for manufacturing metallic structures. The smallest strut diameter is theoretically only limited by the laser spot diameter. However, the specific geometry of the unit cell is also a significant factor for the manufacturability. Steep or long distances of 90\(^{\circ }\) overhangs increase the risk of process errors or low quality surfaces due to sintered particles. Designing and manufacturing NiTi lattices is from high interest due to its functional properties. Superelasticity and shape memory characteristics combined into a lattice can lead to novel applications. With superelasticity a superior strain absorption is achieved which can be leveraged with an adequate structural design of the lattice. Energy absorbing devices could be an interesting application e.g., crash elements. Furthermore, shape recovery can be exploited to rebuild the integrity of crash elements after an impact. Through heating the crash element can be largely set to its initial shape. In this study two types of lattices with low and high stiffness are tested under compression load (see Fig. 5). After compression with 600 N in the third cycle and subsequently heating a shape recovery of 4.11 ± 0.61\(\%\) (percentual recovered strain from compressed to heated length) could be achieved. A total strain of 9.1 ± 0.38\(\%\) is achieved. Collapse of struts within the lattice is observed at 6.93 ± 0.31 MPa at 13.47 ± 0.6\(\%\) strain. The following compression is characterized by collapse and solidification processes due to the increasing compressive force. Stress is dropping to 5.40 MPa after rising finally to 7.8 MPa at which the lattice is collapsing completely. The octahedral lattice is loaded with larger steps and higher maximum forces due to its higher stiffness and strength. In the third cycle the lattice could withstand stress of 21.37 ± 0.02 MPa at 6.27 ± 0.06\(\%\) strain without severe damage. Shape recovery is measured at 1.29 ± 0.25\(\%\). Collapse of struts is observed at 30.86 ± 1.28 MPa and 12.08 ± 1.03\(\%\) strain. Stress, strain, and shape recovery for the different loading is summarized in Tables 1 and 2. No mechanical hardening process can be seen compared to the BCC lattice. Instead, failure is abrupt with an instant drop of stress. Two types of NiTi lattice with low and high stiffness are manufactured and mechanically tested. Aerospace, automotive and civil engineering can benefit from lightweight lattice with functional properties. Also, biomedical implants can exploit the advantages of manufacturing porous biocompatible lattices with powder bed fusion.
4 Conclusion
In this study manufacturing and demonstration of various functional NiTi structures is shown. For manufacturing a titanium plate can be an inexpensive alternative to NiTi plates but disadvantages due to delamination occur. The shape memory effect was still present in the parts processed with powder bed fusion. A careful actuator design and respecting the limits of reversible, irreversible and shape recovery strain is key to engineer novel actuator applications. The TWSME is highly interesting for cycling actuators but is also suffering from degradation. In this work the degradation of powder bed fusion NiTi parts could not be fully investigated. After four cycles degradation of the TWSME could be seen. Further research is required to investigate the performance of cycling shape memory structures. Once control of the TWMSE uncertainty is achieved this particular effect can lead to novel applications for aerospace, automotive or energy harvesting. With a spider like structure a high power density was achieved. The particular designed spider structure was able to lift weights factor 1000 of its own weight. Finally, two types of low and high stiffness lattices are manufactured and tested for energy absorbing applications with unique capability of shape recovery after impact. Processing NiTi with powder bed fusion has great potential for novel applications and solve engineering issues where lightweight, actuation, strength and high power density is required. Besides main issues such as low oxygen content during manufacturing for high ductility, the design freedom with powder bed fusion can leverage the deployment of NiTi structures in engineering devices and systems.
References
Chekotu, J.C., Groarke, R., O’Toole, K., Brabazon, D.: Advances in selective laser melting of nitinol shape memory alloy part production. Materials (Basel, Switzerland) 12(5), 809 (2019)
Shayesteh Moghaddam, N., et al.: Anisotropic tensile and actuation properties of NiTi fabricated with selective laser melting. Mater. Sci. Eng. A 724, 220–230 (2018)
Mariyaiah, S., Sheikh, M.Y., Khan, N., Kurbet, R., Gowda, T.: A review on application of shape memory alloys. Int. J. Recent Technol. Eng. (IJRTE) 9(6), 111–120 (2021)
Hartl, D.J., Lagoudas, D.C., Calkins, F.T., Mabe, J.H.: Use of a Ni60Ti shape memory alloy for active jet engine chevron application: I. thermomechanical characterization. Smart Mater. Struct. 19(1), 015020 (2010)
Weber, R., Kuhlow, M., Spierings, A.B., Wegener, K.: 4D printed assembly of sensors and actuators in complex formed metallic lightweight structures. J. Manuf. Process. 90, 406–417 (2023)
Nespoli, A., Bennato, N., Bassani, E., Passaretti, F.: Use of 4D-printing and shape memory alloys to fabricate customized metal jewels with functional properties. Rapid Prototyping J. 28(5), 805–813 (2022)
Scherngell, H., Kneissl, A.C.: Generation, development and degradation of the intrinsic two-way shape memory effect in different alloy systems. Acta Materialia 50(2), 327–341 (2002)
Atli, K.C., Karaman, I., Noebe, R.D., Gaydosh, D.: The effect of training on two-way shape memory effect of binary NiTi and NiTi based ternary high temperature shape memory alloys. Mater. Sci. Eng. A 560, 653–666 (2013)
Shayesteh Moghaddam, N., et al.: Achieving superelasticity in additively manufactured NiTi in compression without post-process heat treatment. Sci. Rep. 9(1), 41 (2019)
Liu, Y., Yang, T., Li, B., Liu, B., Wang, W., Wang, S.: Seismic performance of Ni-Ti SMA wires equipped in the spatial skeletal structure. Front. Mater. 8 (2021)
Elahinia, M.H., Hashemi, M., Tabesh, M., Bhaduri, S.B.: Manufacturing and processing of NiTi implants: a review. Prog. Mater. Sci. 57(5), 911–946 (2012)
Blakey-Milner, B., et al.: Metal additive manufacturing in aerospace: a review. Mater. Des. 209, 209 (2021)
Kim, D., Ferretto, I., Leinenbach, C., Lee, W.: 3D and 4D printing of complex structures of Fe—Mn—Si-based shape memory alloy using laser powder bed fusion. Adv. Mater. Interfaces 9(13), 2200171 (2022)
McCue, I., et al.: Scalable laser powder bed fusion processing of nitinol shape memory alloy. MRS Commun. 9(4), 1214–1220 (2019). https://doi.org/10.1557/mrc.2019.134
Scheitler, C., Hentschel, O., Krebs, T., Nagulin, K.Y., Schmidt, M.: Laser metal deposition of NiTi shape memory alloy on Ti sheet metal: influence of preheating on dissimilar build-up. J. Laser Appl. 29(2), 022309 (2017)
Obeidi, M.A., et al.: Laser beam powder bed fusion of nitinol shape memory alloy (SMA). J. Mater. Res. Technol. 14, 2554–2570 (2021)
Shaw, J.A., Churchill, C.B., Iadicola, M.A.: Tips and tricks for characterizing shape memory alloy wire: Part 1-differential scanning calorimetry and basic phenomena. Exp. Tech. 32(5), 55–62 (2008)
Haberland, C., Elahinia, M., Walker, J.M., Meier, H., Frenzel, J.: On the development of high quality NiTi shape memory and pseudoelastic parts by additive manufacturing. Smart Mater. Struct. 23(10), 104002 (2014)
Tadesse, Y., Thayer, N., Priya, S.: Tailoring the response time of shape memory alloy wires through active cooling and pre-stress. J. Intell. Mater. Syst. Struct. 21(1), 19–40 (2010)
Taylor, F., Au, C.: Forced air cooling of shape-memory alloy actuators for a prosthetic hand. J. Comput. Inf. Sci. Eng. 16(4), 041004 (2016)
El Naggar, A., Youssef, M.A.: Shape memory alloy heat activation: state of the art review. AIMS Mater. Sci. 7(6), 836–858 (2020)
Tosoratti, E., Incaviglia, I., Liashenko, O., Leinenbach, C., Zenobi-Wong, M.: Additively manufactured semiflexible titanium lattices as hydrogel reinforcement for biomedical implants. Adv. NanoBiomed Res. 1(1), 2000031 (2021)
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Weber, R., Spierings, A.B., Wegener, K. (2024). Investigation of the Feasibility to Process NiTi Alloys with Powder Bed Fusion for Potential Applications. In: Klahn, C., Meboldt, M., Ferchow, J. (eds) Industrializing Additive Manufacturing. AMPA 2023. Springer Tracts in Additive Manufacturing. Springer, Cham. https://doi.org/10.1007/978-3-031-42983-5_16
Download citation
DOI: https://doi.org/10.1007/978-3-031-42983-5_16
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-42982-8
Online ISBN: 978-3-031-42983-5
eBook Packages: EngineeringEngineering (R0)